
Thermodynamic Coupling Simulation of CrN/Cr Composite Coating Barrel Bore

Abstract
:1. Introduction
2. Barrel Simulation Model
2.1. Theoretical Model of Finite Element Analysis
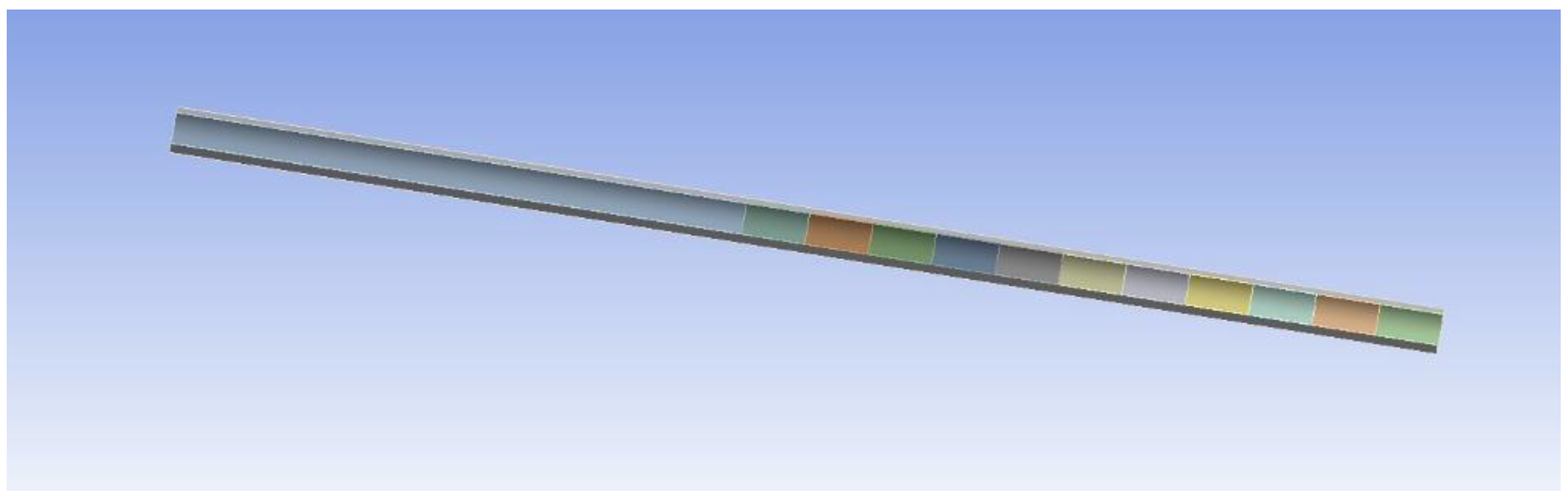
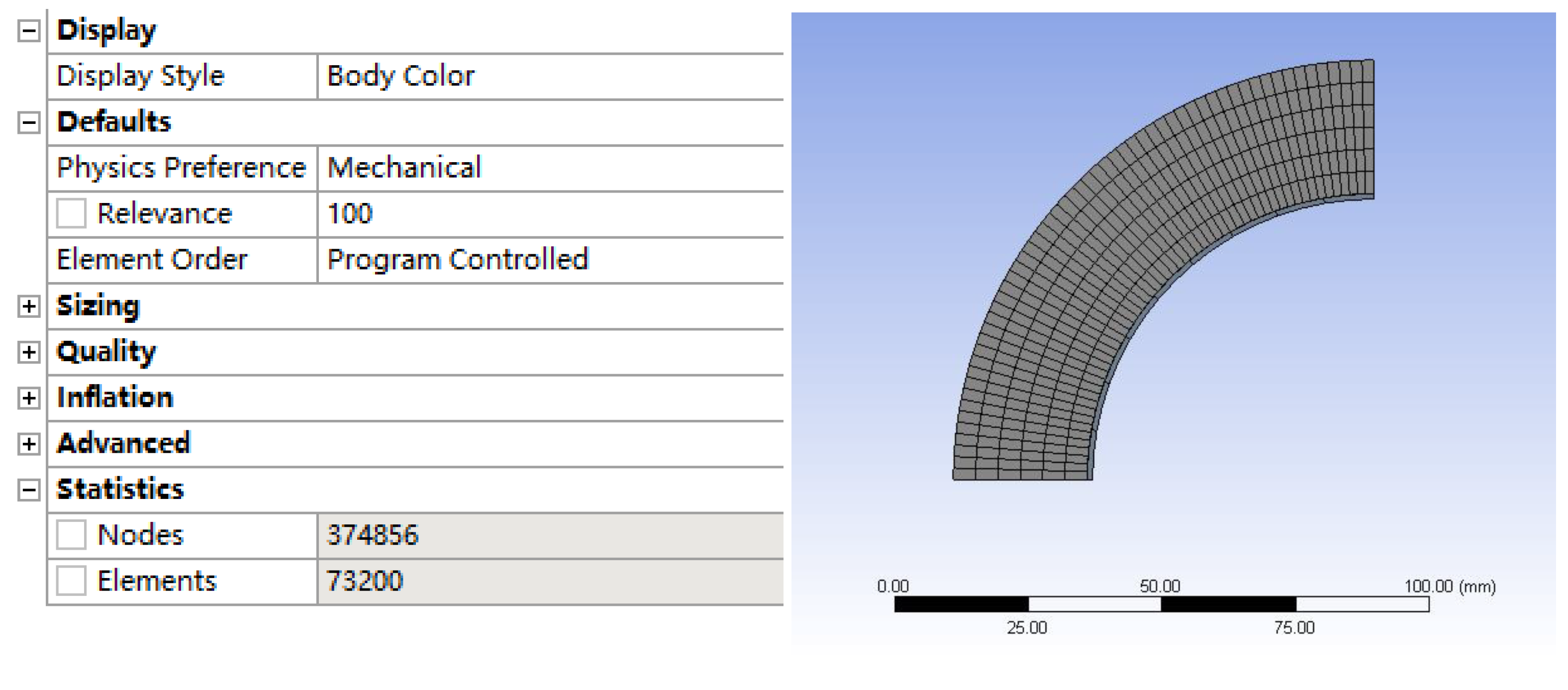
2.2. Finite Element Model and Material Parameters
