
75Cr3C2-25NiCr and 86WC-10Co-4Cr High Wear- and Corrosion-Resistant Cermet Coatings Deposited on A356 Substrate by High-Velocity Oxy-Fuel Technique

 , and
, and
Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
2.2. HVOF Processing
2.3. Characterizations
3. Results and Discussion
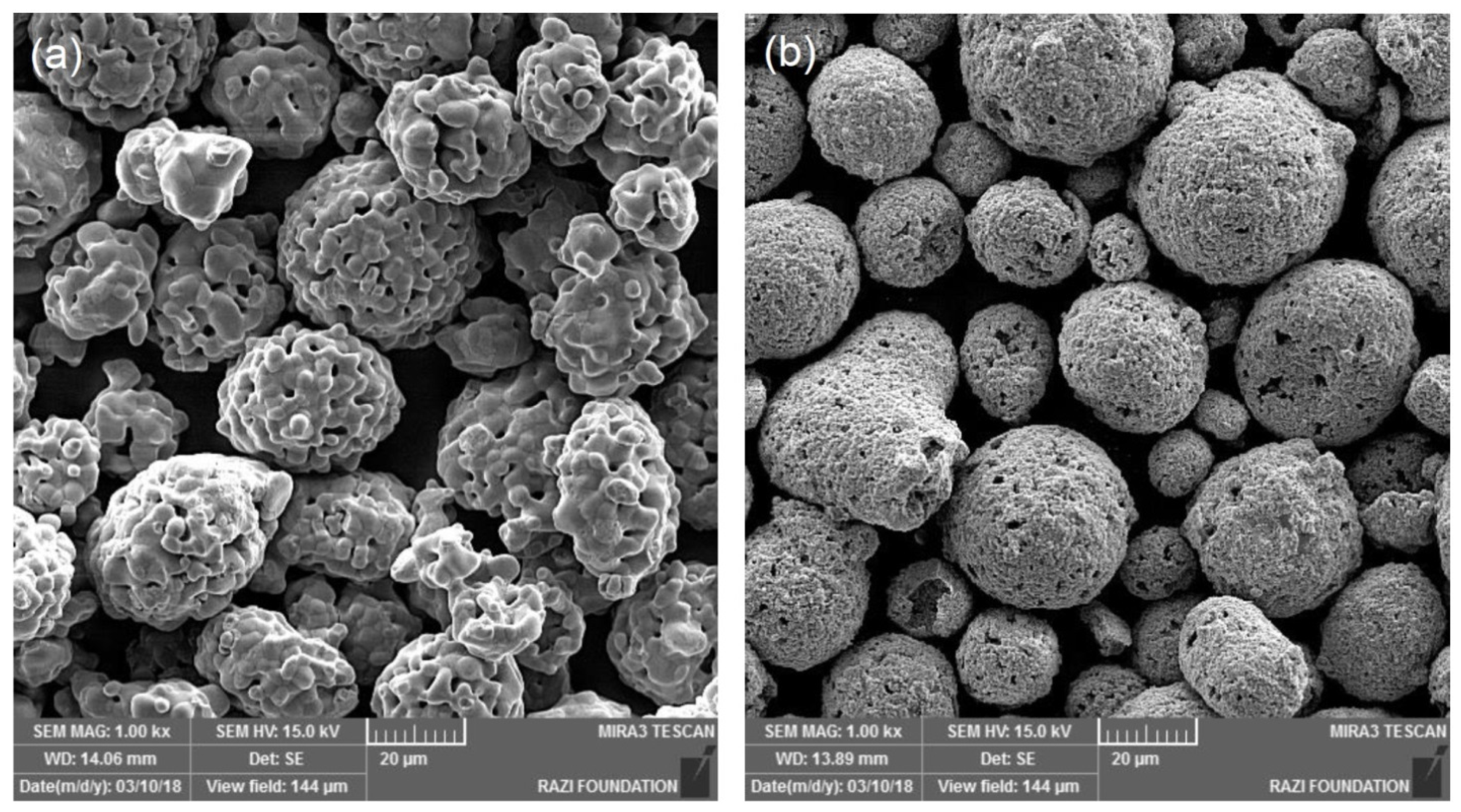
