
Microcracks Reduction in Laser Hardened Layers of Ductile Iron


 ,
,  and
and
Abstract
:
1. Introduction
1.1. Characteristics of the Ductile Iron and the Austempered Ductile Iron
1.2. Laser Surface Hardened Melting
1.3. Microstructure and Typical Hardness
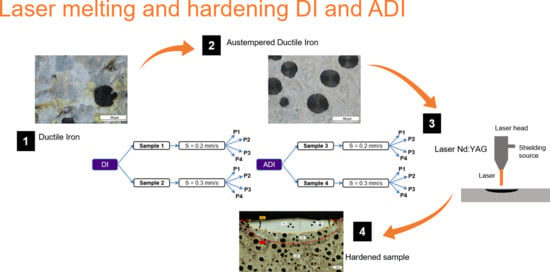
2. Materials and Methods
2.1. Ductile Iron
2.2. Austempered Ductile Iron
2.3. Experiment Design and Laser Parameters
- Two advance speeds: 0.2 and 0.3 mm/s
- Four powers: P1 = 144 W, P2 = 135 W, P3 = 120 W, P4 = 105 W
2.4. Laser Surface Melting-Hardening of DI and ADI
3. Results and Discussion
3.1. Base Material
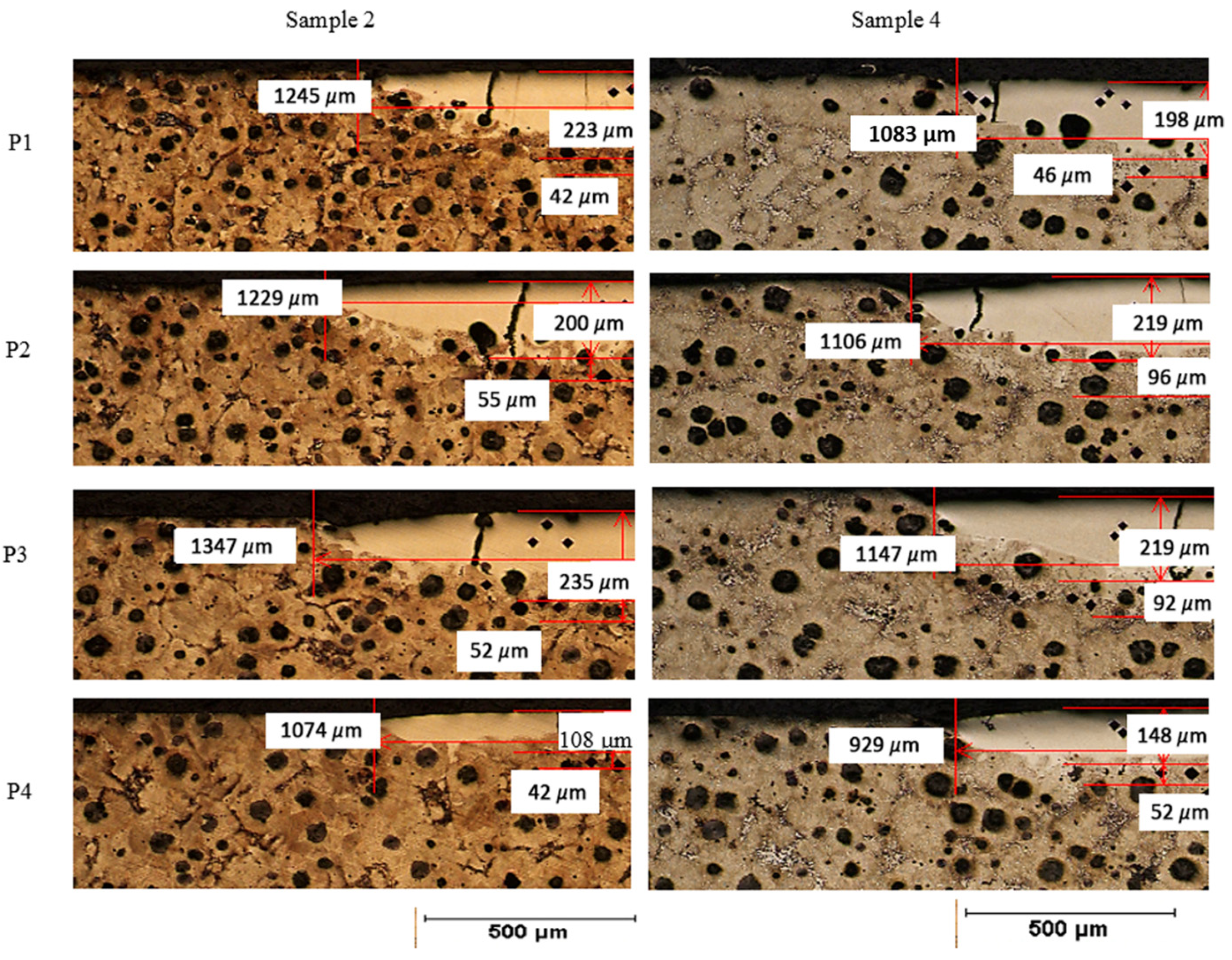
3.2. Dimensions and Morphology of the Melted Zone
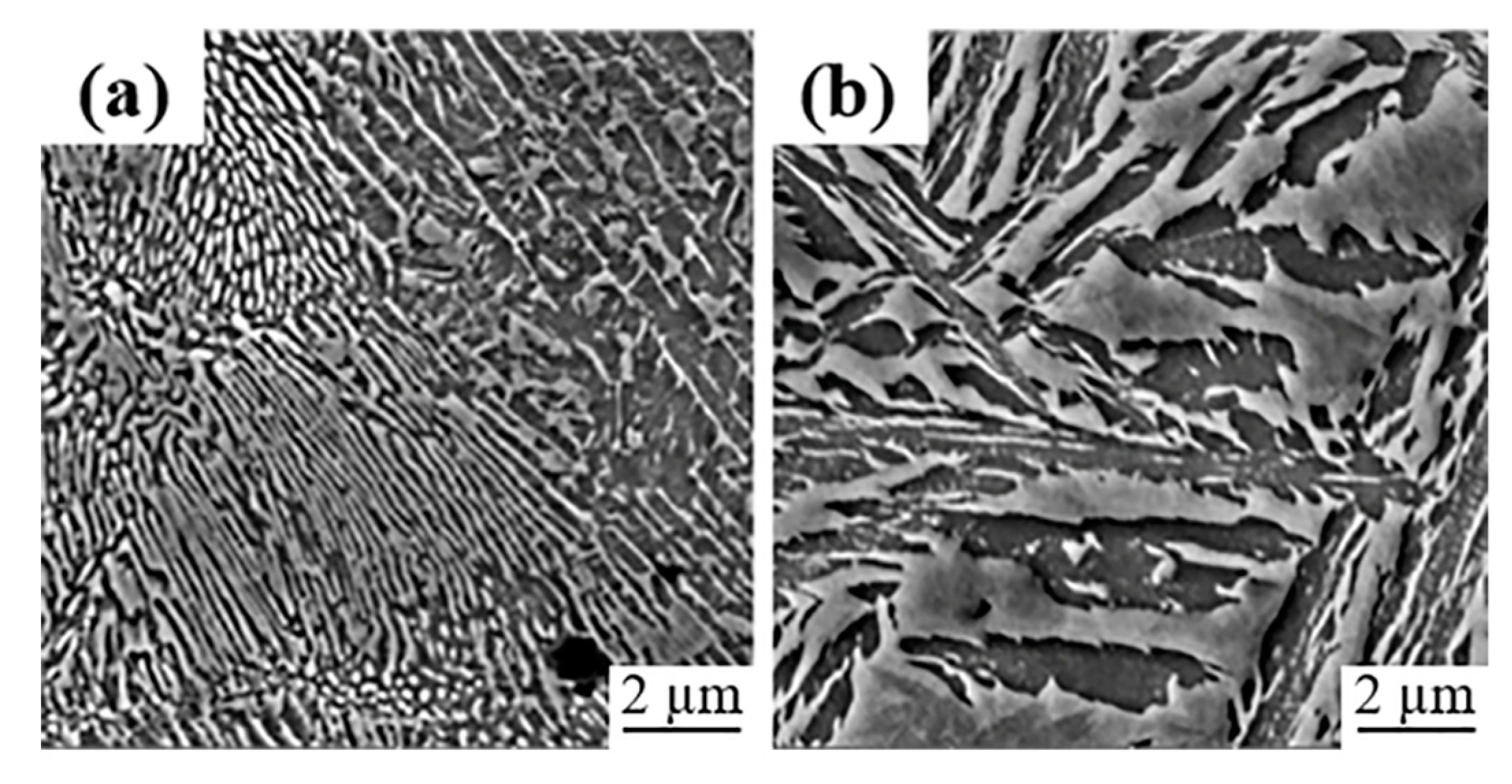
3.3. Microstructure
3.3.1. Base Metal
3.3.2. High Power Remelted Zone
3.3.3. Low Power Remelted Zone
3.3.4. HAZ
3.4. Cracks and Microhardness
3.4.1. High Hardness
3.4.2. Low Hardness
4. Conclusions
- Material = ADI
- Power = P4 (105 W)
- Speed = 0.3 mm/s
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nêmeček, S. Surface of cast iron after laser hardening. Adv. Mater. Res. 2013, 685, 92–96. [Google Scholar] [CrossRef]
- Fernández, A.; Pellizzari, M.; Arias, J. Feasibility of laser surface treatment of pearlitic and bainitic ductile irons for hot rolls. J. Mater. Process. Technol. 2012, 212, 989–1002. [Google Scholar] [CrossRef]
- Pagano, N.; Angelini, V.; Ceschini, L.; Campana, G. Laser remelting for enhancing tribological performances of a ductile iron. Proc. CIRP 2016, 41, 987–991. [Google Scholar] [CrossRef] [Green Version]
- Riposan, I.; Chisamera, A.; Stan, S. Control of surface graphite degeneration in ductile iron for windmill applications. Am. Found. Soc. 2013, 7, 9–20. [Google Scholar] [CrossRef]
- Polishetty, A.; Singamneni, S.; Littlefair, G. A comparative assessment of austempered ductile iron as a substitute in weight reduction applications. In Proceedings of the International Manufacturing Science and Engineering Conference, Evanston, IL, USA, 7–10 October 2008; pp. 49–57. [Google Scholar]
