
A Novel Technique for Controllable Fabrication of Multilayer Copper/Brass Block

 , , and
, , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and DWFR/ARB Processing
2.2. Calculation of the Utilization Efficiency of Raw Materials
2.3. Characterizations
3. Results and Discussion
4. Conclusions
- The DWFR technique can easily tune the multilayered copper/brass block with a controllable layer thickness, from ~250 μm to ~800 nm.
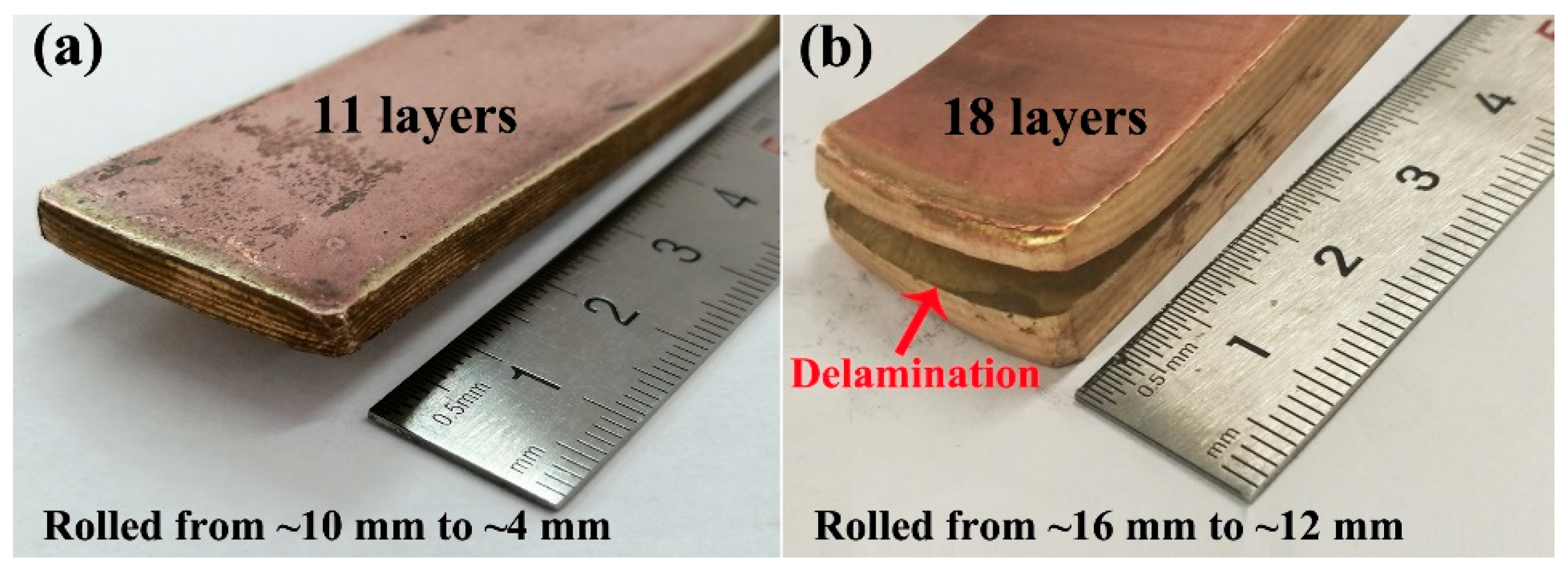
- Well-bonded transition interfaces can be obtained via a diffusion welding treatment, which can suppress the delamination between copper and brass layers during severe deformation, caused by forging and rolling operations.
- DWFR and ARB products are of similar sizes, and can meet the size requirements for industrial products.
- The DWFR technique has a high utilization efficiency of raw materials (>95%), which greatly reduces the costs of raw materials.