3.1. Microstructural Evaluations
3.2. Microhardness Measurements
3.3. Wear Characteristics
3.3.1. Wear Rate
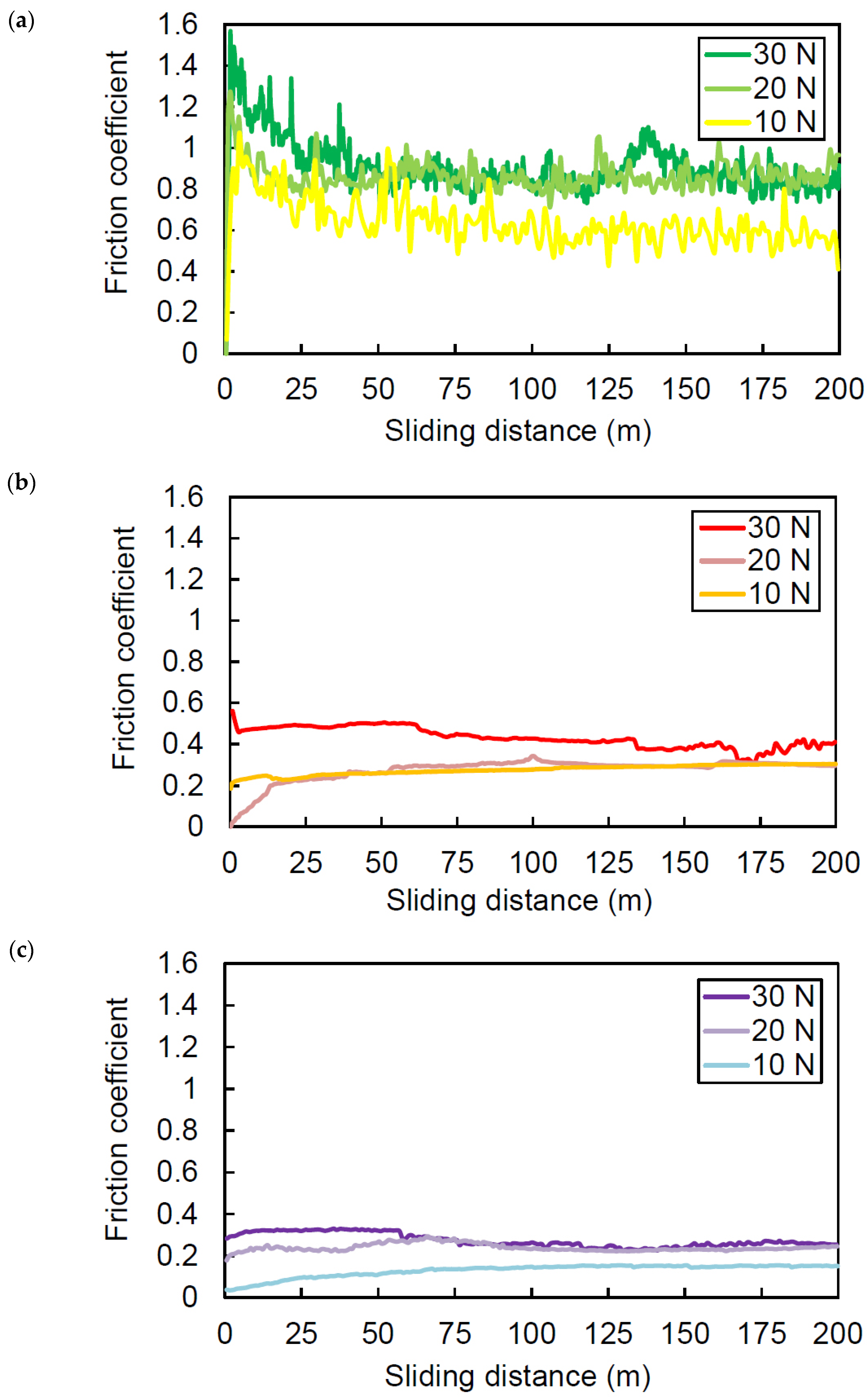
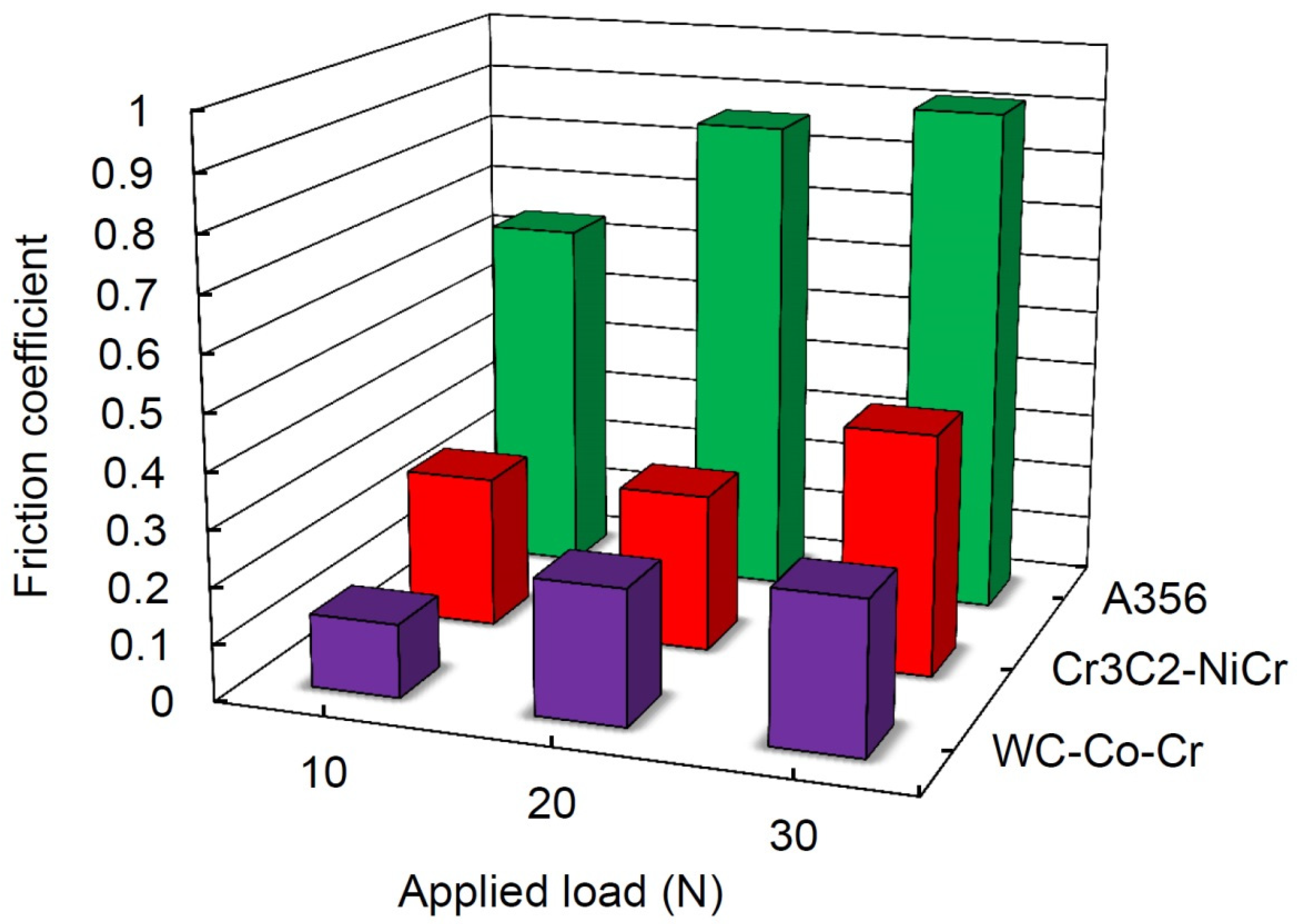
3.3.2. Friction Coefficient
3.3.3. Wear Mechanism
3.4. Corrosion Performance
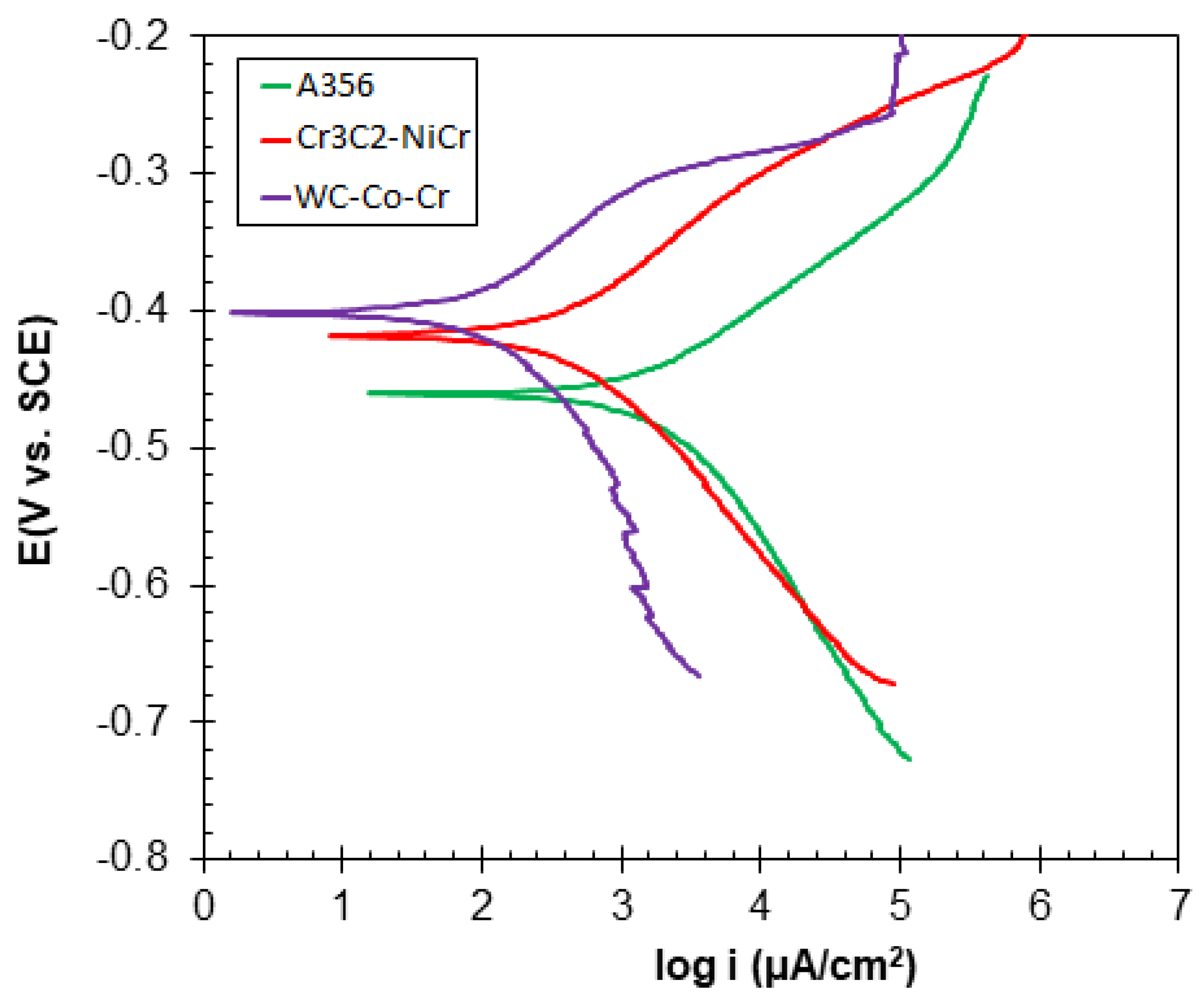
3.4.1. Polarization Test Analysis
