
Enhancing Flame Resistance of Cellulosic Fibers Using an Ecofriendly Coating

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
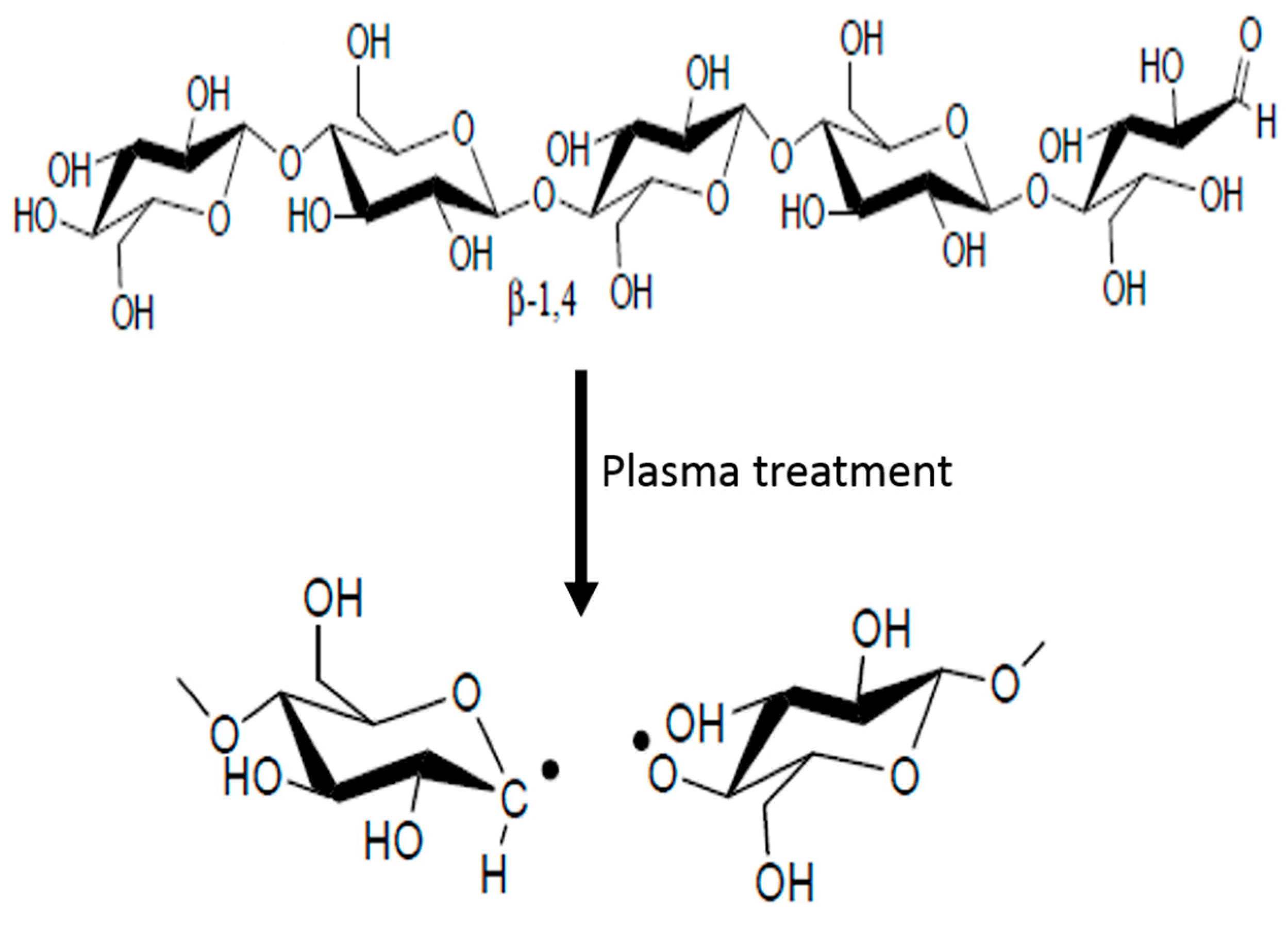
