Preparation and Properties of Multilayer Ca/P Bio-Ceramic Coating by Laser Cladding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
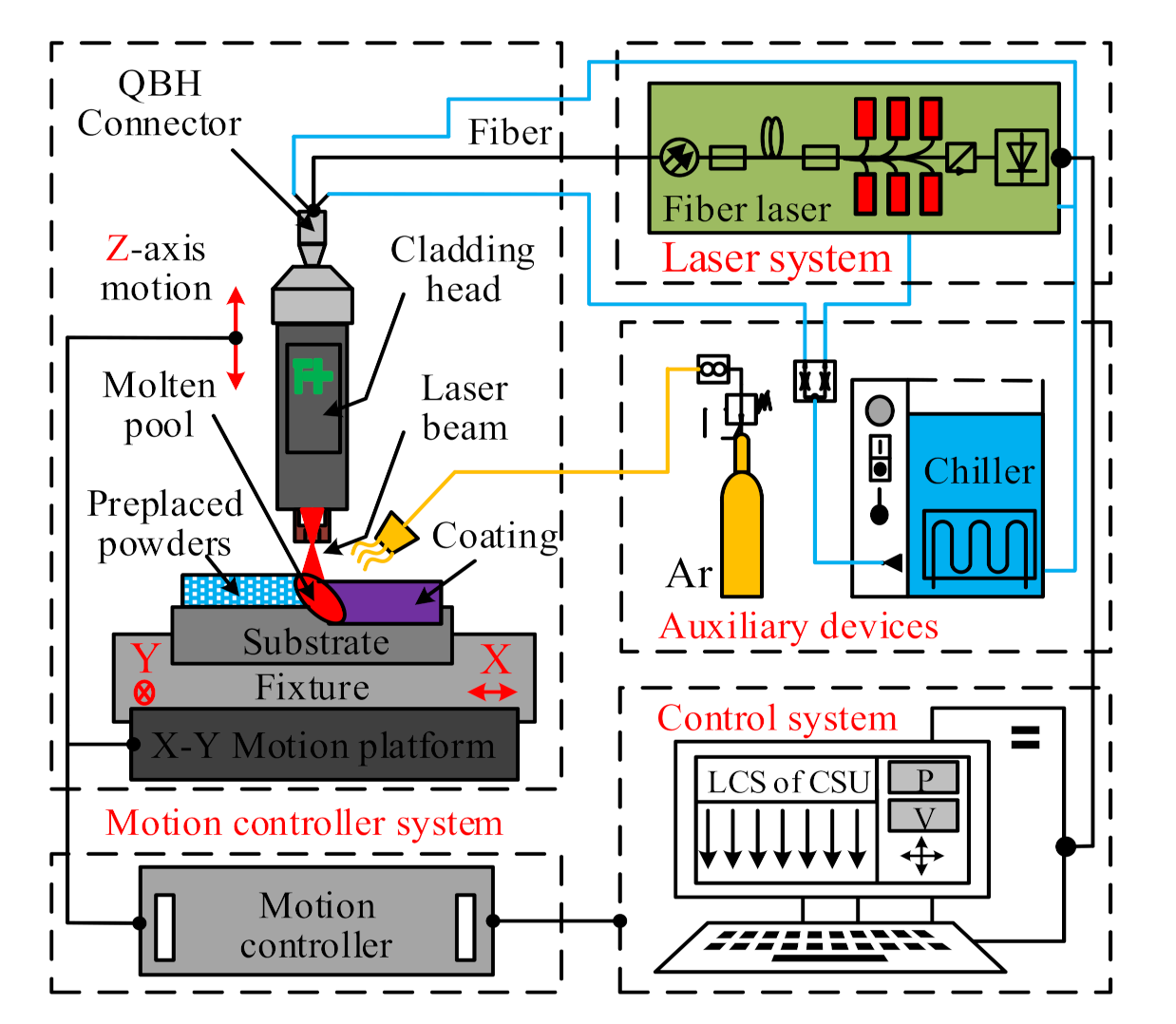
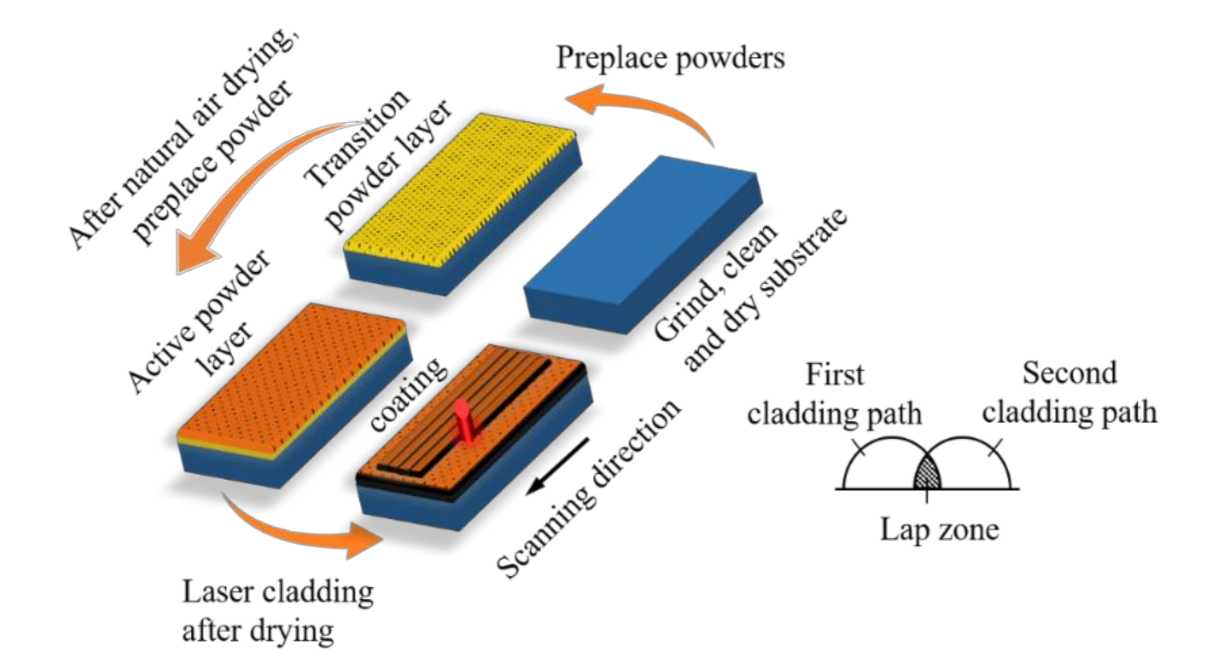
2.2. Laser-Cladding Setup and Process
2.3. Microscopic Analysis of the Coating
2.3.1. Phase Test of the Coating
2.3.2. Microstructure Test of Coating
