Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying

Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Mechanical Properties Measurement
2.3. Thermal Shock Test
2.4. Particle Erosion Test
2.5. Characterization
3. Results
3.1. Characterization
3.2. Thermal Shock Resistance
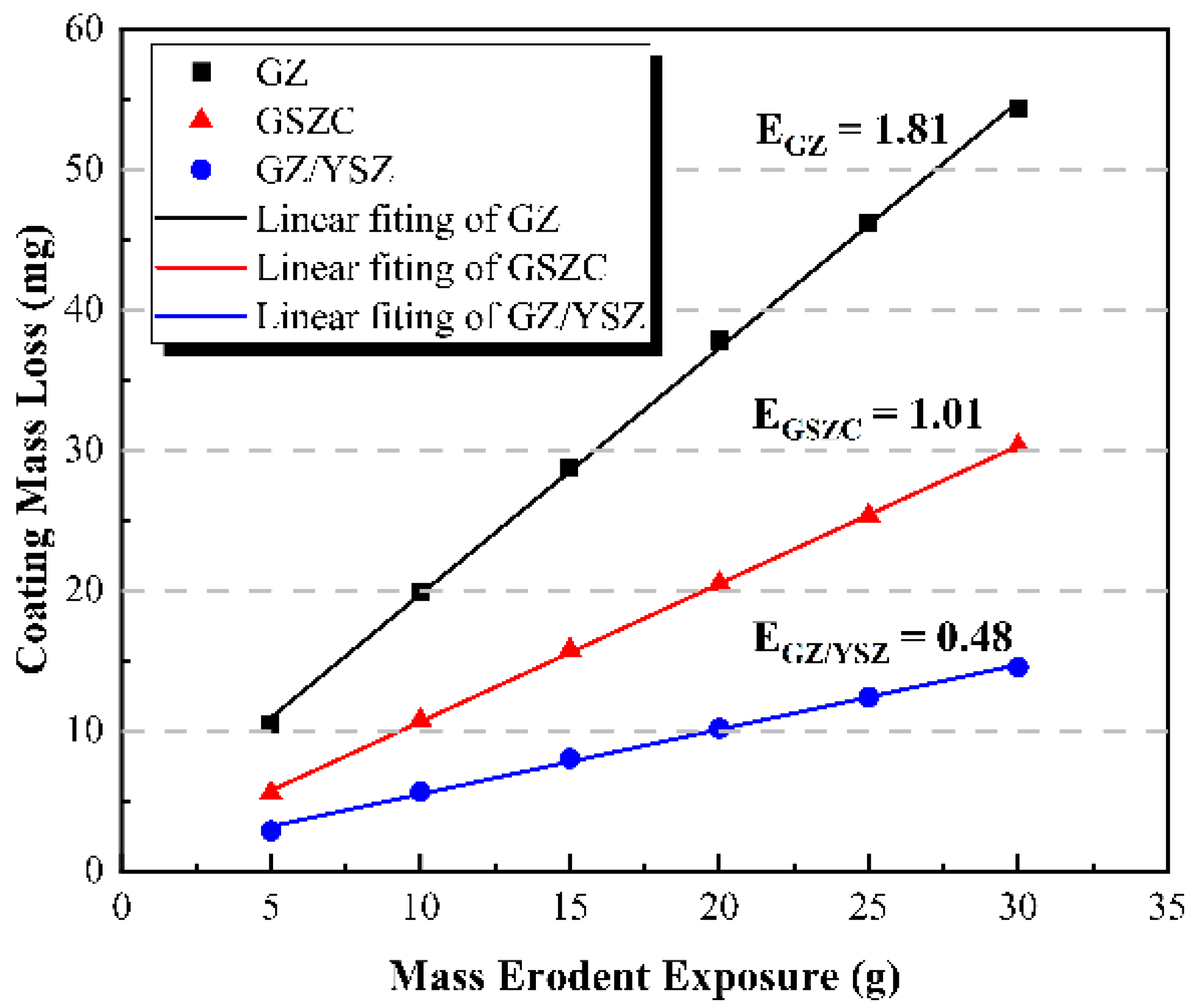
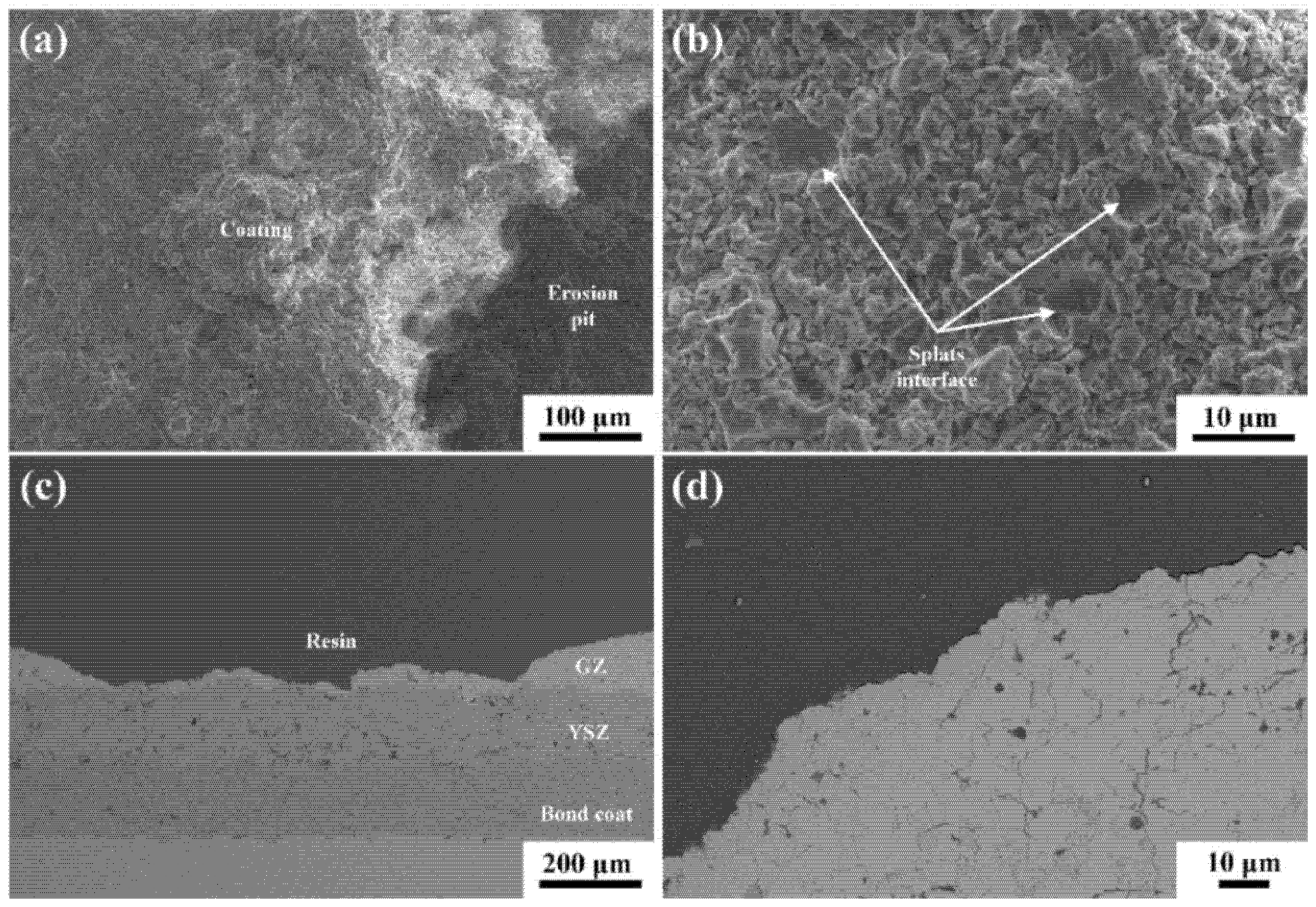
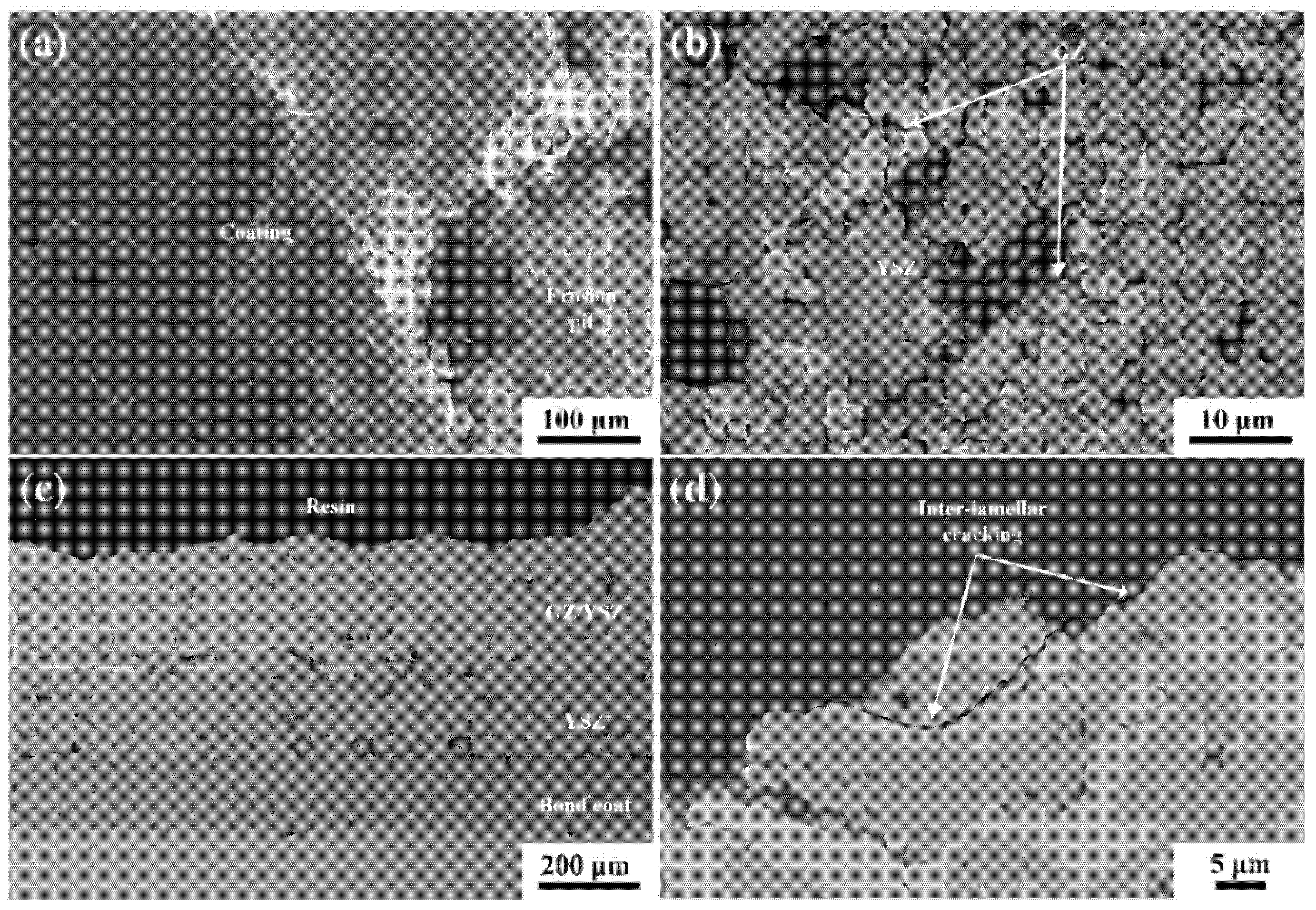