2.2.1. Plasma Treatment
2.2.2. Grafted Polymerization
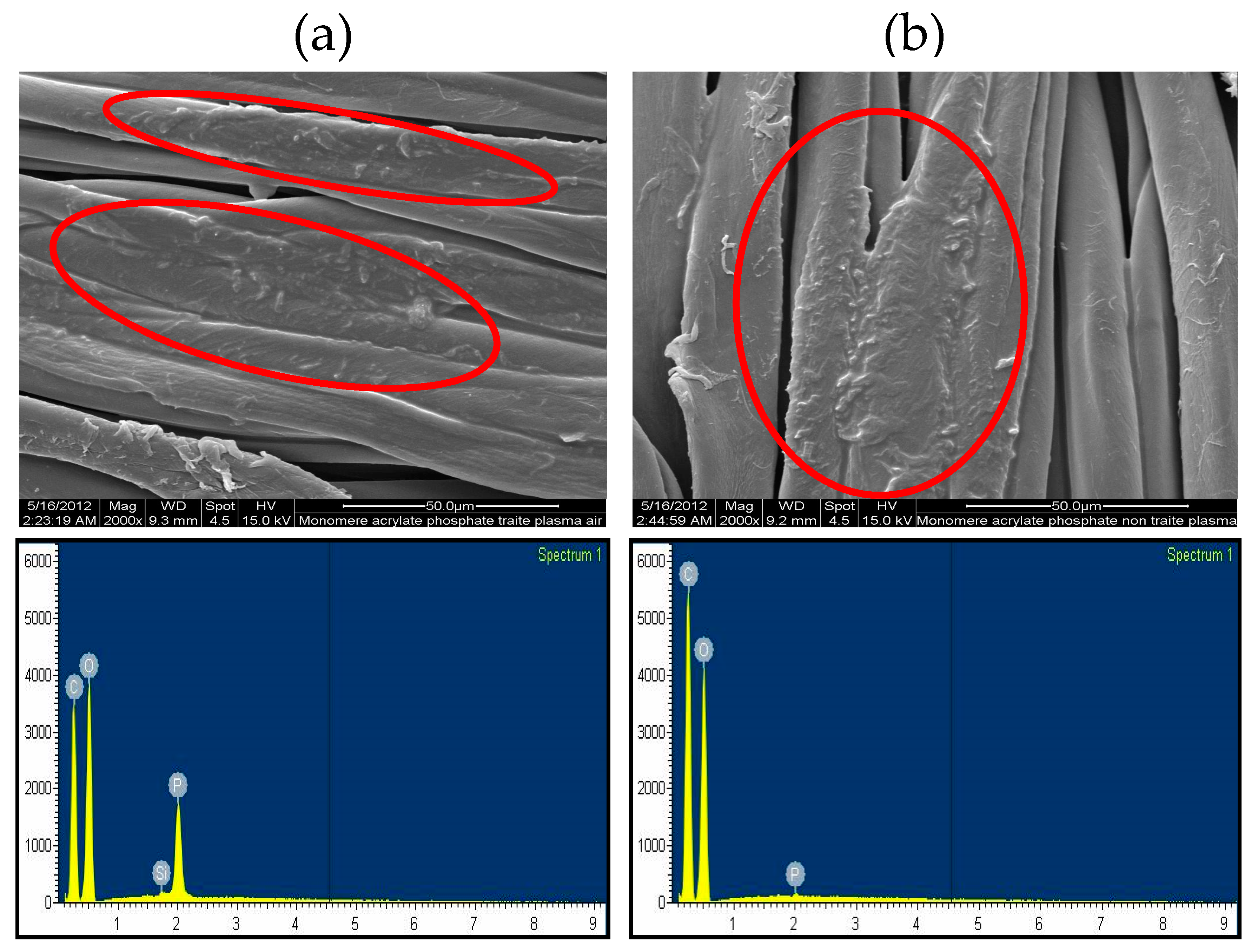
2.2.3. Phosphorus Monomer Immobilization Assay
2.3. Characterization and Measurements
