Nano-Surface Composite Coating Reinforced by Ta2C, Al2O3 and MWCNTs Nanoparticles for Aluminum Base via FSP

 ,
,  , ,
, , 
Abstract
:1. Introduction
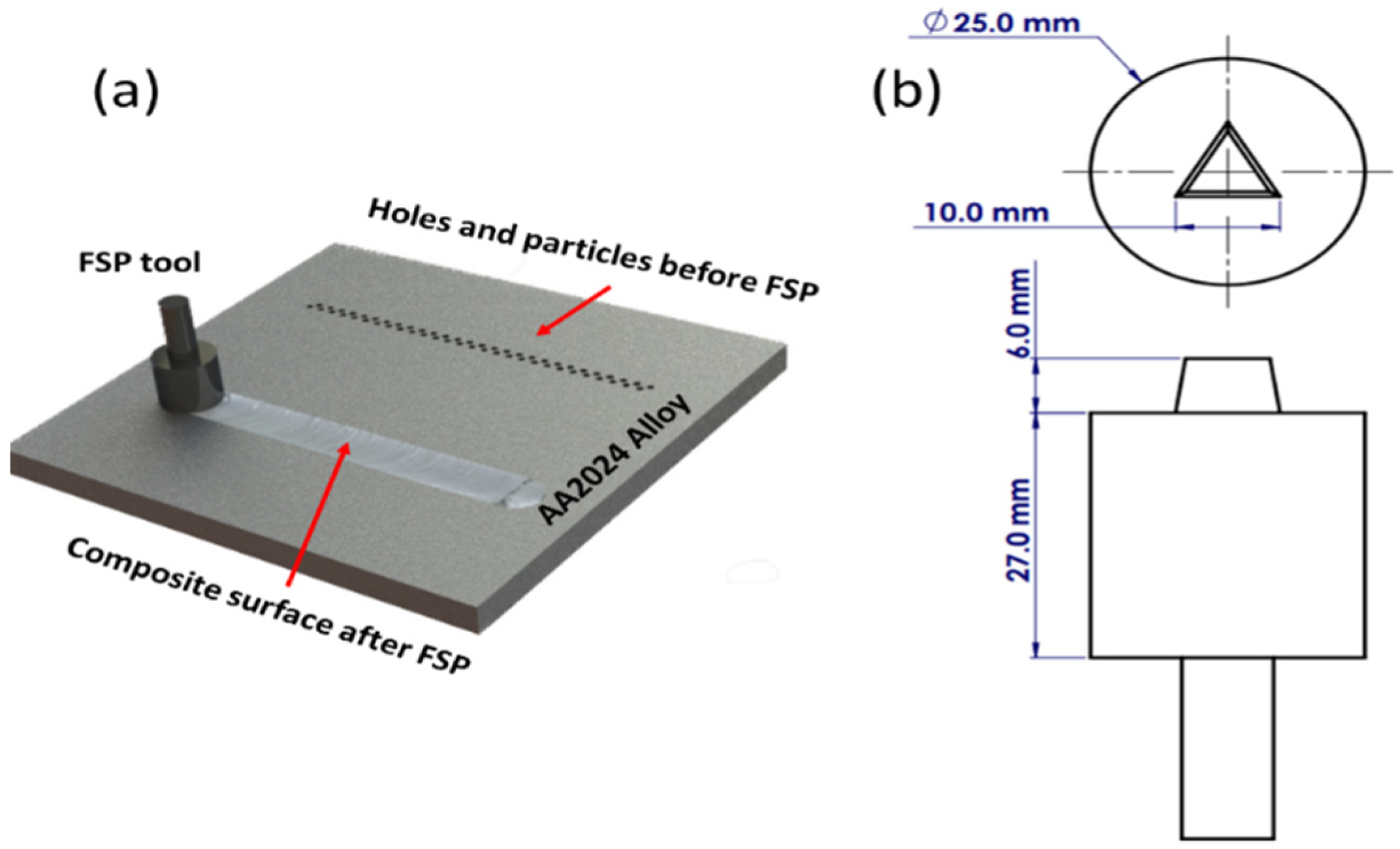
2. Materials and Methods
3. Results and Discussion
4. Microstructure Analysis
5. Hardness Characterization
6. Conclusions
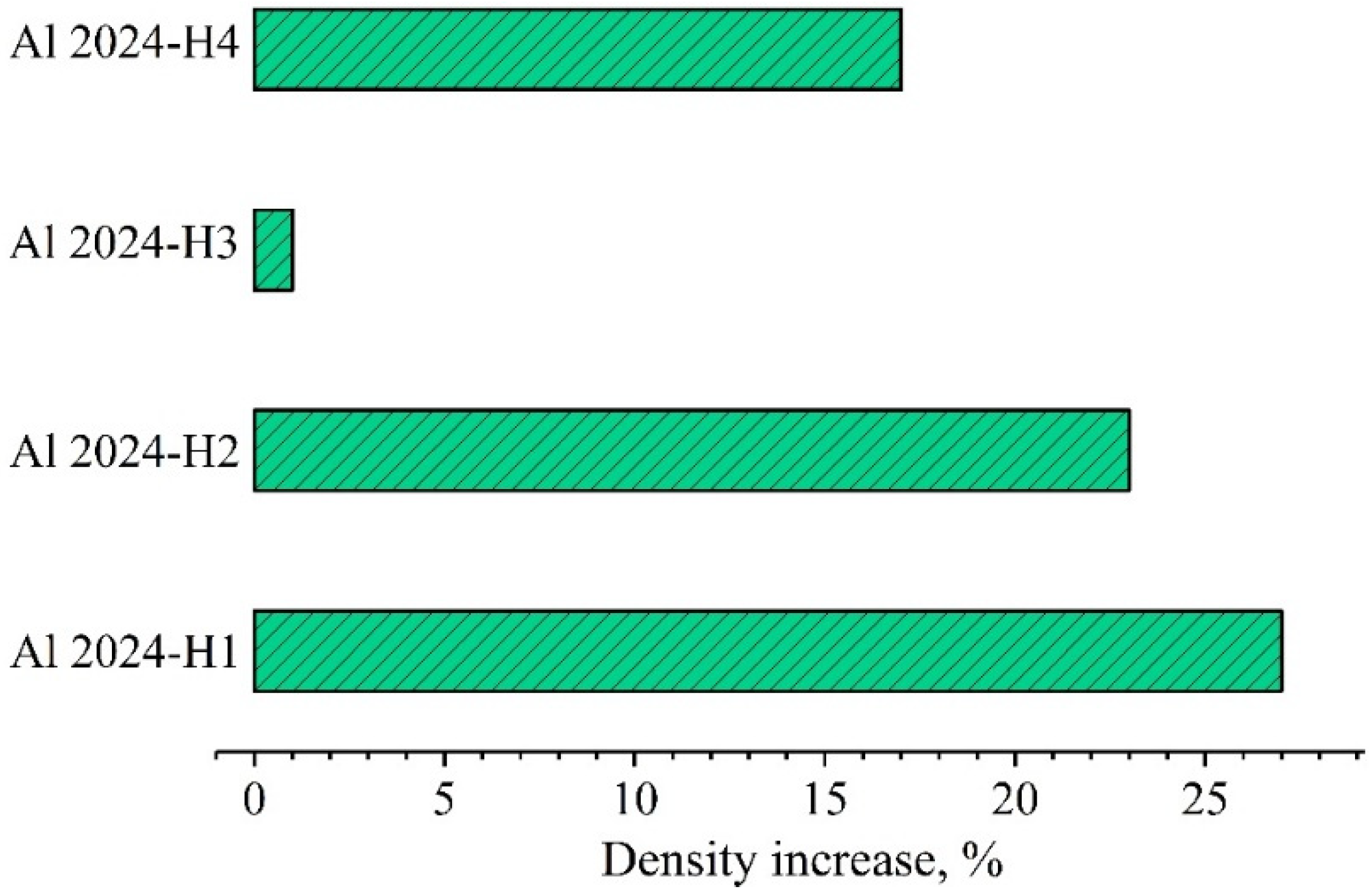