2.4. Biological Test of Coating
2.4.1. Biocompatibility Test
2.4.2. Bioactivity Test
2.5. Mechanical Properties Test of the Coating
2.5.1. Microhardness Test
2.5.2. Wear Resistance Test
3. Results and Discussion
3.1. Microstructure of the Coating
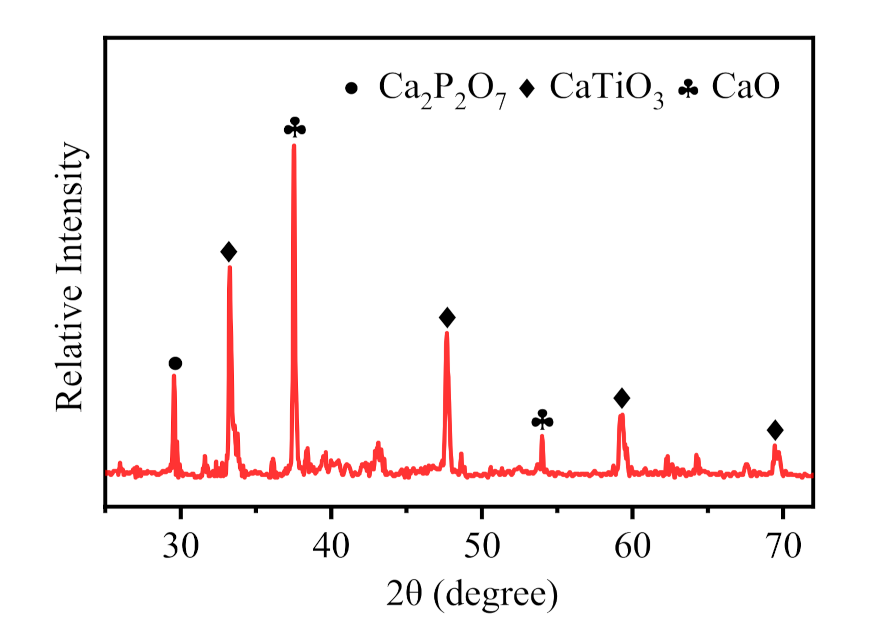
3.1.1. Phases of the Coating Surface
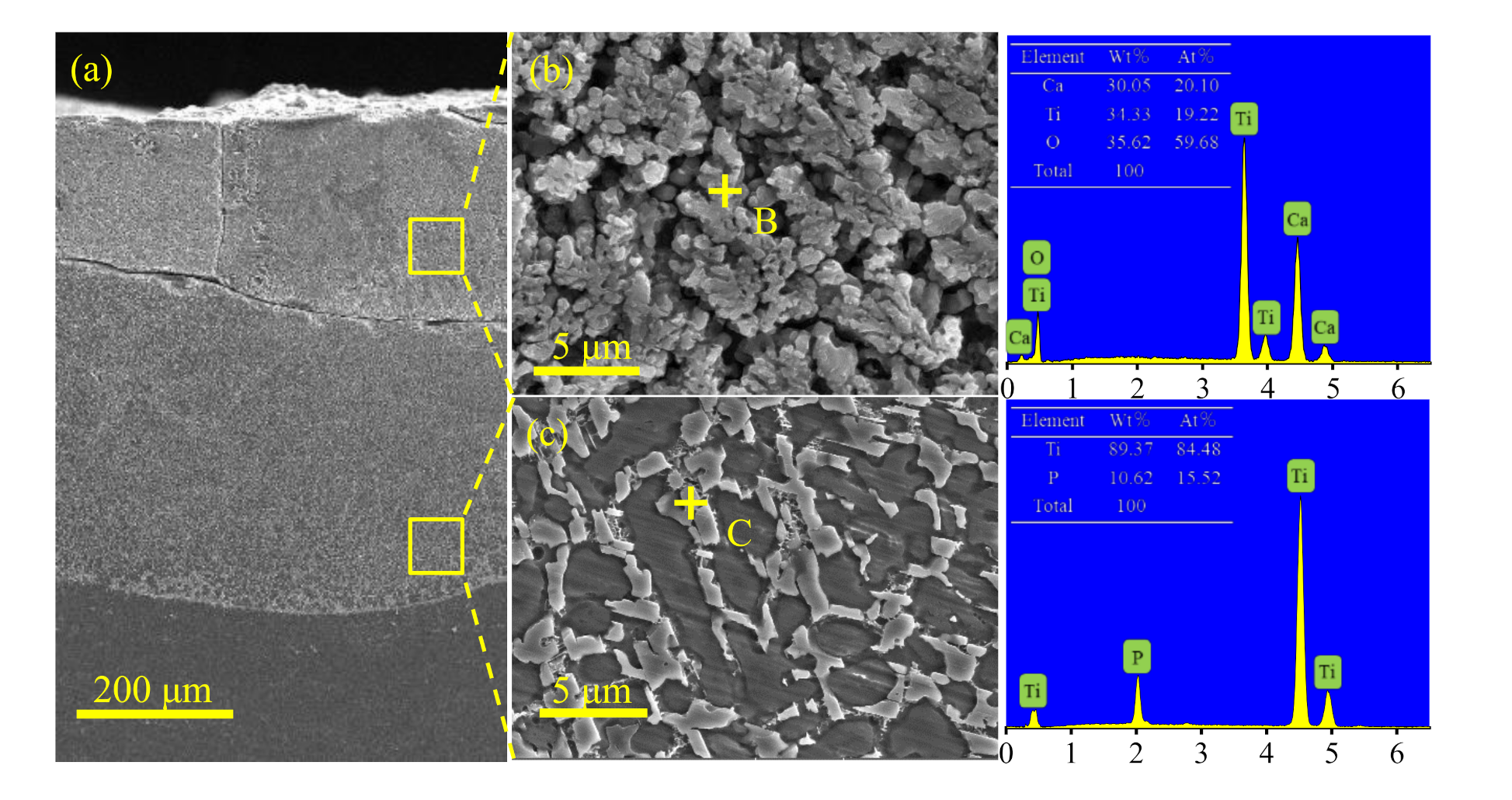