2.3.1. Scanning Electron Microscopy
2.3.2. Attenuated Total Reflectance Fourier-Transform Infrared Spectroscopy
2.3.3. Water Contact Angle
2.3.4. Mechanical Properties
2.3.5. Flame Retardant Test
2.3.6. Evaluation of Laundering Durability
3. Results and Discussion
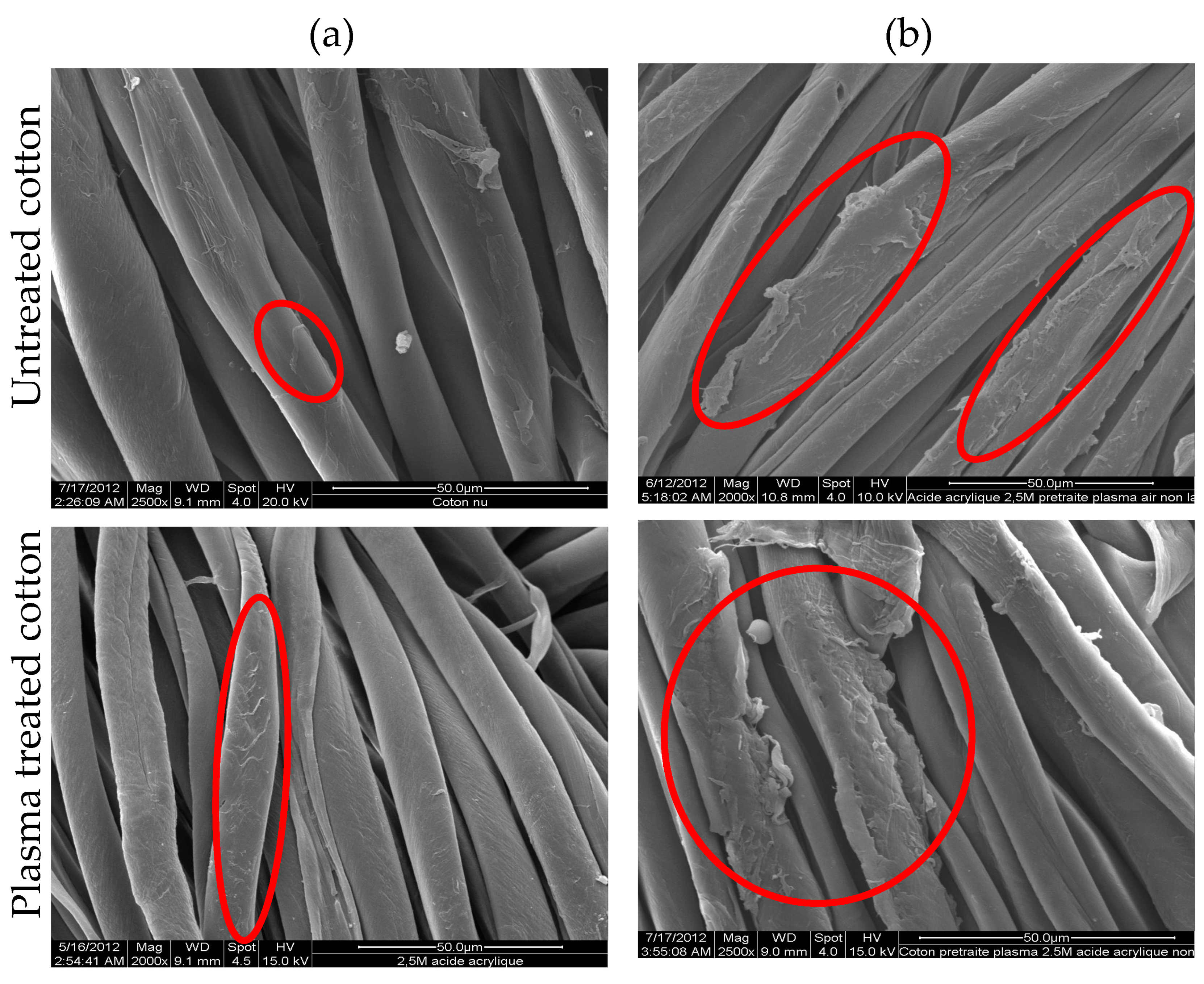
3.1. Morphological Structure
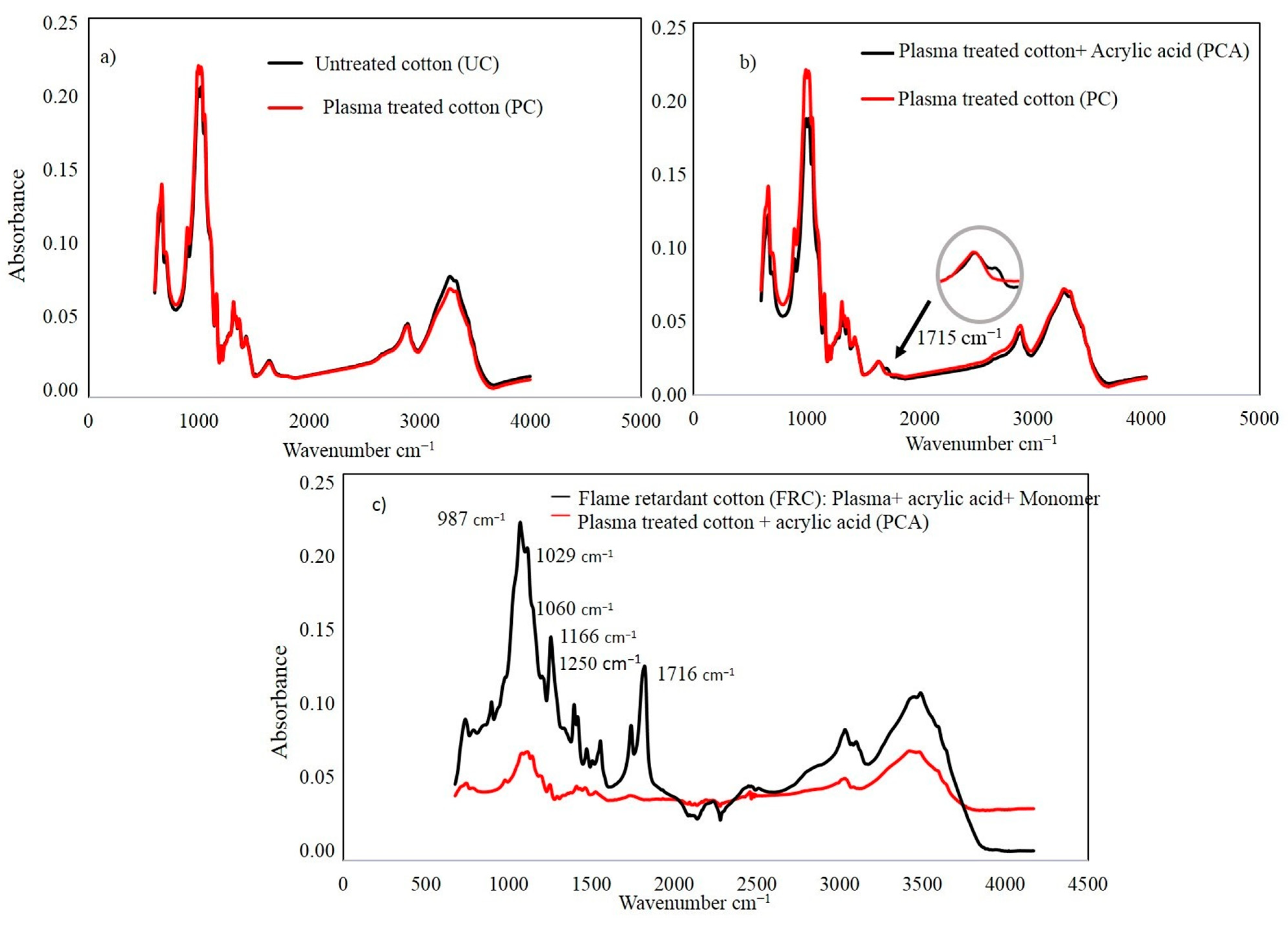