- Rathod, M.; Deore, H. Laser surface hardening of ductile irons. In Proceedings of the International Conference on Automotive Materials & Manufacturing, Pune, India, 28–30 April 2014; pp. 1–5. [Google Scholar] [CrossRef]
- Lefevre, J.; Hayrynen, K. Austempered materials for powertrain applications. J. Mater. Eng. Perform. 2013, 22, 1914–1922. [Google Scholar] [CrossRef] [Green Version]
- Meena, A.; Mansori, M. Study of dry and minimum quantity lubrication drilling of novel austempered ductile iron (ADI) for automotive applications. Wear 2011, 27, 2412–2416. [Google Scholar] [CrossRef]
- Harding, R. The production, properties and automotive applications of austempered ductile iron. Kov. Mater. 2007, 45, 1–16. [Google Scholar]
- Benyonius, K.; Fakron, O.; Abboud, J.; Olabi, A.; Hashmi, M. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Lu, G.-X.; Zhang, H. Sliding wear characteristics of austempered ductile iron with and without laser hardening. Wear 1990, 138, 1–12. [Google Scholar]
- Fischer, S.; Muschna, S.; Bührig-Polaczek, A.; Bünck, M. In-situ surface hardening of cast iron by surface layer metallurgy. Mater. Sci. Eng. A 2014, 615, 61–69. [Google Scholar] [CrossRef]
- Li, Y.; Liu, J. Experimental Study of Laser Surface Treatment of Low-carbon Ductile Iron. Appl. Mech. Mater. 2012, 155–156, 965–968. [Google Scholar] [CrossRef]
- López, V.; Bello, J.M.; Ruíz, J.; Fernández, B.J. Surface laser treatment of ductile irons. J. Mater. Sci. 1994, 29, 4216–4224. [Google Scholar] [CrossRef]
- Wang, H.; Bergmann, H. Rapid Graphitization of a Pulsed Laser Remelted Ductile Cast Iron during Multipass Overlap Melting. Metall. Mater. Trans. A 1995, 26, 793–800. [Google Scholar] [CrossRef]
- Heydarzadeh, M.; Ebrahimi, M.; Ghasemi, H.; Shahripour, A. Microstructural study of surface melted and chromium surface alloyed ductile iron. Appl. Surf. Sci. 2012, 258, 7348–7353. [Google Scholar]
- Sun, G.; Zhou, R.; Li, P.; Feng, A.; Zhang, Y. Laser surface alloying of C-B-W-Cr powders on nodular cast iron rolls. Surf. Coat. Technol. 2011, 205, 2747–2754. [Google Scholar] [CrossRef]