- This DWFR technique also provides technical guidance for fabricating other multilayered dissimilar-metal blocks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cepeda-Jiménez, C.M.; García-Infanta, J.M.; Pozuelo, M.; Ruano, O.A.; Carreño, F. Impact toughness improvement of high-strength aluminum alloy by intrinsic and extrinsic fracture mechanisms via hot rolling bonding. Scr. Mater. 2009, 61, 407–410. [Google Scholar] [CrossRef] [Green Version]
- Qin, W.B.; Mao, Q.Z.; Kang, J.J.; Liu, Y.Y.; Shu, D.F.; She, D.S.; Liu, Y.F.; Li, J.S. Superior impact property and fracture mechanism of a multilayered copper/bronze laminate. Mater. Lett. 2019, 250, 60–63. [Google Scholar] [CrossRef]
- Huang, C.X.; Wang, Y.F.; Ma, X.L.; Yin, S.H.; Hoppel, W.; Goken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef] [Green Version]
- Li, J.S.; Wang, S.Z.; Mao, Q.Z.; Huang, Z.W.; Li, Y.S. Soft/hard copper/bronze laminates with superior mechanical properties. Mater. Sci. Eng. A 2019, 756, 213–218. [Google Scholar] [CrossRef]
- Liu, T.; Gu, C.Y.; Li, J.S.; Zhou, Z.C.; Lu, Y.; Gao, F.; Chen, M.; Mao, Q.Z.; Lu, X.K.; Li, Y.S. Effect of structural orientation on the impact properties of a soft/hard copper/brass laminate. Vacuum 2021, 191, 110388. [Google Scholar] [CrossRef]
- Druzhinin, A.V.; Ariosa, D.; Siol, S.; Ott, N.; Straumal, B.B.; Janczak-Rusch, J.; Jeurgens, L.P.H.; Cancellieri, C. Effect of the individual layer thickness on the transformation of Cu/W nano-multilayers into nanocomposites. Materialia 2019, 7, 100400. [Google Scholar] [CrossRef]
- Krella, A.K.; Czyniewski, A.; Gilewicz, A.; Gajowiec, G. Experimental study of the influence of deposition of multilayer CrN/CrCN PVD coating on austenitic steel on resistance to cavitation erosion. Coatings 2020, 10, 487. [Google Scholar] [CrossRef]
- Ma, X.L.; Huang, C.X.; Xu, W.Z.; Zhou, H.; Wu, X.L.; Zhu, Y.T. Strain hardening and ductility in a coarse-grain/nanostructure laminate material. Scr. Mater. 2015, 103, 57–60. [Google Scholar] [CrossRef] [Green Version]
- Lu, C.; Tieu, K.; Wexler, D. Significant enhancement of bond strength in the accumulative roll bonding process using nano-sized SiO2 particles. J. Mater. Process. Technol. 2009, 209, 4830–4834. [Google Scholar] [CrossRef]
- Mahdavian, M.M.; Ghalandari, L.; Reihanian, M. Accumulative roll bonding of multilayered Cu/Zn/Al: An evaluation of microstructure and mechanical properties. Mater. Sci. Eng. A 2013, 579, 99–107. [Google Scholar] [CrossRef]
- Huang, M.; Xu, C.; Fan, G.H.; Maawad, E.; Gan, W.M.; Geng, L.; Lin, F.X.; Tang, G.Z.; Wu, H.; Du, Y.; et al. Role of layered structure in ductility improvement of layered Ti-Al metal composite. Acta Mater. 2018, 153, 235–249. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Fard, N.M.N.; Mirzadeh, H.; Rezayat, M.; Cabrera, J.M. Accumulative roll bonding of aluminum/stainless steel sheets. J. Ultrafine Grained Nanostruct. Mater. 2017, 50, 1–5. [Google Scholar] [CrossRef]
- Ma, X.L.; Huang, C.X.; Moering, J.; Ruppert, M.; Hoppel, H.W.; Goken, M.; Narayan, J.; Zhu, Y.T. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Salavati-Niasari, M. Zeolite-encapsulation copper(II) complexes with 14-membered hexaaza macrocycles: Synthesis, characterization and catalytic activity. J. Mol. Catal. A Chem. 2004, 217, 87–92. [Google Scholar] [CrossRef]
- Salavati-Niasari, M. Nanoscale microreactor-encapsulation 14-membered nickel(II) hexamethyl tetraaza: Synthesis, characterization and catalytic activity. J. Mol. Catal. A Chem. 2005, 229, 159–164. [Google Scholar] [CrossRef]
