
Mathematical Simulation and Experimental Verification of Carburizing Quenching Process Based on Multi-Field Coupling

 ,
,
Abstract
:
1. Introduction
2. Model Construction
2.1. Mathematical Model
2.1.1. Heat Conduction Equation and Diffusion Equation
2.1.2. Constitutive Equation
2.1.3. Quenching Kinetics
2.1.4. Mixing Rules
2.1.5. Hardening Rule
2.2. Geometric Model
2.2.1. Model Establishment and Cell Division
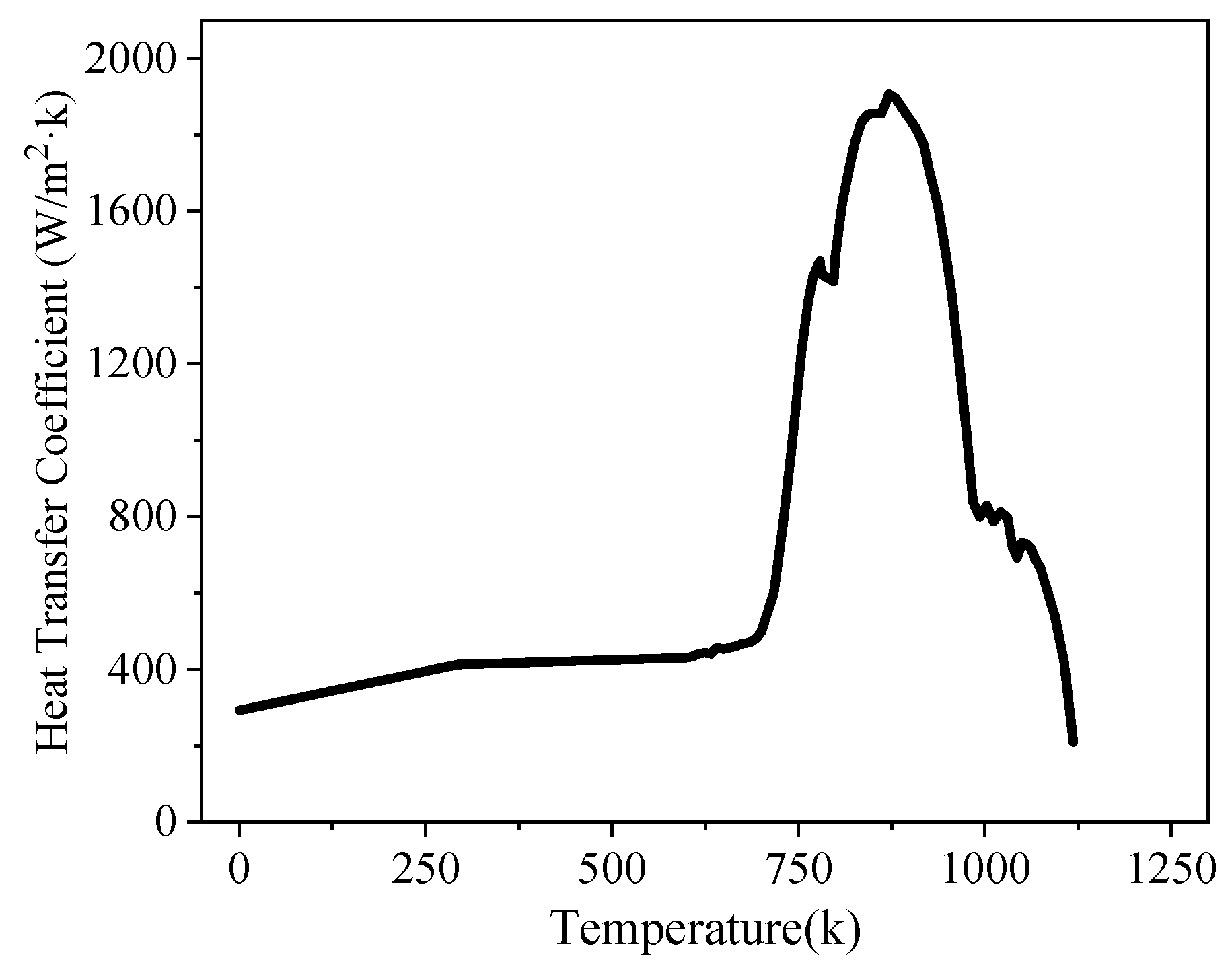
2.2.2. Heat Transfer Coefficient
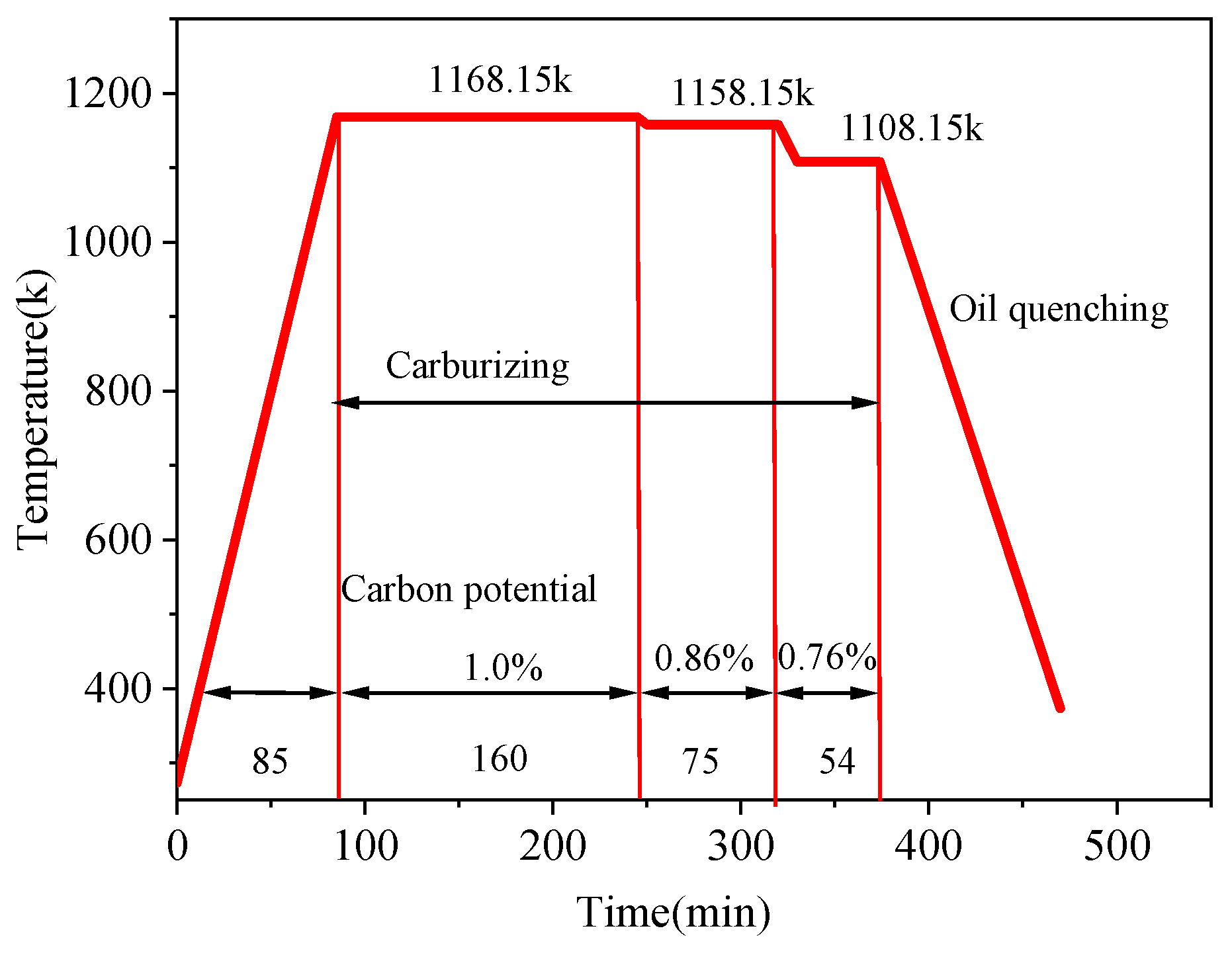
3. Experimental Method
4. Results and Discussion
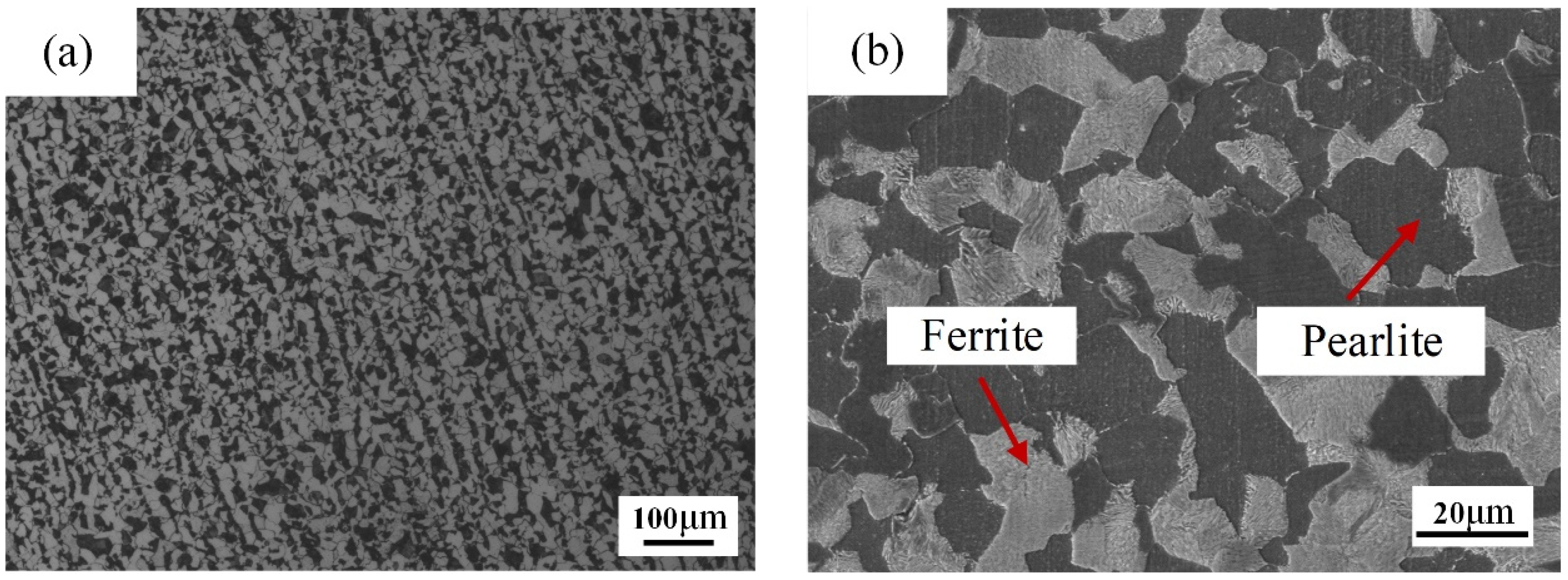
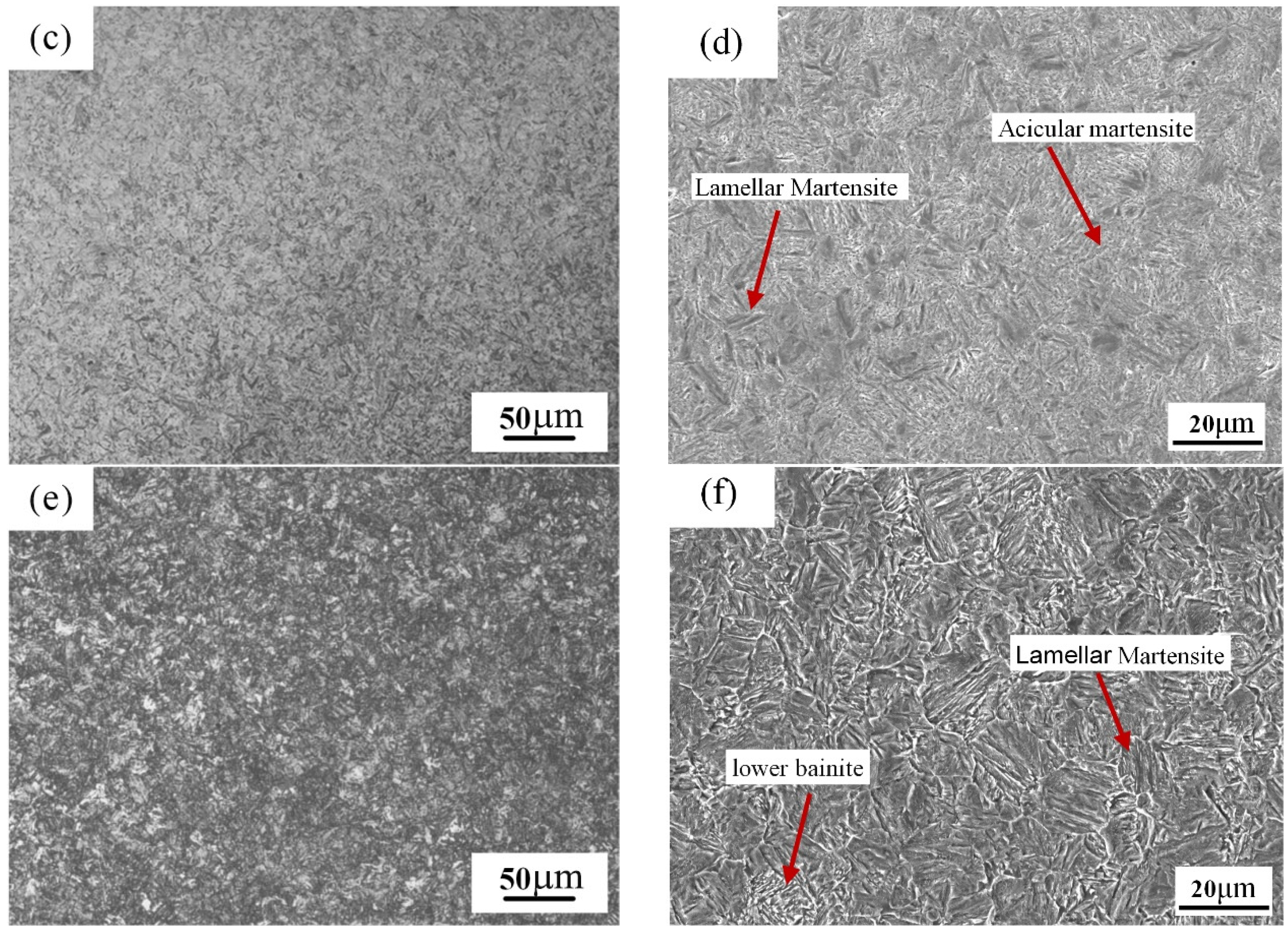
4.1. Microstructure
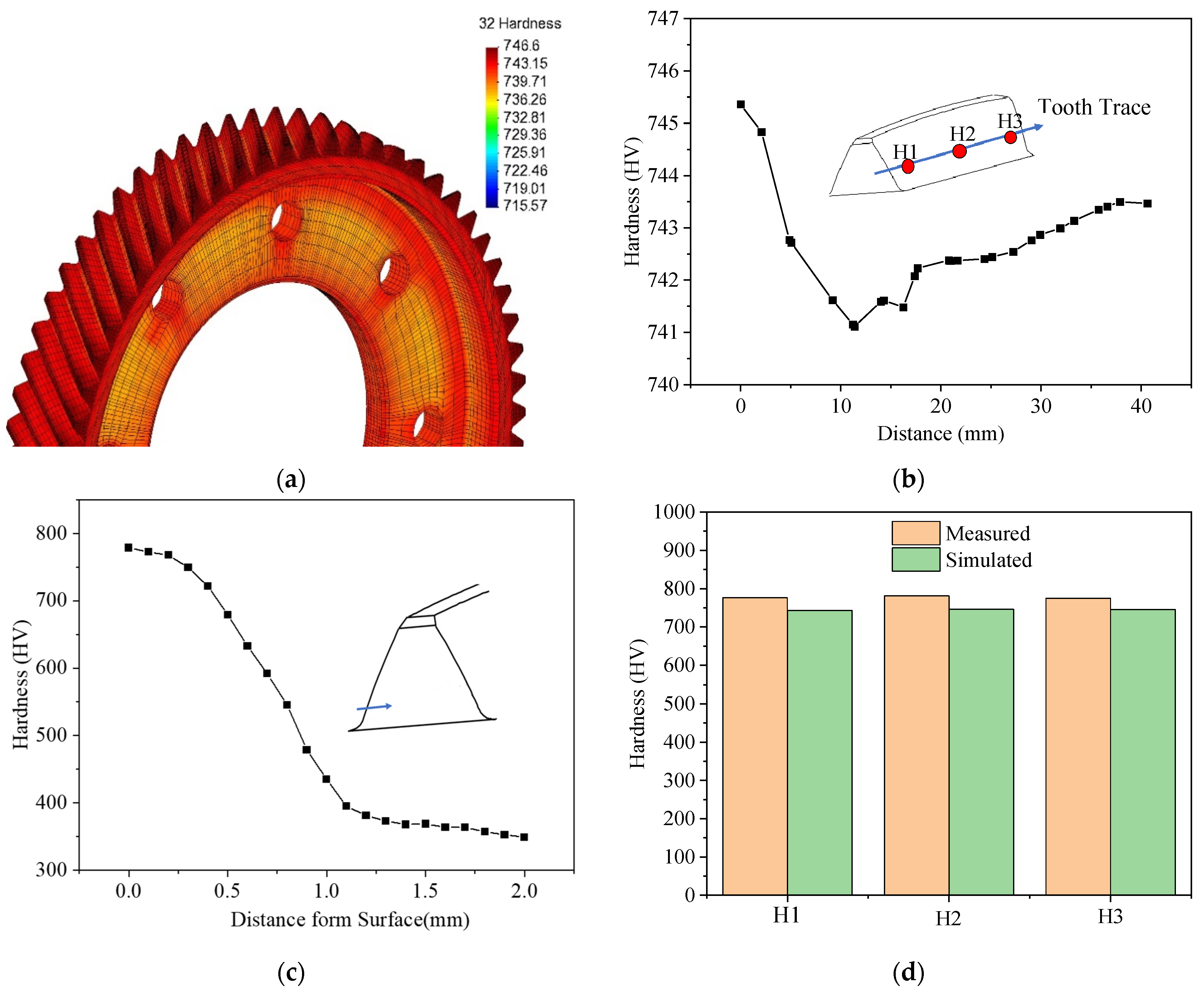
4.2. Hardness Distribution
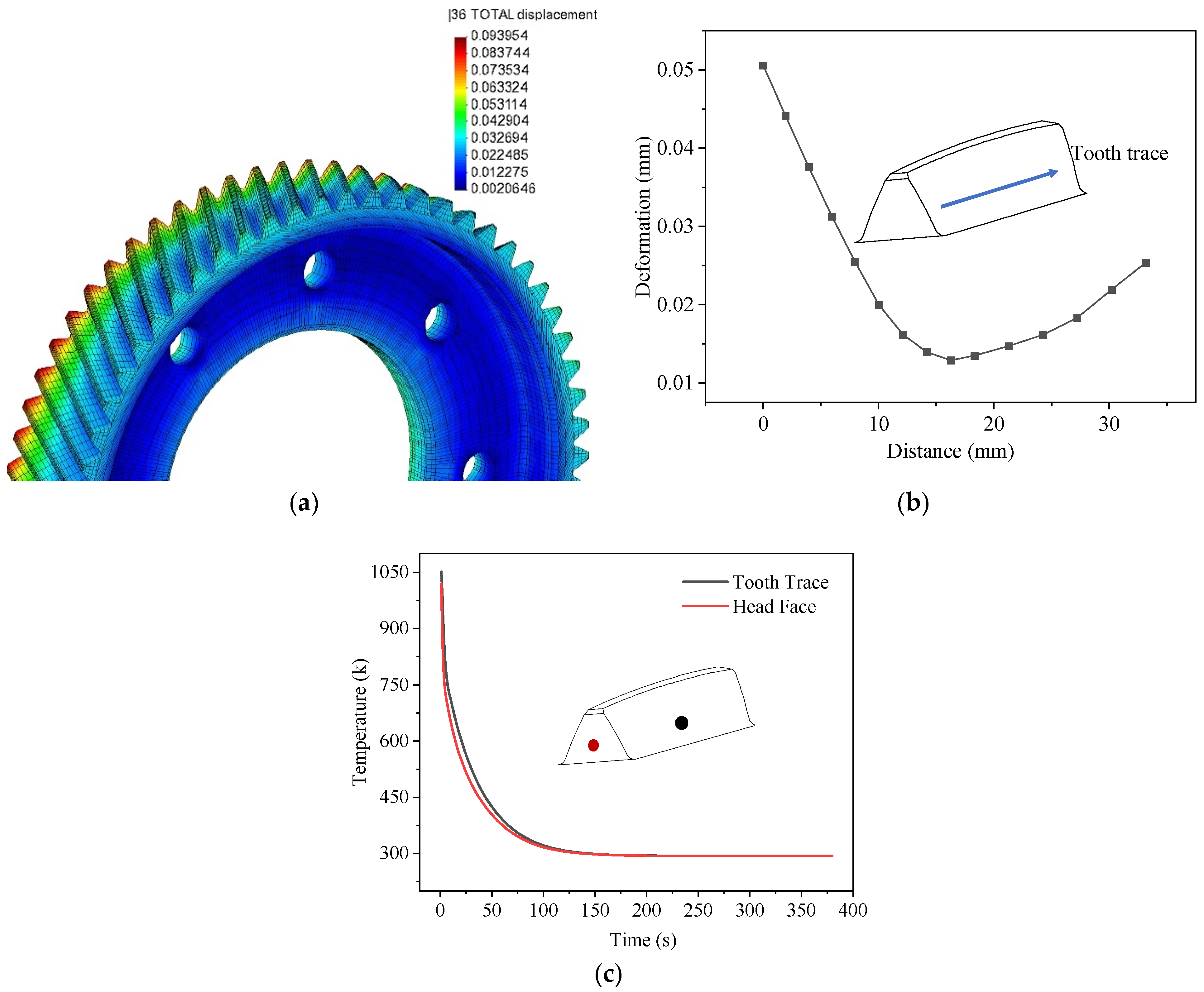
4.3. Deformation Distribution
5. Conclusions
- (1)
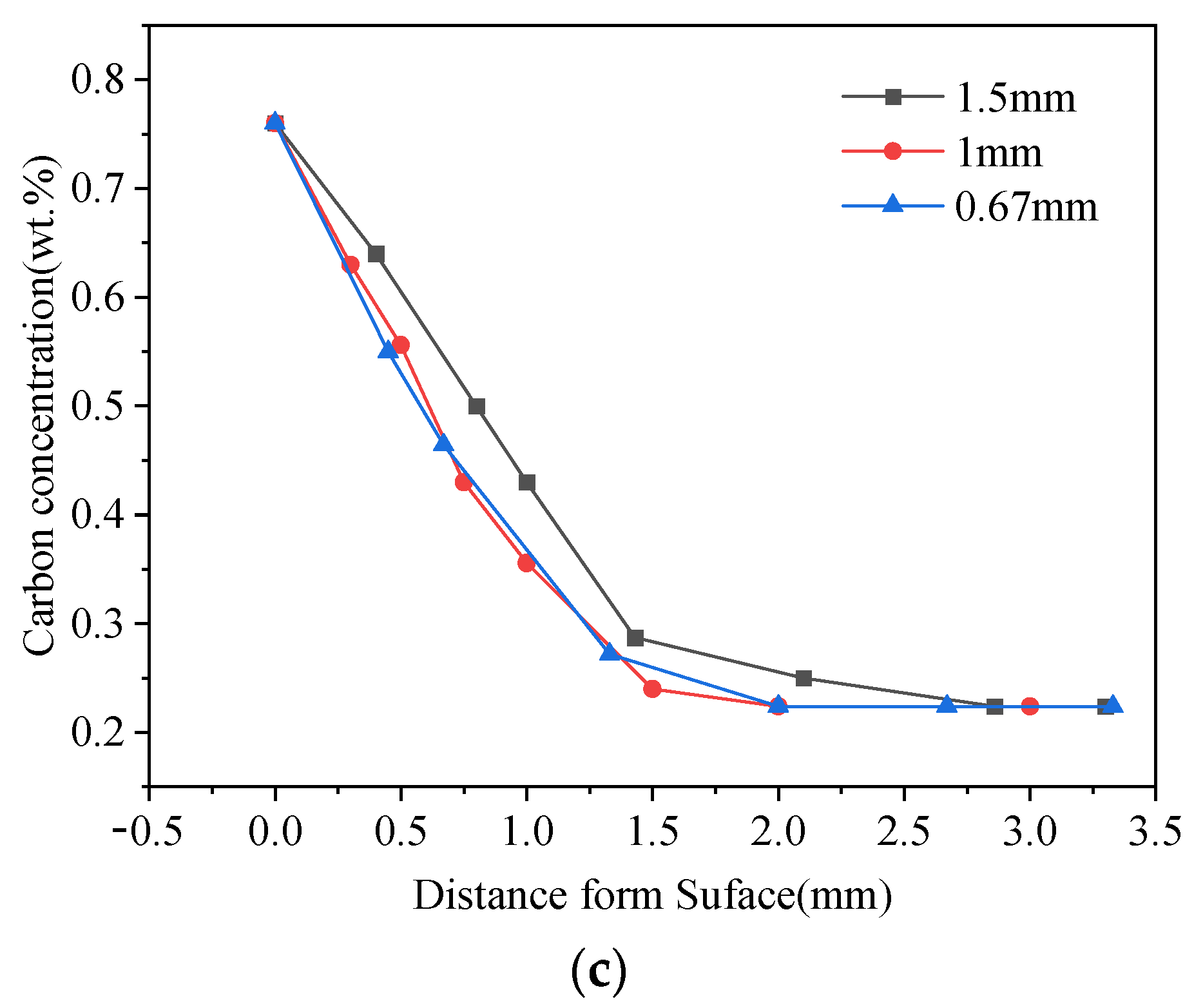
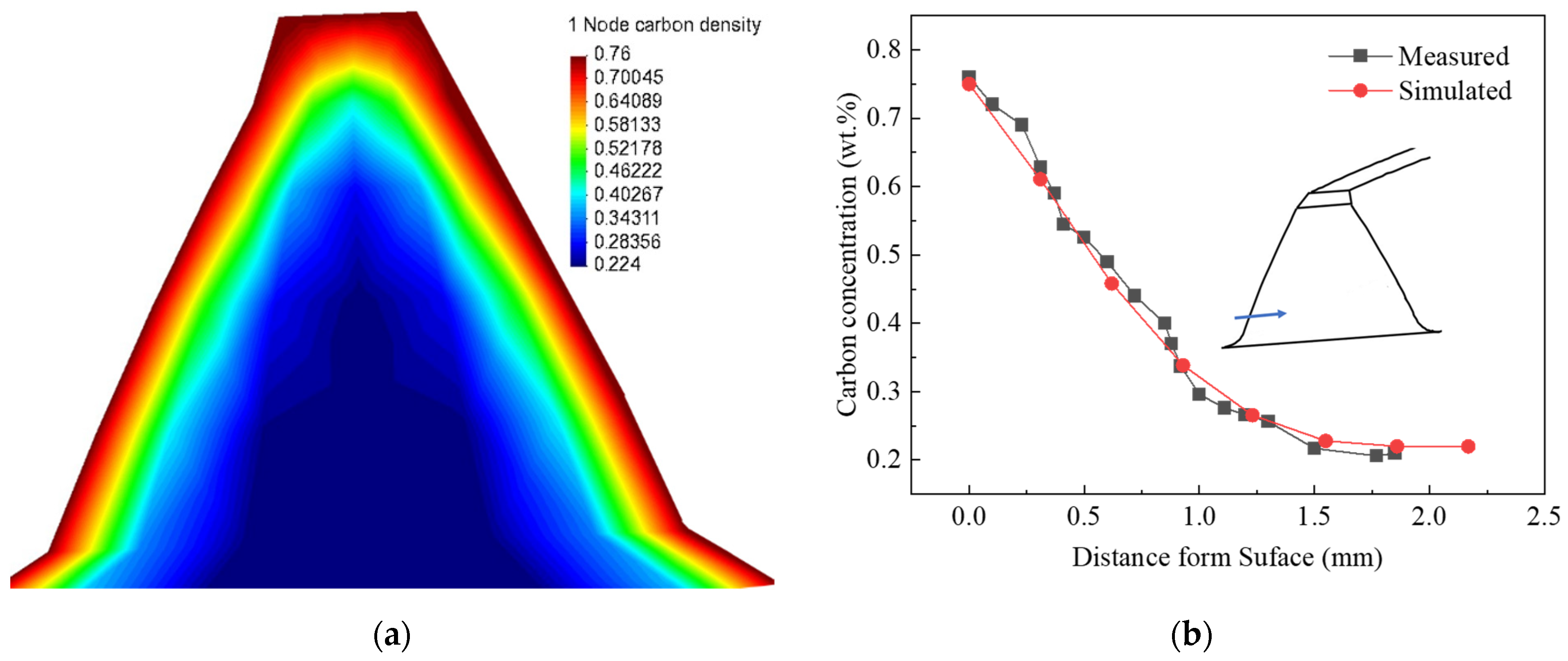
- After carburizing and quenching, the maximum carbon content which appeared in the surface layer was 0.76%, the maximum hardness which appeared in the surface layer was 778.8 HV, and the depth of carburizing layer was about 0.9 mm.
- (2)
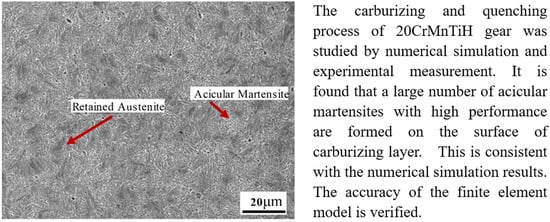
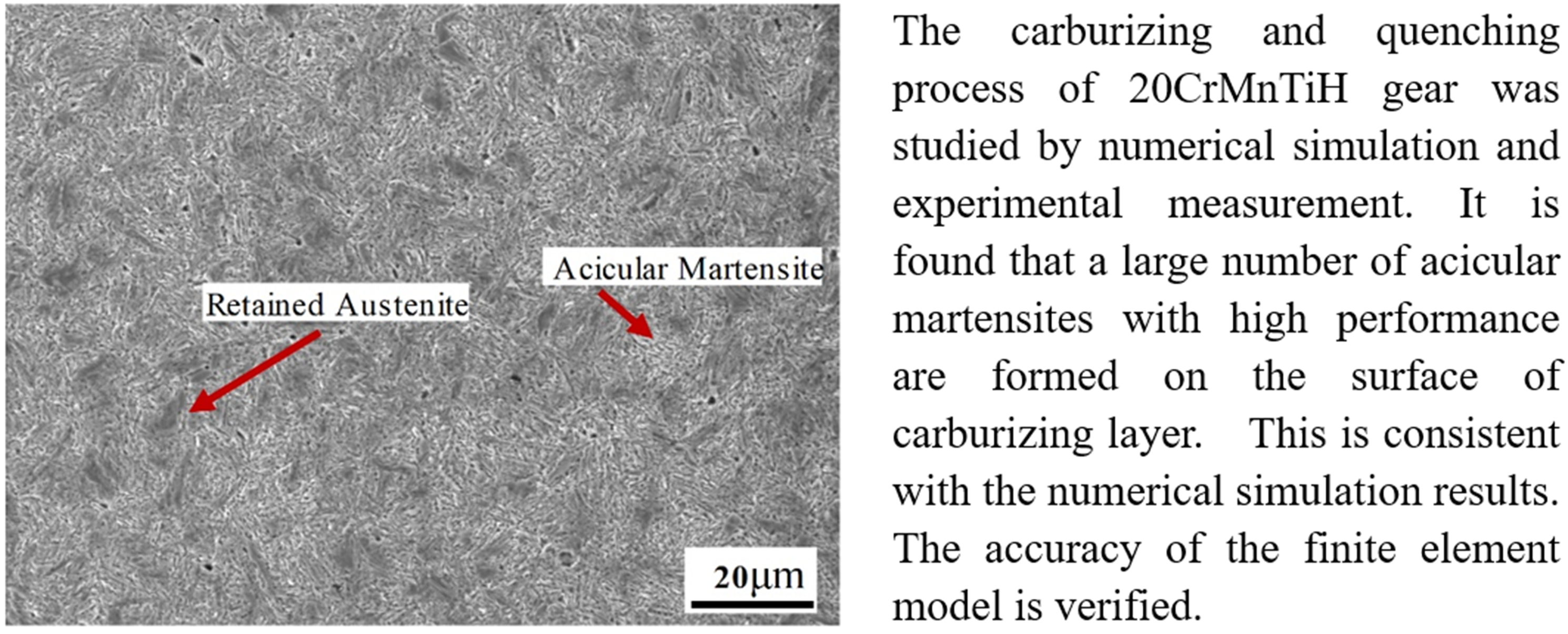
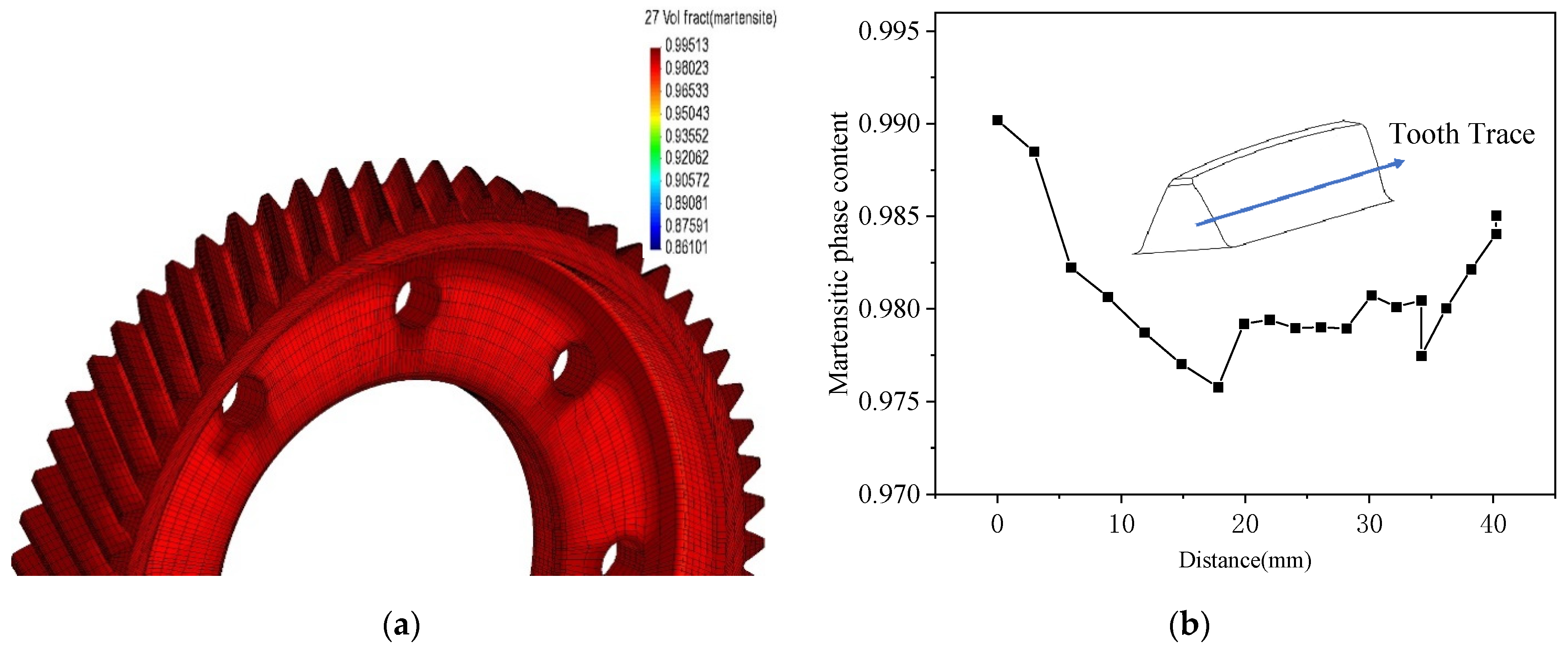
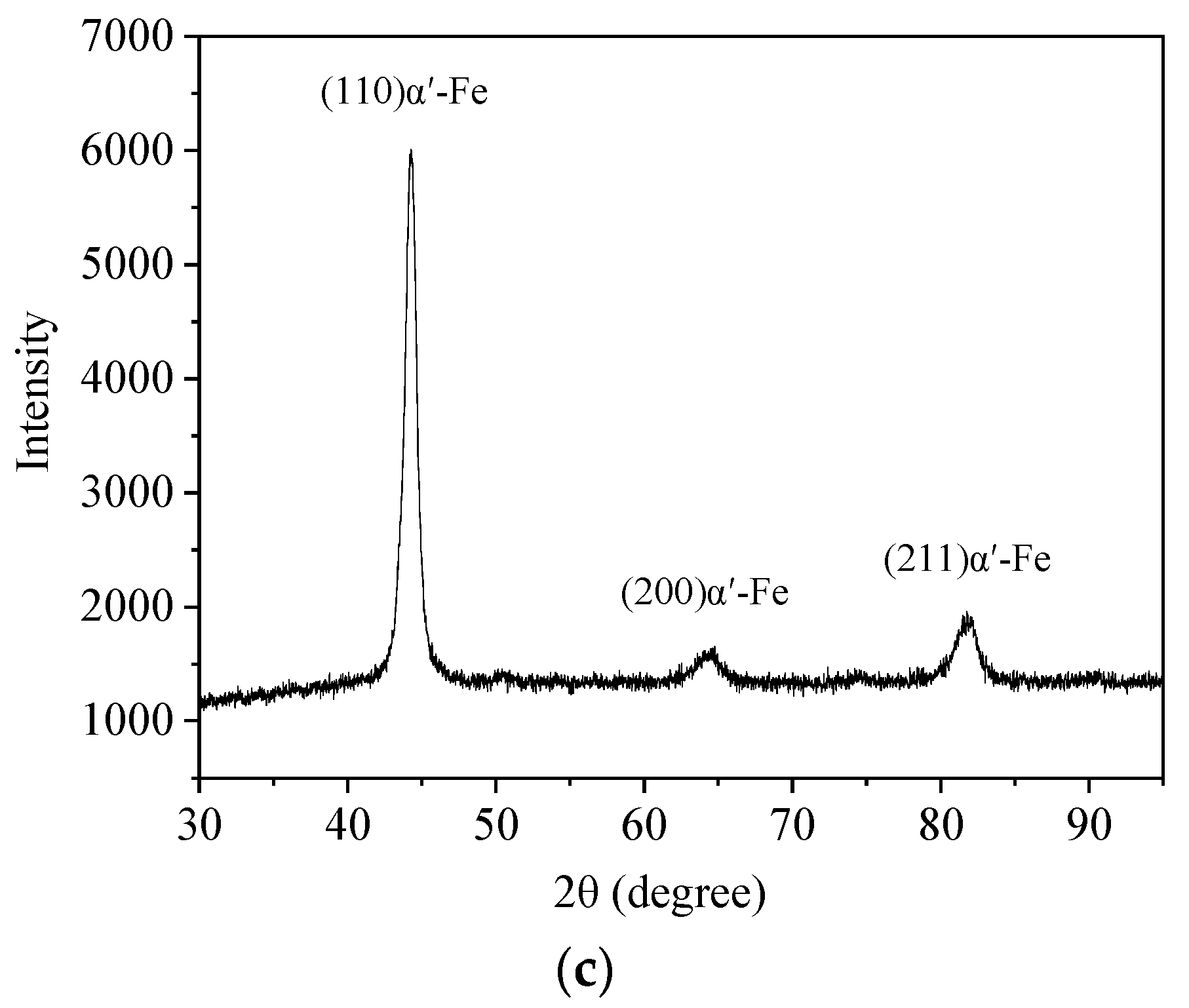
