Roughing Milling with Ceramic Tools in Comparison with Sintered Carbide on Nickel-Based Alloys

 , ,
, , 
Abstract
:1. Introduction
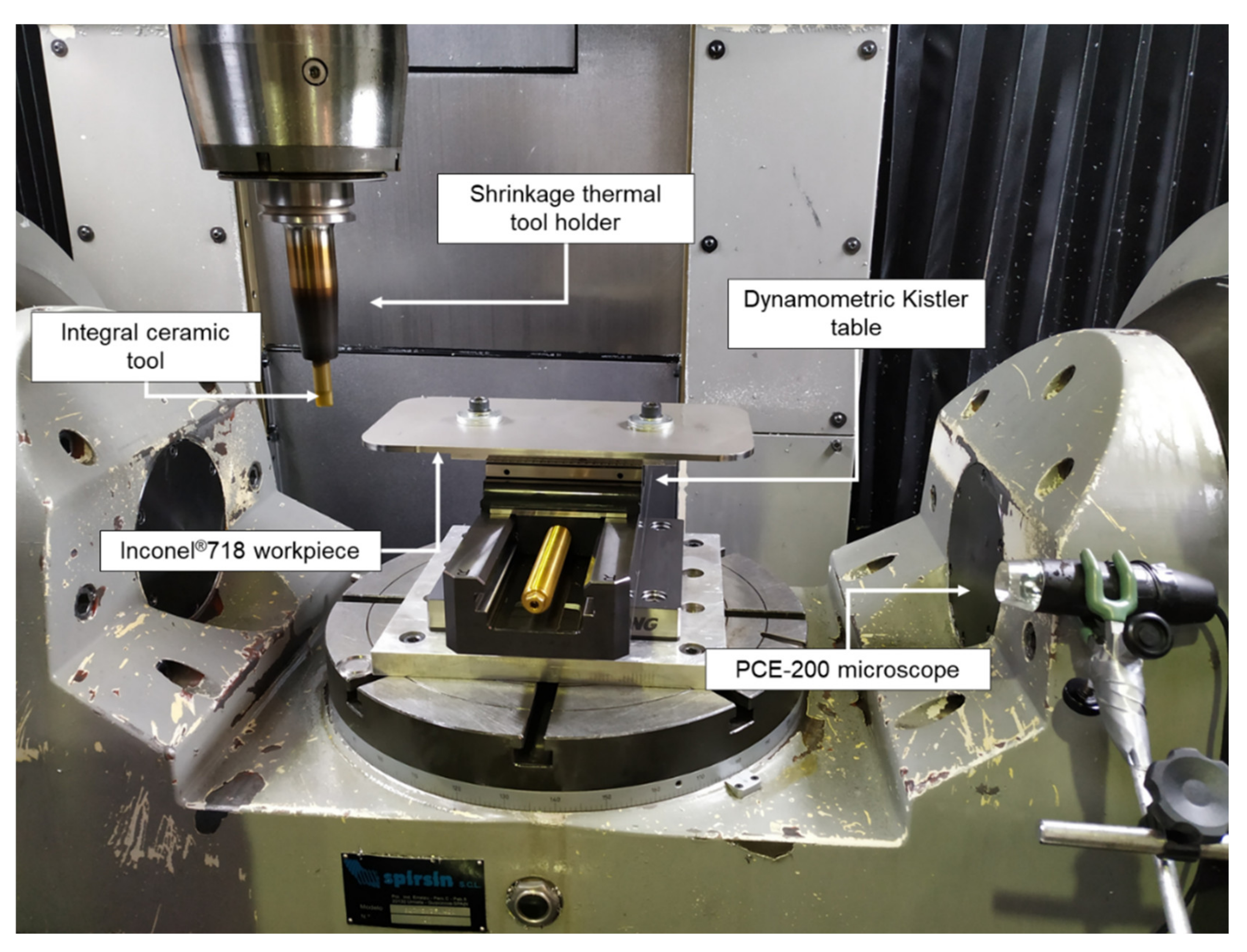
2. Materials and Methods
3. Results & Discussion
4. Conclusions
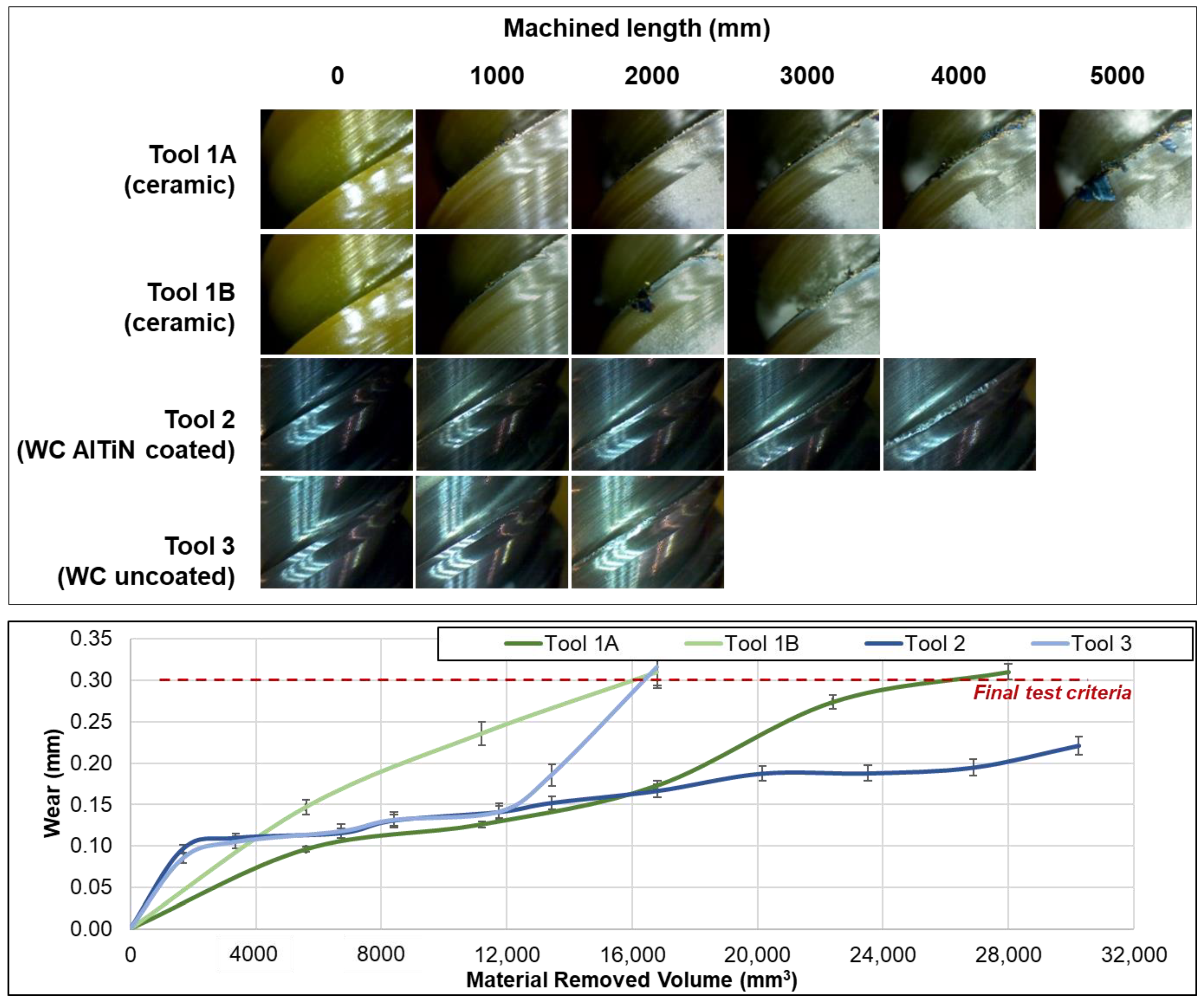
- In the case of cemented carbide tools, the coating supposes higher tool life. In fact, in these tests, the coated tool improves tool life in an 80% in comparison with uncoated tool. On the other hand, it should be noted that, when the coating disappears from the tool surface, chipping phenomenon appears and the wear increase rapidly, finishing the test.