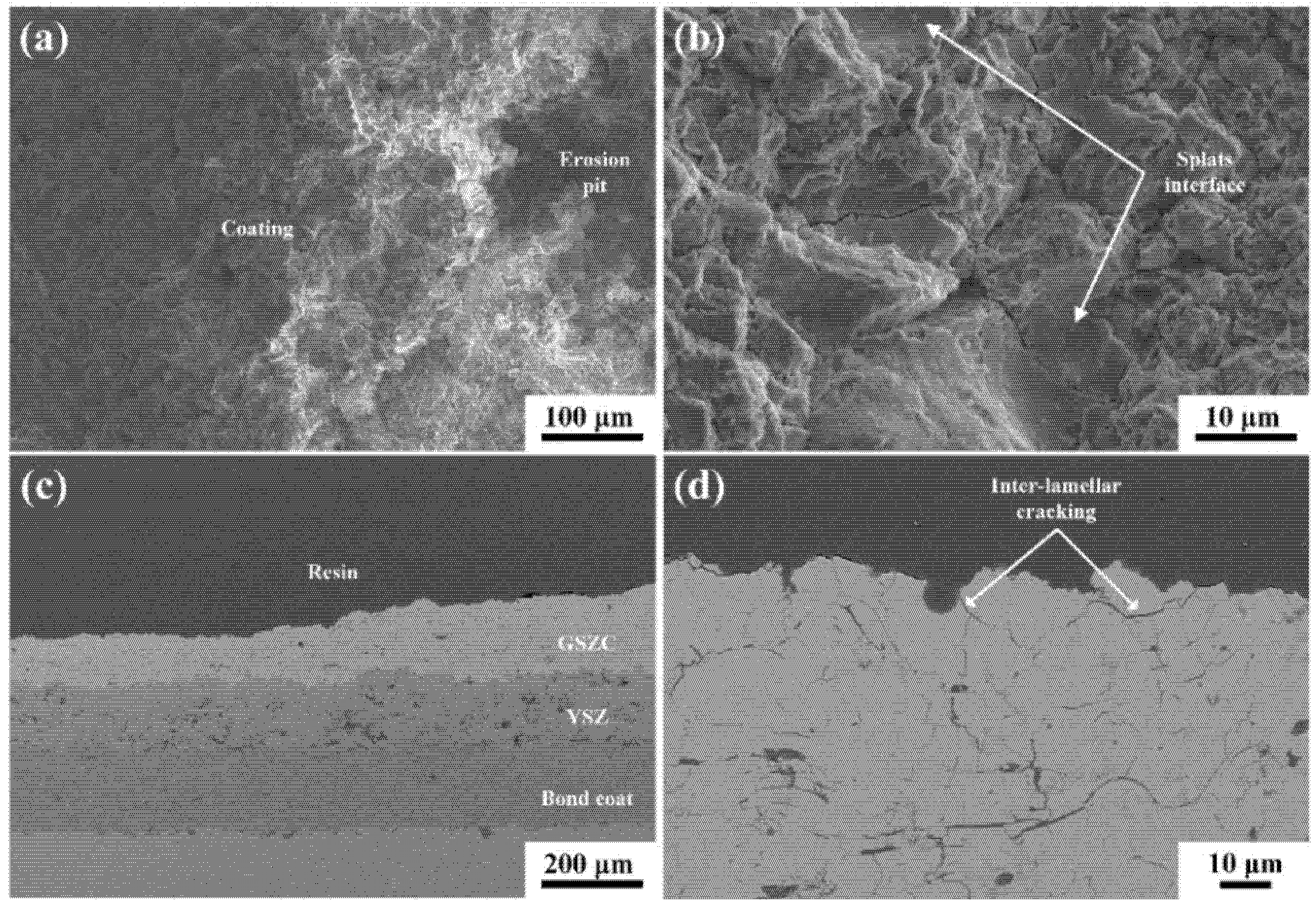
3.3. Particle Erosion Resistance
4. Conclusions
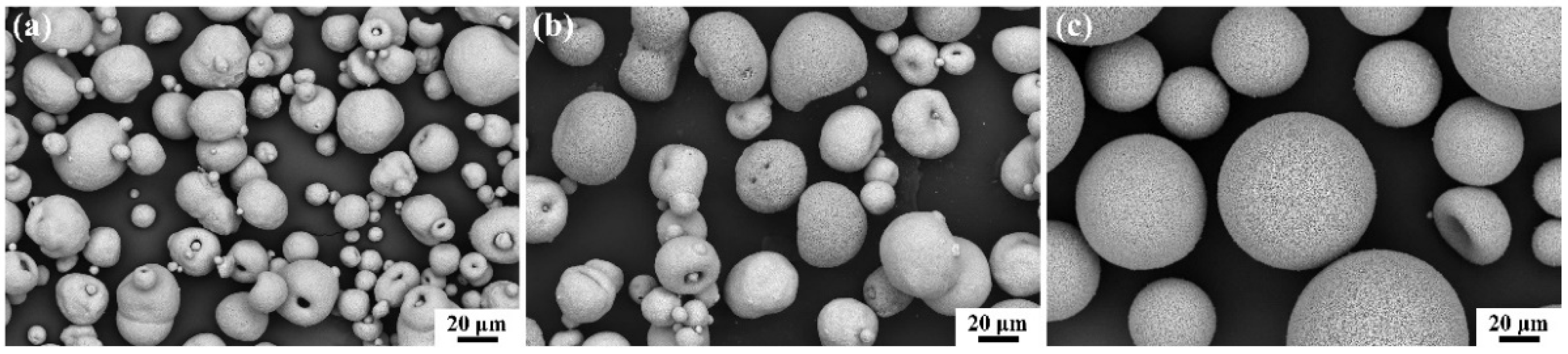
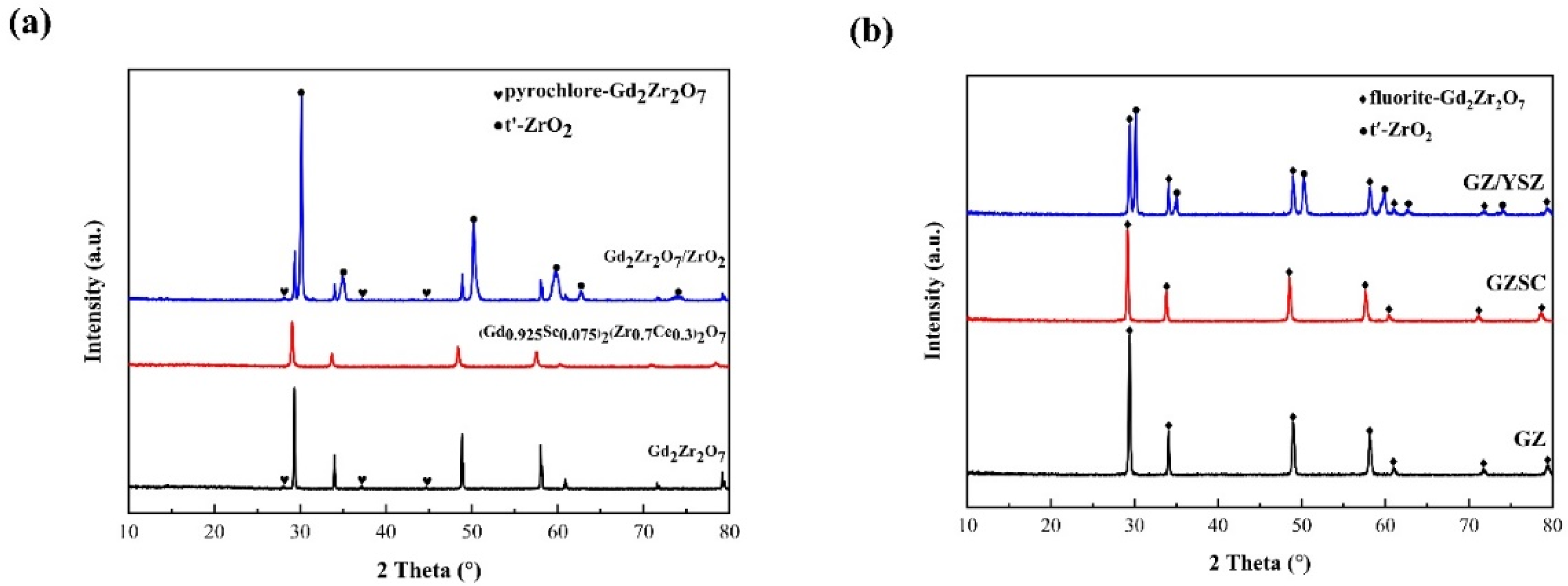
- Gd2Zr2O7 powders exhibit pyrochlore structure while (Gd0.925Sc0.075)2(Zr0.7Ce0.3)2O7 powders exhibit fluorite structure. This was due to the doping elements Sc and Ce reducing the atomic radius ratio of the A-site and B-site element of the A2B2O7-type zirconate. In addition, the mixed powder of gadolinium zirconate and zirconium oxide is composed of nonequilibrium tetragonal ZrO2 and the Gd2Zr2O7 with pyrochlore structure. After the plasma spray process, gadolinium zirconate exhibits fluorite structure due to gadolinium zirconate not having sufficient time for an orderly arrangement of the cations and oxygen ion vacancies during the solidification.