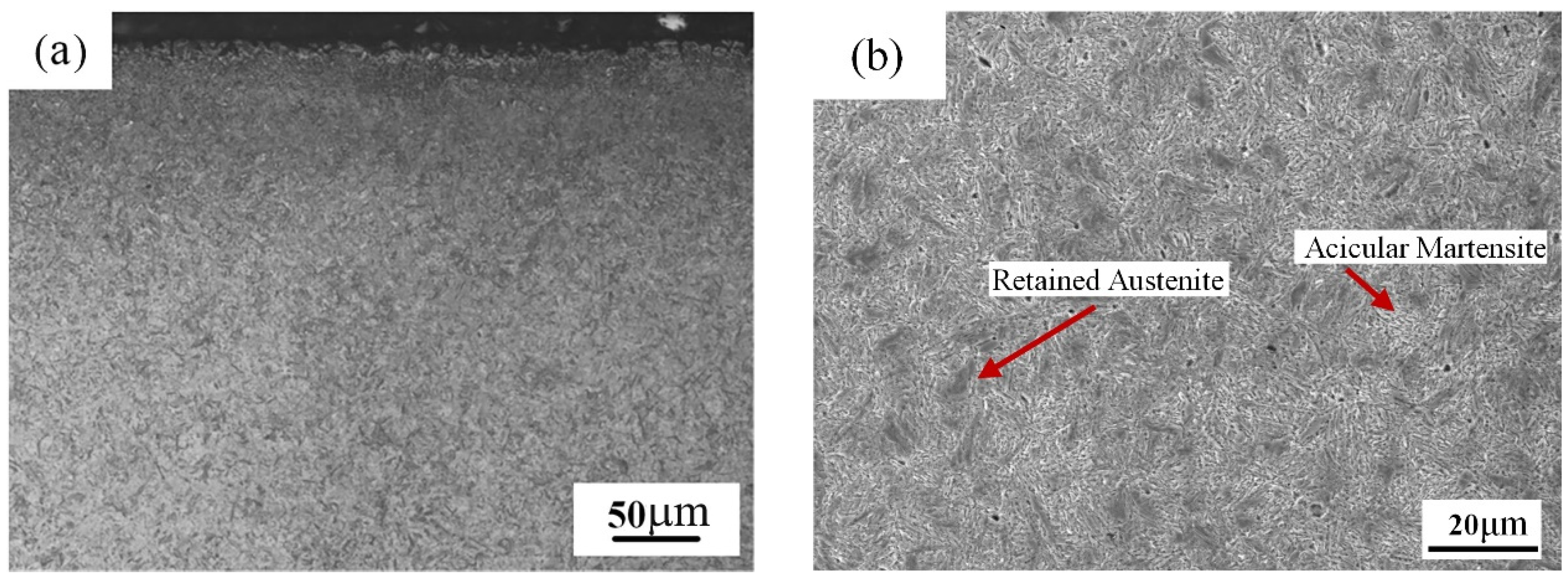
- The microstructure of the carburized layer was fine acicular martensite and a small amount of retained austenite. The core cooling rate was close to the martensite transformation zone and contains a small amount of lower bainite.
- (3)
- The temperature difference during quenching produces uneven thermal stress and microstructure stress, which made the gear produce uneven deformation.
- (4)
- This model simulates the gear after carburizing and quenching under the multi-field coupling effect of temperature field, stress–strain field, and phase transformation field. Compared with the experimental results, the simulation results are in good agreement with the experimental results. The distribution of carbon concentration, microstructure, and deformation was accurately predicted, indicating that the thermophysical parameters were accurate and the model could be used as a guide for practical application. This provides a prerequisite for the subsequent realization of the microstructure, and performance optimization and micro deformation control of gear steel.
- (5)
- The limitation of this model is that the simulated hardness calculation is mainly based on the average value of the simulated domain, while the hardness points measured in the experiment are concentrated in a small area. An error