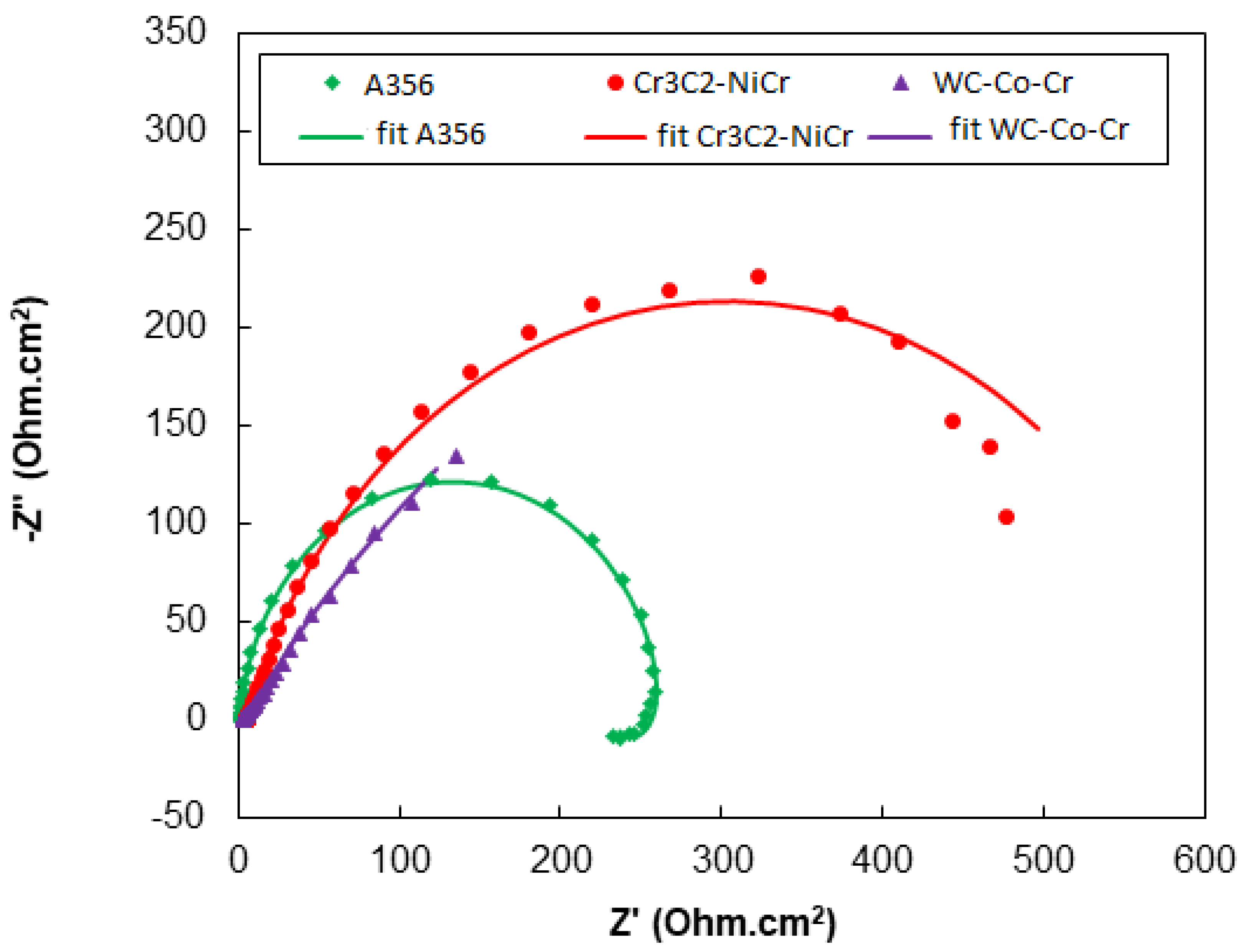
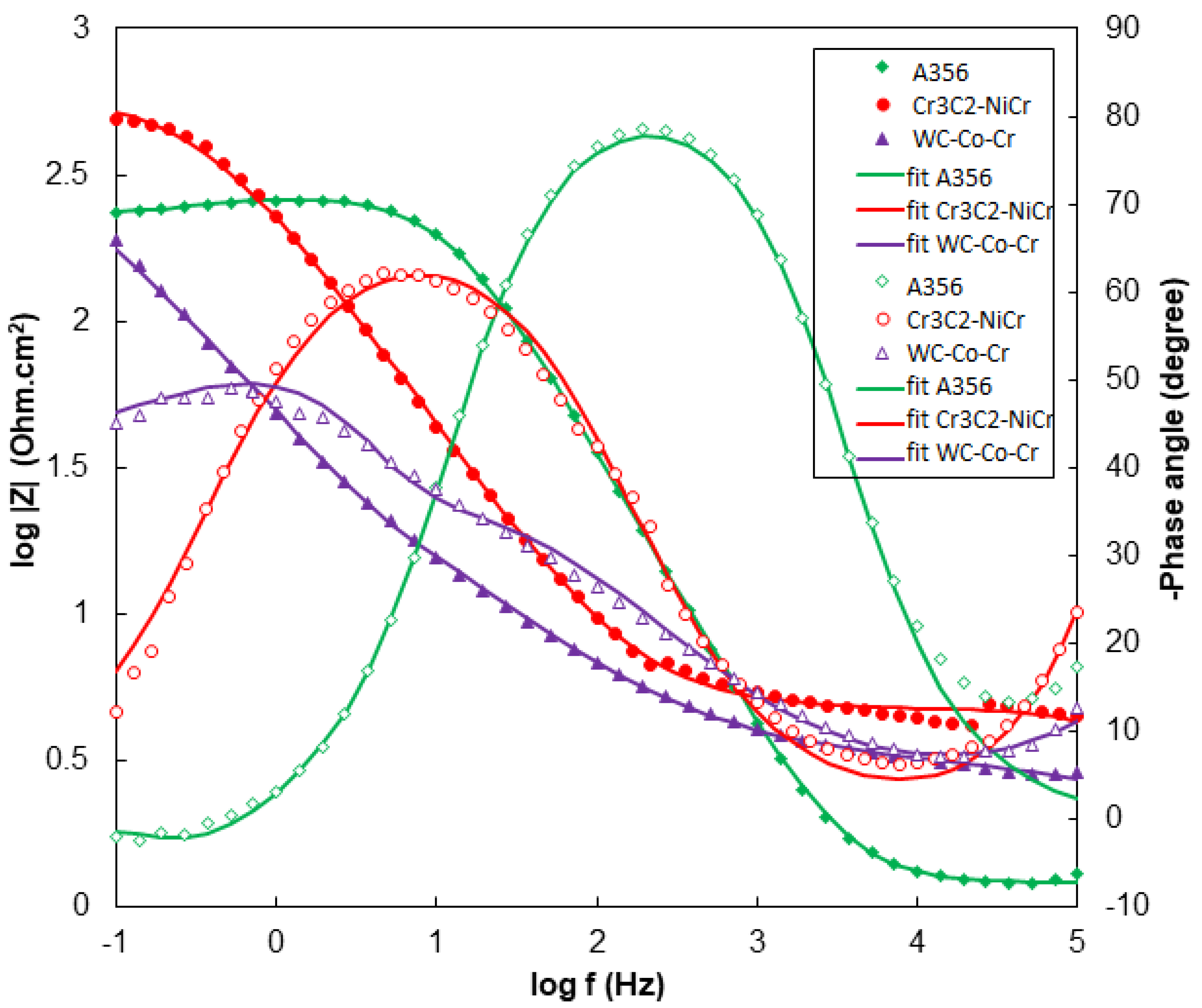
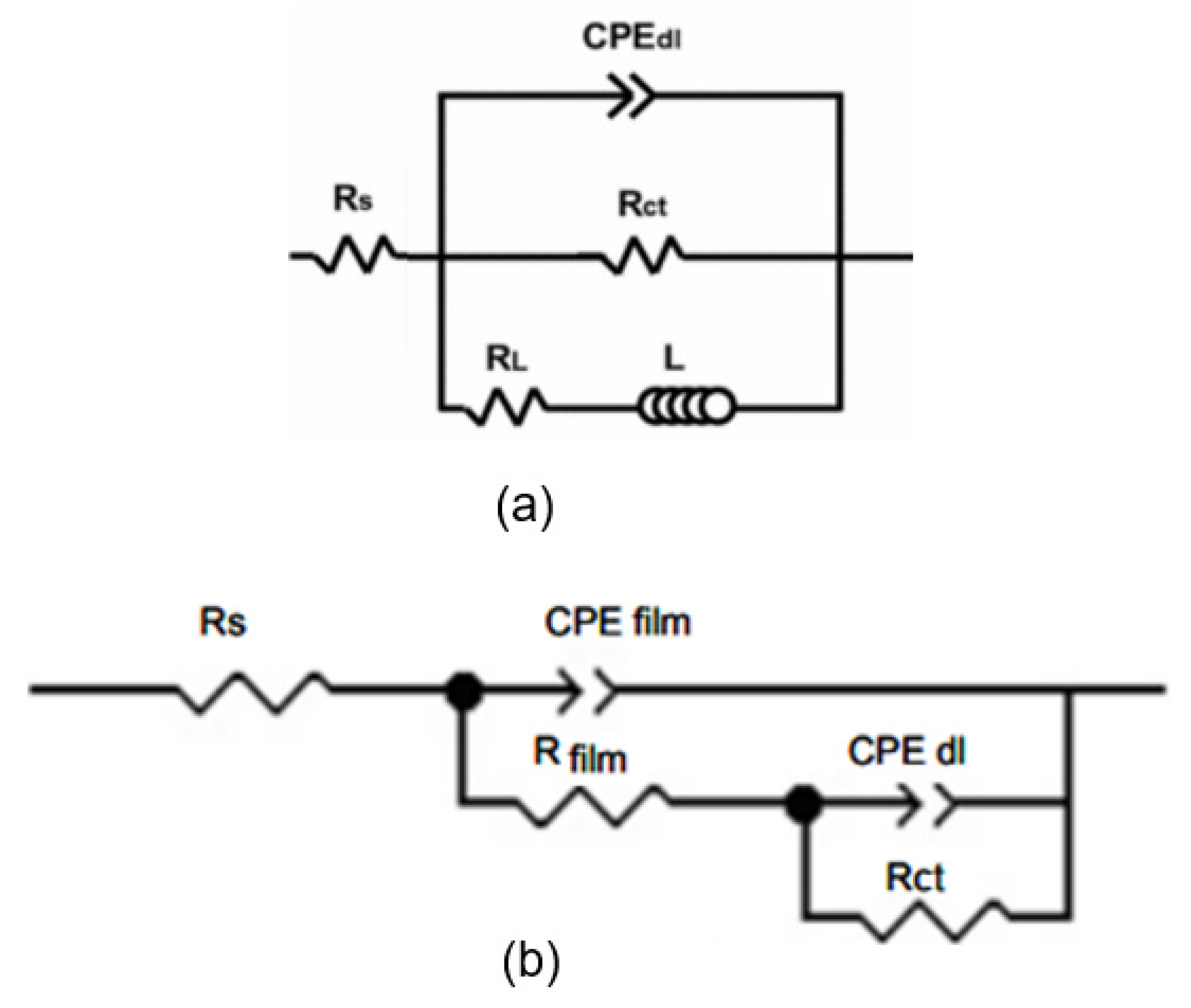
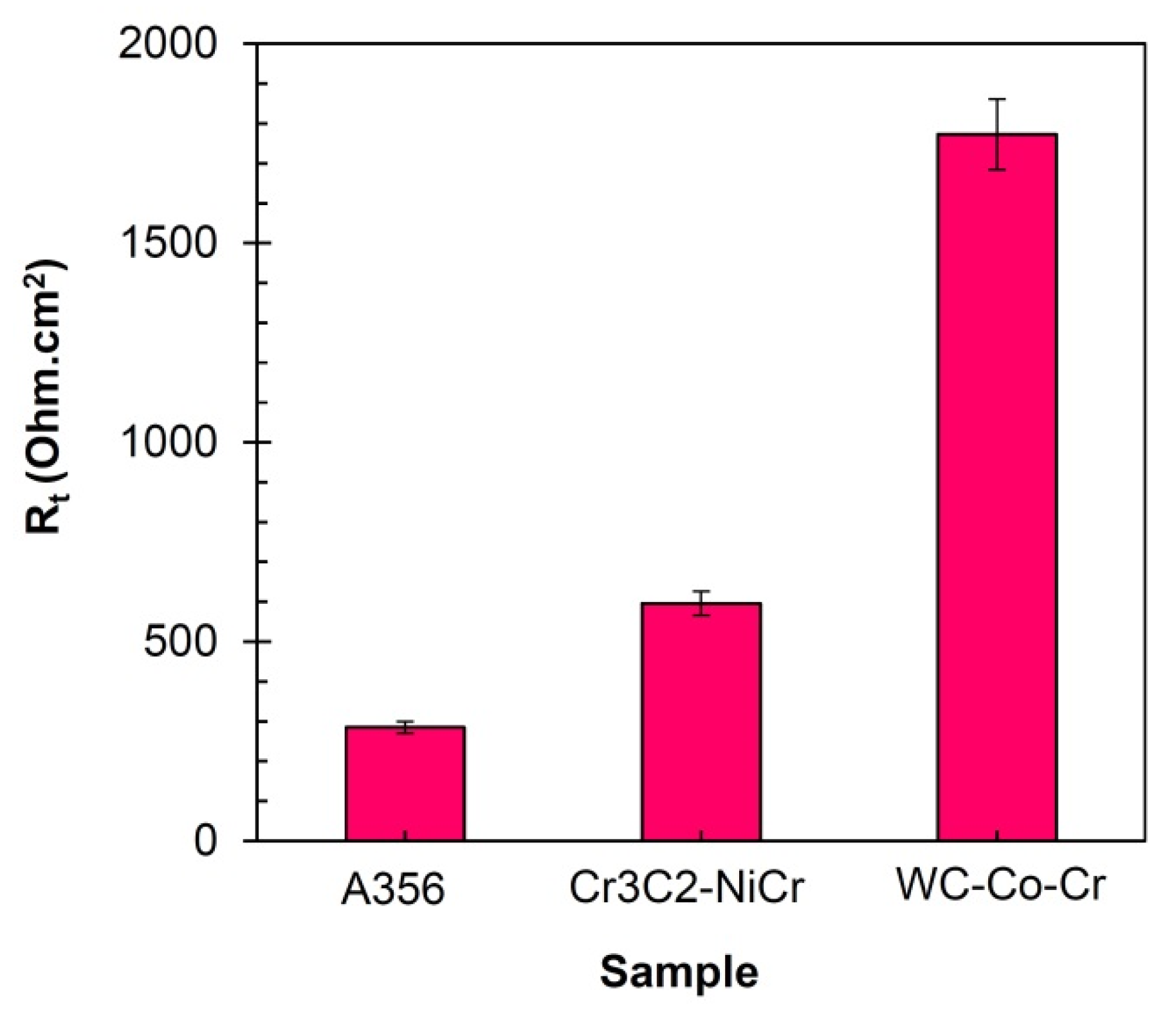
3.4.2. EIS Test Analysis
4. Conclusions
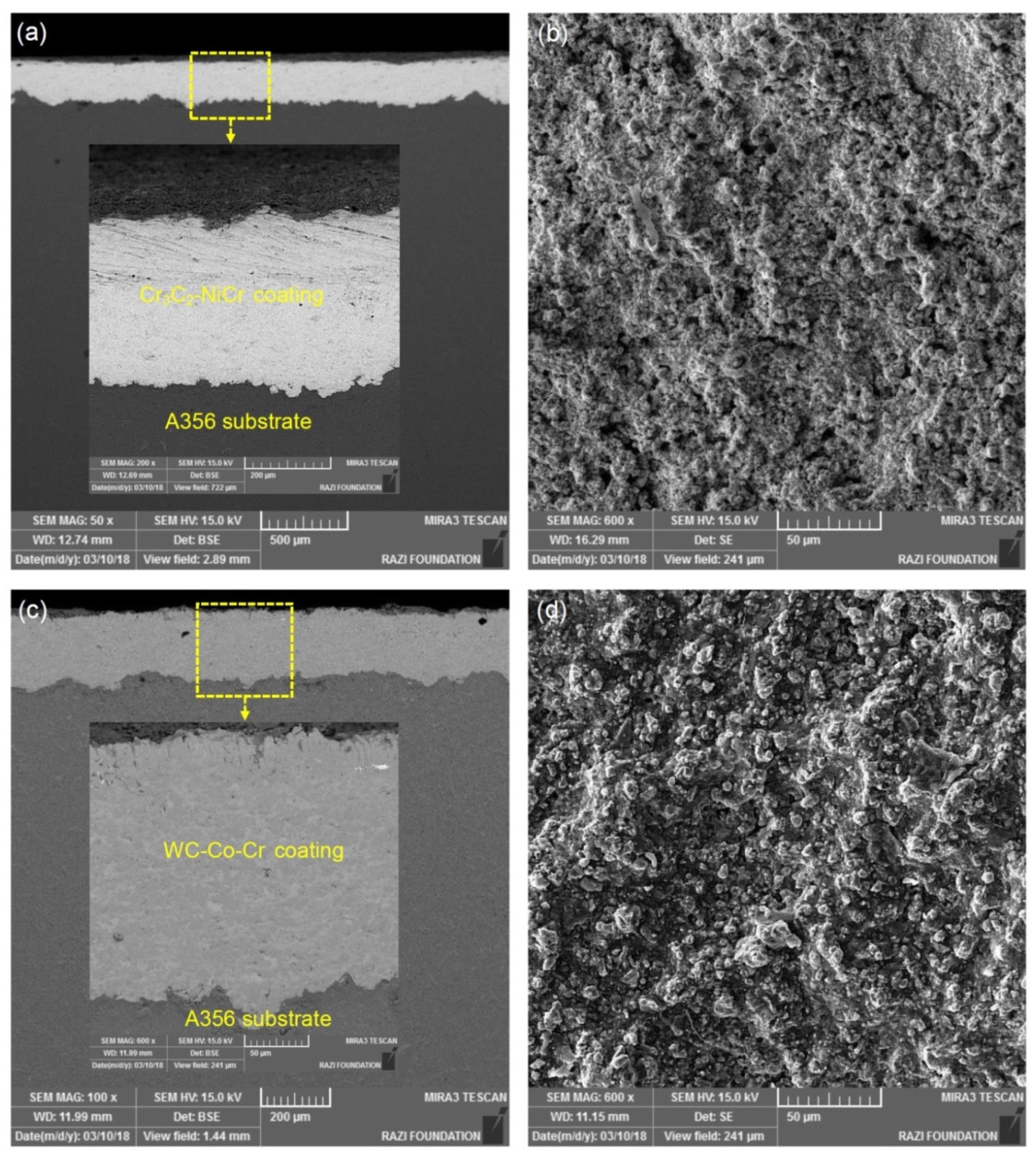
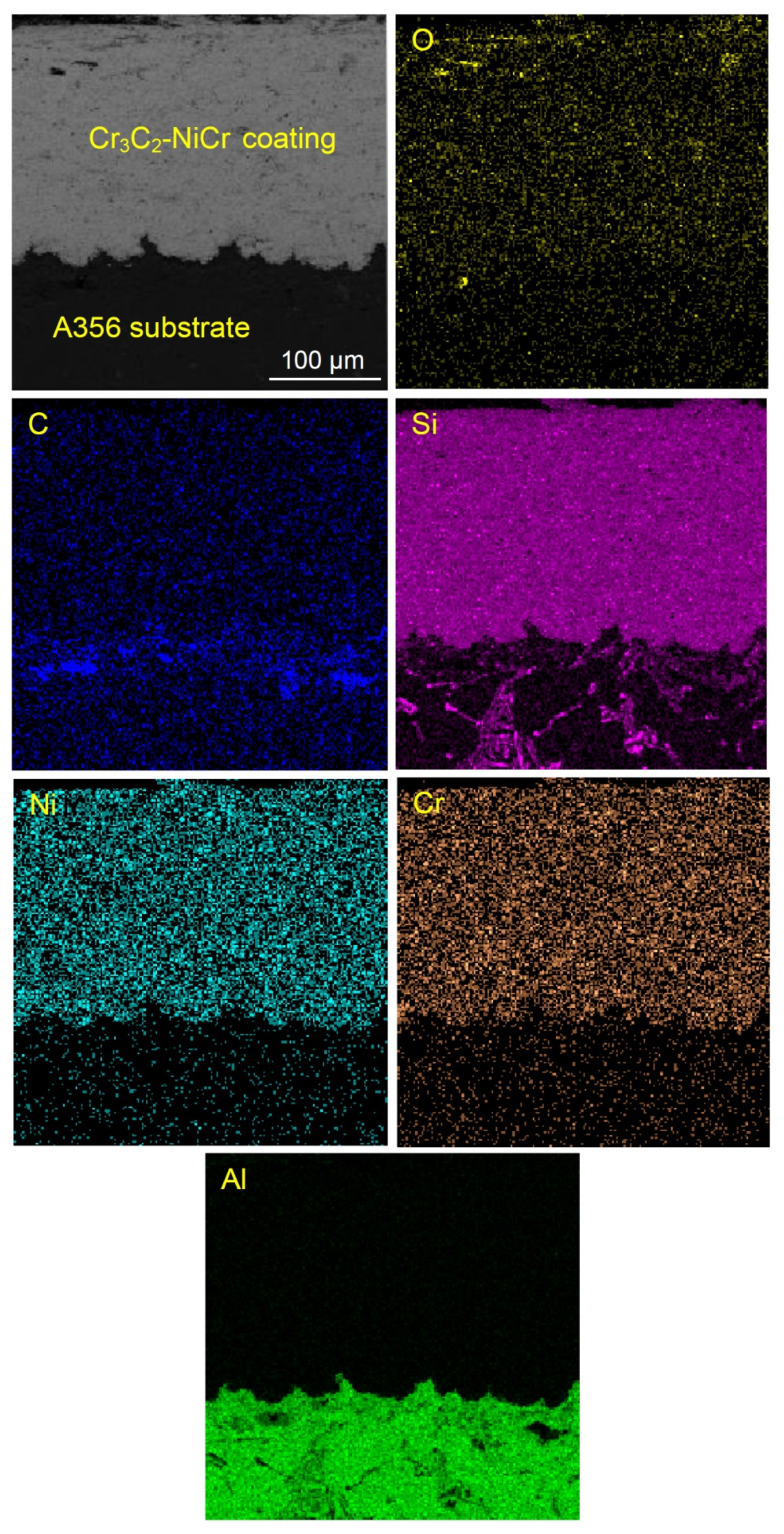
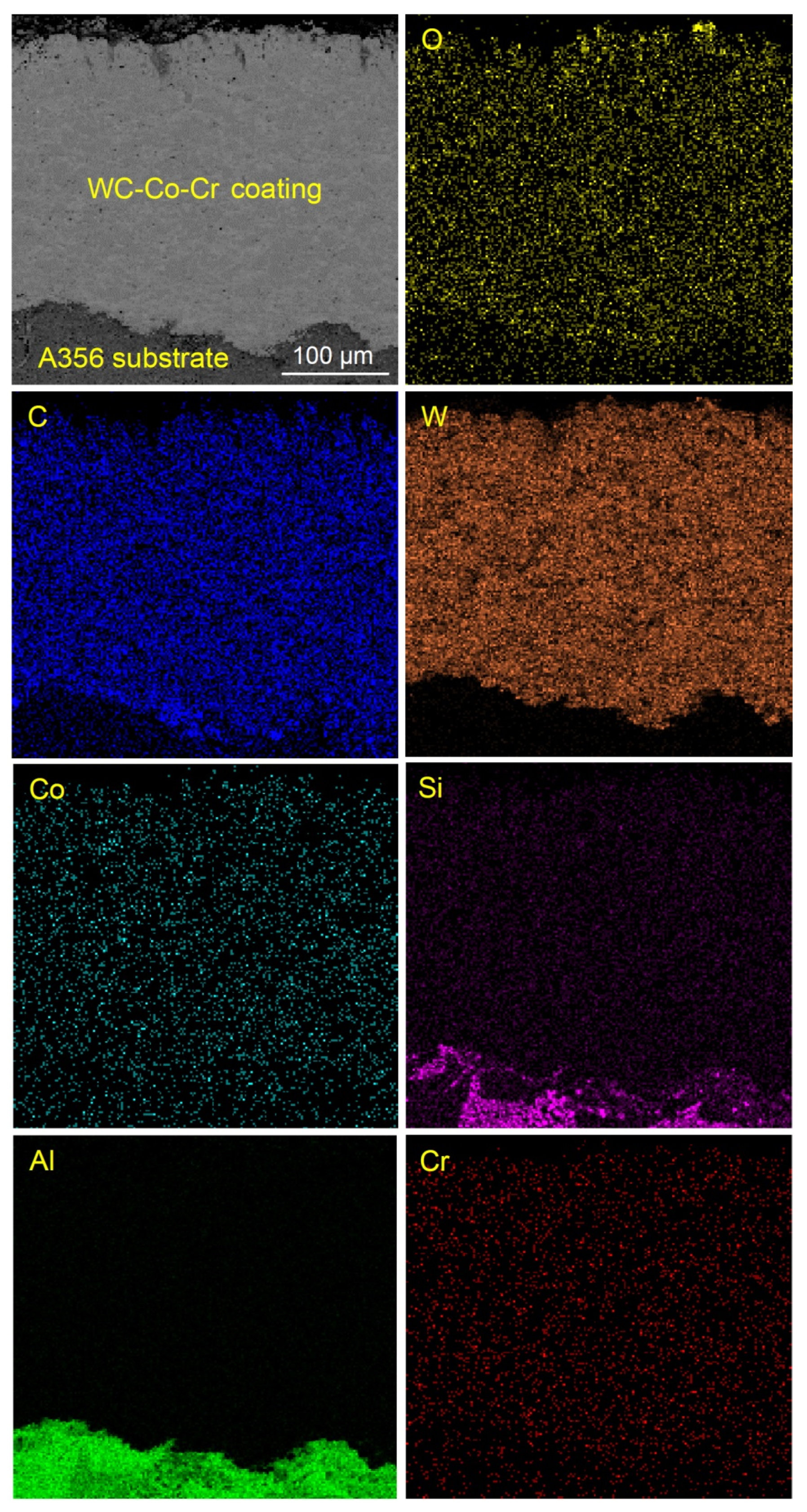