- In the case of ceramic tools, it was concluded that their behaviour is better when the cutting speed is higher. At 452 m/min, notching wear appeared after 3000 millimetres machined. However, increasing cutting speed to 680 m/min retarded the appearance of notching until 5000 millimetres. This implies an increase of the productivity of ≈67%.
- The higher MRR is presented by ceramic tools. In particular, the increase is 2082% in comparison with carbide cemented tools. However, after the machining in the case of ceramic tools, the workpiece presents built-up-edge. Then, this type of tool is only suitable for roughing operations.
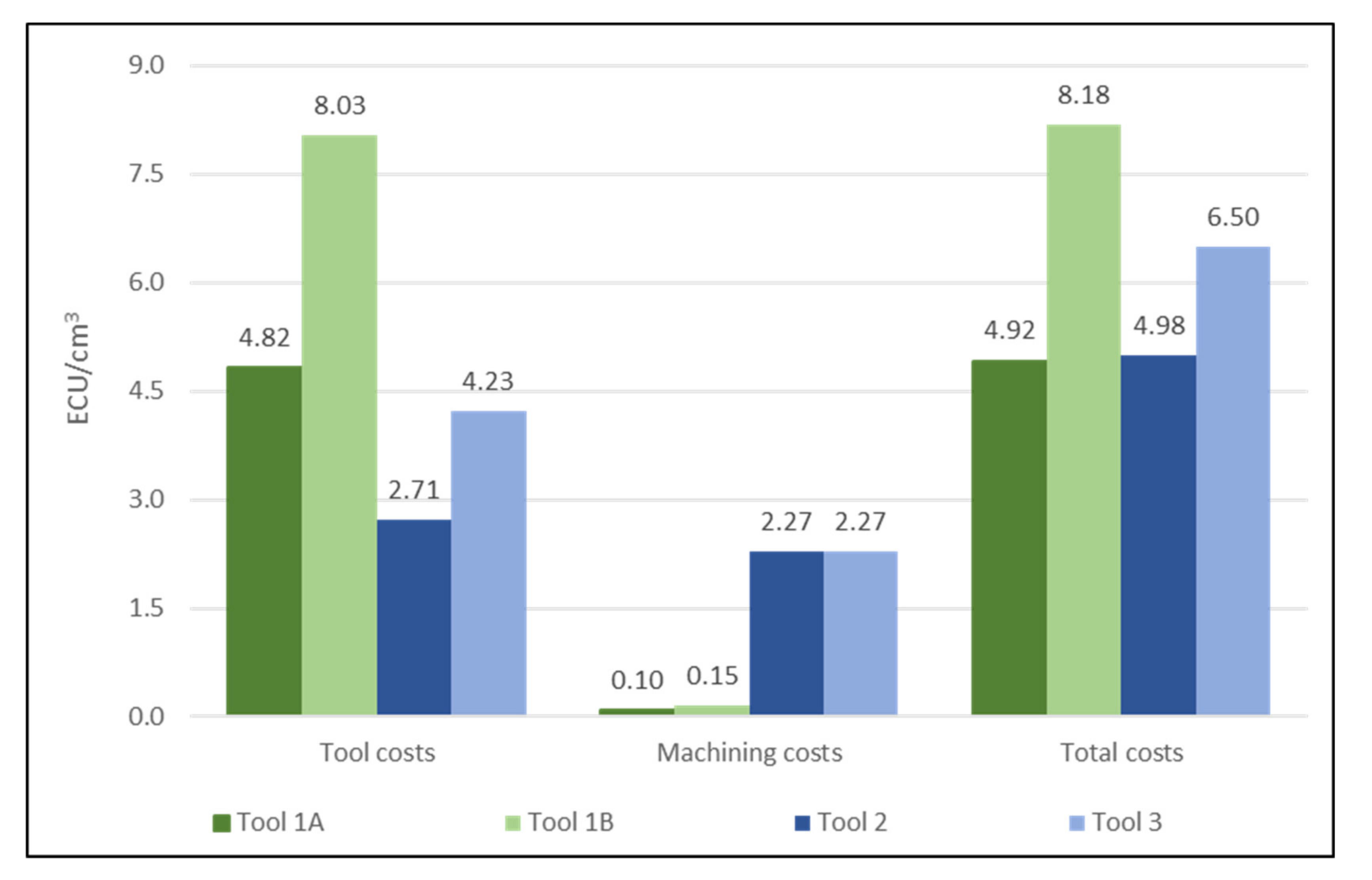
- The ceramic tools with a cutting speed of 680 m/min presented the best performance in terms of cost. In particular, the cost of machining 1000 mm3 with the ceramic tool was 4.92ECU while the coated cemented carbide tool was 4.98ECU.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kondo, H.; Hegedűš, M. Current trends and challenges in the global aviation industry. Acta Metall. Slovaca 2020, 26, 141–143. [Google Scholar] [CrossRef]
- Boeing: Commercial Market Outlook 2019. Available online: https://www.boeing.com/commercial/market/commercial-market-outlook/ (accessed on 28 April 2021).