of less than 5% is highly reliable. However, the above factors need to be considered to improve the accuracy of the simulation method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hiremath, P.; Sharma, S.; Gowrishankar, M.C.; Shettar, M.; Gurumurthy, B.M. Effect of post carburizing treatments on residual stress distribution in plain carbon and alloy steels—A numerical analysis. J. Mater. Res. Technol. 2020, 9, 8439–8450. [Google Scholar] [CrossRef]
- Peng, Y.; Gong, J.; Chen, C.; Liu, Z.; Jiang, Y. Numerical analysis of Stress gradient and traps effects on carbon diffusion in AISI 316L during low temperature gas phase carburization. Metals 2018, 8, 214. [Google Scholar] [CrossRef] [Green Version]
- Dong, M.; Cui, X.; Lu, B.; Feng, X.; Jin, G.; Shi, L.; Wang, H. Accelerated diffusion of carbon and grain refinement of vacuum carburized layer by La ion implantation. J. Alloys Compd. 2020, 814, 152308. [Google Scholar] [CrossRef]
- Liu, L.; Li, Q.; Liu, X.; Gao, Y.; Ren, X.; Liao, B.; Yang, Q. Stress field simulation of carburized specimens with different carbon content during quenching process. Mater. Lett. 2007, 61, 1251–1255. [Google Scholar] [CrossRef]
- Besoky, J.I.; Danon, C.A.; Ramos, C.P. Retained austenite phase detected by Mössbauer spectroscopy in ASTM A335 P91 steel submitted to continuous cooling cycles. J. Mater. Res. Technol. 2019, 8, 1888–1896. [Google Scholar] [CrossRef]