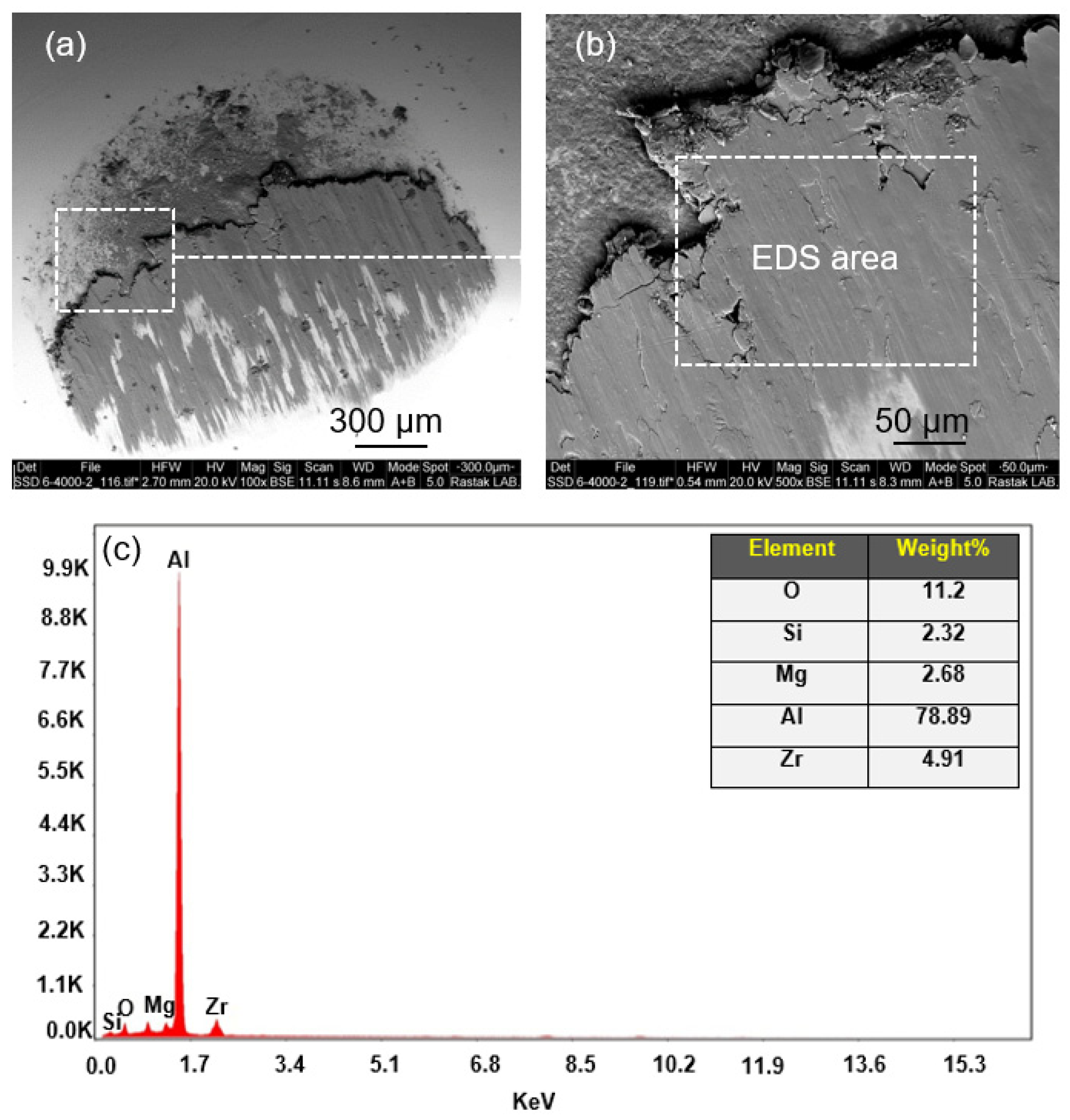
- The coatings with an average thickness of about 250 μm were developed on the A356 substrate by 10 passes of HVOF spraying. Strong bonding between the coatings and substrate was correlated to the combination of mechanical (caused by sand blasting) and metallurgical (inter-diffusion) adhesion.
