1. Introduction
With the strict enforcement of laws and regulations for environmental protection, waterborne epoxy resin coatings have attracted much attention. However, waterborne coatings made from epoxy resin alone cannot compete with solvent coatings in terms of performance. Epoxy-acrylate composites possess the merits of both epoxy resin and acrylate resin [
1,
2]. In the past 30 years, there are two main methods to prepare epoxy-acrylate composites. One is physical blending, and the other is chemical modification through a graft reaction or esterification reaction [
3,
4]. However, due to the spontaneous ring opening of the epoxide group in the process of polymerization and during storage or the easy hydrolysis of ester groups, the stability of the composite is not good [
5,
6]. In addition, due to the depletion of the epoxide group, the coating resistance of the resulting film is also not good [
7].
In recent years, waterborne epoxy-acrylate composites are mostly prepared by an emulsion polymerization. Wang et al. [
8] demonstrated the synthesis of styrene acrylic-epoxy composite latex by conventional emulsion polymerization, where the utilization of organic solvents for the formation of a water-reducible epoxy-acrylic copolymer was excluded. A damping material based on a core-shell-structured epoxy-acrylate composite was synthesized by Tang et al. [
9] through conventional emulsion polymerization. However, in conventional emulsion polymerization, it is difficult to have a large amount of the epoxy resin incorporated into the composite due to the hydrophobicity of epoxy resin. To solve the problem, mini-emulsion polymerization has been recently adopted to incorporate or graft epoxy resin into acrylate emulsion [
10,
11,
12]. Moreover, an epoxy-acrylate (EP-AC) composite latex with a high EP content was prepared by mini-emulsion polymerization for anticorrosion coatings by Yao et al. [
13]. By adding a crosslinking agent during film formation, the anticorrosion properties of the composite coatings were remarkably improved. In a surfactant and co-surfactant co-functionalized system, Tang et al. [
14] prepared a composite latex with a high content of epoxy-styrene-acrylate for metal coating via a mini-emulsion grafting method. However, the two polymers physically combined during preparation. Woo and Toman [
3] reported that hydrogen could be captured on the backbone of the epoxy resin chain by the initiator under solvent conditions, whereby the grafting of the acrylate monomer cannot be initiated in emulsion conditions. All of the above-mentioned factors make the fabrication of a film with a stable and superior performance challenging.
Nevertheless, the difficulties could be tackled by improving the reactivity of the hydrophobic epoxy resin with the acrylate monomer under the emulsion situation. Duan et al. [
15] synthesized a binder resin by having epoxy resin modified with methyl acrylic acid (MA) and then copolymerizing the modified epoxy resin with several acrylic monomers via free radical polymerization. However, due to the reaction between the epoxied groups of modified epoxy resin and the carboxyl groups of acrylic monomers, gel formation could occur. More recently, our group synthesized a new epoxy acrylic oligomer containing a vinyl group through an epoxy resin reaction with acrylic acid in a controlled manner, where epoxide groups were partially retained. This led to the successful generation of an epoxy-acrylate composite emulsion [
16]. Although the oligomeric monomer was placed in the core of a core-shell particle, where the shell was an acrylic polymer, the epoxide in the oligomeric monomer survived the reaction with carboxylic functional monomers in the shell. In other words, the conflict between the stability and self-crosslinking controllability of the epoxy-acrylate composite latex still exists to a certain extent.
With the development and application of particle design theory, the preparation of latex particles with a multilayer structure has become a research hotspot [
17,
18,
19,
20]. This type of polymer can be produced by multistage emulsion polymerization, where there is a growth of previously formed seeds upon the addition of monomer(s), hence avoiding the need to form new particles. It was reported that multilayer polymers could have different mechanical behaviors despite being equal in their overall composition [
21]. Song et al. [
22] developed a new tactic to prepare a multi-layer core-shell poly(siloxane)/polystyrene/polymethyl methacrylate (PSi/PSt/PMMA) latex, which has wide applications in the production of coatings, as well as modified polymer materials. A kind of epoxy-acrylate emulsion with a three-layer core-shell structure and different contents of epoxy resin was synthesized by Liu et al. [
17], and the film with the 30 wt.% epoxy content had the characteristic of self-stratification. However, because the core was prepared as an epoxy emulsion by phase inversion, the concentration of the emulsifier was as high as 12 wt.% of the monomers. Moreover, Foster et al. [
23] developed a structured three-layer acrylate-based latex that comprises a core with a composition that was identical across the particles, a crosslinked interlayer between the core and shell, and a shell that contained reactive groups for interfacial crosslinking between particles during film formation upon the addition of the crosslinking agent. In addition, Deplace et al. [
24] demonstrated that it is feasible to effectively compartmentalize the phases and have them discretely located within the particles by designing properly structured latexes.