3.2. ATR-FTIR Results
3.3. Assessment of the Surface Wettability
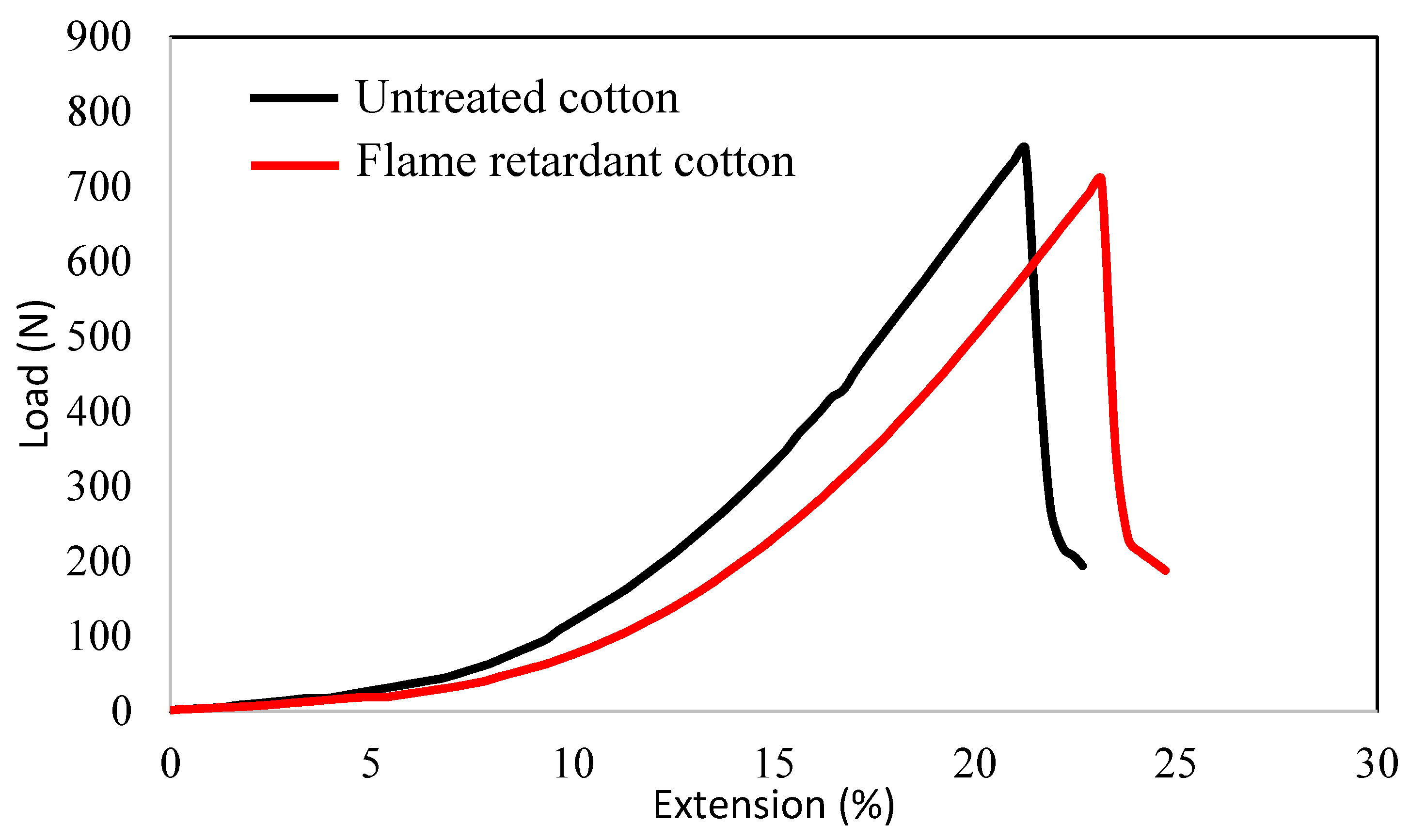
3.4. Mechanical Properties
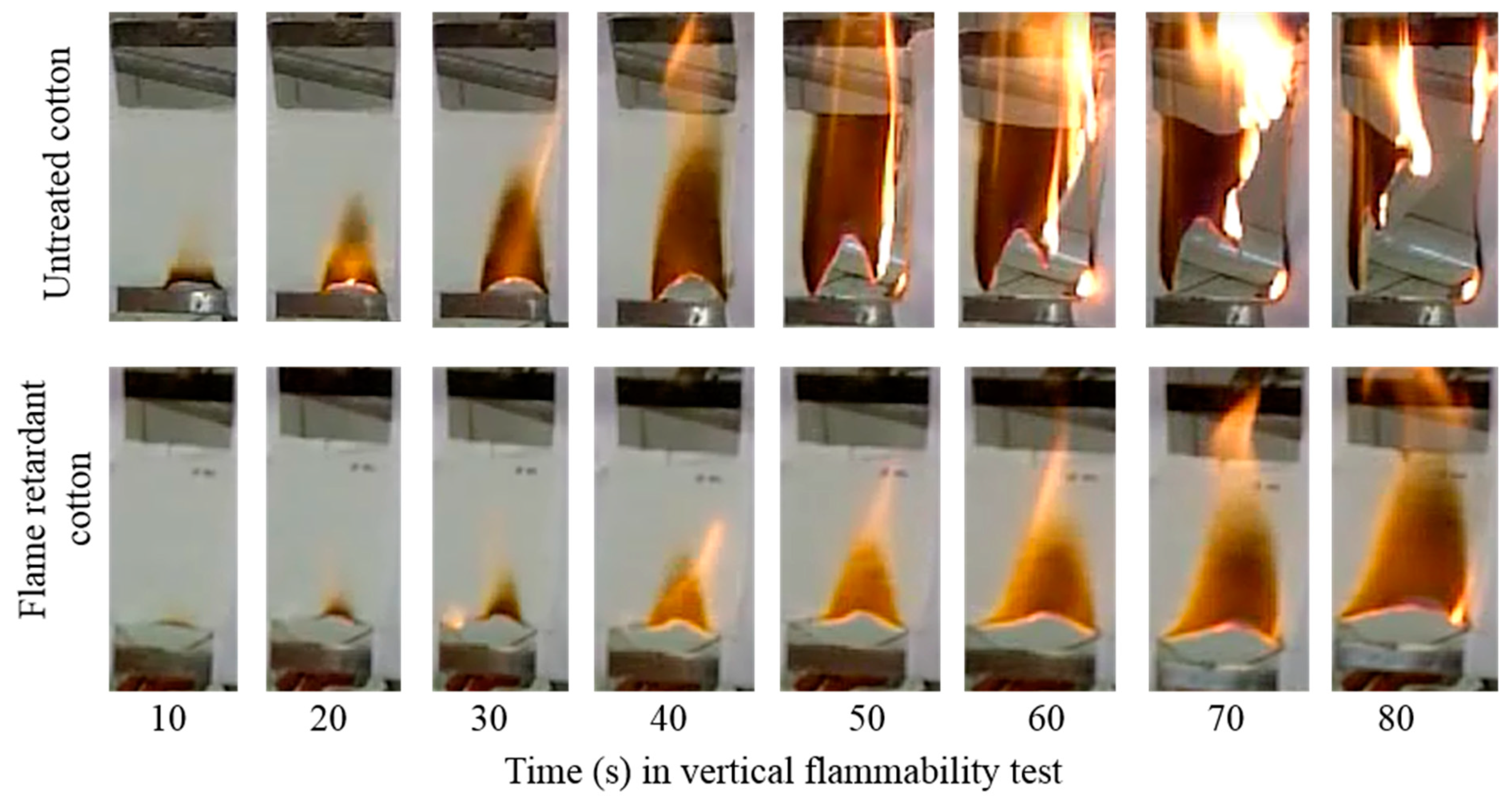