- Liu, B.; Li, W.; Lu, X.; Jia, X.; Jin, X. The effect of retained austenite stability on impact-abrasion wear resistance in carbide-free bainitic steels. Wear 2019, 428, 127–136. [Google Scholar] [CrossRef]
- Moghaddam, P.V.; Hardell, J.; Vuorinen, E.; Prakash, B. The role of retained austenite in dry rolling/sliding wear of nanostructured carbide-free bainitic steels. Wear 2019, 428, 193–204. [Google Scholar] [CrossRef]
- Mackerle, J. Finite element analysis and simulation of quenching and other heat treatment processes: A bibliography (1976–2001). Comput. Mater. Sci. 2003, 27, 313–332. [Google Scholar] [CrossRef]
- Hamouda, A.M.S.; Sulaiman, S.; Lau, C.K. Finite element analysis on the effect of workpiece geometry on the quenching of ST50 steel. J. Mater. Process. Technol. 2001, 119, 354–360. [Google Scholar] [CrossRef]
- Ferguson, B.L.; Li, Z.; Freborg, A.M. Modeling heat treatment of steel parts. Comput. Mater. Sci. 2005, 34, 274–281. [Google Scholar] [CrossRef]
- Şimşir, C.; Gür, C.H. 3D FEM simulation of steel quenching and investigation of the effect of asymmetric geometry on residual stress distribution. J. Mater. Process. Technol. 2008, 207, 211–221. [Google Scholar] [CrossRef]