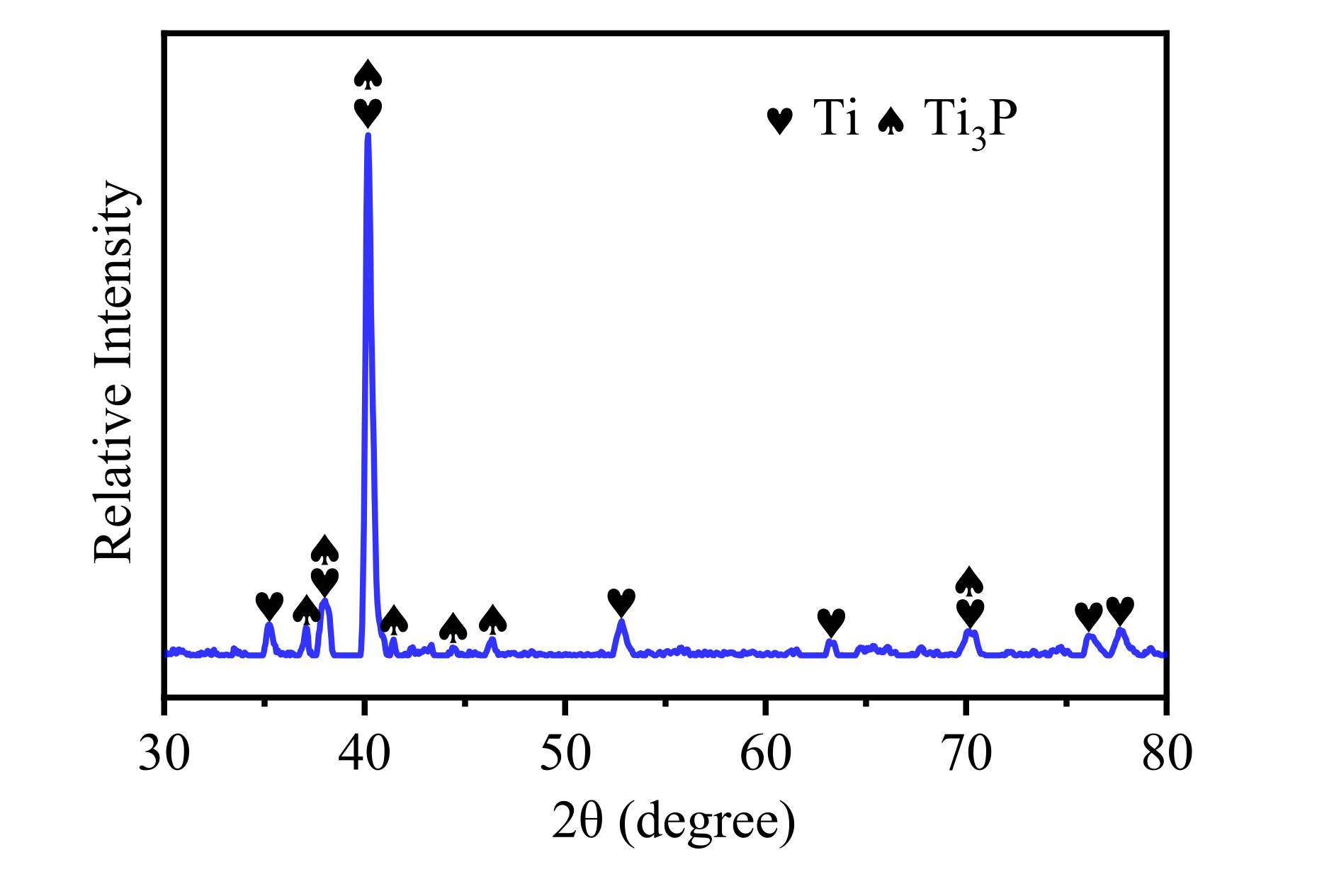
3.1.2. Phases of the Coating Section
3.2. Biological Properties of the Coating
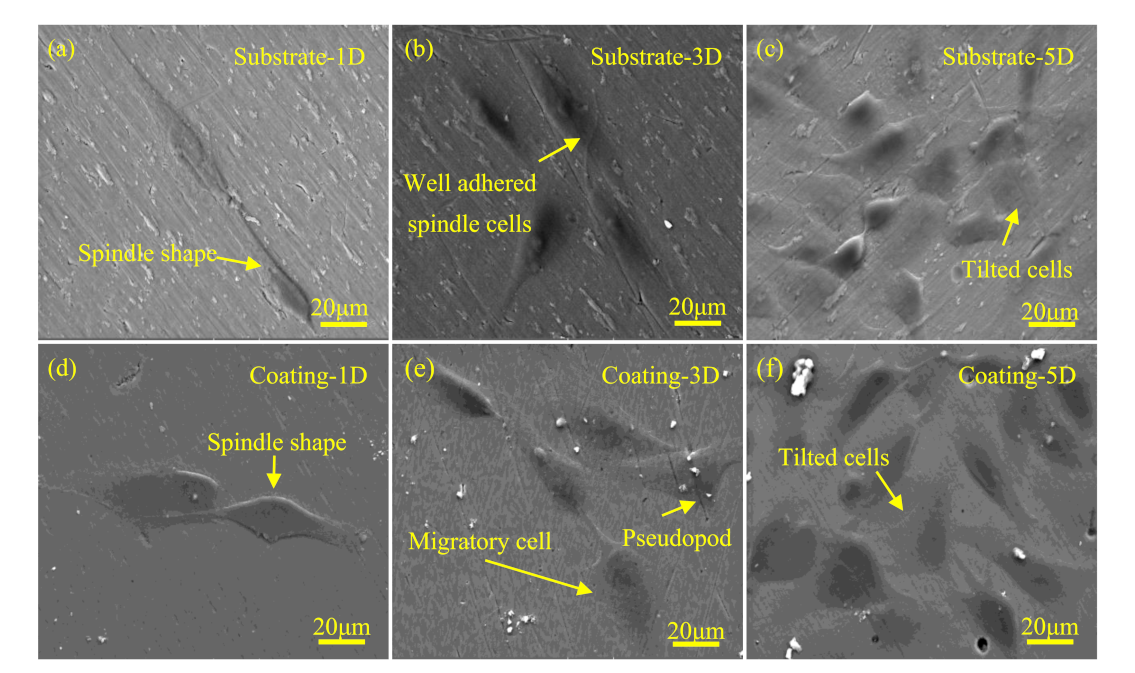
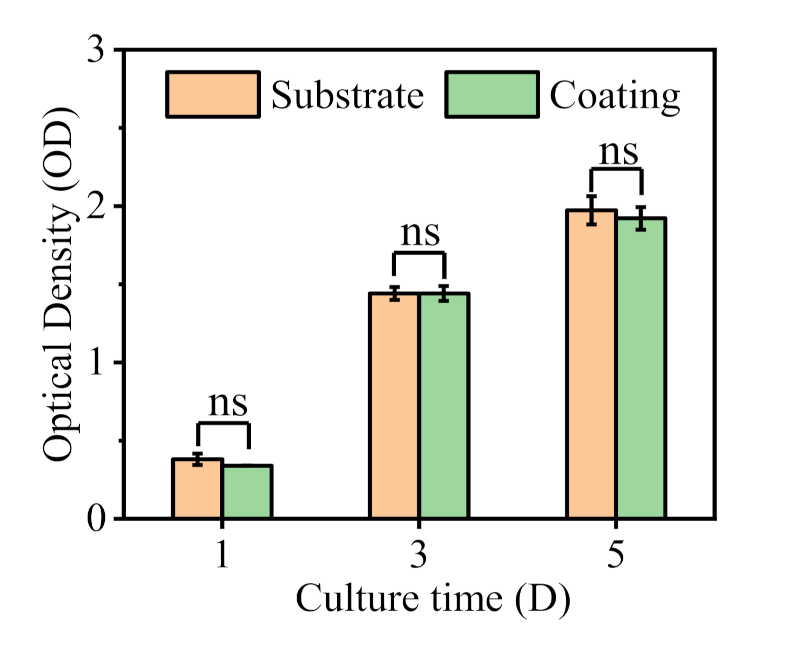
3.2.1. Biocompatibility
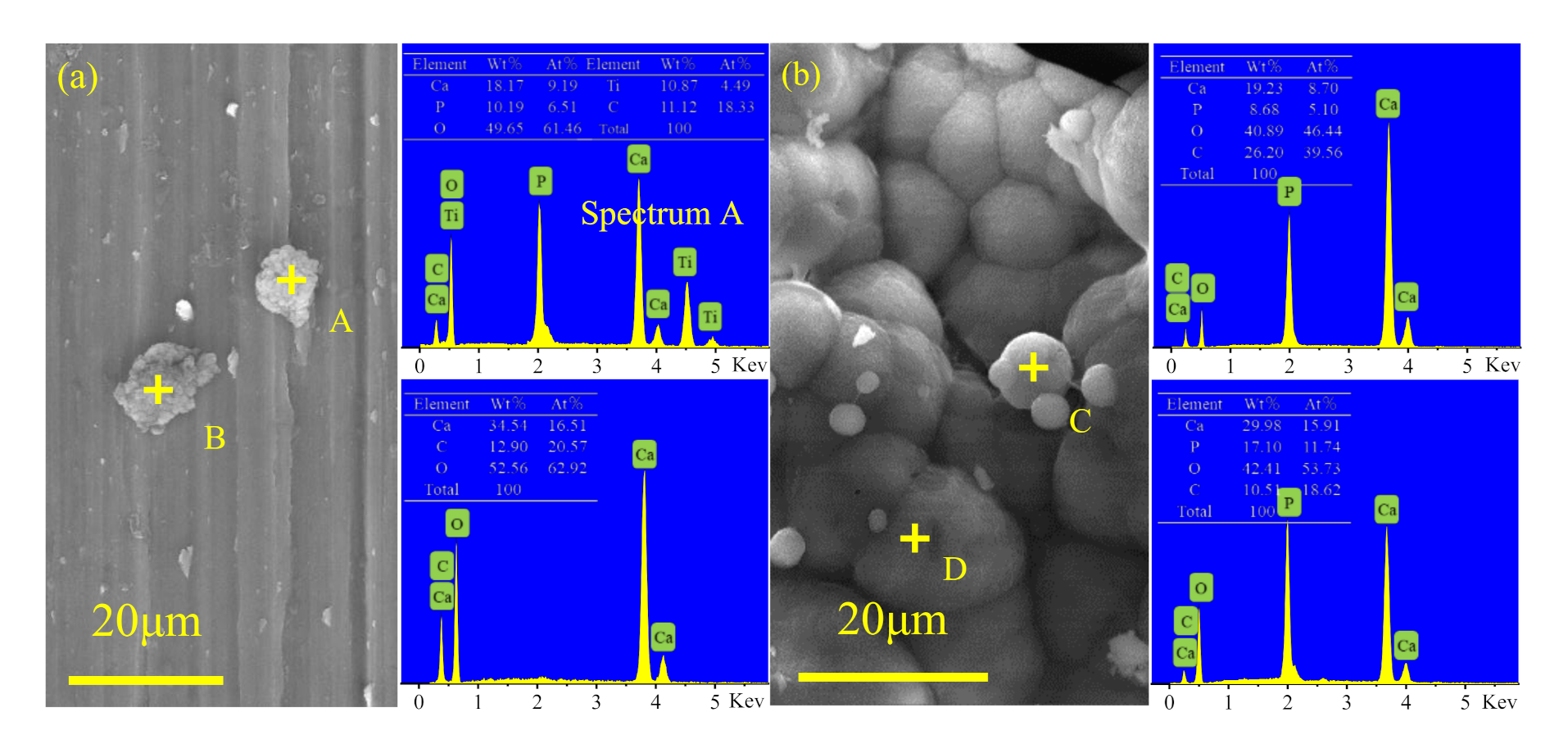
3.2.2. Bioactivity
3.3. Mechanical Properties of the Coating
3.3.1. Microhardness