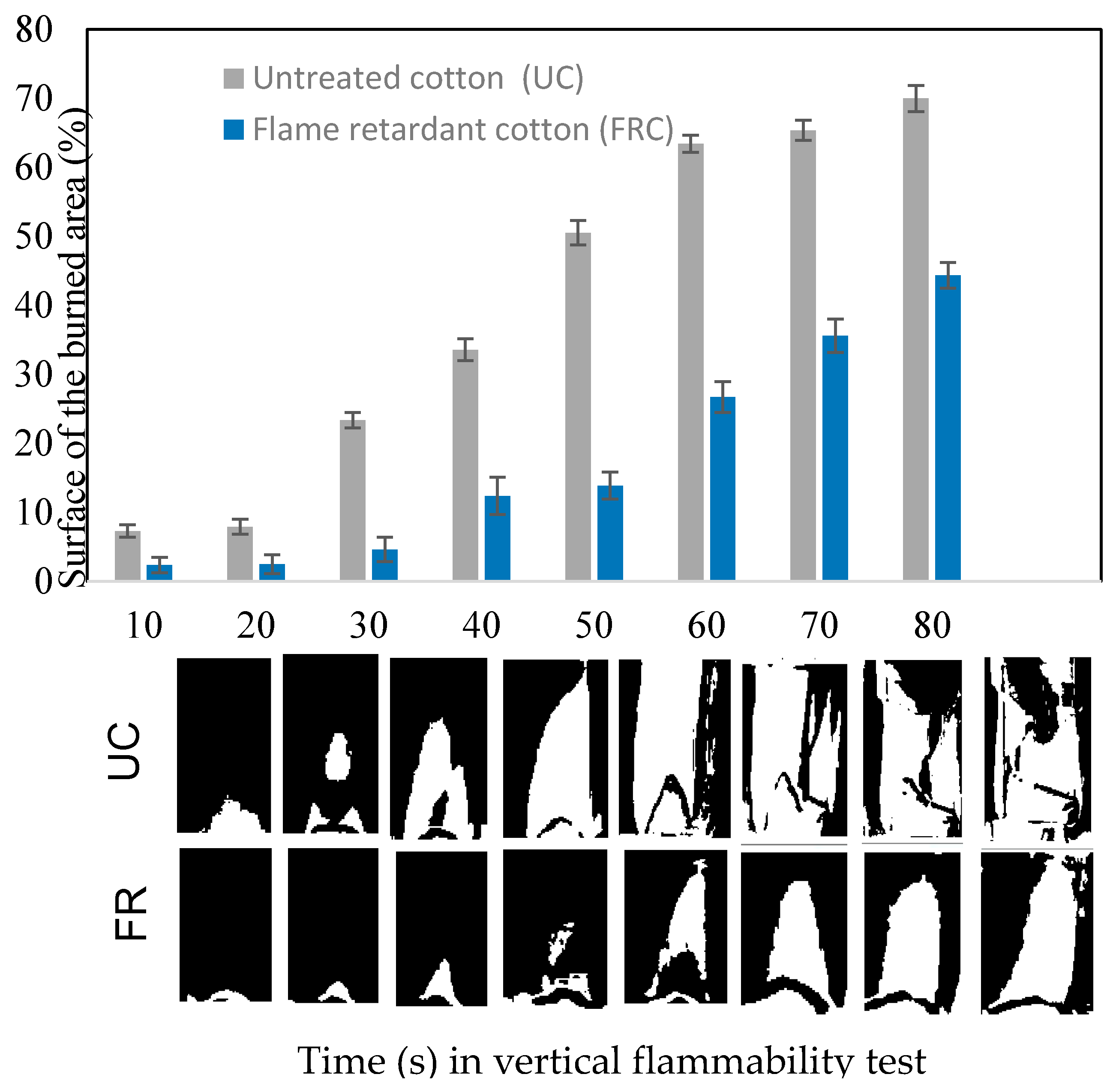
3.5. Flammability
3.6. Laundering Durability
4. Conclusions
- -
- The coating showed significant flame-retardant properties compared to untreated fibers.