- Li, Z.-Y.; Zhao, H.-Y.; Gu, Y.; Zhong, M.-L.; Zhang, B.; Zhang, H.-J.; Liu, W.-J.; Ren, Z.-Y.; Yang, M.-J.; Li, H.-Q. Fatigue crack propagation in laser alloyed ductile cast iron surface. J. Laser Appl. 2013, 25. [Google Scholar] [CrossRef]
- Soriano, C.; Lamnbarri, J.; García, V.; Leunda, C.S.Y.L. Effect of laser surface hardening on the microstructure, hardness and residual stresses of austempered ductile iron grades. Appl. Surf. Sci. 2011, 257, 7101–7106. [Google Scholar] [CrossRef]
- Li, D.-Y.; Xu, Z.-Y.; Ma, X.-L.; Shi, D.-Q. Review of current research and application of ductile cast iron quality monitoring technologies in Chinese foundry industry. China Foundry 2015, 12, 239–250. [Google Scholar]
- Deore, H.; Rathod, M.; Hiwarkar, V. Influence of laser surface hardening on microstructure and mechanical properties of austempered ductile iron. In Proceedings of the International Conference on Ideas, Impact and Innovation in Mechanical Engineering (ICIIIME 2017), Pune, India, 1–2 June 2017; Volume 5, pp. 1126–1132. [Google Scholar]
- da Costa, A.R.; Craievich, A.; Vilar, R. Phase transitions in Nb rich coating produced by laser alloying: A synchrotron radiation diffraction study. Mater. Sci. Eng. 2001, 336, 215–218. [Google Scholar] [CrossRef] [Green Version]
- Alabeedi, K.; Abboud, J.; Benyounis, K. Microstructure and erosion resistance enhancement of nodular cast iron by laser melting. Wear 2009, 266, 925–933. [Google Scholar] [CrossRef]
- Chen, Y.; Gan, C.; Wang, L.; Yua, G.; Kaplan, A. Laser surface modified ductile iron by pulsed Nd:YAG laser beam with two-dimensional array distribution. Appl. Surf. Sci. 2005, 245, 316–321. [Google Scholar] [CrossRef] [Green Version]
- Grum, J.; Sturm, R. Laser surface melt hardening of gray and nodular irons. Appl. Surf. Sci. 1997, 109–110, 128–132. [Google Scholar] [CrossRef]
- Roy, A.; Manna, I. Laser surface engineering to improve wear resistance of austempered ductile iron. Mater. Sci. Eng. A 2001, 297, 85–93. [Google Scholar] [CrossRef]
- Putatunda, S.; Bartosiewicz, L.; Hull, R.; Lander, M. Laser Hardening of Austempered Ductile Cast Iron (ADI). Mater. Manuf. Process. 1997, 12, 137–151. [Google Scholar] [CrossRef]