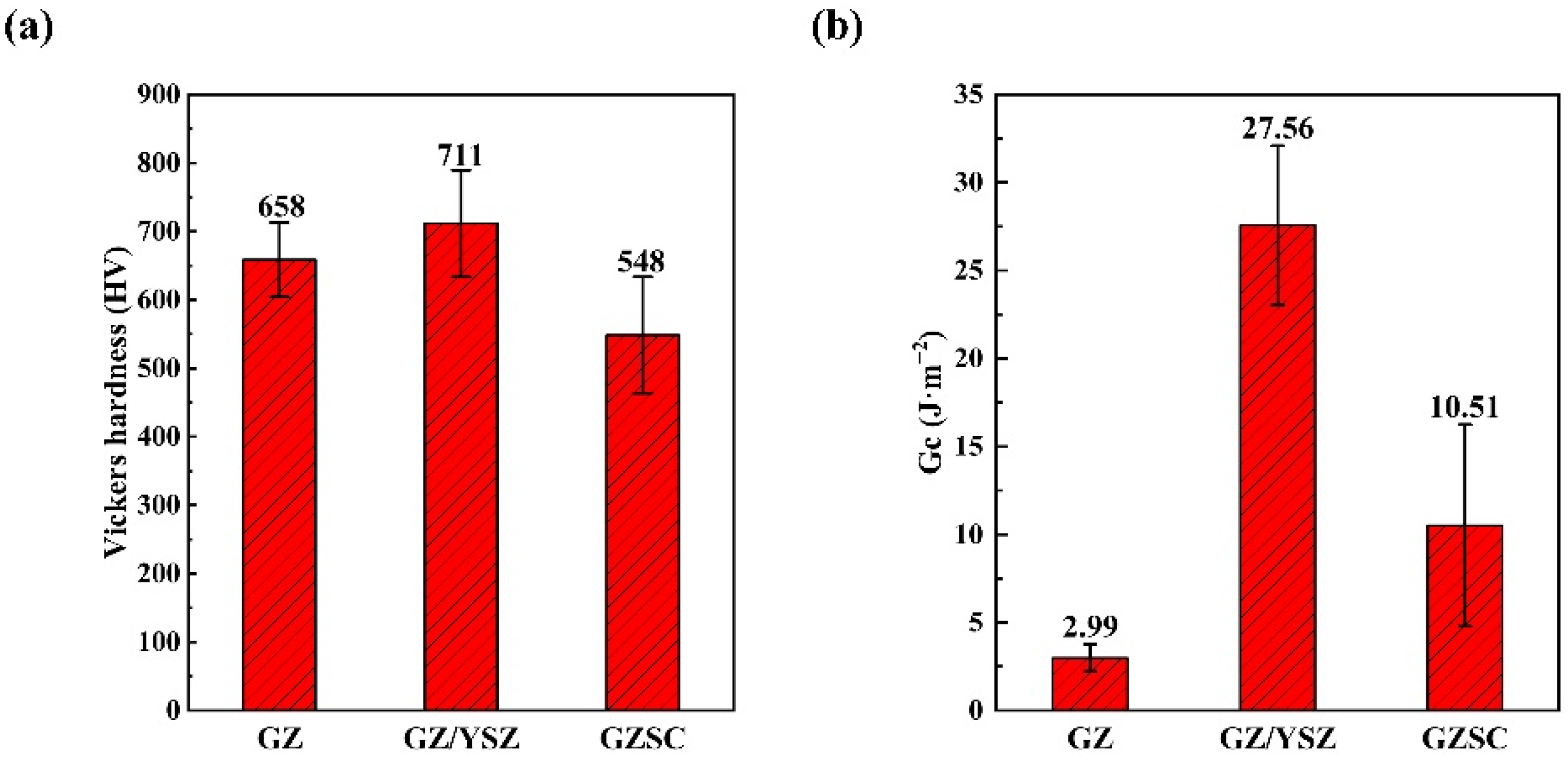
- The fracture toughness of TBCs was characterized by the crack extension force (Gc). The results indicated that the coatings doped with zirconium oxide and rare earth elements both exhibited considerable toughening effect. GZ/YSZ coating and GSZC coating possess approximately 9-fold and 3.5-fold fracture toughness when compared with the GZ coating, respectively.