- -
- The plasma treatment enhanced the graft polymerization of acrylic acid onto cellulosic fibers.
- -
- The coating of cellulosic fabric appeared not to affect the mechanical behavior of the cotton.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khanzada, H.; Khan, M.Q.; Kayani, S. Cotton Based Clothing. In Cotton Science and Processing Technology; Springer: Cham, Switzerland, 2020; pp. 377–391. [Google Scholar]
- Salmeia, K.A.; Jovic, M.; Ragaisiene, A.; Rukuiziene, Z.; Milasius, R.; Mikucioniene, D.; Gaan, S. Flammability of cellulose-based fibers and the effect of structure of phosphorus compounds on their flame retardancy. Polymers 2016, 8, 293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salmeia, K.A.; Gaan, S.; Malucelli, G. Recent advances for flame retardancy of textiles based on phosphorus chemistry. Polymers 2016, 8, 319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Samanta, K.K.; Basak, S.; Chattopadhyay, S. Sustainable Flame-Retardant Finishing of Textiles: Advancement in Technology. In Handbook of Sustainable Apparel Production; CRC Press: Boca Raton, FL, USA, 2015; pp. 64–89. [Google Scholar]
- Moiz, A.; Padhye, R.; Wang, X. Durable superomniphobic surface on cotton fabrics via coating of silicone rubber and fluoropolymers. Coatings 2018, 8, 104. [Google Scholar] [CrossRef] [Green Version]
- Billah, S.M.R. Textile Coatings. In Functional Polymers; Jafar Mazumder, M.A., Sheardown, H., Al-Ahmed, A., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 825–882. [Google Scholar] [CrossRef]
- Mazumder, M.A.J.; Sheardown, H.; Al-Ahmed, A. Functional Polymers; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Munna, M.K.H. Eco-friendly modified silicone poly-acrylate binder synthesis and application of textiles pigment printing. Am. J. Appl. Chem. 2016, 4, 201–206. [Google Scholar]
- David, D.; Arkerman, H. Evaluation of the oral toxicity of formaldehyde in rats. Universa Med. 2008, 27, 106–112. [Google Scholar]
- El Hage, R.; Khalaf, Y.; Lacoste, C.; Nakhl, M.; Lacroix, P.; Bergeret, A. A flame retarded chitosan binder for insulating miscanthus/recycled textile fibers reinforced biocomposites. J. Appl. Polym. Sci. 2019, 136, 47306. [Google Scholar] [CrossRef]
- Freedman, D.; Payauys, A.; Karanfil, T. The effect of nutrient deficiency on removal of organic solvents from textile manufacturing wastewater during activated sludge treatment. Environ. Technol. 2005, 26, 179–188. [Google Scholar] [CrossRef]
- Brik, M.; Schoeberl, P.; Chamam, B.; Braun, R.; Fuchs, W. Advanced treatment of textile wastewater towards reuse using a membrane bioreactor. Process Biochem. 2006, 41, 1751–1757. [Google Scholar] [CrossRef]
- El-Molla, M.; Schneider, R. Development of ecofriendly binders for pigment printing of all types of textile fabrics. Dyes Pigment. 2006, 71, 130–137. [Google Scholar] [CrossRef]
- Abd Jelil, R. A review of low-temperature plasma treatment of textile materials. J. Mater. Sci. 2015, 50, 5913–5943. [Google Scholar] [CrossRef]
- Parvinzadeh, M.; Ebrahimi, I. Atmospheric air-plasma treatment of polyester fiber to improve the performance of nanoemulsion silicone. Appl. Surf. Sci. 2011, 257, 4062–4068. [Google Scholar] [CrossRef]
- Ghosh, P.; Das, D. Modification of cotton by acrylic acid (AA) in the presence of NaH2PO4 and K2S2O8 as catalysts under thermal treatment. Eur. Polym. J. 2000, 36, 2505–2511. [Google Scholar] [CrossRef]