- Salavati-Niasari, M.; Sobhani, A.; Davar, F. Synthesis of star-shaped PbS nanocrystals using single-source precursor. J. Alloy. Compd. 2010, 507, 77–83. [Google Scholar] [CrossRef]
- Salavati-Niasari, M.; Davar, F.; Loghman-Estarki, M.R. Controllable synthesis of thioglycolic acid capped ZnS(Pn)0.5 nanotubes via simple aqueous solution route at low temperatures and conversion to wurtzite ZnS nanorods via thermal decompose of precursor. J. Alloy. Compd. 2010, 494, 199–204. [Google Scholar] [CrossRef]
- Ghanbari, D.; Salavati-Niasari, M.; Sabet, M. Preparation of flower-like magnesium hydroxide nanostructure and its influence on the thermal stability of poly vinyl acetate and poly vinyl alcohol. Compos. Part B 2013, 45, 550–555. [Google Scholar] [CrossRef]
- Zinatloo-Ajabshir, S.; Morassaei, M.S.; Salavati-Niasari, M. Eco-friendly synthesis of Nd2Sn2O7–based nanostructure materials using grape juice as green fuel as photocatalyst for the degradation of erythrosine. Compos. Part B 2019, 167, 643–653. [Google Scholar] [CrossRef]
- Liang, N.N.; Liu, J.Z.; Lin, S.C.; Wang, Y.; Wang, J.T.; Zhao, Y.H.; Zhu, Y.T. A multiscale architectured CuCrZr alloy with high strength, electrical conductivity and thermal stability. J. Alloy. Compd. 2018, 735, 1389–1394. [Google Scholar] [CrossRef]
- Mao, Q.Z.; Zhang, Y.S.; Liu, J.Z.; Zhao, Y.H. Breaking material property trade-offs via macrodesign of microstructure. Nano Lett. 2021, 21, 3191–3197. [Google Scholar] [CrossRef]
- Mao, Q.Z.; Zhang, Y.S.; Guo, Y.Z.; Zhao, Y.H. Enhanced electrical conductivity and mechanical properties in thermally stable fine-grained copper wire. Commun. Mater. 2021, 2, 46. [Google Scholar] [CrossRef]
- Mao, Q.Z.; Chen, X.; Li, J.S.; Zhao, Y.H. Nano-gradient materials prepared by rotary swaging. Nanomaterials 2021, 11, 2223. [Google Scholar] [CrossRef]
- Straumal, B.B.; Polyakov, S.A.; Mittemeijer, E.J. Temperature influence on the faceting of Σ3 and Σ9 grain boundaries in Cu. Acta Mater. 2006, 54, 167–172. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, Y.X.; Gong, H.; Zheng, X.Z.; Jiang, S.S. Effects of rolling parameters of snake hot rolling on strain distribution of aluminum alloy. Trans. Nonferr. Met. Soc. China 2014, 24, 2150–2156. [Google Scholar] [CrossRef]
- Wang, T.; Liu, W.L.; Liu, Y.M.; Wang, Z.H.; Ignatov, A.V.; Huang, Q.X. Formation mechanism of dynamic multi-neutral points and cross shear zones in corrugated rolling of Cu/Al laminated composite. J. Mater. Process. Technol. 2021, 295, 117157. [Google Scholar] [CrossRef]
- Yu, H.L.; Lu, C.; Tieu, A.K.; Li, H.J.; Godbole, A.; Zhang, S.H. Special rolling techniques for improvement of mechanical properties of ultrafine-grained metal sheets: A review. Adv. Eng. Mater. 2016, 18, 754–769. [Google Scholar] [CrossRef] [Green Version]
- Tran, D.C.; Tardif, N.; Limam, A. Experimental and numerical modeling of flatness defects in strip cold rolling. Inter. J. Solids Struct. 2015, 69–70, 343–349. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhou, Z.; Liu, T.; Zhao, Y.; Lu, Y.; Chen, M.; Wang, X.; Wang, G.; Mao, Q. A Novel Technique for Controllable Fabrication of Multilayer Copper/Brass Block. Coatings 2021, 11, 1416. https://doi.org/10.3390/coatings11111416
Li J, Zhou Z, Liu T, Zhao Y, Lu Y, Chen M, Wang X, Wang G, Mao Q. A Novel Technique for Controllable Fabrication of Multilayer Copper/Brass Block. Coatings. 2021; 11(11):1416. https://doi.org/10.3390/coatings11111416
Chicago/Turabian StyleLi, Jiansheng, Zhongchen Zhou, Tong Liu, Yu Zhao, Yan Lu, Ming Chen, Xiaozhen Wang, Gang Wang, and Qingzhong Mao. 2021. "A Novel Technique for Controllable Fabrication of Multilayer Copper/Brass Block" Coatings 11, no. 11: 1416. https://doi.org/10.3390/coatings11111416