- Mukai, R.; Ju, D.Y. Simulation of carburizing-quenching of a gear. Effect of carbon content on residual stresses and distortion. In Journal de Physique IV (Proceedings). EDP Sci. 2004, 120, 489–497. [Google Scholar]
- Lee, K.O.; Kim, J.M.; Chin, M.H.; Kang, S.S. A study on the mechanical properties for developing a computer simulation model for heat treatment process. J. Mater. Process. Technol. 2007, 182, 65–72. [Google Scholar] [CrossRef]
- Farivar, H.; Deepu, M.J.; Hans, M.; Phanikumar, G.; Bleck, W.; Prahl, U. Influence of post-carburizing heat treatment on the core microstructural evolution and the resulting mechanical properties in case-hardened steel components. Mater. Sci. Eng. A 2019, 744, 778–789. [Google Scholar] [CrossRef]
- Farivar, H.; Prahl, U.; Hans, M.; Bleck, W. Microstructural adjustment of carburized steel components towards reducing the quenching-induced distortion. J. Mater. Process. Technol. 2019, 264, 313–327. [Google Scholar] [CrossRef]
- Cao, Y.G. Study on Hardenability, Heat Treatment Distortion and Fatigue Property of Carburized Gear Steels; Central Iron & Steel Research Institute: Beijing, China, 2017. [Google Scholar]
- Inoue, T.; Ju, D.Y.; Arimoto, K. Proceedings 1st International. Conference on Quenching and the Control of Distortion; ASM International: Almere, The Netherlands, 1992; pp. 205–212. [Google Scholar]