- Mohamed, H.; El-Halwagy, A.; Garamoon, A. Plasma Application in Textiles. J. Text. Color. Polym. Sci. 2019, 16, 15–32. [Google Scholar] [CrossRef]
- Gargoubi, S.; Chaouch, W.; Stambouli, M.; Bhouri, N.; Boudokhane, C.; Zouari, R. Getting rid of the unpleasant odor in new artificial leather using natural and synthetic fragrances. Chem. Ind. Chem. Eng. Q. 2019, 25, 141–151. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Torres, J.; Sylla, D.; Molina, L.; Crespo, E.; Mota, J.; Bautista, L. Surface modification of cellulosic substrates via atmospheric pressure plasma polymerization of acrylic acid: Structure and properties. Appl. Surf. Sci. 2014, 305, 292–300. [Google Scholar] [CrossRef]
- Edwards, B.; El-Shafei, A.; Hauser, P.; Malshe, P. Towards flame retardant cotton fabrics by atmospheric pressure plasma-induced graft polymerization: Synthesis and application of novel phosphoramidate monomers. Surf. Coat. Technol. 2012, 209, 73–79. [Google Scholar] [CrossRef]
- Liu, P.-S.; Chen, Q.; Wu, S.-S.; Shen, J.; Lin, S.-C. Surface modification of cellulose membranes with zwitterionic polymers for resistance to protein adsorption and platelet adhesion. J. Membr. Sci. 2010, 350, 387–394. [Google Scholar] [CrossRef]
- Lee, S.-D.; Hsiue, G.-H.; Chang, P.C.-T.; Kao, C.-Y. Plasma-induced grafted polymerization of acrylic acid and subsequent grafting of collagen onto polymer film as biomaterials. Biomaterials 1996, 17, 1599–1608. [Google Scholar] [CrossRef]
- Jang, J.; Jeong, Y.-K. Synthesis and flame-retardancy of UV-curable methacryloyloxy ethyl phosphates. Fibers Polym. 2008, 9, 667. [Google Scholar] [CrossRef]
- Wang, J.; Chen, X.; Reis, R.; Chen, Z.; Milne, N.; Winther-Jensen, B.; Kong, L.; Dumée, L.F. Plasma modification and synthesis of membrane materials—A mechanistic review. Membranes 2018, 8, 56. [Google Scholar] [CrossRef] [Green Version]
- Tang, K.-P.M.; Kan, C.-W.; Fan, J.-T.; Sarkar, M.K.; Tso, S.-L. Flammability, comfort and mechanical properties of a novel fabric structure: Plant-structured fabric. Cellulose 2017, 24, 4017–4031. [Google Scholar] [CrossRef]
- Gallo, E. Progress in Polyesters Flame Retardancy: New Halogen-Free Formulations. Ph.D. Thesis, Universita Degli Studi Di Napoli Federico II, Napoli, Italy, 2009. [Google Scholar]
- Kind, D.J. Formulation and Burning Behaviour of Fire Retardant Polyisoprene Rubbers. Ph.D. Thesis, University of Central Lancashire, Preston, UK, 2011. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Untreated Cotton | Flame-Retardant Cotton | |
|---|---|---|
| Maximum breaking strength (N) | 750 ± 6 | 710 ± 9 |
| Elongation at break (%) | 20 ± 4 | 23 ± 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zouari, R.; Gargoubi, S. Enhancing Flame Resistance of Cellulosic Fibers Using an Ecofriendly Coating. Coatings 2021, 11, 179. https://doi.org/10.3390/coatings11020179
Zouari R, Gargoubi S. Enhancing Flame Resistance of Cellulosic Fibers Using an Ecofriendly Coating. Coatings. 2021; 11(2):179. https://doi.org/10.3390/coatings11020179
Chicago/Turabian StyleZouari, Riadh, and Sondes Gargoubi. 2021. "Enhancing Flame Resistance of Cellulosic Fibers Using an Ecofriendly Coating" Coatings 11, no. 2: 179. https://doi.org/10.3390/coatings11020179