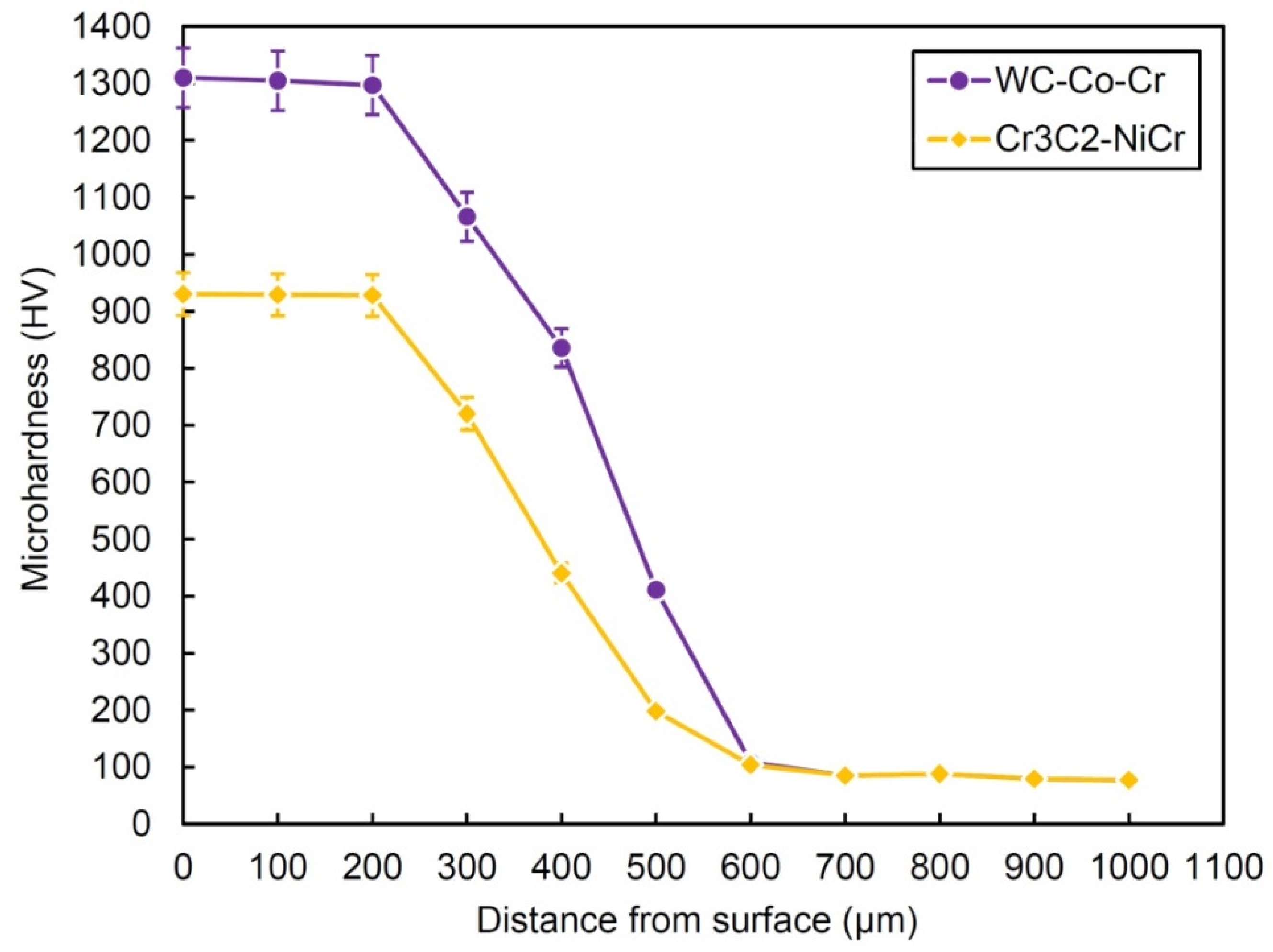
- The microhardness of Cr3C2-NiCr and WC-Co-Cr HVOF-sprayed coatings were about 930 and 1300 HV, approximately 1100 and 1500% more than about 80 HV of the A356 substrate, respectively. The homogeneity of the coatings was concluded from the small scattering of microhardness values within the coatings layer.
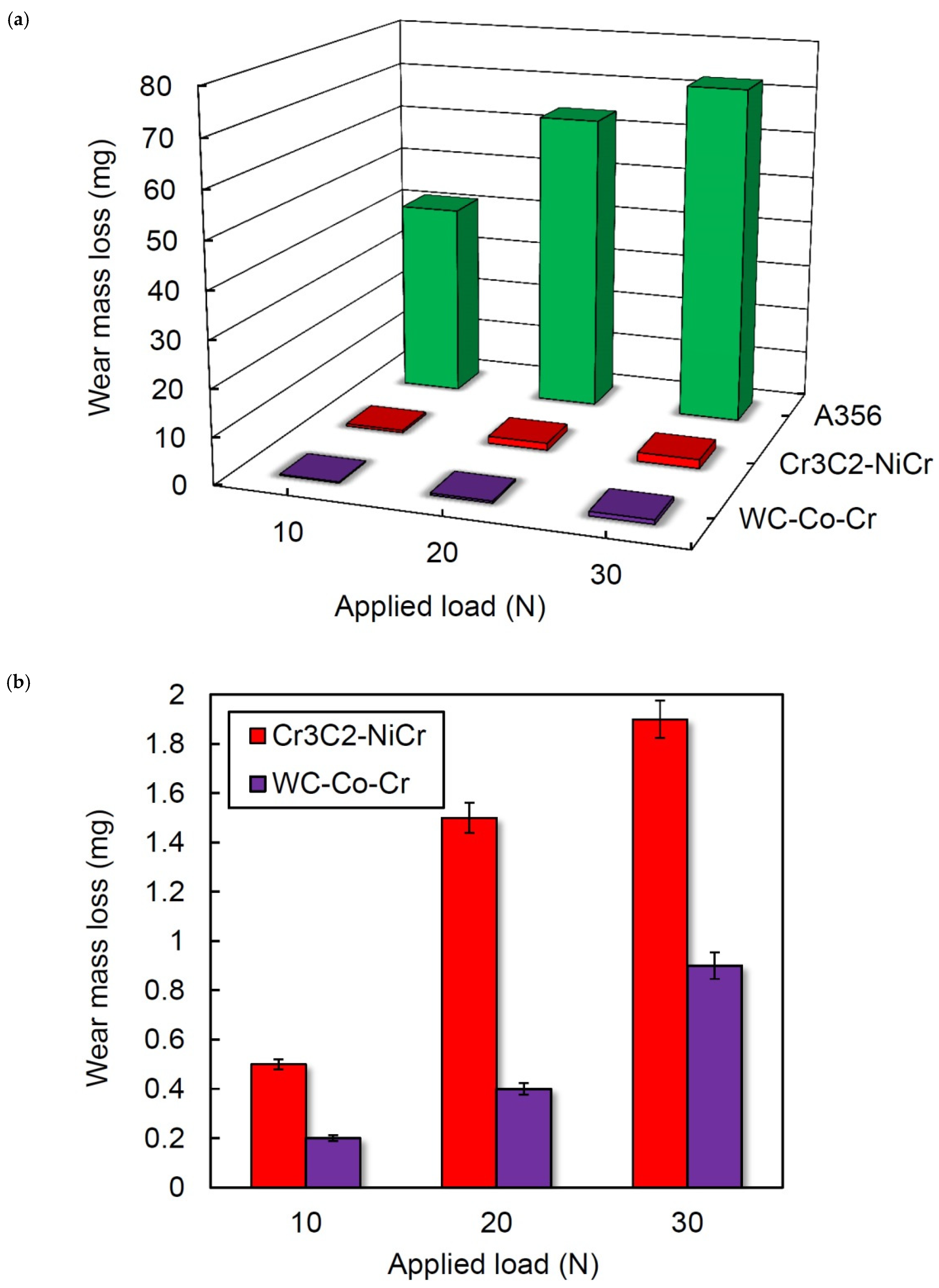
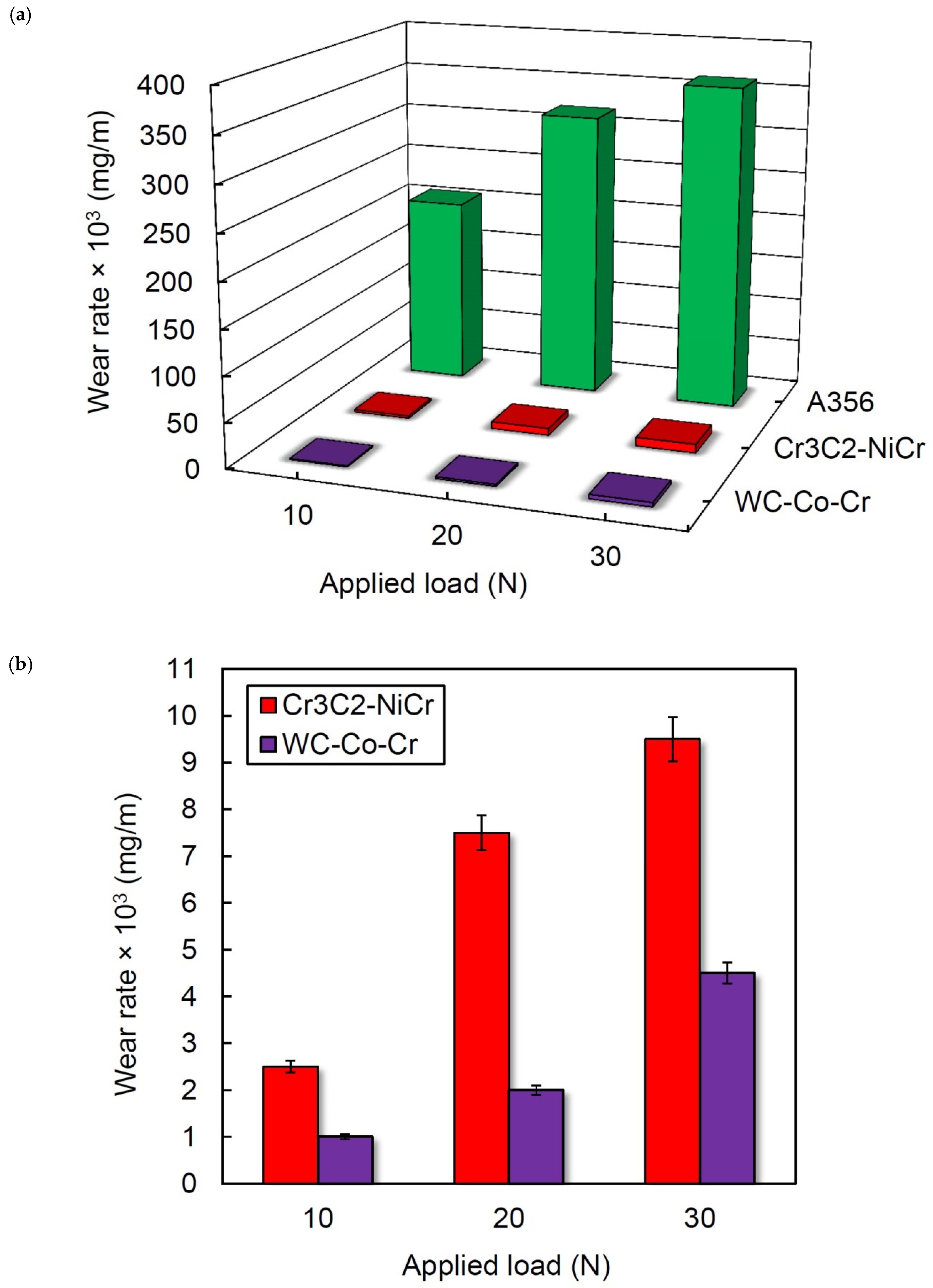
- The mass loss and wear rate values of A356 substrate after coating with Cr3C2-NiCr were reduced by a factor of about 83, 43, and 38 times under 10, 20, and 30 N applied load, respectively. In the case of WC-Co-Cr coating, the reduction factors were about 208, 160, and 81 times. The wear characteristics