- The incorporation of the different dual and triple reinforcement increased the density of the fabricated composites. The Ta2C particles were the most important reinforcement in increasing the density as they have extremely high density compared to the other reinforcement materials. The maximum increase in density, 27%, was observed for Al 2024/Ta2C + Al2O3, while the minimum, 1%, was observed for Al 2024/Al2O3 + MWCNTs.
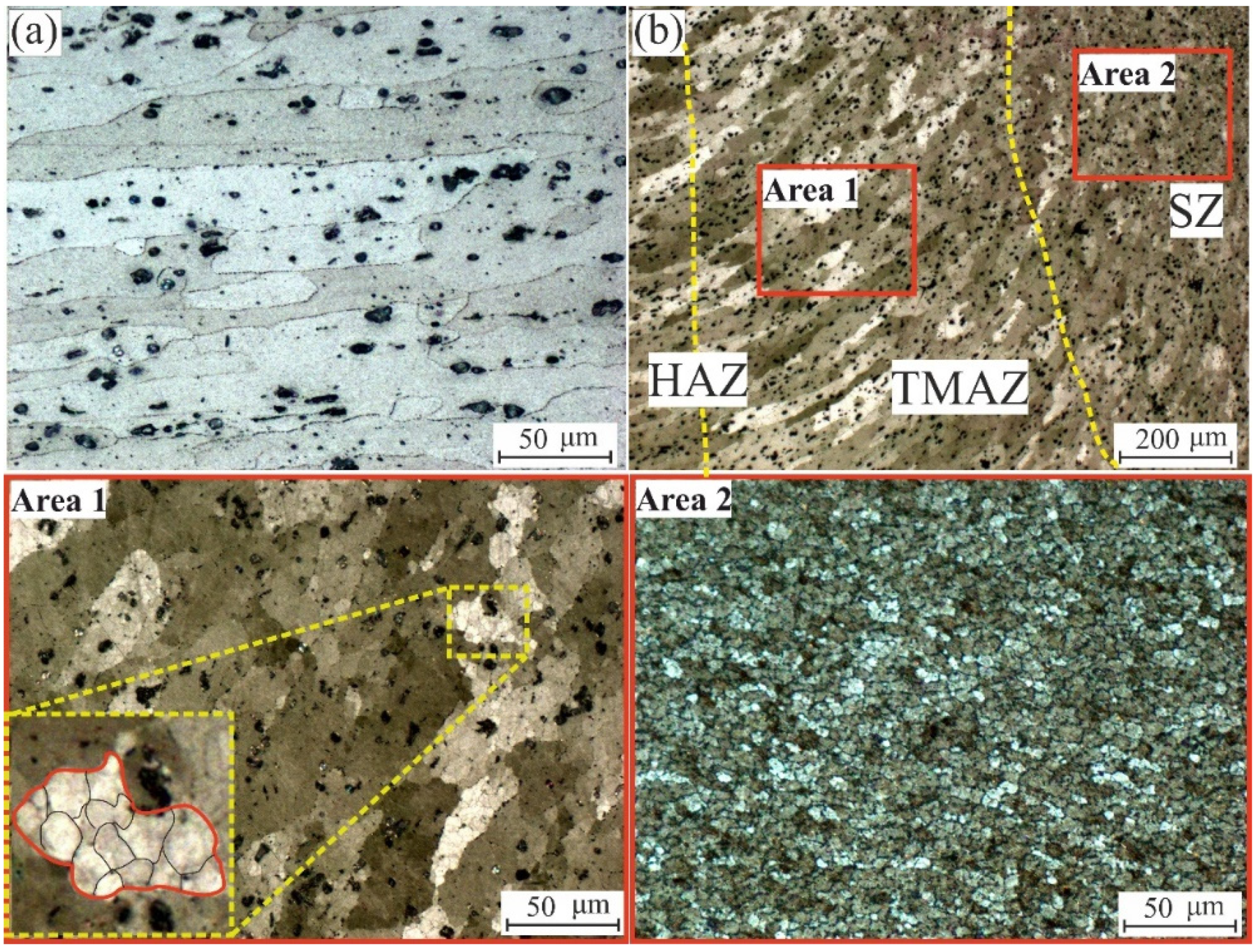
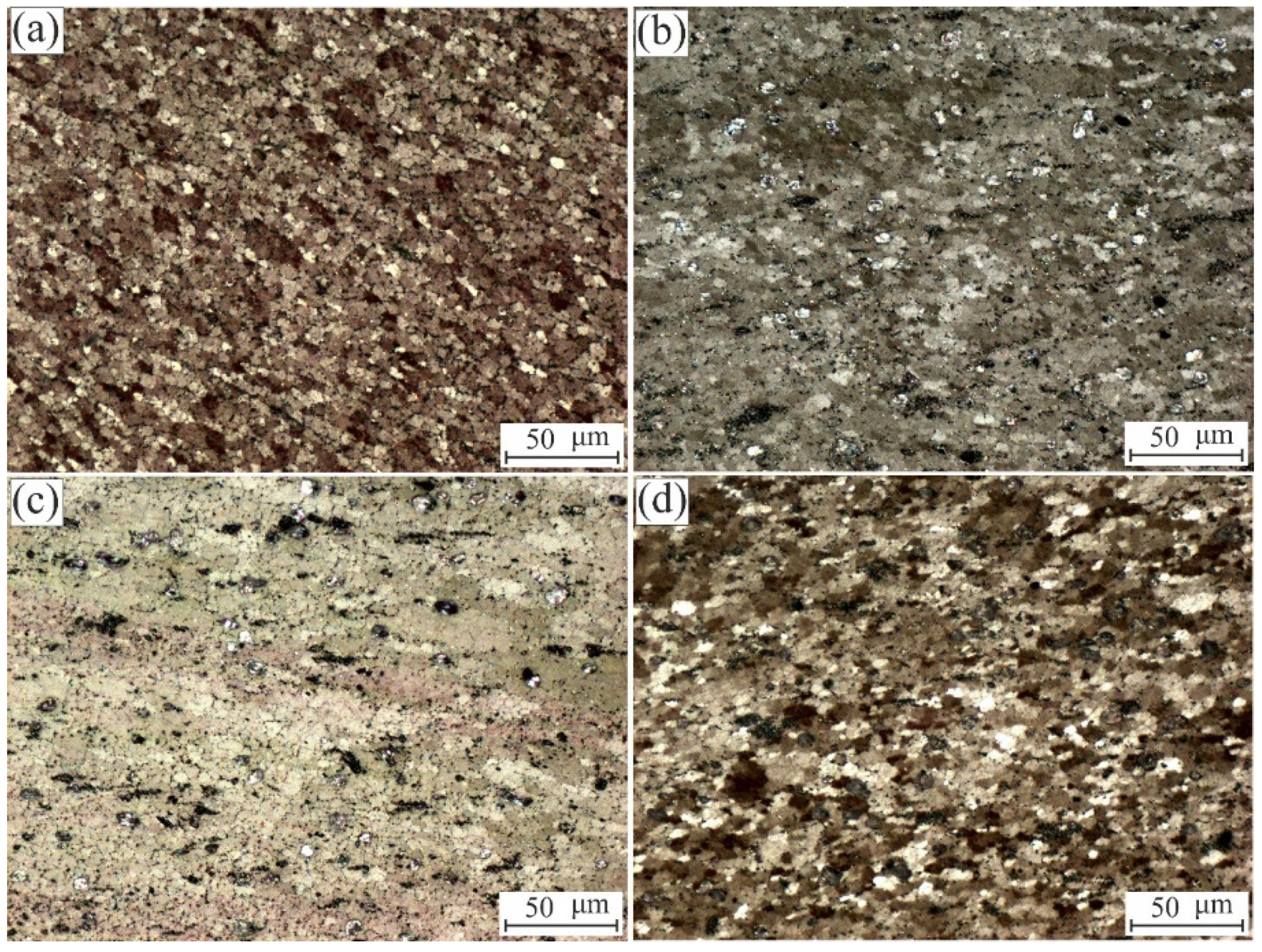
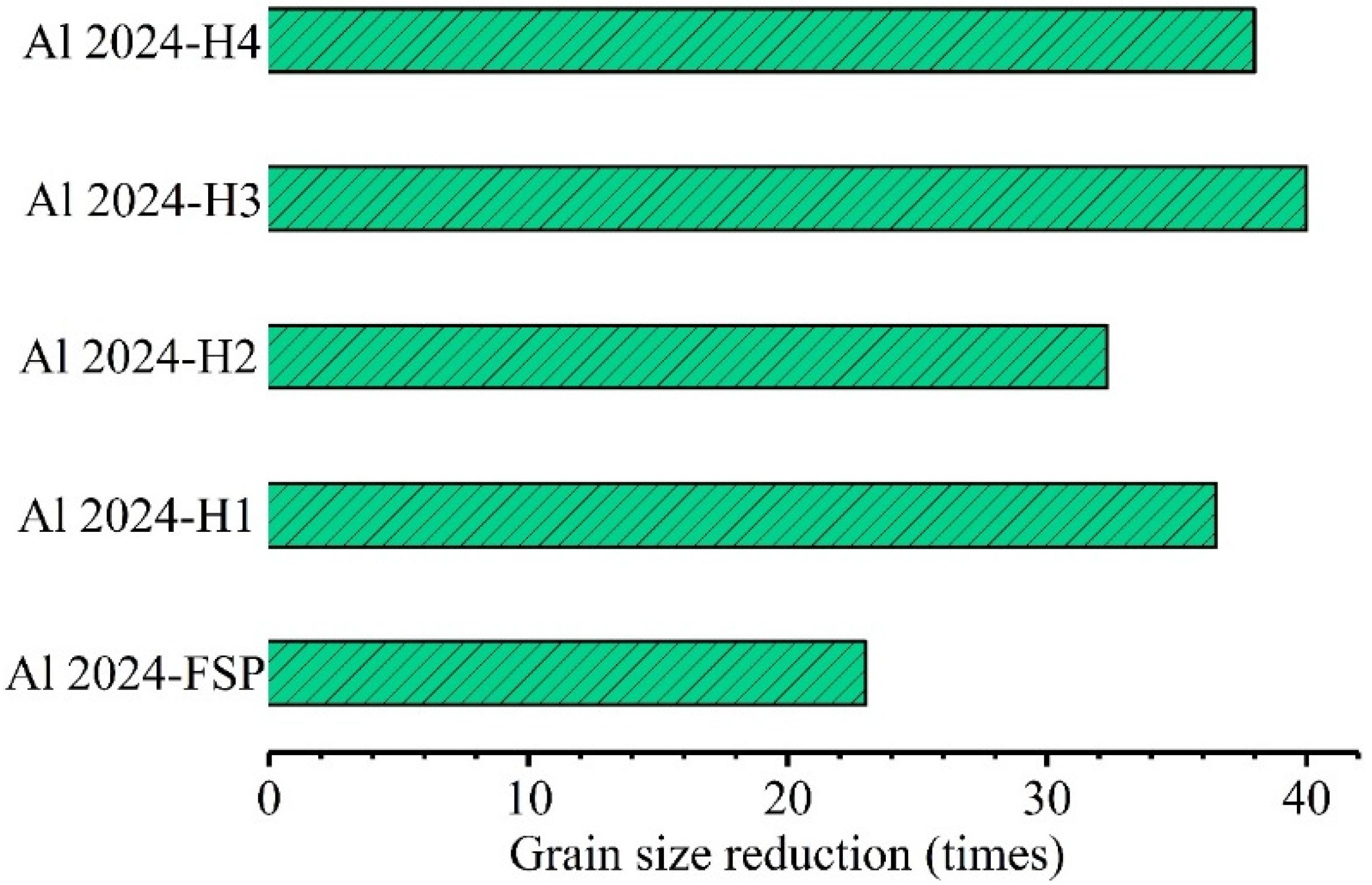
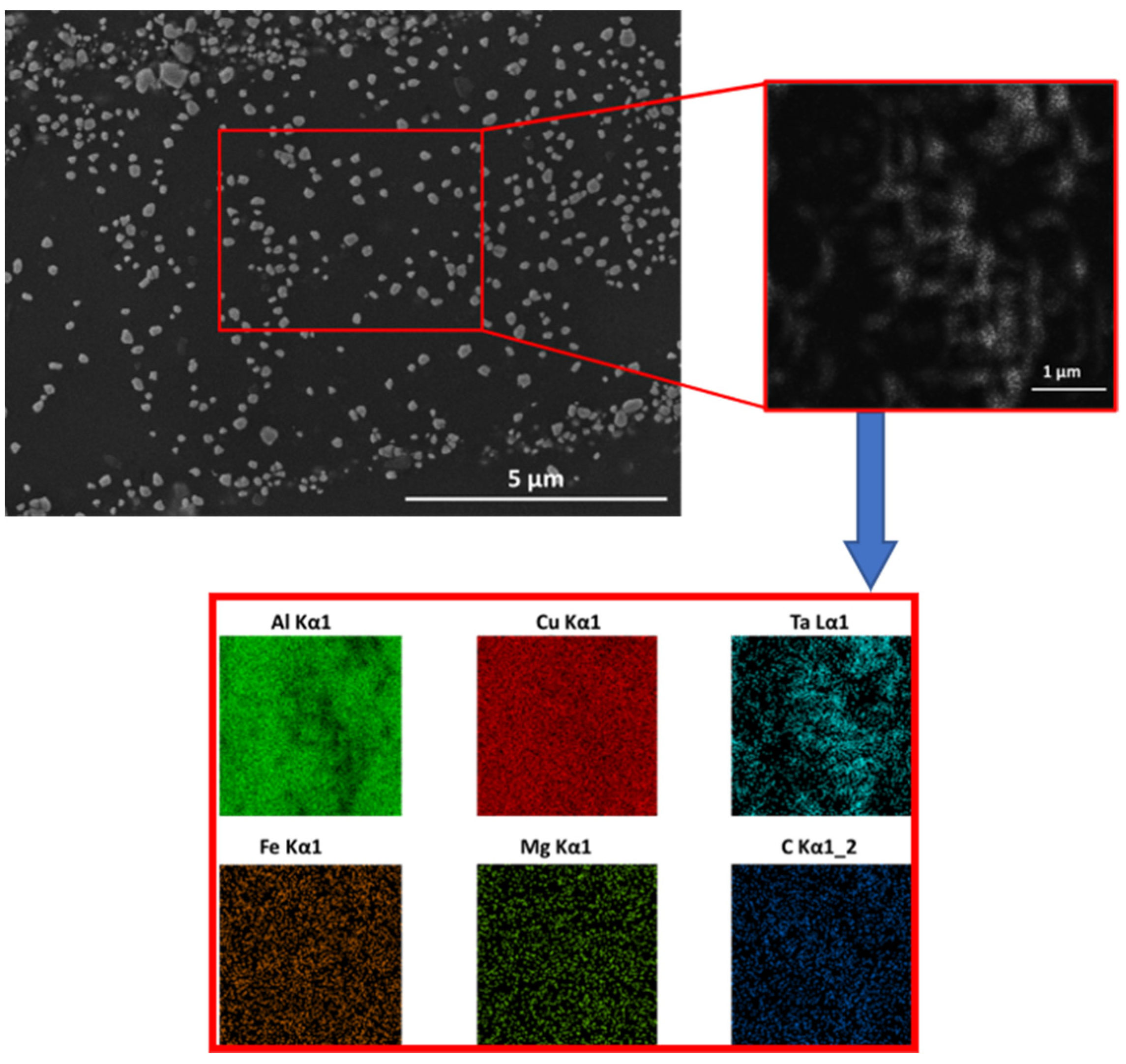
- The incorporation of reinforcement nanoparticles into the studied metal matrix resulted in additional grain refinement in the stirred zone compared to the FSP samples. The average grain size in the SZ of the fabricated composites was 33-40 times smaller than that of the as-prepared aluminum alloy sheet Al 2024. The maximum taper was observed for Al 2024-H3 (Al2O3 + MWCNTs); this can be attributed to the size of the reinforcement nanoparticles. The SEM and EDS also confirmed the uniform distribution of all particles in the matrix.