3.3.2. Wear Resistance
4. Conclusions
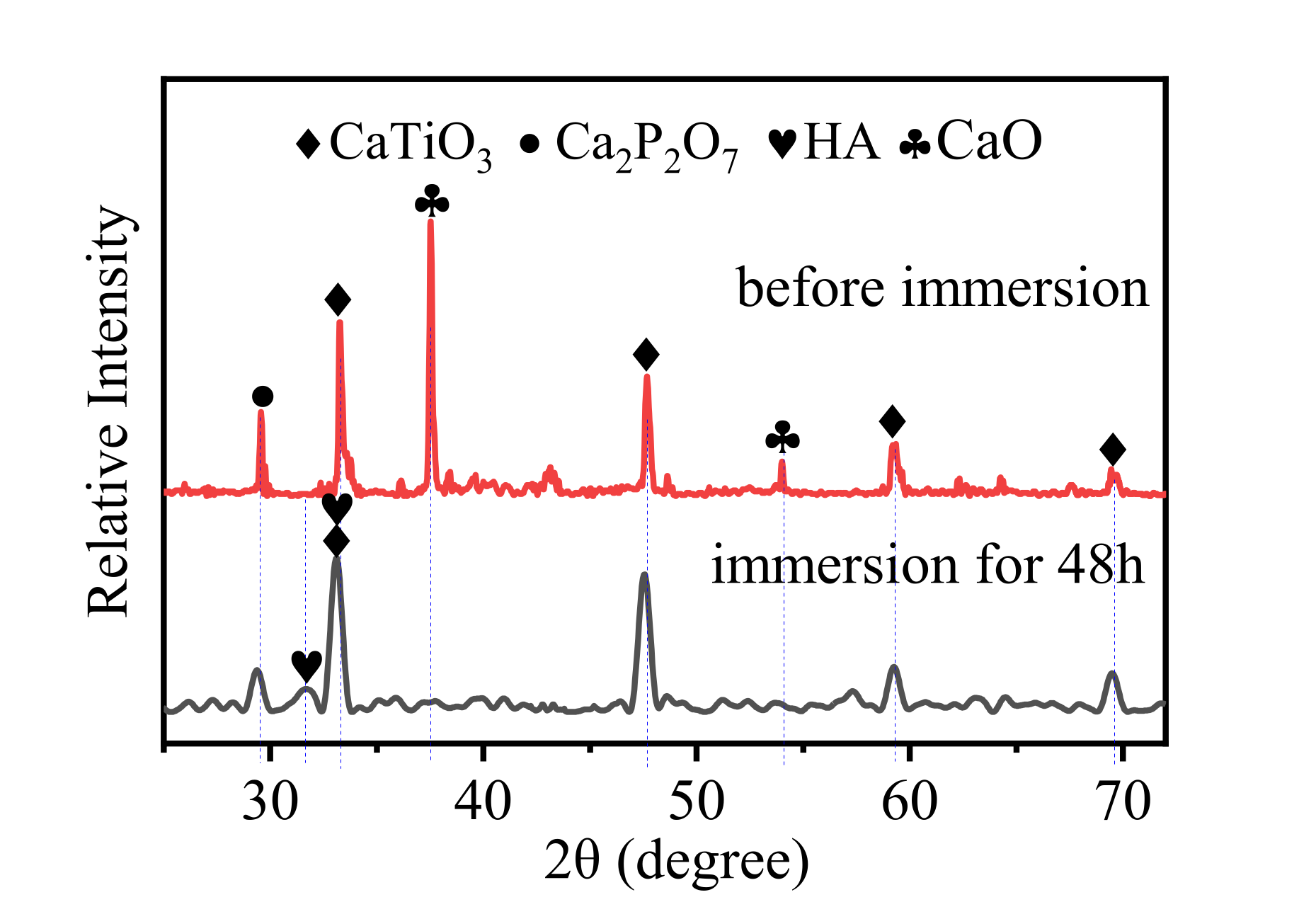
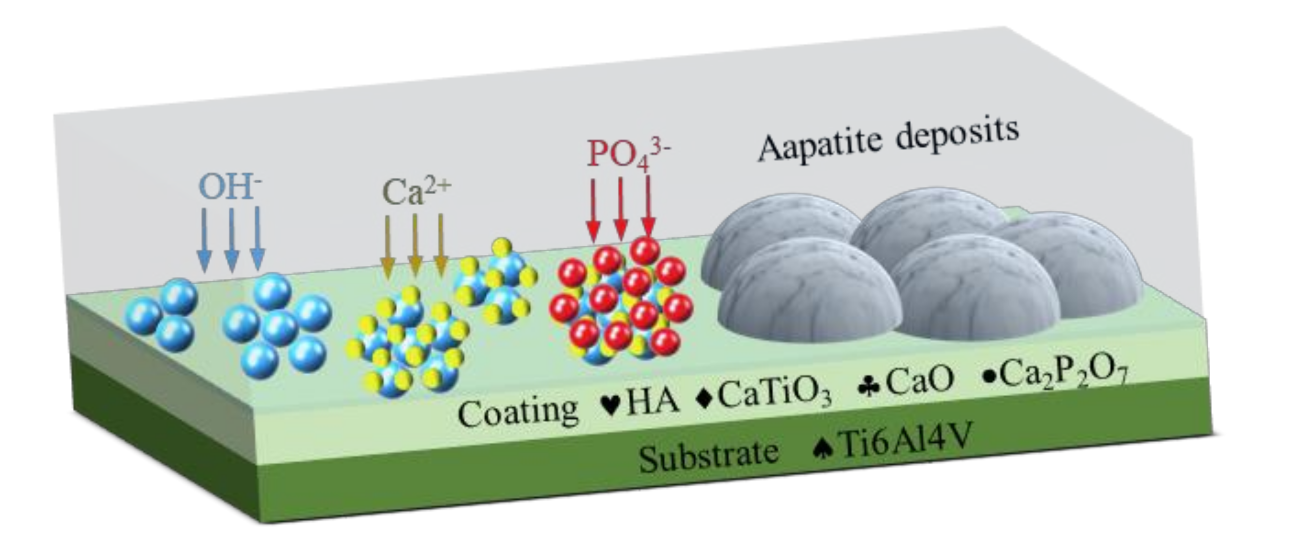
- The multilayer Ca/P bio-ceramic coating was mainly composed of CaO, CaTiO3, Ca2P2O7, Ti3P, and other phases.
- The multilayer Ca/P bio-ceramic coating exhibited biocompatibility equal to that of Ti6Al4V alloy, which is widely used in the field of medical implants.