of the A356 substrate progressively increased with increasing applied load. However, the mass losses and wear rate variations of the coatings were less than those of the A356 substrate.
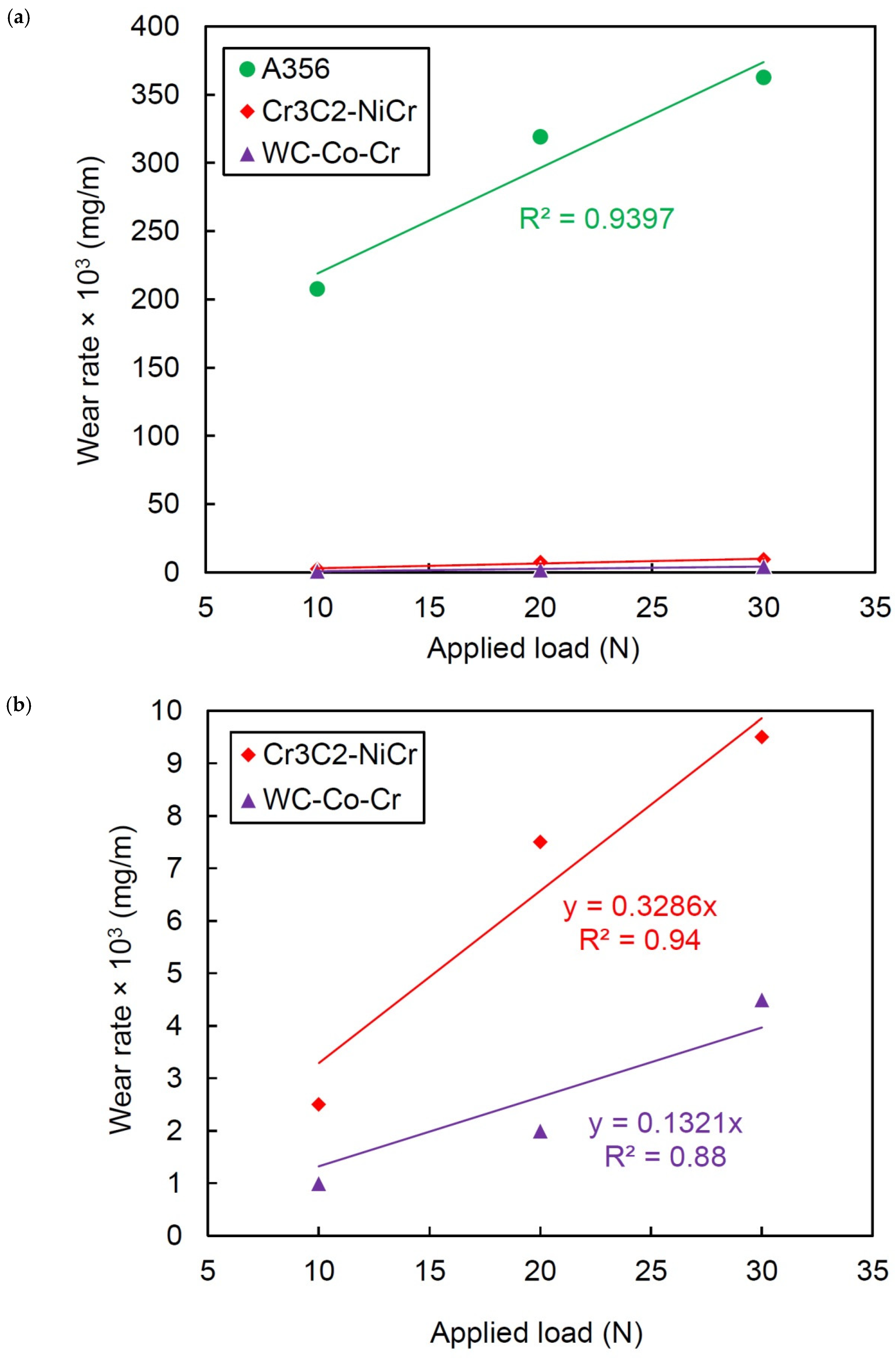
- The wear coefficient of the Cr3C2-NiCr coating was about 1.8 times higher than that of the WC-Co-Cr coating. This indicated the lower wear resistance of the Cr3C2-NiCr coating in comparison with the WC-Co-Cr coating.
- The average friction coefficients of A356 substrate, Cr3C2-NiCr, and WC-Co-Cr coatings under 10 N applied load were about o.64, 0.27, and 0.13, respectively. This indicates about 58 and 80% reduction in the friction coefficients by depositing Cr3C2-NiCr and WC-Co-Cr coatings, respectively.