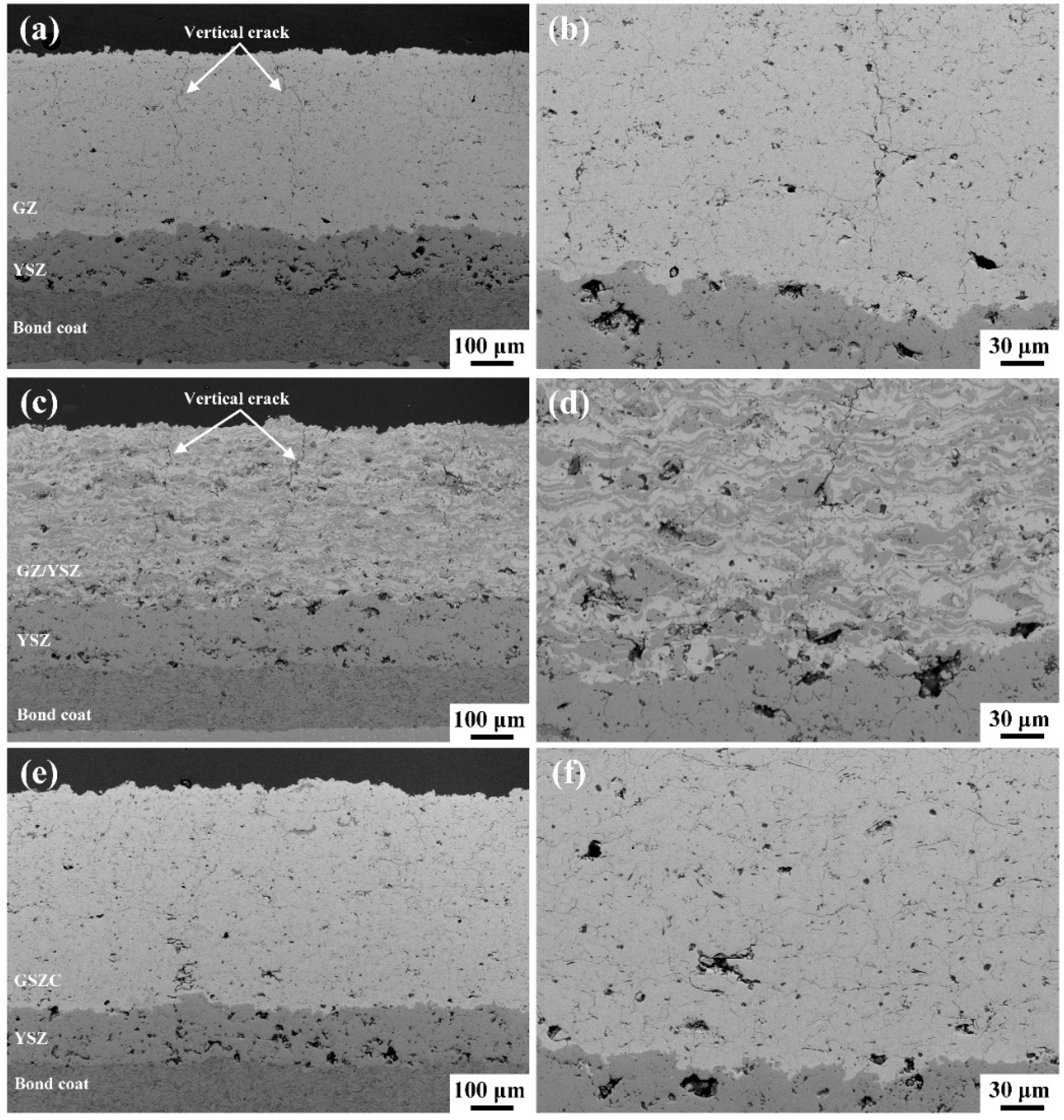
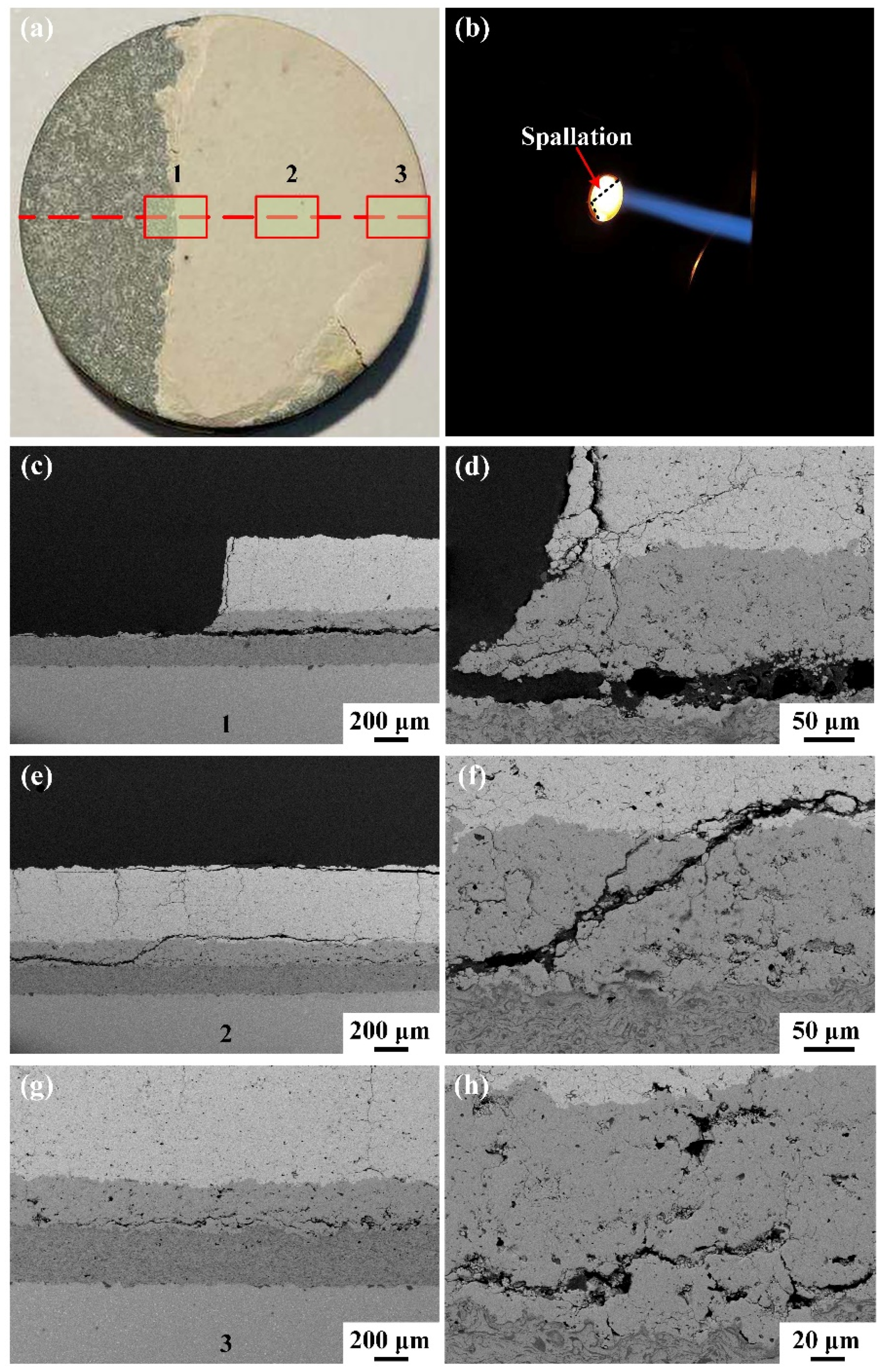
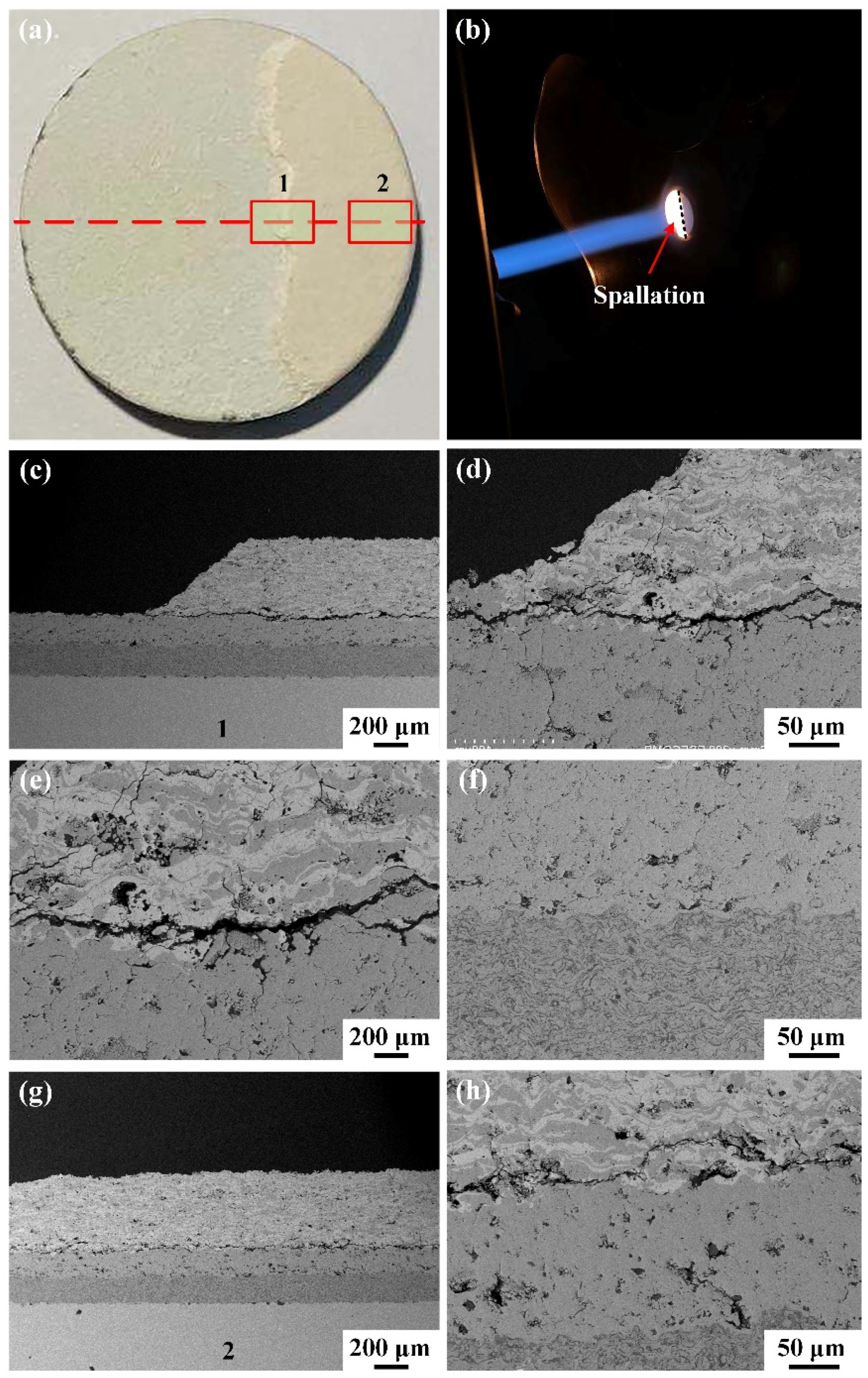
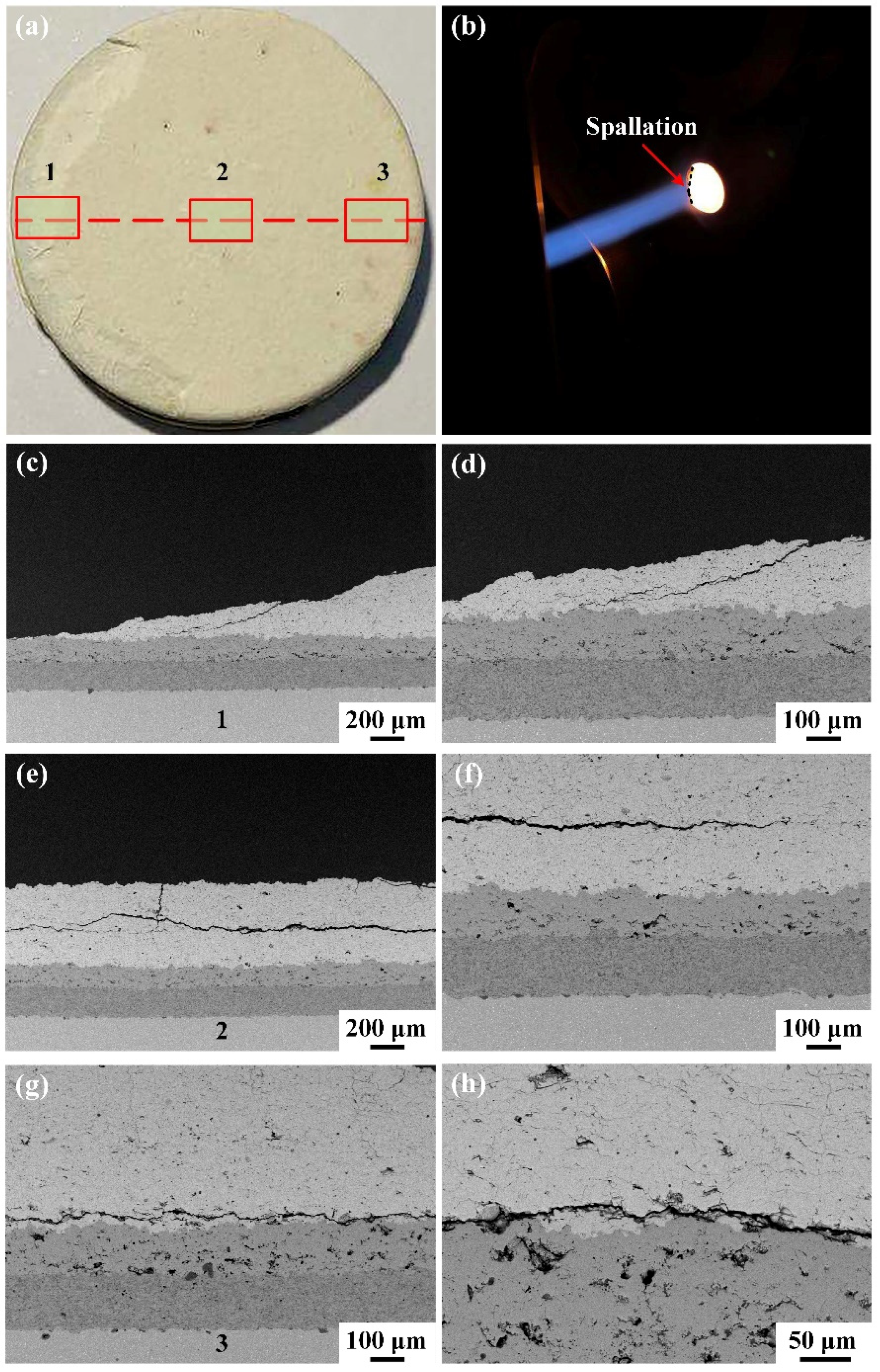
- Three kinds of TBCs exhibit different thermal shock failure behaviors. As for the GZ coating, cracking occurred at the interface of the bond coat and YSZ bottom ceramic layer due to mismatch of the material thermal expansion. However, cracking occurred at the interface of the YSZ bottom ceramic layer and GZ/YSZ top ceramic layer in GZ/YSZ TBC during the thermal shock test, which may be caused by a weak combination of the two ceramic layers. In addition, GSZC TBC exhibits the worst thermal shock resistance due to premature cracking occurring inside the GSZC coating during the thermal shock test.