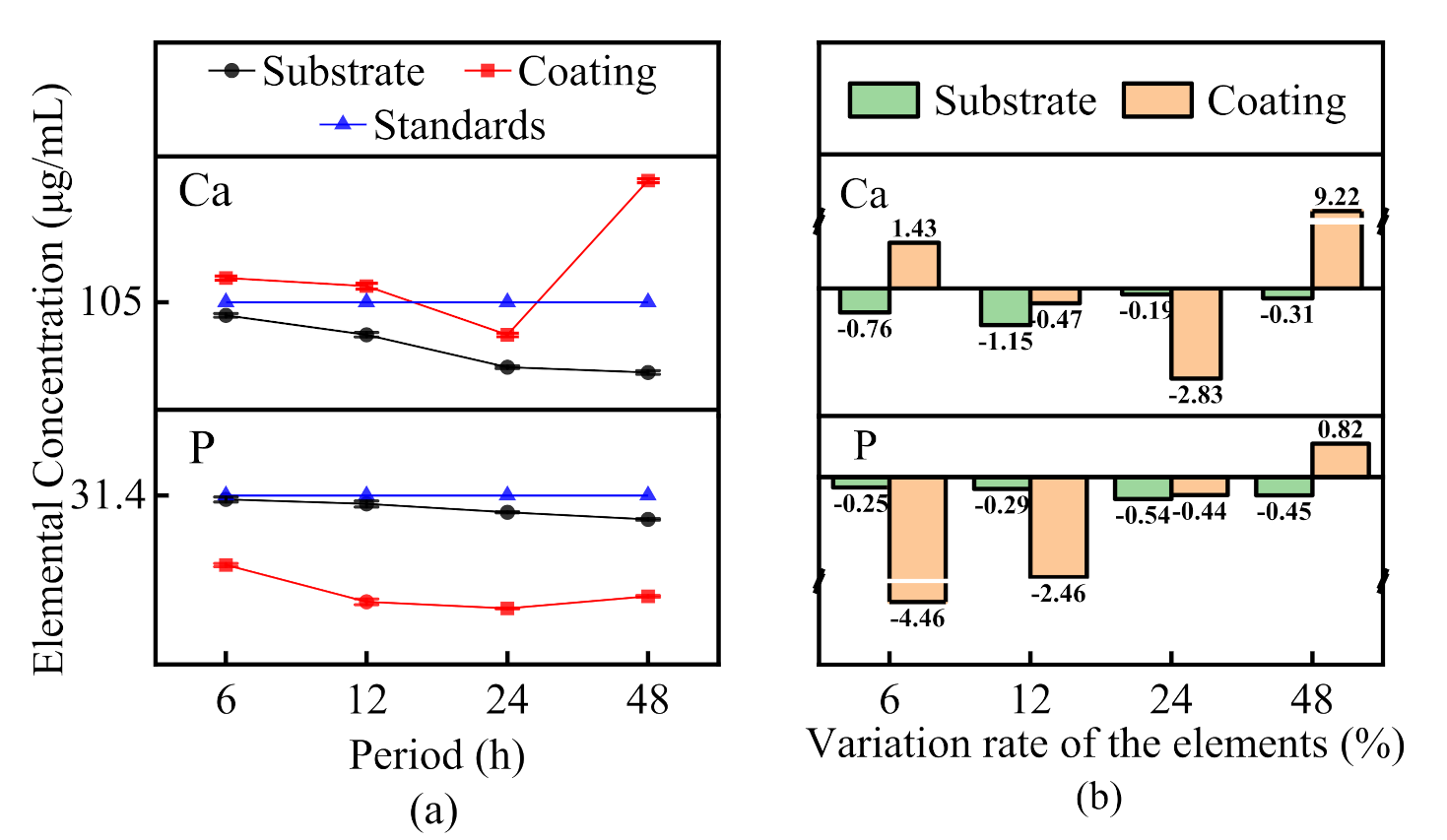
- The multilayer Ca/P bio-ceramic coating had good bioactivity in vitro, and could induce and deposit hydroxyapatite on its surface when immersed in SBF solution. Specifically, the coating showed obvious ion exchange during the immersion period, whereas the titanium alloy substrate did not.