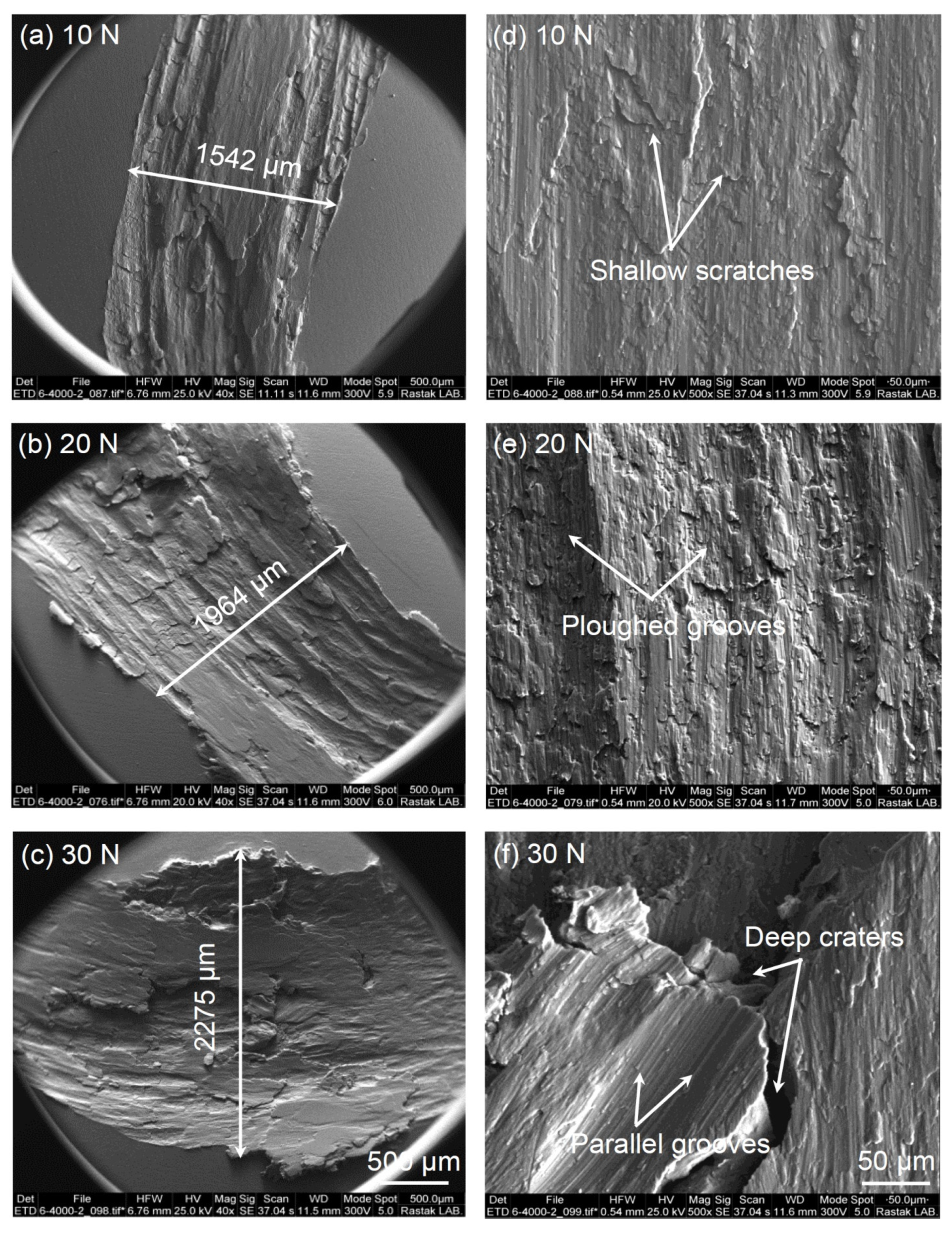
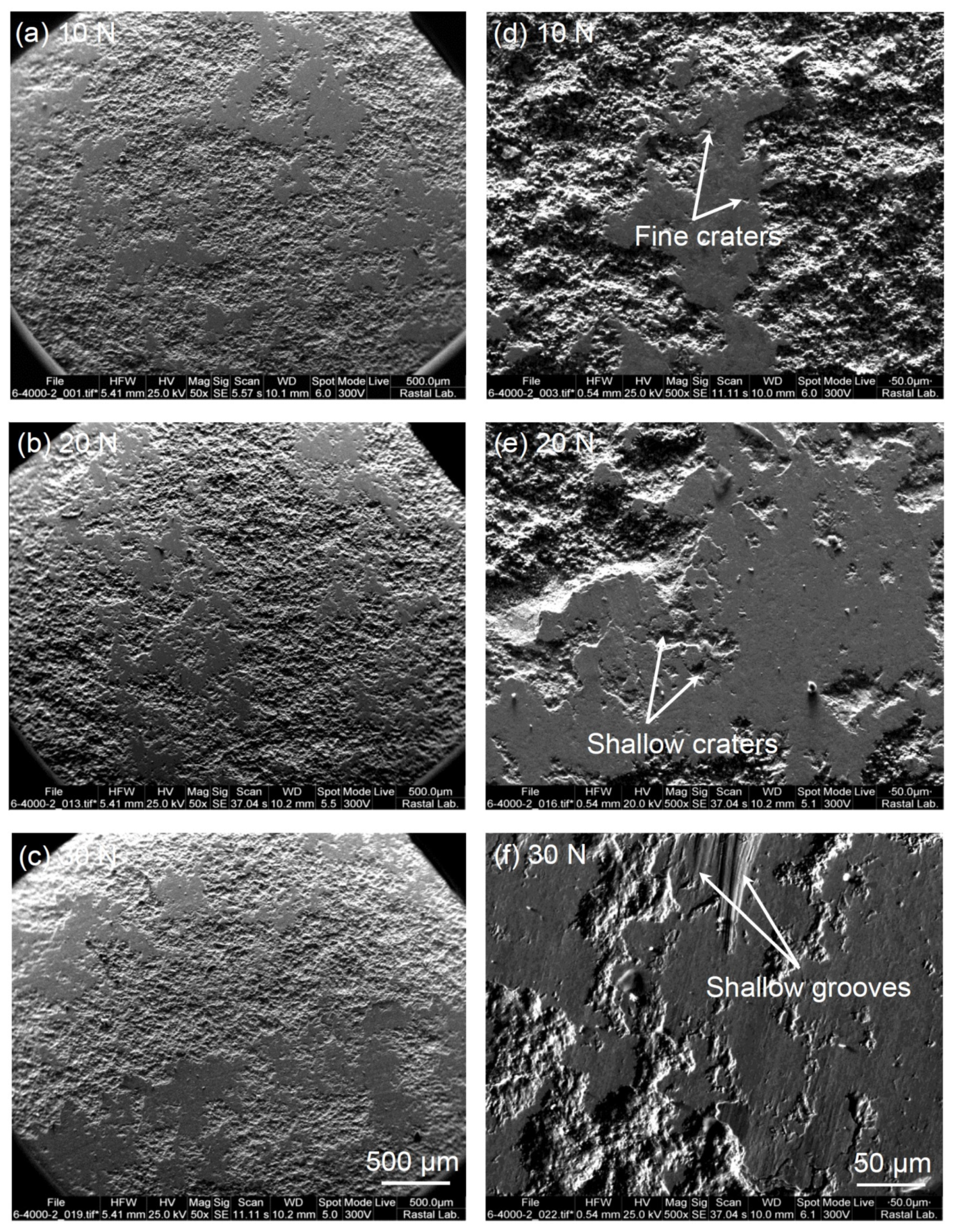
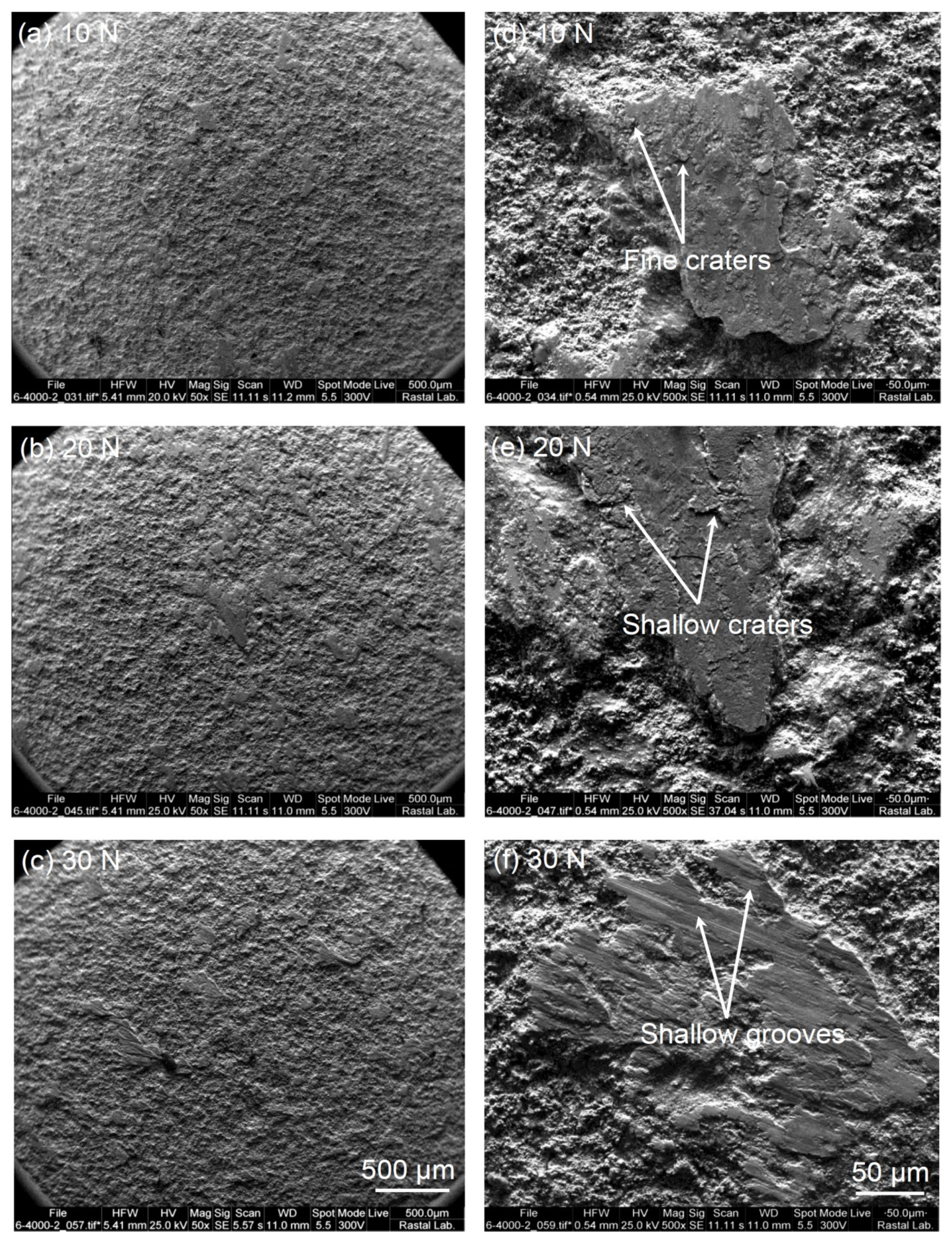
- The SEM micrographs of worn surfaces revealed wear mechanisms for the uncoated A356 alloy was abrasive and adhesive wear, while abrasive micro grinding and micro grooving were dominant in the coatings.