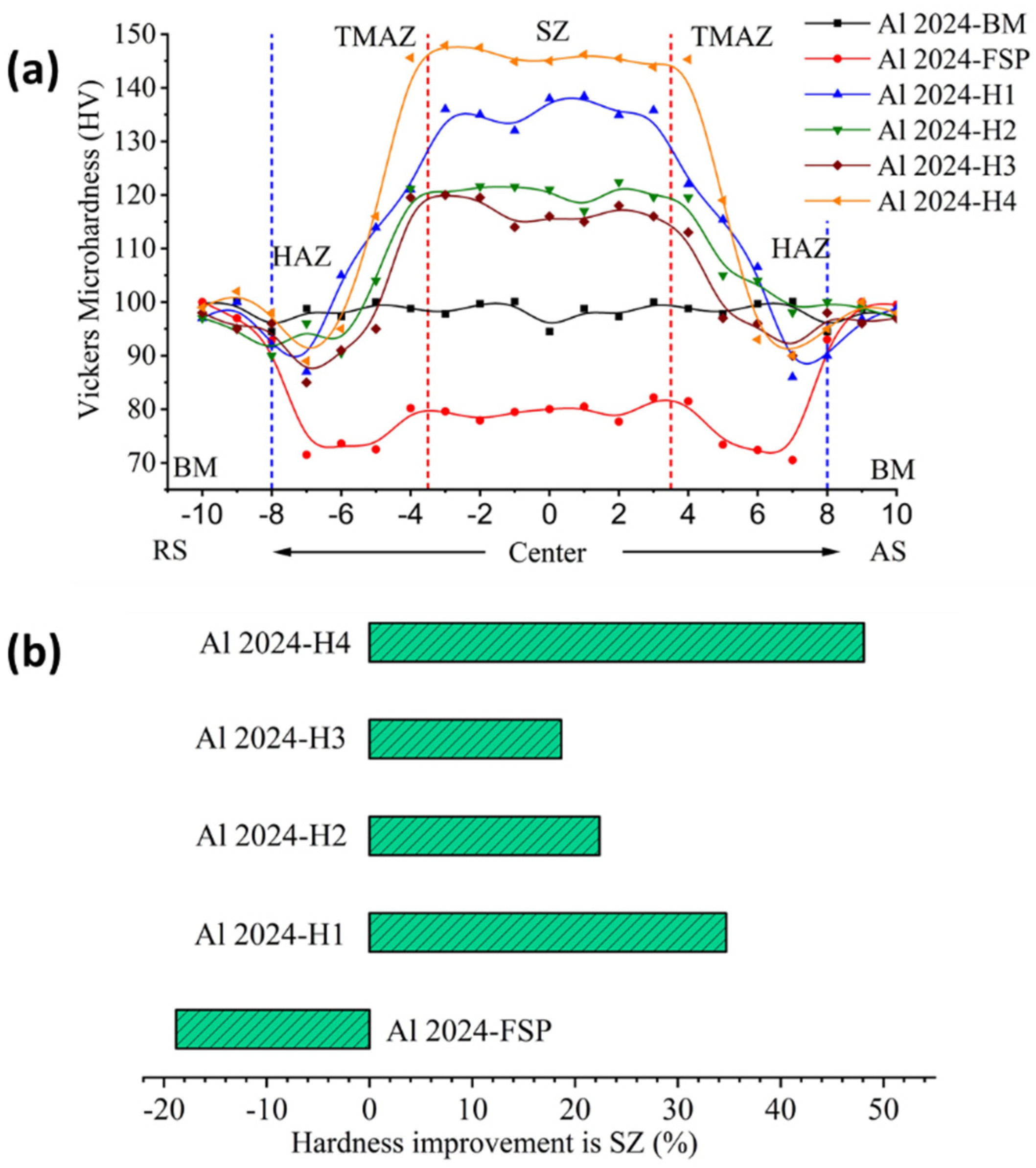
- The reinforcement of Al 2024 alloy with these particles significantly increased the hardness in the SZ. The presence of the triple reinforcement, Al2O3 + MWCNTs + Ta2C, resulted in a maximum hardness enhancement of 48%. The minimum hardness enhancement, 20%, was observed for the dual hybrid Al2O3 + MWCNTs particles.