- Amirsadeghi, A.; Heydarzadeh, M.; Kashani, S. Effects of TIG Surface Melting and Chromium Surface Alloying on Microstructure Hardness and Wear Resistance of ADI. J. Iron Steel Res. Int. 2008, 15, 86–94. [Google Scholar] [CrossRef]
- Saretta, A.; Goldenstein, H.; Guesser, W.; de Campos, M. Quenching and partitioning heat treatment in ductile cast irons. Mater. Res. 2014, 17, 115–1123. [Google Scholar]
- Visscher, H.; de Rooij, M.; Vroegop, P.; Schipper, D. The influence of laser line hardening of carbon steel AISI 1045 on the lubricated wear against steel AISI 52100. Wear 1995, 181–183, 638–647. [Google Scholar] [CrossRef] [Green Version]
- ASTM A536-84(2019). Standard Specification for Ductile Iron Castings; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Gumienny, G.; Kurowska, B. Analysis of the graphite shape in cast iron obtaining by inmold process. Arch. Foundry Eng. 2015, 15, 15–20. [Google Scholar]
- Medynski, D.; Janus, A.; Samociuk, B.; Checmanowski, J. Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron. Metals 2018, 8, 341. [Google Scholar] [CrossRef] [Green Version]
- Mahmoud, A.; Mohamed, M. Laser surface hardening of ductile cast iron. Mach. Technol. Mater. 2013, 12, 8–11. [Google Scholar]
- Li, S.; Hu, Q.-W.; Zeng, X.-Y.; Ji, S.-Q. Effect of carbon content on the microstructure and the cracking susceptibility of Fe-based laser-clad layer. Appl. Surf. Sci. 2005, 240, 63–70. [Google Scholar] [CrossRef]
- Wulin, S.; Beidi, Z.; Changsheng, X.; Wei, H.; Krun, C. Cracking susceptibility of a laser-clad layer as related to the melting properties of the cladding alloy. Surf. Coat. Technol. 1999, 115, 270–272. [Google Scholar] [CrossRef]
- Pérez, M.; Cisneros, M.; López, H. Wear resistance of Cu–Ni–Mo austempered ductile iron. Wear 2006, 260, 879–885. [Google Scholar] [CrossRef]
- Grum, J.; Sturm, R. Microstructure analysis of nodular iron 400-l 2 after laser surface melt hardening. Mater. Charact. 1996, 37, 81–88. [Google Scholar] [CrossRef]
- Janicki, D.; Górka, J.; Kwasny, W.; Pakieła, W.; Matus, K. Influence of solidification conditions on the microstructure of laser-surface-melted ductile cast iron. Materials 2020, 13, 1174. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cu | Mo | Ni | Mg | Cr | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 3.52 | 2.11 | 0.32 | 0.39 | 0.21 | 0.33 | 0.05 | 0.15 | 0.025 | Bal. |