- The particle erosion resistance of the coatings is related to their fracture toughness. The GZ/YSZ coating with highest fracture toughness exhibited the best erosion resistance. Furthermore, the superior erosion resistance of the GZ/YSZ coating can be attributed to a tortuous crack propagation path during particle erosion. Additionally, cracks propagated along the well-bonded lamellar interface of GSZC splats during the erosion test, which led to an improved erosion resistance of the GSZC coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–902. [Google Scholar] [CrossRef] [Green Version]
- Hardwicke, C.U.; Lau, Y.C. Advances in Thermal spray coatings for gas turbines and energy generation: A review. J. Therm. Spray Technol. 2013, 22, 564–576. [Google Scholar] [CrossRef]
- Wright, P.K.; Evans, A.G. Mechanisms governing the performance of thermal barrier coatings. Curr. Opin. Solid State Mater. Sci. 1999, 4, 255–265. [Google Scholar] [CrossRef]
- Lashmi, P.G.; Ananthapadmanabhan, P.V.; Unnikrishnan, G.; Aruna, S.T. Present status and future prospects of plasma sprayed multilayered thermal barrier coating systems. J. Eur. Ceram. Soc. 2020, 40, 2731–2745. [Google Scholar] [CrossRef]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and economical aspects of current thermal barrier coating systems for gas turbine engines by thermal spray and EBPVD: A Review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Gao, L.H.; Guo, H.B.; Wei, L.L.; Li, C.Y.; Gong, S.K.; Xu, H.B. Microstructure and mechanical properties of yttria stabilized zirconia coatings prepared by plasma spray physical vapor deposition. Ceram. Int. 2015, 41, 8305–8311. [Google Scholar] [CrossRef]
- Yang, T.; Ma, W.; Meng, X.; Huang, W.; Bai, Y.; Dong, H. Deposition characteristics of CeO2-Gd2O3 co-stabilized zirconia (CGZ) coating prepared by solution precursor plasma spray. Surf. Coat. Technol. 2020, 381, 125114. [Google Scholar] [CrossRef]
- Ballard, J.D.; Davenport, J.; Lewis, C.; Nelson, W.; Doremus, R.H.; Schadler, L.S. Phase stability of thermal barrier coatings made from 8 wt.% yttria stabilized zirconia: A technical note. J. Therm. Spray Technol. 2003, 12, 34–37. [Google Scholar] [CrossRef]
- Fang, H.J.; Wang, W.Z.; Huang, J.B.; Ye, D.D. Investigation of CMAS resistance of sacrificial plasma-sprayed mullite-YSZ protective layer on 8YSZ thermal barrier coating. Corros. Sci. 2020, 173, 108764. [Google Scholar] [CrossRef]
- Huang, J.B.; Wang, W.Z.; Li, Y.J.; Fang, H.J.; Ye, D.D.; Zhang, X.C.; Tu, S.T. Improve durability of plasma-splayed thermal barrier coatings by decreasing sintering-induced stiffening in ceramic coatings. J. Eur. Ceram. Soc. 2020, 40, 1433–1442. [Google Scholar] [CrossRef]
- Fang, H.J.; Wang, W.Z.; Huang, J.B.; Li, Y.J.; Ye, D.D. Corrosion behavior and thermos-physical properties of a promising Yb2O3 and Y2O3 co-stabilized ZrO2 ceramic for thermal barrier coatings subject to calcium-magnesium-aluminum-silicate (CMAS) deposition: Experiments and first-principles calculation. Corros. Sci. 2021, 182, 109230. [Google Scholar] [CrossRef]
- Yang, T.; Ma, W.; Meng, X.F.; Li, E.B.; Bai, Y.; Liu, C.W.; Dong, H.Y. Preparation and thermophysical properties of CeO2-Gd2O3 costabilized zirconia thermal barrier coating. J. Therm. Spray Technol. 2020, 29, 115–124. [Google Scholar] [CrossRef]
- Guo, H.B.; Zhang, H.J.; Ma, G.H.; Gong, S.K. Thermo-physical and thermal cycling properties of plasma-sprayed BaLa2Ti3O10 coating as potential thermal barrier materials. Surf. Coat. Technol. 2009, 204, 691–696. [Google Scholar] [CrossRef]
- Ma, W.; Mack, D.; Malzbender, J.; Vaßen, R.; Stöver, D. Yb2O3 and Gd2O3 doped strontium zirconate for thermal barrier coatings. J. Eur. Ceram. Soc. 2008, 28, 3071–3081. [Google Scholar] [CrossRef]
- Xie, X.Y.; Guo, H.B.; Gong, S.K.; Xu, H.B. Lanthanum-titanium-aluminum oxide: A novel thermal barrier coating material for applications at 1300 degrees C. J. Eur. Ceram. Soc. 2011, 31, 1677–1683. [Google Scholar] [CrossRef]
- Zhu, R.X.; Liu, Z.G.; Ouyang, J.H.; Zhou, Y. Preparation and characterization of LnMgAl(11)O(19) (Ln=La, Nd, Gd) ceramic powders. Ceram. Int. 2013, 39, 8841–8846. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Carpio, P.; Salvador, M.D.; Borrell, A.; Sánchez, E. Thermal behaviour of multilayer and functionally-graded YSZ/Gd2Zr2O7 coatings. Ceram. Int. 2017, 43, 4048–4054. [Google Scholar] [CrossRef] [Green Version]
- Gok, M.G.; Goller, G. State of the Art of Gadolinium Zirconate Based Thermal Barrier Coatings: Design, Processing and Characterization, 1st ed.; IntechOpen: London, UK, 2019. [Google Scholar]
- Vassen, R.; Traeger, E.; Stover, D. New thermal barrier coatings based on pyrochlore/YSZ double-layer systems. Int. J. Appl. Ceram. Technol. 2004, 1, 351–361. [Google Scholar] [CrossRef]
- Han, L.X.; Warren, R.; Suresh, S. An experimental study of toughening and degradation due to microcracking in a ceramic composite. Acta Metall. Mater. 1992, 40, 259–274. [Google Scholar] [CrossRef]
- Zhou, F.; Deng, C.; Wang, Y.; Liu, M.; Wang, L.; Wang, Y.; Zhang, X. Characterization of multi-scale synergistic toughened nanostructured YSZ thermal barrier coatings: From feedstocks to coatings. J. Eur. Ceram. Soc. 2020, 40, 1443–1452. [Google Scholar] [CrossRef]
- Wang, C.L.; Tian, H.L.; Guo, M.Q.; Gao, J.G.; Cui, Y.J.; Liang, Y.; Tong, H.; Fang, Y.C.; Wen, X.; Wang, H. Microstructure and thermal shock resistance of AlBOw- and BNw-whisker-modified thermal barrier coatings. Ceram. Int. 2020, 46, 16372–16379. [Google Scholar]