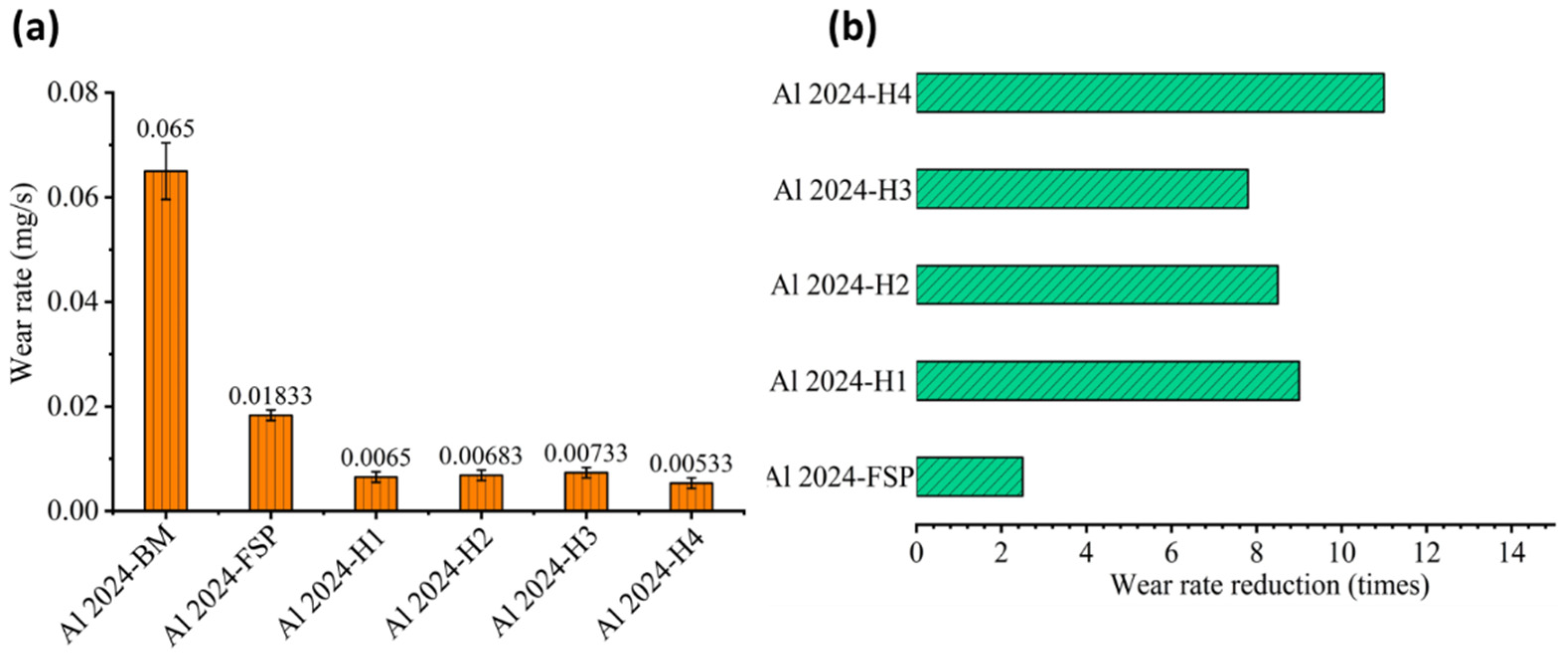
- The wear results were compatible with the hardness results. The incorporation of reinforcing nanoparticles in the studied metal matrix increased the wear resistance of this alloy. The maximum improvement in wear, 11 times of BM, was obtained by the addition of triple reinforcement, Al2O3 + MWCNTs + Ta2C. The minimum increase in wear resistance was found to be eight times that of the base metal alloy, which was achieved by double reinforcement of Al2O3 and MWCNTs nanoparticles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Essam, B.; Moustafa, A.M.K.; Haitham, M.; Ahmed, M.H.; Mosleh, A.O. Microstructure, hardness, and wear behavior investigation of the surface nanocomposite metal matrix reinforced by silicon carbide and alumina nanoparticles. J. Miner. Metal Mater. Eng. 2021, 7, 57–62. [Google Scholar] [CrossRef]
- Abushanab, W.S.; Moustafa, E.B.; Melaibari, A.A.; Kotov, A.D.; Mosleh, A.O. A novel comparative study based on the economic feasibility of the ceramic nanoparticles role’s in improving the properties of the AA5250 nanocomposites. Coatings 2021, 11, 977. [Google Scholar] [CrossRef]
- Essam, B.; Moustafa, S.M.; Abdel-Wanis, S.; Mahmoud, T.; El-Kady, E.-S. Review multi pass friction stir processing. Am. Sci. Res. J. Eng. Technol. Sci. (ASRJETS) 2016, 22, 98–108. [Google Scholar]
- Jalilvand, M.M.; Mazaheri, Y. Effect of mono and hybrid ceramic reinforcement particles on the tribological behavior of the AZ31 matrix surface composites developed by friction stir processing. Ceram. Int. 2020, 46, 20345–20356. [Google Scholar] [CrossRef]
- Moustafa, E.B. Dynamic Characteristics study for surface composite of ammncs matrix fabricated by friction stir process. Materials 2018, 11, 1240. [Google Scholar] [CrossRef] [Green Version]
- Khalil, A.M.; Loginova, I.; Pozdniakov, A.V.; Mosleh, A.O.; Solonin, A.N. Evaluation of the microstructure and mechanical properties of a new modified cast and laser-Melted AA7075 alloy. Materials 2019, 12, 3430. [Google Scholar] [CrossRef] [Green Version]
- Maamoun, A.H.; Veldhuis, S.C.; Elbestawi, M. Friction stir processing of AlSi10Mg parts produced by selective laser melting. J. Mater. Process. Technol. 2018, 263, 308–320. [Google Scholar] [CrossRef]
- Aziz, S.S.A.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Li, K.; Liu, X.; Zhao, Y. Research Status and Prospect of Friction Stir Processing Technology. Coatings 2019, 9, 129. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B. Effect of multi-pass friction stir processing on mechanical properties for AA2024/Al2O3 nanocomposites. Materials 2017, 10, 1053. [Google Scholar] [CrossRef] [Green Version]
- Baradeswaran, A.; Perumal, A.E. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos. Part. B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Eskandari, H.; Taheri, R. A novel technique for development of aluminum alloy matrix/TiB2/Al2O3 hybrid surface nanocomposite by friction stir processing. Procedia Mater. Sci. 2015, 11, 503–508. [Google Scholar] [CrossRef] [Green Version]
- Karpasand, F.; Abbasi, A.; Ardestani, M. Effect of amount of TiB2 and B4C particles on tribological behavior of Al7075/B4C/TiB2 mono and hybrid surface composites produced by friction stir processing. Surf. Coat. Technol. 2020, 390, 125680. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Investigation on mechanical properties of nano-Al2O3-reinforced aluminum matrix composites. J. Compos. Mater. 2011, 45, 2579–2586. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Basha, M. Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing. Ceram. Int. 2020, 46, 16938–16943. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Taha, M.A. Preparation of high strength graphene reinforced Cu-based nanocomposites via mechanical alloying method: Microstructural, mechanical and electrical properties. Appl. Phys. A 2020, 126, 220. [Google Scholar] [CrossRef]