- The results of corrosion evaluation, i.e., potentiodynamic polarization, and EIS measurements show a significant corrosion performance advancement of Cr3C2-NiCr and WC-Co-Cr samples compared to the coating-free base metal. The WC-Co-Cr coating had the highest corrosion resistance and the lowest corrosion rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Polmear, I.; John, D.S.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals, 5th ed.; Butterworth-Heinemann: Chennai, India, 2017. [Google Scholar]
- Lumley, R. Fundamentals of Aluminium Metallurgy: Production, Processing and Applications; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings; John Wiley & Sons: New York, NY, USA, 2008. [Google Scholar]
- Fang, W.; Cho, T.Y.; Yoon, J.H.; Song, K.O.; Hur, S.K.; Youn, S.J.; Chun, H.G. Processing optimization, surface properties and wear behavior of HVOF spraying WC–CrC–Ni coating. J. Mater. Process. Technol. 2009, 209, 3561–3567. [Google Scholar] [CrossRef]
- Celik, E.; Culha, O.; Uyulgan, B.; AkAzem, N.F.; Ozdemir, I.; Turk, A. Assessment of microstructural and mechanical properties of HVOF sprayed WC-based cermet coatings for a roller cylinder. Surf. Coat. Technol. 2006, 200, 4320–4328. [Google Scholar] [CrossRef]
- Straffelini, G.; Federici, M. HVOF cermet coatings to improve sliding wear resistance in engineering systems. Coatings 2020, 10, 886. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agarwal, R.D. Performance of high velocity oxy-fuel-sprayed coatings on a Fe-based superalloy in Na2SO4-60%V2O5 environment at 900 °C Part I: Characterization of the coatings. J. Mater. Eng. Perform. 2006, 15, 122–129. [Google Scholar] [CrossRef]
- Herman, H.; Sampath, S.; Mccune, R. Thermal spray: Current status and future trends. MRS Bull. 2000, 25, 17–25. [Google Scholar] [CrossRef]
- Souza, V.A.D.; Neville, A. Aspects of microstructure on the synergy and overall material loss of thermal spray coatings in erosion–corrosion environments. Wear 2007, 263, 339–346. [Google Scholar] [CrossRef]
- Lau, M.L.; Jiang, H.G.; Nuchter, W.; Lavernia, E.J. Thermal spraying of nanocrystalline Ni coatings. Phys. Status Solidi 1998, 166, 257–268. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Studies on the properties of high-velocity oxy-fuel thermal spray coatings for higher temperature applications. Mater. Sci. 2005, 41, 805–821. [Google Scholar] [CrossRef]
- Berget, J.; Rogne, T.; Bardal, E. Erosion–corrosion properties of different WC–Co–Cr coatings deposited by the HVOF process—Influence of metallic matrix composition and spray powder size distribution. Surf. Coat. Technol. 2007, 201, 7619–7625. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Karimzadeh, F.; Enayati, M.H. Development of Al356/Al2O3 nanocompositecoatings by high velocity oxy-fuel technique. J. Mater. Sci. Technol. 2013, 29, 813–820. [Google Scholar] [CrossRef]
- el Rayes, M.M.; Abdo, H.S.; Khalil, K.A. Erosion–corrosion of cermet coating. Int. J. Electrochem. Sci. 2013, 8, 1117–1137. [Google Scholar]
- Wang, B.Q.; Luer, K. The erosion-oxidation behaviour of HVOF Cr3C2-NiCr cermet coating. Wear 1994, 174, 177–185. [Google Scholar] [CrossRef]
- Roy, M.; Pauschitz, A.; Bernardi, J.; Koch, T.; Franek, F. Microstructure and mechanical properties of HVOF sprayed nanocrystalline Cr3C2-25(Ni20Cr) coating. J. Therm. Spray Technol. 2006, 15, 372–381. [Google Scholar] [CrossRef]
- Li, Y.; Gao, Y.; Xiao, B.; Min, T.; Yang, Y.; Ma, S.; Yie, D. The electronic, mechanical properties and theoretical hardness of chromium carbides by first-principles calculations. J. Alloys Compd. 2011, 509, 5242–5249. [Google Scholar] [CrossRef]
- Frawick, D.G.; Johnson, R.N. Wear and corrosion performance of metallurgical coatings in sodium. Thin Solid Films 1980, 73, 145–153. [Google Scholar] [CrossRef]
- Kunioshi, C.T.; Correa, O.V.; Ramanathan, L.V. High temperature oxidation and erosion-oxidation behaviour of HVOF sprayed Ni-20Cr, WC-20Cr-7Ni and Cr3C2-Ni-20Cr coatings. Surf. Eng. 2006, 22, 121–127. [Google Scholar] [CrossRef]
- Reddy, N.C.; Kumar, B.S.A.; Reddappa, H.N.; Ramesh, M.R.; Koppad, P.G.; Kord, S. HVOF sprayed Ni3Ti and Ni3Ti+(Cr3C2+20NiCr) coatings: Microstructure, microhardness and oxidation behavior. J. Alloys Compd. 2018, 736, 236–245. [Google Scholar] [CrossRef]
- Han, T.; Deng, C.; Zhang, X.; Liu, Q. A model of splats deposition state and wear resistance of WC-10Co4Cr coating. Ceram. Int. 2018, 44, 4230–4236. [Google Scholar] [CrossRef]
- Gibbons, G.J.; Hansell, R.G. Down-selection and optimization of thermal-sprayed coatings for aluminum mould tool protection and upgrade. J. Therm. Spray Technol. 2006, 15, 340–347. [Google Scholar] [CrossRef]
- Barletta, M.; Bolelli, G.; Bonferroni, B.; Lusvarghi, L. Wear and corrosion behavior of HVOF-sprayed WC-CoCr coatings on Al alloys. J. Therm. Spray Technol. 2010, 19, 358–367. [Google Scholar] [CrossRef]
- Wood, R.J.K. Erosion–corrosion interactions and their effect on marine and offshore materials. Wear 2006, 261, 1012–1023. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Malmir, R.; Jalilvand, M.M.; Sheikhi, M.; Heidarpour, A. Mechanical properties and tribological performance of A356/Cr3C2-NiCr surface composite developed by high-velocity oxy-fuel and post friction stir processing treatment. Surf. Interfaces 2022, 28, 101627. [Google Scholar] [CrossRef]
- Zhang, Z.; Lim, S.H.; Chai, J.; Lai, D.M.Y.; Lim, P.C.; Kok, A.; Cheong, H.; Wang, S.; Jin, H.; Pan, J. Kerosene-fuelled high velocity oxy-fuel (HVOF) spray of Ti2AlC MAX phase powders. J. Alloys Compd. 2018, 735, 377–385. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. High efficiency chemical assisted nanofinishing of HVOF sprayed WC-Co coating. Surf. Coat. Technol. 2018, 334, 204–214. [Google Scholar]
- Kaushal, G.; Kaur, N.B.N.; Singh, H.; Prakash, S. Comparative high-temperature corrosion behavior of Ni-20Cr coatings on T22 boiler steel produced by HVOF, D-gun, and cold spraying. Metall. Mater. Trans. A 2014, 45, 395–410. [Google Scholar]
- Han, Y.; Zhu, Z.; Zhang, B.; Chu, Y.; Zhang, Y.; Fan, J. Effects of process parameters of vacuum pre-oxidation on the microstructural evolution of CoCrAlY coating deposited by HVOF. J. Alloys Compd. 2018, 735, 547–559. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L.; Manfredini, T.; Matikainen, V.; Rigon, P.S.R.; Vuoristo, P. Tribology of FeVCrC coatings deposited by HVOF and HVAF thermal spray processes. Wear 2018, 394–395, 113–133. [Google Scholar] [CrossRef]
- Liu, X.Z.X.; An, Y.; Hou, G.; Li, S.; Deng, W.; Zhou, J.C.H.; Chen, J. Effects of loads on corrosion-wear synergism of NiCoCrAlYTa coating in artificial seawater. Tribol. Int. 2018, 118, 421–431. [Google Scholar]
- Lamana, M.S.; Pukasiewicz, A.G.M.; Sampath, S. Influence of cobalt content and HVOF deposition process on the cavitation erosion resistance of WC-Co coatings. Wear 2018, 398–399, 209–219. [Google Scholar] [CrossRef]
- Matikainen, V.; Bolelli, G.; Koivuluoto, H.; Sassatelli, P.; Lusvarghi, L.; Vuoristo, P. Sliding wear behaviour of HVOF and HVAF sprayed Cr3C2-based coatings. Wear 2017, 388–389, 57–71. [Google Scholar] [CrossRef]
- Cheng, D.; Xu, Q.; Lavernia, E.J.; Trapaga, G. The Effect of particle size and morphology on the In-flight behavior of particles during High-Velocity Oxy-Fuel thermal spraying. Metall. Mater. Trans. B 2001, 32, 525–535. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.-M.; Börner, T.; Koivuluoto, H.; Matikainen, V.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Nylén, P.; Sassatelli, P.; et al. Sliding and abrasive wear behaviour of HVOF- and HVAF-sprayed Cr3C2-NiCr hardmetal coatings. Wear 2016, 358–359, 32–50. [Google Scholar] [CrossRef]
- Gant, A.J.; Gee, M.G. Wear modes in slurry jet erosion of tungsten carbide hardmetals:their relationship with microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2015, 49, 192–202. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Mokhtar, M.O. The effect of hardness on the frictional behavior of metals. Wear 1982, 78, 297–304. [Google Scholar] [CrossRef]
- Wang, T.; Ye, F. The elevated-temperature wear behavior evolution of HVOF sprayed tungsten carbide coatings: Respond to heat treatment. Int. J. Refract. Met. Hard Mater. 2018, 71, 92–100. [Google Scholar] [CrossRef]
- Geng, Z.; Hou, S.; Shi, G.; Duan, D.L.; Li, S. Tribological behaviour at various temperatures of WC-Co coatings prepared using different thermal spraying techniques. Tribol. Int. 2016, 104, 36–44. [Google Scholar] [CrossRef]
- Geng, Z.; Li, S.; Duan, D.L.; Liu, Y. Wear behaviour of WC-Co HVOF coatings at different temperatures in air and argon. Wear 2015, 330–331, 348–353. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Evaluation of microstructure and mechanical properties in friction stir processed SKD61 tool steel. Mater. Charact. 2009, 60, 1471–1475. [Google Scholar] [CrossRef]
- Mi, P.; Zhao, H.; Wang, T.; Ye, F. Sliding wear behavior of HVOF sprayed WC-(nano-WC-Co) coating at elevated temperatures. Mater. Chem. Phys. 2018, 206, 1–6. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Mg | Fe | Mn | Cu | Ti |
|---|---|---|---|---|---|---|---|
| Composition (wt.%) | Rem. | 7.44 | 0.44 | 0.26 | 0.07 | 0.05 | 0.02 |
| Parameter | Value |
|---|---|
| Oxygen flow rate (L/min) | 880 |
| Fuel gas flow rate (L/min) | 380 |
| Spray distance (cm) | 30 |
| Powder rate (g/min) | 76 |
| Number of passes | 10 |
| Sample | βa (V/dec) | βc (V/dec) | Ecorr vs. SCE (V) | icorr (μA/cm2) | RP (kOhm.cm2) |
|---|---|---|---|---|---|
| A356 | 0.076 | 0.132 | −0.46 | 1657.4 | 12.67 |
| Cr3C2-NiCr | 0.075 | 0.085 | −0.42 | 284.05 | 60.91 |
| WC-Co-Cr | 0.079 | 0.115 | −0.40 | 96.61 | 210.47 |
| Sample | Rs (ohm.cm2) | CPEfilm (S.secn/cm2) | n1 | Rfilm (ohm.cm2) | CPEdl (S.secn/cm2) | n2 | Rct (ohm.cm2) | L (Henri.cm2) | Rl (ohm.cm2) | Rt (ohm.cm2) |
|---|---|---|---|---|---|---|---|---|---|---|
| A356 | 1.21 | - | - | - | 6.18 × 10−5 | 0.95 | 264.8 | 985.6 | 20.06 | 2.85 × 102 |
| Cr3C2-NiCr | 1.12 | 1.66 × 10−7 | 0.99 | 47.3 | 8.62 × 10−4 | 0.79 | 548.7 | - | - | 5.96 × 102 |
| WC-Co-Cr | 2.79 | 4.80 × 10−4 | 0.54 | 132.1 | 2.29 × 10−4 | 0.68 | 1641 | - | - | 1.77 × 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazaheri, Y.; Khodaveysi, E.; Roknian, M.; Sheikhi, M.; Heidarpour, A. 75Cr3C2-25NiCr and 86WC-10Co-4Cr High Wear- and Corrosion-Resistant Cermet Coatings Deposited on A356 Substrate by High-Velocity Oxy-Fuel Technique. Coatings 2022, 12, 1408. https://doi.org/10.3390/coatings12101408
Mazaheri Y, Khodaveysi E, Roknian M, Sheikhi M, Heidarpour A. 75Cr3C2-25NiCr and 86WC-10Co-4Cr High Wear- and Corrosion-Resistant Cermet Coatings Deposited on A356 Substrate by High-Velocity Oxy-Fuel Technique. Coatings. 2022; 12(10):1408. https://doi.org/10.3390/coatings12101408
Chicago/Turabian StyleMazaheri, Yousef, Elahe Khodaveysi, Masoud Roknian, Mohsen Sheikhi, and Akbar Heidarpour. 2022. "75Cr3C2-25NiCr and 86WC-10Co-4Cr High Wear- and Corrosion-Resistant Cermet Coatings Deposited on A356 Substrate by High-Velocity Oxy-Fuel Technique" Coatings 12, no. 10: 1408. https://doi.org/10.3390/coatings12101408