- Global Market Forecast 2018-2037. Available online: https://www.airbus.com/aircraft/market/global-market-forecast.html (accessed on 29 April 2021).
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P. Machinability of Nickel Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Bonvalet, M.; Odqvist, J.; Ågren, J.; Borgenstam, A. Modelling of prismatic grain growth in cemented carbides. Int. J. Refract. Met. Hard Mater. 2019, 78, 310–319. [Google Scholar] [CrossRef]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Ortner, H.M.; Ettmayer, P.; Kolaska, H.; Smid, I. The history of the technological progress of hardmetals. Int. J. Refract. Met. Hard Mater. 2015, 49, 3–8. [Google Scholar] [CrossRef]
- Sandvik Coromant. Modern Metal Cutting: A Practical Handbook; Sandvik Coromant: Sandviken, Sweden, 1994; ISBN 978-91-972299-0-6. [Google Scholar]
- Klocke, F.; Krieg, T.; Gerschwiler, K.; Fritsch, R.; Zinkann, V.; Pöhls, M.; Eisenblätter, G. Improved cutting processes with adapted coating systems. CIRP Ann.-Manuf. Technol. 1998, 47, 65–68. [Google Scholar] [CrossRef]
- Prengel, H.G.; Jindal, P.C.; Wendt, K.H.; Santhanam, A.T.; Hegde, P.L.; Penich, R.M. A new class of high performance PVD coatings for carbide cutting tools. Surf. Coat. Technol. 2001, 139, 25–34. [Google Scholar] [CrossRef]
- Lux, B.; Colombier, C.; Altena, H.; Stjernberg, K. Preparation of alumina coatings by chemical vapour deposition. Thin Solid Film. 1986, 138, 49–64. [Google Scholar] [CrossRef]
- Abdoos, M.; Yamamoto, K.; Bose, B.; Fox-Rabinovich, G.; Veldhuis, S. Effect of coating thickness on the tool wear performance of low stress TiAlN PVD coating during turning of compacted graphite iron (CGI). Wear 2019, 422, 128–136. [Google Scholar] [CrossRef]
- Koseki, S.; Inoue, K.; Usuki, H. Damage of physical vapor deposition coatings of cutting tools during alloy 718 turning. Precis. Eng. 2016, 44, 41–54. [Google Scholar] [CrossRef]
- Schintlmeister, W.; Packer, O.; Raine, T. Wear characteristics of hard material coatings produced by chemical vapour deposition with particular reference to machining. Wear 1978, 48, 251–266. [Google Scholar] [CrossRef]
- Bonetti, R.S.; Wiprächtiger, H.; Mohn, E. CVD of titanium carbonitride at moderate temperature: Properties and applications. Met. Powder Rep. 1990, 45, 837–840. [Google Scholar] [CrossRef]
- Ramanujam, R.; Vignesh, M.; Tamiloli, N.; Sharma, N.; Srivastava, S.; Patel, A. Comparative evaluation of performances of TiAlN, AlCrN, TiAlN/AlCrN coated carbide cutting tools and uncoated carbide cutting tools on turning Inconel 825 alloy using Grey Relational Analysis. Sens. Actuators A Phys. 2018, 279, 331–342. [Google Scholar] [CrossRef]
- Renz, A.; Khader, I.; Kailer, A. Tribochemical wear of cutting-tool ceramics in sliding contact against a nickel-base alloy. J. Eur. Ceram. Soc. 2016, 36, 705–717. [Google Scholar] [CrossRef]
- Bitterlich, B.; Bitsch, S.; Friederich, K. SiAlON based ceramic cutting tools. J. Eur. Ceram. Soc. 2008, 28, 989–994. [Google Scholar] [CrossRef]
- Sørby, K.; Vagnorius, Z. High-Pressure Cooling in Turning of Inconel 625 with Ceramic Cutting Tools. Procedia CIRP 2018, 77, 74–77. [Google Scholar] [CrossRef]
- Zhuang, K.; Zhu, D.; Zhang, X.; Ding, H. Notch wear prediction model in turning of Inconel 718 with ceramic tools considering the influence of work hardened layer. Wear 2014, 313, 63–74. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Fernández-Lucio, P.; González, H. Turning of Austempered Ductile Iron with ceramic tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 484–493. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z. Cutting performance of solid ceramic end milling tools in machining hardened AISI H13 steel. Int. J. Refract. Met. Hard Mater. 2016, 55, 24–32. [Google Scholar] [CrossRef]