- Bowen, R.M. Continuum Physics; Eringen, A.C., Ed.; Academic Press: Cambridge, MA, USA, 1976; Volume 3, pp. 2–129. [Google Scholar]
- Magee, C.L. Nucleation of Martensite; ASM International: Materials Park, OH, USA, 1968; Volume 3. [Google Scholar]
- Kim, D.W.; Cho, H.H.; Lee, W.B.; Cho, K.T.; Cho, Y.G.; Kim, S.J.; Han, H.N. A finite element simulation for carburizing heat treatment of automotive gear ring incorporating transformation plasticity. Mater. Des. 2016, 99, 243–253. [Google Scholar] [CrossRef]
- Zhong, H.; Wang, Z.; Gan, J.; Wang, X.; Yang, Y.; He, J.; Wei, T.; Qin, X. Numerical simulation of martensitic transformation plasticity of 42CrMo steel based on spot continual induction hardening model. Surf. Coat. Technol. 2020, 385, 125428. [Google Scholar] [CrossRef]
- Ju, D.Y.; Zhang, W.M.; Zhang, Y. Modeling and experimental verification of martensitic transformation plastic behavior in carbon steel for quenching process. Mater. Sci. Eng. A 2006, 438, 246–250. [Google Scholar] [CrossRef]
- Johnson, W.A.; Mehl, R.F. Reaction kinetics in processes of nucleation and growth. Am. Inst. Min. Metal. Petro. Eng. 1939, 135, 416–458. [Google Scholar]
- Fu, P.; Zhou, P.; Zhao, T.Y.; Song, Y.P.; Huang, Z.W. Study of the heat transfer coefficient of a nickel-based superalloy in the end-quench test with air. Int. J. Therm. Sci. 2020, 155, 106416. [Google Scholar] [CrossRef]