- Ostovan, F.; Amanollah, S.; Toozandehjani, M.; Shafiei, E. Fabrication of Al5083 surface hybrid nanocomposite reinforced by CNTs and Al2O3 nanoparticles using friction stir processing. J. Compos. Mater. 2019, 54, 1107–1117. [Google Scholar] [CrossRef]
- Rana, H.G.; Badheka, V.J.; Kumar, A. Fabrication of Al7075 / B4C surface composite by novel friction stir processing (FSP) and investigation on wear properties. Procedia Technol. 2016, 23, 519–528. [Google Scholar] [CrossRef] [Green Version]
- James, J.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Comparative study of composites reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1012–1017. [Google Scholar] [CrossRef] [Green Version]
- Umanath, K.; Selvamani, S.T.; Palanikumar, K.; Sabarikreeshwaran, R. Dry sliding wear behaviour of AA6061-T6 reinforced SiC and Al2O3 particulate hybrid composites. Procedia Eng. 2014, 97, 694–702. [Google Scholar] [CrossRef] [Green Version]
- AbuShanab, W.S.; Moustafa, E.B. Effects of friction stir processing parameters on the wear resistance and mechanical properties of fabricated metal matrix nanocomposites (MMNCs) surface. J. Mater. Res. Technol. 2020, 9, 7460–7471. [Google Scholar] [CrossRef]
- Dieguez, T.; Burgueño, A.; Svoboda, H. Superplasticity of a friction stir processed 7075-T651 aluminum alloy. Procedia Mater. Sci. 2012, 1, 110–117. [Google Scholar] [CrossRef]
- Essam, B.; Moustafa, S.M.; Abdel-Wanis, S.; Mahmoud, T. Surface composite defects of Al/Al2O3 metal matrix fabricated by Friction stir processing. J. Mater. Sci. Surf. Eng. 2017, 5, 524–527. [Google Scholar] [CrossRef]
- Akbari, M.; Shojaeefard, M.H.; Asadi, P.; Khalkhali, A. Wear and mechanical properties of surface hybrid metal matrix composites on Al–Si aluminum alloys fabricated by friction stir processing. Proc. Inst. Mech. Eng. Part. L J. Mater. Des. Appl. 2017, 233, 790–799. [Google Scholar] [CrossRef]
- Aruri, D.; Adepu, K.; Adepu, K.; Bazavada, K. Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC+Gr) and (SiC+Al2O3)] fabricated by friction stir processing. J. Mater. Res. Technol. 2013, 2, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Ezazi, M.A.; Quazi, M.M.; Zalnezhad, E.; Sarhan, A.A.D. Enhancing the tribo-mechanical properties of aerospace AL7075-T6 by magnetron-sputtered Ti/TiN, Cr/CrN & TiCr/TiCrN thin film ceramic coatings. Ceram. Int. 2014, 40, 15603–15615. [Google Scholar] [CrossRef]
- Jayavelu, S.; Mariappan, R.; Rajkumar, C. Wear characteristics of sintered AA2014 with alumina and titanium di-Boride metal matrix composites. Int. J. Ambient. Energy 2018, 42, 173–178. [Google Scholar] [CrossRef]
- Kurt, H.I.; Oduncuoğlu, M.; Asmatulu, R. Wear behavior of aluminum matrix hybrid composites fabricated through friction stir welding process. J. Iron Steel Res. Int. 2016, 23, 1119–1126. [Google Scholar] [CrossRef]
- Mahmoud, E.R.; Takahashi, M.; Shibayanagi, T.; Ikeuchi, K. Wear characteristics of surface-hybrid-MMCs layer fabricated on aluminum plate by friction stir processing. Wear 2010, 268, 1111–1121. [Google Scholar] [CrossRef]
- Mehta, K.M.; Badheka, V.J. Wear behavior of boron-carbide reinforced aluminum surface composites fabricated by Friction Stir Processing. Wear 2019, 426–427, 975–980. [Google Scholar] [CrossRef]
- Paidar, M.; Ojo, O.O.; Ezatpour, H.R.; Heidarzadeh, A. Influence of multi-pass FSP on the microstructure, mechanical properties and tribological characterization of Al/B4C composite fabricated by accumulative roll bonding (ARB). Surf. Coat. Technol. 2019, 361, 159–169. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Aravindan, S. Vipin wear characteristics of Al5083 surface hybrid nano-composites by friction stir processing. Trans. Indian Inst. Met. 2016, 70, 1111–1129. [Google Scholar] [CrossRef]