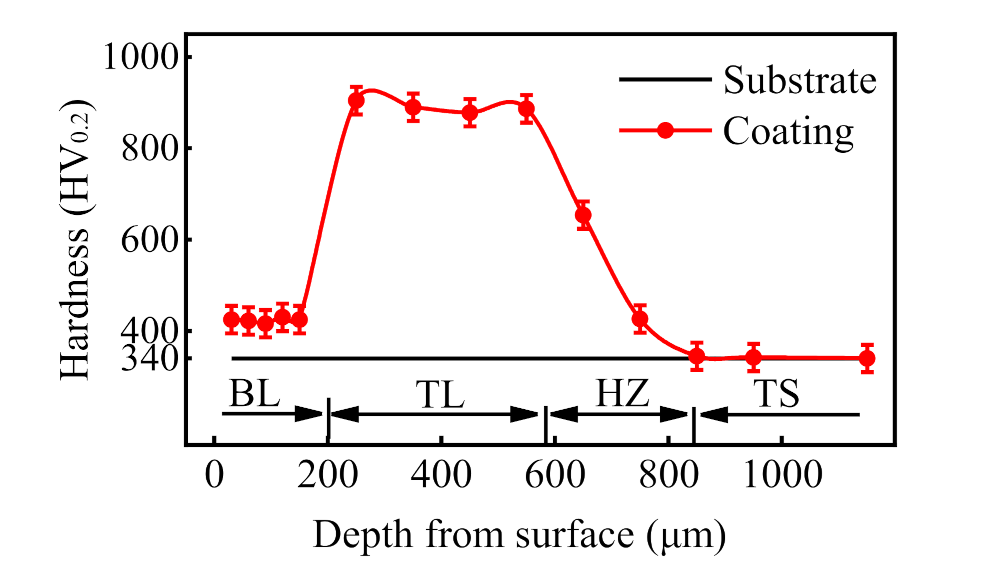
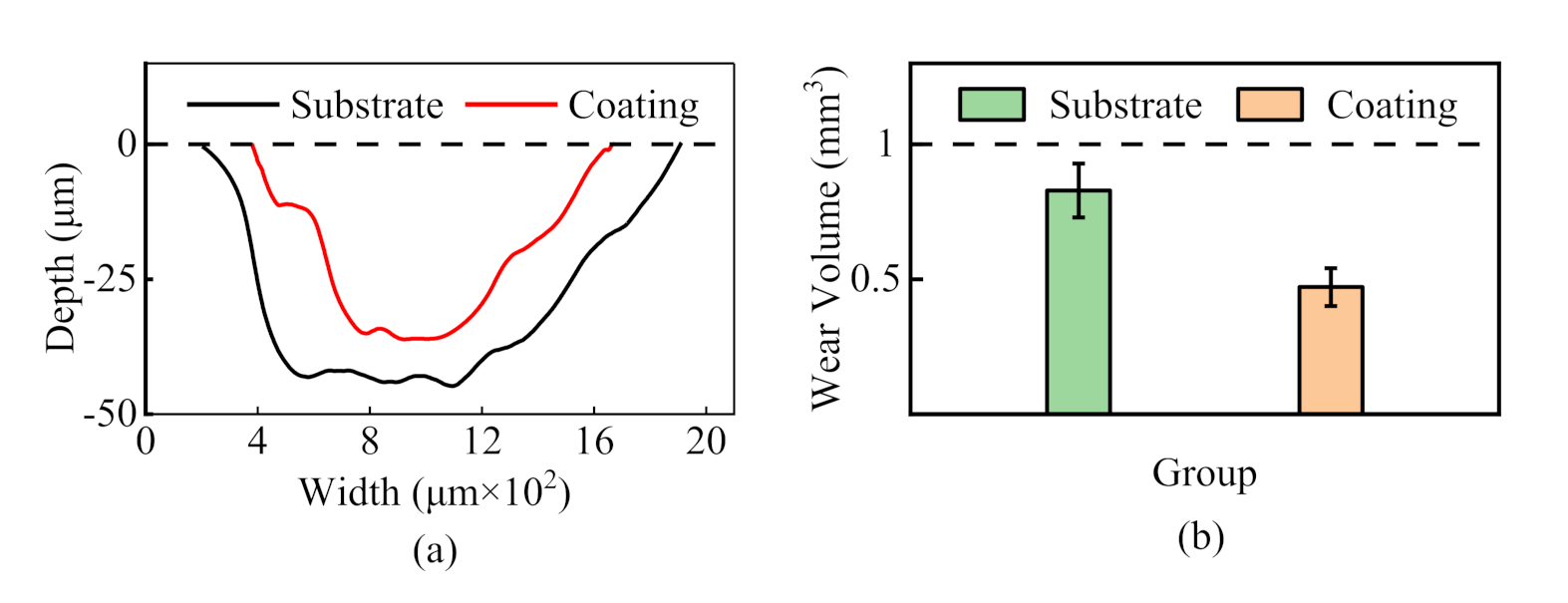
- The multilayer Ca/P bio-ceramic coating showed better microhardness and wear resistance than the Ti alloy substrate. Compared with the substrate (340HV0.2), the microhardness of the bioactive layer (440HV0.2) and the transition layer (889.75 HV0.2) increased by 24.1% and 161.7%, respectively. Additionally, the wear volume of the coating was 0.471 mm3, i.e., 43.2% less than that of Ti6Al4V alloy (0.829 mm3).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Luo, Y.; Yang, L.; Tian, M. Application of Biomedical-Grade Titanium Alloys in Trabecular Bone and Artificial Joints; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 181–216. [Google Scholar]
- Avila, J.; Bose, S.; Bandyopadhyay, A. Additive manufacturing of titanium and titanium alloys for biomedical applications. In Titanium in Medical and Dental Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 325–343. [Google Scholar]
- Alipal, J.; Pu’Ad, N.M.; Nayan, N.; Sahari, N.; Abdullah, H.; Idris, M.; Lee, T. An updated review on surface functionalisation of titanium and its alloys for implants applications. Mater. Today Proc. 2021, 42, 270–282. [Google Scholar] [CrossRef]
- Gallo, J.; Goodman, S.; Konttinen, Y.; Wimmer, M.; Holinka, M. Osteolysis around total knee arthroplasty: A review of pathogenetic mechanisms. Acta Biomater. 2013, 9, 8046–8058. [Google Scholar] [CrossRef] [Green Version]
- Hinman, A.D.; Prentice, H.A.; Paxton, E.W.; Kelly, M.P. Modular tibial stem use and risk of revision for aseptic loosening in cemented primary total knee arthroplasty. J. Arthroplast. 2021, 36, 1577–1583. [Google Scholar] [CrossRef]
- Koks, S.; Wood, D.J.; Reimann, E.; Awiszus, F.; Lohmann, C.H.; Bertrand, J.; Prans, E.; Maasalu, K.; Martson, A. The genetic variations associated with time to aseptic loosening after total joint arthroplasty. J. Arthroplast. 2020, 35, 981–988. [Google Scholar] [CrossRef]
- Wiliams, D.F. Biomechanical considerations in the loosening of hip replacement prosthesis. In Current Perspectives on Implantable Devices; JAI Press Inc.: Stamford, CT, USA, 1989; pp. 1–45. [Google Scholar]
- Geetha, M. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Bajda, S.; Liu, Y.; Tosi, R.; Cholewa-Kowalska, K.; Krzyzanowski, M.; Dziadek, M.; Kopyscianski, M.; Dymek, S.; Polyakov, A.V.; Semenova, I.P.; et al. Laser cladding of bioactive glass coating on pure titanium substrate with highly refined grain structure. J. Mech. Behav. Biomed. Mater. 2021, 119, 104519. [Google Scholar] [CrossRef] [PubMed]
- Mansoor, P.; Dasharath, S. Synthesis and characterization of wollastonite (CaSiO3)/titanium oxide (TiO2) and hydroxyapatite (HA) ceramic composites for bio-medical applications fabricated by spark plasma sintering technology. Mater. Today Proc. 2021, 45, 332–337. [Google Scholar] [CrossRef]
- Roy, M.; Krishna, B.V.; Bandyopadhyay, A.; Bose, S. Laser processing of bioactive tricalcium phosphate coating on titanium for load-bearing implants. Acta Biomater. 2008, 4, 324–333. [Google Scholar] [CrossRef]
- Zhou, X.; Siman, R.; Lu, L.; Mohanty, P. Argon atmospheric plasma sprayed hydroxyapatite/Ti composite coating for biomedical applications. Surf. Coat. Technol. 2012, 207, 343–349. [Google Scholar] [CrossRef]
- Liu, D.; Savino, K.; Yates, M.Z. Coating of hydroxyapatite films on metal substrates by seeded hydrothermal deposition. Surf. Coat. Technol. 2011, 205, 3975–3986. [Google Scholar] [CrossRef]
- Chakraborty, R.; Seesala, V.; Sengupta, S.; Dhara, S.; Saha, P.; Das, K.; Das, S. Comparison of osteoconduction, cytocompatibility and corrosion protection performance of hydroxyapatite-calcium hydrogen phosphate composite coating synthesized in-situ through pulsed electro-deposition with varying amount of phase and crystallinity. Surf. Interfaces 2018, 10, 1–10. [Google Scholar] [CrossRef]
- Tlotleng, M.; Akinlabi, E.; Shukla, M.; Pityana, S. Microstructures, hardness and bioactivity of hydroxyapatite coatings deposited by direct laser melting process. Mater. Sci. Eng. C 2014, 43, 189–198. [Google Scholar] [CrossRef] [PubMed]
- Greish, Y.E.; Al Shamsi, A.S.; Polychronopoulou, K.; Ayesh, A. Structural evaluation, preliminary in vitro stability and electrochemical behavior of apatite coatings on Ti6Al4V substrates. Ceram. Int. 2016, 42, 18204–18214. [Google Scholar] [CrossRef]