- Lu, J.F.; Bourouga, B.; Ding, J. Transient boiling heat transfer performances of subcooled water during quenching process. Int. Commun. Heat Mass Transf. 2013, 48, 15–21. [Google Scholar] [CrossRef]
- Miao, S.; Ju, D.Y.; Chen, Y.; Liu, Y.Q. Optimization based on orthogonal experiment design and numerical simulation for carburizing quenching process of helical gear. Mater. Perform. Charact. 2018, 8, 66–79. [Google Scholar] [CrossRef]
- Ma, L.; Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Influence of niobium microalloying on rotating bending fatigue properties of case carburized steels. Mater. Sci. Eng. A 2008, 498, 258–265. [Google Scholar] [CrossRef]
- Magee, C.L. In Phase Transformation; ASM International: Metals Park, OH, USA, 1970; 115p. [Google Scholar]
- Dhir, V.K. Proceedings of the Third Microgravity Fluid Physics Conference; CP-3338; NASA: Washington, DC, USA, 1996; pp. 153–158. [Google Scholar]
- Jan, J.; Scott Mac Kenzie, D. Thermal Processing in Motion 2018-Conference Proceedings; ASM International: Almere, The Netherlands, 2018; Volume 9, pp. 112–123. [Google Scholar]
- Kanamori, H.; Ju, D.Y. Identification of Heat Transfer Coefficients and Simulation of Quenching Distortions on Disk Probe. Mater. Trans. 2020, 61, 884–892. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gear Parameters | Data |