- Çelik, A.; Sert Alağaç, M.; Turan, S.; Kara, A.; Kara, F. Wear behavior of solid SiAlON milling tools during high speed milling of Inconel 718. Wear 2017, 378–379, 58–67. [Google Scholar] [CrossRef]
- Suárez, A.; López de Lacalle, L.N.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process. 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; Fernández-Larrinoa, J.; López de Lacalle, L.N.; Fernández-Valdivielso, A.; Pereira, O.M. Behaviour of PVD coatings in the turning of austenitic stainless steels. In Proceedings of the Procedia Engineering; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; Volume 63, pp. 133–141. [Google Scholar]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A.; de Lacalle, L.N.L. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys. J. Manuf. Process. 2020, 58, 208–222. [Google Scholar] [CrossRef]
- López De Lacalle, L.N.; Sánchez, J.A.; Lamikiz, A.; Celaya, A. Plasma assisted milling of heat-resistant superalloys. J. Manuf. Sci. Eng. Trans. ASME 2004, 126, 274–285. [Google Scholar] [CrossRef]
- González, H.; Pereira, O.; Fernández-Valdivielso, A.; de Lacalle, L.N.L.; Calleja, A. Comparison of flank super abrasive machining vs. Flank milling on Inconel® 718 surfaces. Materials 2018, 11, 1638. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ISO. ISO - ISO 8688-1:1989 - Tool Life Testing in Milling — Part 1: Face Milling; American National Standards Institute (ANSI): Columbia, WA, USA, 1989. [Google Scholar]
- Schafrik, R.E.; Ward, D.; Groh, J.R. Application of Alloy 718 in GE Aircraft Engines: Past, Present and Next Five Years. Superalloys 2001, 718, 1–11. [Google Scholar]
- Artetxe, E.; Gonzalez, H.; Calleja, A.; Fernández Valdivielso, A.; Polvorosa, R.; Lamikiz, A.; Lacalle, L. Optimised methodology for aircraft engine IBRs five-axis machining process. Int. J. Mechatron. Manuf. Syst. 2016, 9, 385. [Google Scholar] [CrossRef]
- Ezugwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Choudhury, I.A.; El-Baradie, M.A. Machinability of nickel-base super alloys: A general review. J. Mater. Process. Technol. 1998, 300, 278–284. [Google Scholar] [CrossRef]
- Behera, B.C.; Alemayehu, H.; Ghosh, S.; Rao, P.V. A comparative study of recent lubri-coolant strategies for turning of Ni-based superalloy. J. Manuf. Process. 2017, 30, 541–552. [Google Scholar] [CrossRef]
- Dudzinski, D.; Devillez, A.; Moufki, A.; Larrouquère, D.; Zerrouki, V.; Vigneau, J. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2004, 44, 439–456. [Google Scholar] [CrossRef]
- Tu, G.; Wu, S.; Liu, J.; Long, Y.; Wang, B. Cutting performance and wear mechanisms of Sialon ceramic cutting tools at high speed dry turning of gray cast iron. Int. J. Refract. Met. Hard Mater. 2016, 54, 330–334. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Cheng, X.; Xu, R.; Zhao, G. Experimental Investigation on Sialon Ceramic Inserts for Ultra-high-speed Milling of Inconel 718. Mater. Manuf. Process. 2016, 31, 633–640. [Google Scholar] [CrossRef]
- Ståhl, J.-E.; Andersson, C.; Jönsson, M. A Basic Economic Model for Judging Production Development. In Proceedings of the 1st International Swedish Production Symposium, Gothenburg, Sweden, 28–30 August 2007; Available online: https://lup.lub.lu.se/record/4016538 (accessed on 24 April 2021).