| S1_P1 | S1_P2 | S1_P3 | S1_P4 | S3_P1 | S3_P2 | S3_P3 | S3_P4 | |
|---|---|---|---|---|---|---|---|---|
| Width (µm) | 1609 | 1824 | 1458 | 1243 | 1404 | 1258 | 1306 | 1202 |
| Depth melting (µm) | 371 | 385 | 258 | 254 | 246 | 185 | 198 | 123 |
| Thickness HAZ (µm) | 77 | >10 | 63 | 46 | 69 | 104 | 112 | 81 |
| S2_P1 | S2_P2 | S2_P3 | S2_P4 | S4_P1 | S4_P2 | S4_P3 | S4_P4 | |
|---|---|---|---|---|---|---|---|---|
| Width (µm) | 1245 | 1229 | 1347 | 1074 | 1083 | 1106 | 1147 | 929 |
| Depth melting (µm) | 223 | 200 | 235 | 108 | 198 | 219 | 219 | 148 |
| Thickness HAZ (µm) | 42 | 55 | 52 | 42 | 46 | 96 | 92 | 52 |
| H1 (HV) | H2 (HV) | H3 (HV) | H4 (HV) | |
|---|---|---|---|---|
| S1_P1 | 1022 | 846 | 335 | 1055 |
| S1_P2 | 1145 | 748 | 268 | 1017 |
| S1_P3 | 872 | 529 | 327 | 673 |
| S1_P4 | 633 | 606 | 363 | 565 |
| S2_P1 | 731 | 397 | 317 | 750 |
| S2_P2 | 695 | 410 | 318 | 563 |
| S2_P3 | 738 | 610 | 314 | 780 |
| S2_P4 | 662 | 571 | 305 | 765 |
| S3_P1 | 968 | 560 | 415 | 908 |
| S3_P2 | 557 | 573 | 424 | 623 |
| S3_P3 | 609 | 561 | 358 | 648 |
| S3_P4 | 542 | 674 | 401 | 565 |
| S4_P1 | 867 | 569 | 308 | 713 |
| S4_P2 | 724 | 647 | 413 | 643 |
| S4_P3 | 898 | 606 | 353 | 939 |
| S4_P4 | 721 | 576 | 394 | 667 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hurtado-Delgado, E.; Huerta-Larumbe, L.; Miranda-Pérez, A.; Aguirre-Sánchez, Á. Microcracks Reduction in Laser Hardened Layers of Ductile Iron. Coatings 2021, 11, 368. https://doi.org/10.3390/coatings11030368
Hurtado-Delgado E, Huerta-Larumbe L, Miranda-Pérez A, Aguirre-Sánchez Á. Microcracks Reduction in Laser Hardened Layers of Ductile Iron. Coatings. 2021; 11(3):368. https://doi.org/10.3390/coatings11030368
Chicago/Turabian StyleHurtado-Delgado, Eduardo, Lizbeth Huerta-Larumbe, Argelia Miranda-Pérez, and Álvaro Aguirre-Sánchez. 2021. "Microcracks Reduction in Laser Hardened Layers of Ductile Iron" Coatings 11, no. 3: 368. https://doi.org/10.3390/coatings11030368