- Kagawa, Y. Quantitative analysis of closure stress-crack separation curve in grain bridge toughening of polycrystalline ceramics. Mater. Sci. Eng. 1994, 176, 379–383. [Google Scholar] [CrossRef]
- Zhang, Y.; Malzbender, J.; Mack, D.E.; Jarligo, M.O.; Cao, X.; Li, Q.; Vaßen, R.; Stöver, D. Mechanical properties of zirconia composite ceramics. Ceram. Int. 2013, 39, 7595–7603. [Google Scholar] [CrossRef]
- Ma, L.; Ma, W.; Sun, X.; Ji, L.; Liu, J.; Hang, K. Microstructures and mechanical properties of Gd2Zr2O7/ZrO2(3Y) ceramics. J. Alloys Compd. 2015, 644, 416–422. [Google Scholar] [CrossRef]
- Zhong, X.; Zhao, H.; Liu, C.; Wang, L.; Shao, F.; Zhou, X.; Tao, S.; Ding, C. Improvement in thermal shock resistance of gadolinium zirconate coating by addition of nanostructured yttria partially-stabilized zirconia. Ceram. Int. 2015, 41, 7318–7324. [Google Scholar] [CrossRef]
- Wuensch, B.J.; Eberman, K.W. Order-disorder phenomena in A2B2O7 pyrochlore oxides. JOM 2000, 52, 19–21. [Google Scholar] [CrossRef]
- Xiang, J.; Chen, S.; Huang, J.; Zhang, H.; Zhao, X. Phase structure and thermophysical properties of co-doped La2Zr2O7 ceramics for thermal barrier coatings. Ceram. Int. 2012, 38, 3607–3612. [Google Scholar] [CrossRef]
- Wang, C.; Guo, L.; Zhang, Y.; Zhao, X.; Ye, F. Enhanced thermal expansion and fracture toughness of Sc2O3-doped Gd2Zr2O7 ceramics. Ceram. Int. 2015, 41, 10730–10735. [Google Scholar] [CrossRef]
- Zhang, S.P.; Hua, Y.Q.; Shuai, W.W.; Jiang, B.C.; Li, R.T. Thermophysical properties of Gd2(CexZr1−x)2O7 ceramic materials. J. Ceram. 2019, 40, 301–306. [Google Scholar]
- Zhao, F.A.; Xiao, H.Y.; Bai, X.M.; Liu, Z.J.; Zu, X.T. Effects of doping Yb3+, La3+, Ti4+, Hf4+, Ce4+ cations on the mechanical properties, thermal conductivity, and electronic structures of Gd2Zr2O7. J. Alloys Compd. 2019, 776, 306–318. [Google Scholar] [CrossRef]
- Leckie, R.M.; Krämer, S.; Rühle, M.; Levi, C.G. Thermochemical compatibility between alumina and ZrO2-GdO3/2 thermal barrier coatings. Acta Mater. 2005, 53, 3281–3292. [Google Scholar] [CrossRef]
- Ostojic, P.; Mcpherson, R. Indention toughness testing of plasma sprayed coatings. Mater. Forum 1987, 10, 247–255. [Google Scholar]
- Cernuschi, F.; Lorenzoni, L.; Capelli, S.; Guardamagna, C.; Karger, M.; Vaßen, R.; Von Niessen, K.; Markocsan, N.; Menuey, J.; Giolli, C. Solid particle erosion of thermal spray and physical vapour deposition thermal barrier coatings. Wear 2011, 271, 2909–2918. [Google Scholar] [CrossRef]
- Mandal, B.P.; Banerji, A.; Sathe, V.; Deb, S.K.; Tyagi, A.K. Order-disorder transition in Nd2−yGdyZr2O7 pyrochlore solid solution: An X-ray diffraction and Raman spectroscopic study. J. Solid State Chem. 2007, 180, 2643–2648. [Google Scholar] [CrossRef]
- Mandal, B.P.; Tyagi, A.K. Preparation and high temperature-XRD studies on a pyrochlore series with the general composition Gd2−xNdxZr2O7. J. Alloys Compd. 2007, 437, 260–263. [Google Scholar] [CrossRef]
- Mahade, S.; Zhou, D.; Curry, N.; Markocsan, N.; Nylén, P.; Vaßen, R. Tailored microstructures of gadolinium zirconate/YSZ multi-layered thermal barrier coatings produced by suspension plasma spray: Durability and erosion testing. J. Mater. Process. Technol. 2019, 264, 283–294. [Google Scholar] [CrossRef]
- Park, K.Y.; Yang, B.I.; Jeon, S.H.; Park, H.M.; Jung, Y.G. Variation of thermal barrier coating lifetime characteristics with thermal durability evaluation methods. J. Therm. Spray Technol. 2018, 27, 1436–1446. [Google Scholar] [CrossRef]
- Huang, J.B.; Wang, W.Z.; Yu, J.Y.; Wu, L.M.; Feng, Z.Q. Effect of particle size on the micro-cracking of plasma-sprayed YSZ coatings during thermal cycle testing. J. Therm. Spray Technol. 2017, 26, 755–763. [Google Scholar] [CrossRef]
- Frommherz, M.; Scholz, A.; Oechsner, M.; Bakan, E.; Vaßen, R. Gadolinium zirconate/YSZ thermal barrier coatings: Mixed-mode interfacial fracture toughness and sintering behavior. Surf. Coat. Technol. 2016, 286, 119–128. [Google Scholar] [CrossRef]
- Kaplan, M.; Uyaner, M.; Avcu, E.; Avcu, Y.Y.; Karaoglanli, A.C. Solid particle erosion behavior of thermal barrier coatings produced by atmospheric plasma spray technique. Mech. Adv. Mater. Struct. 2019, 26, 1606–1612. [Google Scholar] [CrossRef]
- Li, C.J.; Yang, G.J.; Ohmori, A. Relationship between particle erosion and lamellar microstructure for plasma-sprayed alumina coatings. Wear 2006, 260, 1166–1172. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Bond Coat | YSZ Bottom Layer | Top Layer |
|---|---|---|---|
| Current, A | 550 | 600 | 600 |
| Power, kW | 36.0 | 37.5 | 37.5 |
| Primary gas flow rate, Ar, slpm | 50 | 35 | 35 |
| Carrier gas flow rate, H2, slpm | 7 | 8 | 8 |
| Spray distance, mm | 120 | 80 | 80 |
| Traverse speed of gun, mm/s | 1200 | 500 | 500 |
| Powder feeding rate, % | 10 | 20 | 20 |
| Thickness, μm | 180 | 150 | 450 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Wang, W.; Deng, S.; Fang, H.; Yang, T.; Wang, L. Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying. Coatings 2021, 11, 1477. https://doi.org/10.3390/coatings11121477
Yang Z, Wang W, Deng S, Fang H, Yang T, Wang L. Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying. Coatings. 2021; 11(12):1477. https://doi.org/10.3390/coatings11121477
Chicago/Turabian StyleYang, Zining, Weize Wang, Shujuan Deng, Huanjie Fang, Ting Yang, and Lubin Wang. 2021. "Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying" Coatings 11, no. 12: 1477. https://doi.org/10.3390/coatings11121477