- Johansson, D.; Lindvall, R.; Windmark, C.; M’Saoubi, R.; Can, A.; Bushlya, V.; Ståhl, J.-E. Assessment of Metal Cutting Tools using Cost Performance Ratio and Tool Life Analyses. Procedia Manuf. 2019, 38, 816–823. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Co | Fe | Nb | Mo | Ti | Al | B | C | Mn | Si | Others |
| 52.5 | 19 | 1 | 17 | 5 | 3 | 1 | 0.6 | 0.01 | 0.08 | 0.35 | 0.35 | 1.79 |
| Mechanical Properties | ||||||||||||
| Hardness | Young’s Modulus | Tensile Strength | Density | Specific Heat | Melting Temp. | Thermal Conduct. | ||||||
| 42 HRC | 206 GPa | 1.73 GPa | 8470 kg/m3 | 461 J/(kg·K) | 1550 K | 15 W/(m·K) | ||||||
| Tool | Ceramic | EMT612 | ||
|---|---|---|---|---|
| AlTiN | Straight Carbide | |||
| 1A | 1B | 2 | 3 | |
| vc [m/min] | 680 | 452 | 20 | 20 |
| fz [mm/z] | 0.03 | 0.03 | 0.03 | 0.03 |
| ap [mm] | 5.6 | 5.6 | 5.6 | 5.6 |
| ae [mm] | 1.0 | 1.0 | 1.5 | 1.5 |
| Q [mm3/min] | 12.096 | 8.064 | 0.5544 | 0.5544 |
| Price [ECU] | 135 | 135 | 82 | 71 |
| Tool | Ceramic | EMT612 | ||
|---|---|---|---|---|
| 1A | 1B | 2 | 3 | |
| kA [ECU] | 135 | 135 | 82 | 71 |
| T [min] | 2.31 | 2.08 | 54.55 | 30.30 |
| kCP [ECU/h] | 67.06 | 66.97 | 71.15 | 71.15 |
| qrem [-] | 0.02 | 0.02 | 0.02 | 0.02 |
| qtct [-] | 0.02 | 0.02 | 0.02 | 0.02 |
| qQ [-] | 0.02 | 0.02 | 0.02 | 0.02 |
| te [min/cm3] | 0.08 | 0.12 | 1.80 | 1.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernández-Lucio, P.; Pereira Neto, O.; Gómez-Escudero, G.; Amigo Fuertes, F.J.; Fernández Valdivielso, A.; López de Lacalle Marcaide, L.N. Roughing Milling with Ceramic Tools in Comparison with Sintered Carbide on Nickel-Based Alloys. Coatings 2021, 11, 734. https://doi.org/10.3390/coatings11060734
Fernández-Lucio P, Pereira Neto O, Gómez-Escudero G, Amigo Fuertes FJ, Fernández Valdivielso A, López de Lacalle Marcaide LN. Roughing Milling with Ceramic Tools in Comparison with Sintered Carbide on Nickel-Based Alloys. Coatings. 2021; 11(6):734. https://doi.org/10.3390/coatings11060734
Chicago/Turabian StyleFernández-Lucio, Pablo, Octavio Pereira Neto, Gaizka Gómez-Escudero, Francisco Javier Amigo Fuertes, Asier Fernández Valdivielso, and Luis Norberto López de Lacalle Marcaide. 2021. "Roughing Milling with Ceramic Tools in Comparison with Sintered Carbide on Nickel-Based Alloys" Coatings 11, no. 6: 734. https://doi.org/10.3390/coatings11060734