- Zayed, A.S.; Kamel, B.M.; Osman, T.A.; Elkady, O.A.; Ali, S. Experimental study of tribological and mechanical properties of aluminum matrix reinforced by Al2O3/CNTs. Fuller. Nanotub. Carbon Nanostruct. 2019, 27, 538–544. [Google Scholar] [CrossRef]
- Daniel, A.A.; Murugesan, S.; Manojkumar; Sukkasamy, S. Dry Sliding Wear Behaviour of Aluminium 5059/SiC/MoS2 Hybrid Metal Matrix Composites. Mater. Res. 2017, 20, 1697–1706. [Google Scholar] [CrossRef] [Green Version]
- Kumar, J.; Singh, D.; Kalsi, N.S.; Sharma, S.; Pruncu, C.I.; Pimenov, D.Y.; Rao, K.V.; Kapłonek, W. Comparative study on the mechanical, tribological, morphological and structural properties of vortex casting processed, Al–SiC–Cr hybrid metal matrix composites for high strength wear-resistant applications: Fabrication and characterizations. J. Mater. Res. Technol. 2020, 9, 13607–13615. [Google Scholar] [CrossRef]
- Kim, H.H.; Babu, J.S.S.; Kang, C.G. Fabrication of A356 aluminum alloy matrix composite with CNTs/Al2O3 hybrid reinforcements. Mater. Sci. Eng. A 2013, 573, 92–99. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Yakovtseva, O.; Mosleh, A.O. The effectiveness of incorporating hybrid reinforcement nanoparticles in the enhancement of the tribological behavior of aluminum metal matrix composites. JOM 2021, 1–11. [Google Scholar] [CrossRef]
- Moustafa, E.B. Hybridization effect of BN and Al2O3 nanoparticles on the physical, wear, and electrical properties of aluminum AA1060 nanocomposites. Appl. Phys. A 2021, 127, 724. [Google Scholar] [CrossRef]
- Barlow, I.C.; Jones, H.; Rainforth, W.M. Evolution of microstructure and hardening, and the role of Al3Ti coarsening, during extended thermal treatment in mechanically alloyed Al-Ti-O based materials. Acta Mater. 2001, 49, 1209–1224. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Alsoruji, G.; Khalil, A.M.; Mosleh, A.O. Tribological and mechanical characteristics of AA5083 alloy reinforced by hybridising heavy ceramic particles Ta2C & VC with light GNP and Al2O3 nanoparticles. Ceram. Int. 2021. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Mn | Si | Fe | Al |
|---|---|---|---|---|---|
| 4.1 | 1.6 | 0.3 | 0.1 | 0.1 | Balance |
| Element | Density, g/cm3 |
|---|---|
| Al 2024 | 2.78 |
| Ta2C | 14.30 |
| Al2O3 | 3.90 |
| MWCNTs | 2.10 |
| Al 2024-H1 | Ta2C + Al2O3 | Al 2024-H3 | Al2O3 + MWCNTs |
| Al 2024-H2 | Ta2C + MWCNTs | Al 2024-H4 | Ta2C + Al2O3 + MWCNTs |
| Composite | g/cm3 | cm3 | g/cm3 | cm3 | cm3 | g/cm3 |
|---|---|---|---|---|---|---|
| Al 2024-H1 | 9.1 | 0.44 | 2.78 | 3.33 | 3.77 | 3.52 |
| Al 2024-H2 | 8.2 | 0.44 | 2.78 | 3.33 | 3.77 | 3.41 |
| Al 2024-H3 | 3.0 | 0.44 | 2.78 | 3.33 | 3.77 | 2.81 |
| Al 2024-H4 | 6.8 | 0.44 | 2.78 | 3.33 | 3.77 | 3.25 |
| – | Al 2024-BM | Al 2024-FSP | Al 2024-H1 | Al 2024-H2 | Al 2024-H3 | Al 2024-H4 |
|---|---|---|---|---|---|---|
| Average Grain size, µm | 180 ± 40 | 7.5 ± 1.5 | 4.8 ± 1.1 | 5.4 ± 1.1 | 4.4 ± 0.9 | 4.6 ± 0.8 |
| Aspect ratio (length/width) | 5.5 | 1.02 | 1.1 | 1.05 | 1.02 | 1.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Mikhaylovskaya, A.V.; Abdel-Wahab, M.S.; Mosleh, A.O. Nano-Surface Composite Coating Reinforced by Ta2C, Al2O3 and MWCNTs Nanoparticles for Aluminum Base via FSP. Coatings 2021, 11, 1496. https://doi.org/10.3390/coatings11121496
Moustafa EB, Abushanab WS, Melaibari A, Mikhaylovskaya AV, Abdel-Wahab MS, Mosleh AO. Nano-Surface Composite Coating Reinforced by Ta2C, Al2O3 and MWCNTs Nanoparticles for Aluminum Base via FSP. Coatings. 2021; 11(12):1496. https://doi.org/10.3390/coatings11121496
Chicago/Turabian StyleMoustafa, Essam B., Waheed Sami Abushanab, Ammar Melaibari, Anastasia V. Mikhaylovskaya, Mohamed Shaaban Abdel-Wahab, and Ahmed O. Mosleh. 2021. "Nano-Surface Composite Coating Reinforced by Ta2C, Al2O3 and MWCNTs Nanoparticles for Aluminum Base via FSP" Coatings 11, no. 12: 1496. https://doi.org/10.3390/coatings11121496