|---|---|
| Module | 2.68 |
| Pressure angle | 25° |
| Number of teeth | 61 |
| Helix angle | 31° |
| Modification coefficient | −0.1965 |
| Reference diameter | 190.721 mm |
| Base diameter | 167.535 mm |
| Addendum diameter | 196.1 mm |
| Root diameter | 182.164 mm |
| Number of Teeth | Simulated Deformation (mm) | Measured Deformation (mm) |
|---|---|---|
| 1 | 0.051 | 0.055 |
| 18 | 0.026 | 0.012 |
| 34 | 0.040 | 0.017 |
| 50 | 0.045 | 0.020 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Yang, S.; Li, J.; Ju, D.; Li, X.; He, F.; Li, H.; Chen, Y. Mathematical Simulation and Experimental Verification of Carburizing Quenching Process Based on Multi-Field Coupling. Coatings 2021, 11, 1132. https://doi.org/10.3390/coatings11091132
Wang J, Yang S, Li J, Ju D, Li X, He F, Li H, Chen Y. Mathematical Simulation and Experimental Verification of Carburizing Quenching Process Based on Multi-Field Coupling. Coatings. 2021; 11(9):1132. https://doi.org/10.3390/coatings11091132
Chicago/Turabian StyleWang, Jiangang, Shuai Yang, Jianhui Li, Dongying Ju, Xusheng Li, Fangbo He, Hui Li, and Yong Chen. 2021. "Mathematical Simulation and Experimental Verification of Carburizing Quenching Process Based on Multi-Field Coupling" Coatings 11, no. 9: 1132. https://doi.org/10.3390/coatings11091132