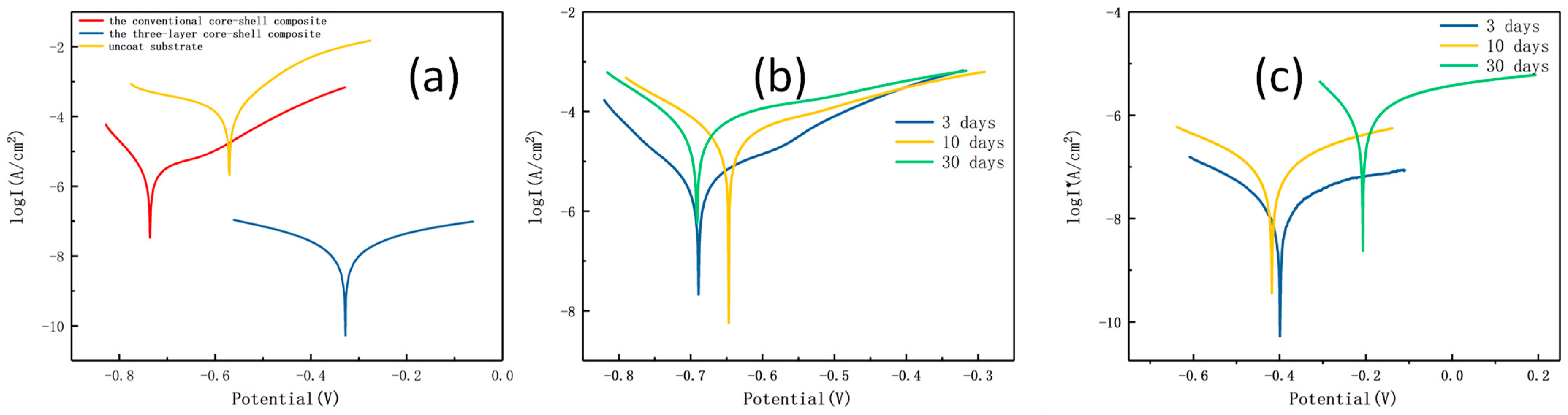
Although waterborne epoxy coatings have been commercialized for more than 40 years, they only share a small percentage of the total market of anticorrosive coatings because their anticorrosion performance is much inferior to that of solvent coatings [
25]. Generally, the paint industry solves the problem by repeating the application several times, which is not only cost demanding and time consuming, but also results in an undesirable increase in the coating thickness. To improve the intrinsic anticorrosion properties of waterborne coatings, it is recommended to introduce various additives and/or anticorrosive pigments into the coating formula [
26]. Recent innovation in nanotechnology has pushed waterborne epoxy coatings toward the direction of barrier improvement [
27,
28,
29,
30]. However, it is hard to achieve a satisfactory dispersity and compatibility between the inorganic phase and polymer. It was demonstrated that enabling self-crosslinking through a structured particle design is a workable way to enhance the anticorrosion properties of waterborne epoxy acrylate composites [
31,
32,
33].
In theory, the reaction of functional groups between the core and shell during polymerization and storage can be avoided by setting an intermediate layer as a barrier between the core and shell by structural design. However, the key factor is whether the intermediate layer is strong enough to maintain its integrity when subjected to the tension of core-shell expansion [
34,
35]. If the intermediate layer is too thin, it is easy to break, and the composite emulsion is unstable during polymerization or storage. If it is too thick, the polymer chains are difficult to diffuse, and there is loss of self-crosslinking ability [
36]. Therefore, the design of an intermediate layer with an appropriate thickness is of great significance for the development of waterborne epoxy-acrylate composite latex with stability and a self-crosslinking ability. To the best of our knowledge, so far, there has been no research on this topic.