- Ji, X.; Zhao, M.; Dong, L.; Han, X.; Li, D. Influence of Ag/Ca ratio on the osteoblast growth and antibacterial activity of TiN coatings on Ti-6Al-4V by Ag and Ca ion implantation. Surf. Coat. Technol. 2020, 403, 126415. [Google Scholar] [CrossRef]
- Wang, D.; Chen, C.; Yang, X.; Ming, X.; Zhang, W. Effect of bioglass addition on the properties of HA/BG composite films fabricated by pulsed laser deposition. Ceram. Int. 2018, 44, 14528–14533. [Google Scholar] [CrossRef]
- Azari, R.; Rezaie, H.R.; Khavandi, A. Investigation of functionally graded HA-TiO2 coating on Ti–6Al–4V substrate fabricated by sol-gel method. Ceram. Int. 2019, 45, 17545–17555. [Google Scholar] [CrossRef]
- Lenis, J.A. Structure, morphology, adhesion and in vitro biological evaluation of antibacterial multi-layer HA-Ag/SiO2/TiN/Ti coatings obtained by RF magnetron sputtering for biomedical applications. Mater. Sci. Eng. C 2020, 116, 111268. [Google Scholar] [CrossRef] [PubMed]
- Bansal, P.; Singh, G.; Sidhu, H.S. Improvement of surface properties and corrosion resistance of Ti13Nb13Zr titanium alloy by plasma-sprayed HA/ZnO coatings for biomedical applications. Mater. Chem. Phys. 2021, 257, 123738. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Li, H.C. Effect of Na2O and ZnO on the microstructure and properties of laser cladding derived CaO-SiO2 ceramic coatings on titanium alloys. J Colloid Interface Sci. 2021, 592, 498–508. [Google Scholar] [CrossRef] [PubMed]
- Behera, R.R.; Hasan, A.; Sankar, M.R.; Pandey, L.M. Laser cladding with HA and functionally graded TiO2-HA precursors on Ti–6Al–4V alloy for enhancing bioactivity and cyto-compatibility. Surf. Coat. Technol. 2018, 352, 420–436. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, Q.; Li, L.; Bai, Y.; Yang, B. The controllable lanthanum ion release from Ca-P coating fabricated by laser cladding and its effect on osteoclast precursors. Mater. Sci. Eng. C 2018, 93, 1027–1035. [Google Scholar] [CrossRef]
- Yang, Y. Osteoblast interaction with laser cladded HA and SiO2-HA coatings on Ti–6Al–4V. Mater. Sci. Eng. C 2011, 31, 1643–1652. [Google Scholar] [CrossRef]
- Pei, X.; Wang, J.; Wan, Q.; Kang, L.; Xiao, M.; Bao, H. Functionally graded carbon nanotubes/hydroxyapatite composite coating by laser cladding. Surf. Coat. Technol. 2011, 205, 4380–4387. [Google Scholar] [CrossRef]
- Tsui, Y.; Doyle, C.; Clyne, T. Plasma sprayed hydroxyapatite coatings on titanium substrates Part 1: Mechanical properties and residual stress levels. Biomaterials 1998, 19, 2015–2029. [Google Scholar] [CrossRef]
- Vasquez, F.A.; Ramos-Grez, J.A.; Walczak, M. Multiphysics simulation of laser–material interaction during laser powder depositon. Int. J. Adv. Manuf. Technol. 2011, 59, 1037–1045. [Google Scholar] [CrossRef]
- Oyane, K. Preparation and assessment of revised simulated body fluids. J. Biomed. Mater. Res. Part A 2003, 65, 188–195. [Google Scholar] [CrossRef]
- Müller, L.; Müller, F.A. Preparation of SBF with different HCO3− content and its influence on the composition of biomimetic apatites. Acta Biomater. 2006, 2, 181–189. [Google Scholar] [CrossRef]
- Kasuga, T. Bioactive calcium pyrophosphate glasses and glass-ceramics. Acta Biomater. 2005, 1, 55–64. [Google Scholar] [CrossRef]
- Henao, J.; Poblano-Salas, C.; Monsalve, M.; Corona-Castuera, J.; Barceinas-Sanchez, O. Bio-active glass coatings manufactured by thermal spray: A status report. J. Mater. Res. Technol. 2019, 8, 4965–4984. [Google Scholar] [CrossRef]
- Chen, C.-Y.; Ozasa, K.; Katsumata, K.-I.; Maeda, M.; Okada, K.; Matsushita, N. CaTiO3 nanobricks prepared from anodized TiO2 nanotubes. Electrochem. Commun. 2012, 22, 101–104. [Google Scholar] [CrossRef]
- Yadi, M.; Esfahani, H.; Sheikhi, M.; Mohammadi, M. CaTiO3/α-TCP coatings on CP-Ti prepared via electrospinning and pulsed laser treatment for in-vitro bone tissue engineering. Surf. Coat. Technol. 2020, 401, 126256. [Google Scholar] [CrossRef]
- Roy, M.; Balla, V.; Bandyopadhyay, A.; Bose, S. Compositionally graded hydroxyapatite/tricalcium phosphate coating on Ti by laser and induction plasma. Acta Biomater. 2011, 7, 866–873. [Google Scholar] [CrossRef] [PubMed]
- Lusquiños, F.; De Carlos, A.; Pou, J.; Arias, J.L.; Boutinguiza, M.; León, B.; Pérez-Amor, M.; Driessens, F.C.M.; Hing, K.; Gibson, I.; et al. Calcium phosphate coatings obtained by Nd: YAG laser cladding: Physicochemical and biologic properties. J. Biomed. Mater. Res. Part A 2003, 64, 630–637. [Google Scholar] [CrossRef]
- Ye, D. Manual of Practical Inorganic Thermodynamics Data; Metallurgical Industry Press: Beijing, China, 2002. [Google Scholar]
- Xie, K.; Yang, Y.; Jiang, H. Controlling cellular volume via mechanical and physical properties of substrate. Biophys. J. 2018, 114, 675–687. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paital, S.R.; Dahotre, N.B. Wettability and kinetics of hydroxyapatite precipitation on a laser-textured Ca-P bioceramic coating. Acta Biomater. 2009, 5, 2763–2772. [Google Scholar] [CrossRef]
- Lu, X.; Leng, Y. Theoretical analysis of calcium phosphate precipitation in simulated body fluid. Biomaterials 2005, 26, 1097–1108. [Google Scholar] [CrossRef] [PubMed]
- Dridi, A.; Riahi, K.Z.; Somrani, S. Mechanism of apatite formation on a poorly crystallized calcium phosphate in a simulated body fluid (SBF) at 37 °C. J. Phys. Chem. Solids 2021, 156, 110122. [Google Scholar] [CrossRef]
- Edén, M. Structure and formation of amorphous calcium phosphate and its role as surface layer of nanocrystalline apatite: Implications for bone mineralization. Materialia 2021, 17, 101107. [Google Scholar] [CrossRef]
- Bakher, Z. Solubility study at high phosphorus pentoxide concentration in ternary system CaCO3 + P2O5 + H2O at 25, 35 and 70 °C. Fluid Phase Equilib. 2018, 478, 90–99. [Google Scholar] [CrossRef]
- Bakhsheshi-Rad, H.; Hamzah, E.; Ismail, A.F.; Kasiri-Asgarani, M.; Daroonparvar, M.; Parham, S.; Iqbal, N.; Medraj, M. Novel bi-layered nanostructured SiO2/Ag-FHAp coating on biodegradable magnesium alloy for biomedical applications. Ceram. Int. 2016, 42, 11941–11950. [Google Scholar] [CrossRef]
- Yamamoto, S. Physical meaning of the wear volume equation for nitrogenated diamond-like carbon based on energy considerations. Wear 2016, 368–369, 156–161. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer | Mass Fraction/wt% | Weight/g | |
|---|---|---|---|
| HA | Ti | ||
| The Transition Powder Layer | 50 | 50 | 0.1 |
| The Active Powder Layer | 100 | 0 | 0.2 |
| Material | Linear Thermal Expansion Coefficient 1/°C | Melting Point °C | Specific Heat Capacity J/(kg·°C) | Density kg/m−3 |
|---|---|---|---|---|
| Ti6Al4V | 9.41 × 10−6 | 1646 ± 42 | 520 | 4430 |
| Ti | 8.8 × 10−6 | 1688 | 528 | 4500 |
| HA | 13.3 × 10−6 | 1923 | 766 | 3156 |
| HT | 11.446 × 10−6 | 1923 | 647 | 3828 |
| Order | Reagent | Dosage/g |
|---|---|---|
| 1 | NaCl | 8.035 |
| 2 | NaHCO3 | 0.355 |
| 3 | KCl | 0.225 |
| 4 a | K2HPO4 | 0.231 |
| 5 | MgCl2·6H2O | 0.311 |
| 6 | 1.0 mol/L HCl | 39 mL |
| 7 | CaCl2 | 0.292 |
| 8 | Na2SO4 | 0.072 |
| 9 | Tris | 6.118 |
| 10 b | 1.0 mol/L HCl | 0–5 mL |
| Parameter | Value | Unit |
|---|---|---|
| Load | 5 | N |
| Temperature | 36.5 ± 1 | °C |
| Wear time | 30 | mins |
| Rotation radius | 3 | mm |
| Rotation speed | 400 | r/min |
| Phase | Pdf Card | Diffraction Peaks/Plane | Mass Fraction (%) | |
|---|---|---|---|---|
| Ca2P2O7 | 09-0346 | 29.5°/[0 0 8] | 7.5 | |
| CaO | 82-1691 | 37.4°/[2 0 0] | 64.2°/[3 1 1] | 65.6 |
| 54.0°/[2 2 0] | 67.4°/[2 2 2 ] | |||
| CaTiO3 | 65-3287 | 33.3°/[1 1 0] | 59.5°/[2 1 1] | 26.9 |
| 47.8°/[2 0 0] | 69.9°/[2 2 0] | |||
| Phase | Pdf Card | Diffraction Peaks/Plane | Mass Fraction(%) | |
|---|---|---|---|---|
| Ti | 89-5009 | 35.1°/[1 0 0] | 63.1°/[1 1 0] | 50.6 |
| 38.4°/[0 0 2] | 70.7°/[1 0 3] | |||
| 40.2°/[1 0 1] | 76.3°/[1 1 2] | |||
| 53.0°/[1 0 2] | 77.5°/[2 0 1] | |||
| Ti3P | 89-2416 | 37.1°/[3 2 1] 38.2°/[1 1 2] 40.4°/[4 0 1] 41.5°/[1 4 1] | 44.4°/[2 2 2] 46.4°/[3 1 2] 70°6/[2 6 2] | 49.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Deng, Z.; Liu, D. Preparation and Properties of Multilayer Ca/P Bio-Ceramic Coating by Laser Cladding. Coatings 2021, 11, 891. https://doi.org/10.3390/coatings11080891
Liu B, Deng Z, Liu D. Preparation and Properties of Multilayer Ca/P Bio-Ceramic Coating by Laser Cladding. Coatings. 2021; 11(8):891. https://doi.org/10.3390/coatings11080891
Chicago/Turabian StyleLiu, Boda, Zixin Deng, and Defu Liu. 2021. "Preparation and Properties of Multilayer Ca/P Bio-Ceramic Coating by Laser Cladding" Coatings 11, no. 8: 891. https://doi.org/10.3390/coatings11080891