The methods for the morphological characterization of multilayer core-shell-structured latex particles mainly include transmission electron microscopy (TEM), scanning electron microscopy (SEM), and atomic force scanning electron microscopy (AFM) [
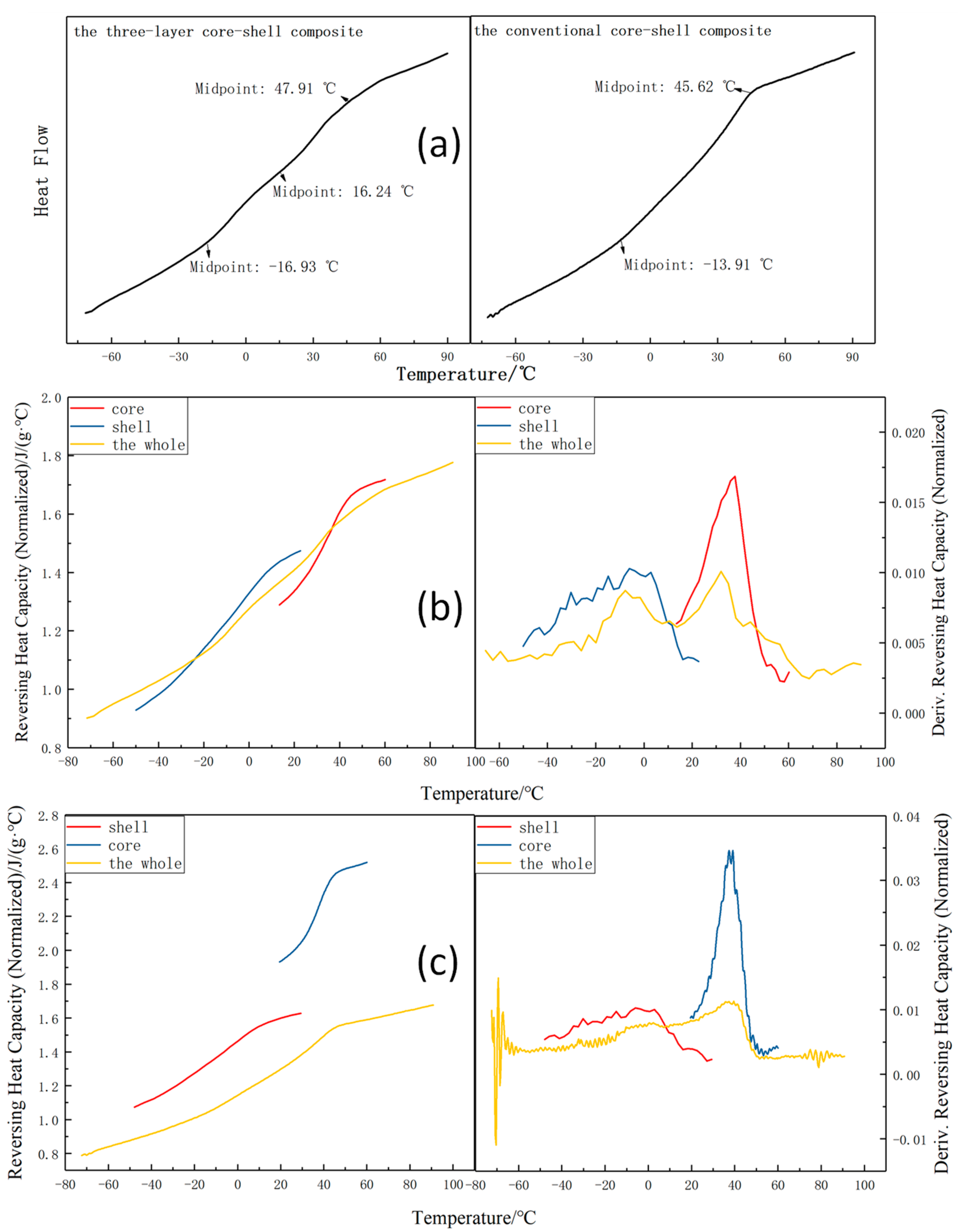
37]. TEM is the most used, but it is not capable of differentiating the structures of polymer latex particles that have a similar monomer composition. Temperature random multi-frequency-modulated differential scan calorimetry (TOPEM-DSC) adopts a slow heating rate and a fast instantaneous heating rate in order to achieve the combination of high sensitivity and high resolution. At the same time, the total heat flow is divided into reversible heat flow and irreversible heat flow, so the technique can measure the reversible heat flow independent of the frequency. Duan et al. [
38] synthesized a two-layer core-shell-structured styrene-acrylic emulsion, quantitatively studied the phase structure of core-shell emulsion particles by TOPEM-DSC, and found that there is an interface layer between the core and shell. In addition, Zahedi et al. [
39] synthesized a core/shell/shell acrylate emulsion by multi-stage polymerization and characterized the glass transition temperature of each phase by the TOPEM-DSC technique. However, the TOPEM-DSC technique has not been applied to study the actual thickness of interlayer.
In the present study, a three-layer core-shell-structured waterborne epoxy-styrene-acrylate composite was prepared by multi-stage seed emulsion polymerization. The novelty is to prepare the composite latex by structural design in order to achieve stability and the self-crosslinking of waterborne epoxy resin simultaneously, in which, an inert intermediate layer of the styrene-acrylate copolymer is set between the inner core (with the acrylate polymer containing epoxied groups) and outer shell (with the acrylate polymer containing carboxyl groups). In addition, the effects of the inert intermediate layer on the stability of the composite emulsion and the corrosion resistance of the composite films were investigated. Most significantly, the method using the TOPEM-DSC technique to characterize the application of a multilayer core-shell emulsion for the construction of a latex particle structure has been demonstrated.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}