2.3. Initial and Boundary Conditions
2.3.1. Initial Conditions
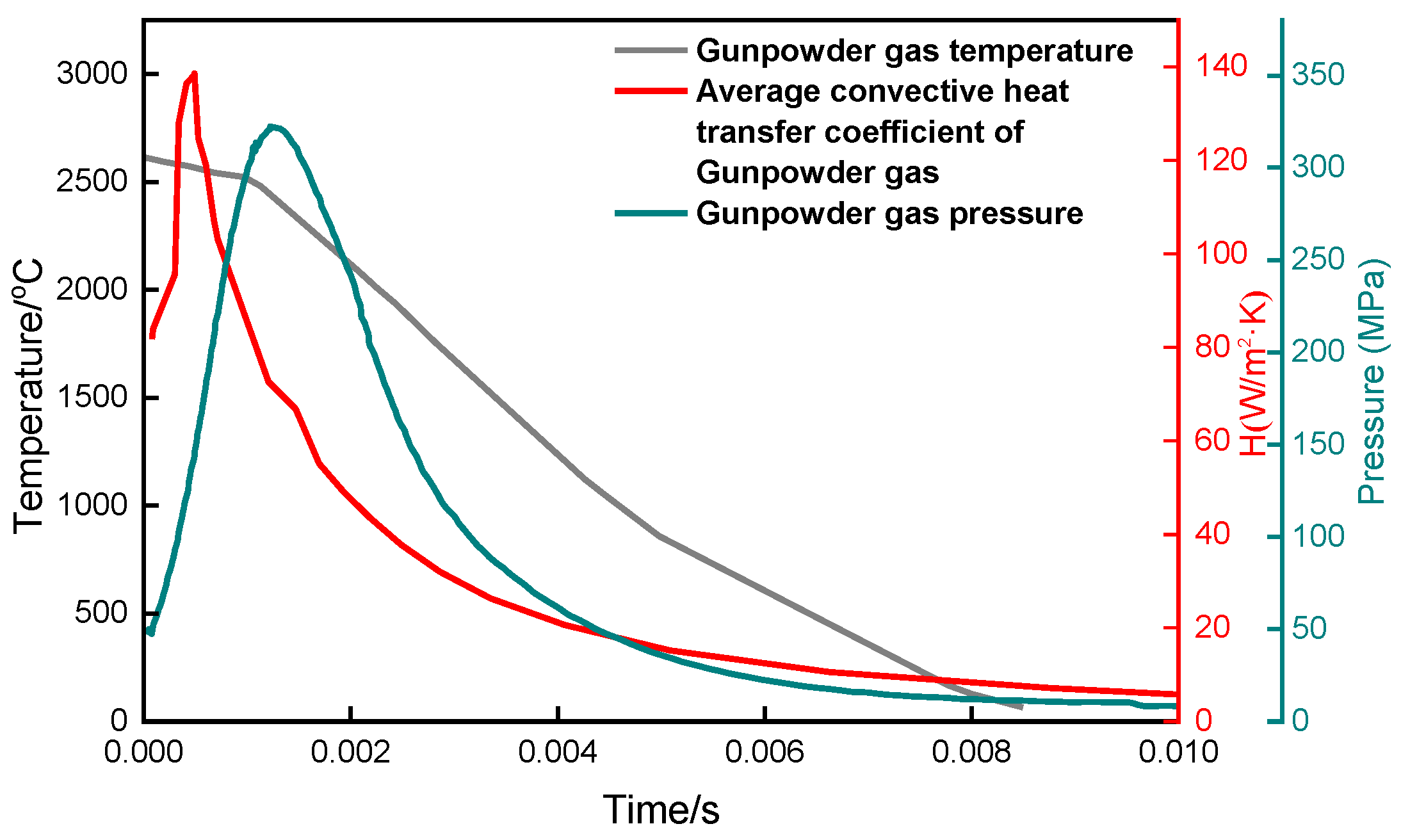
2.3.2. Boundary Conditions
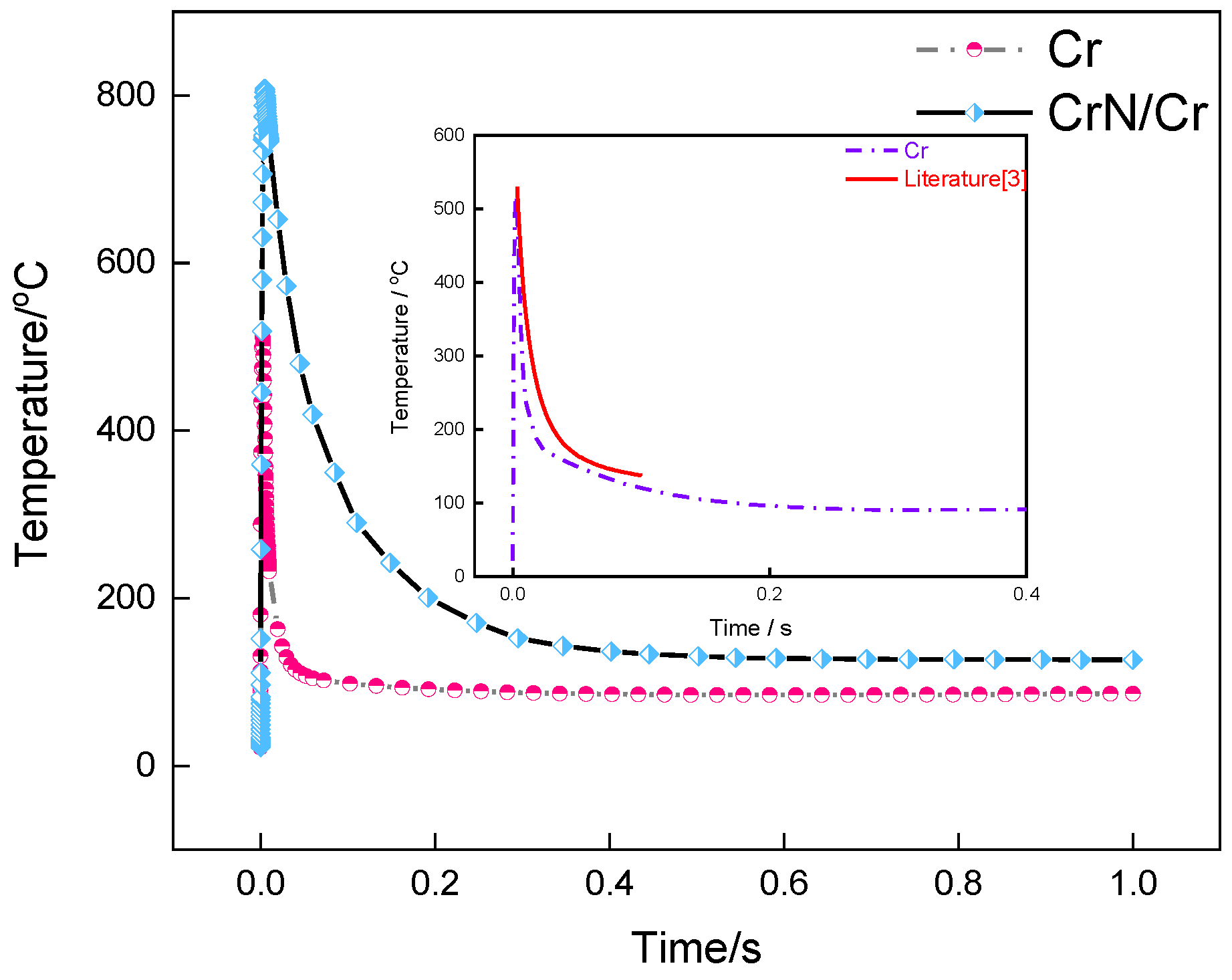
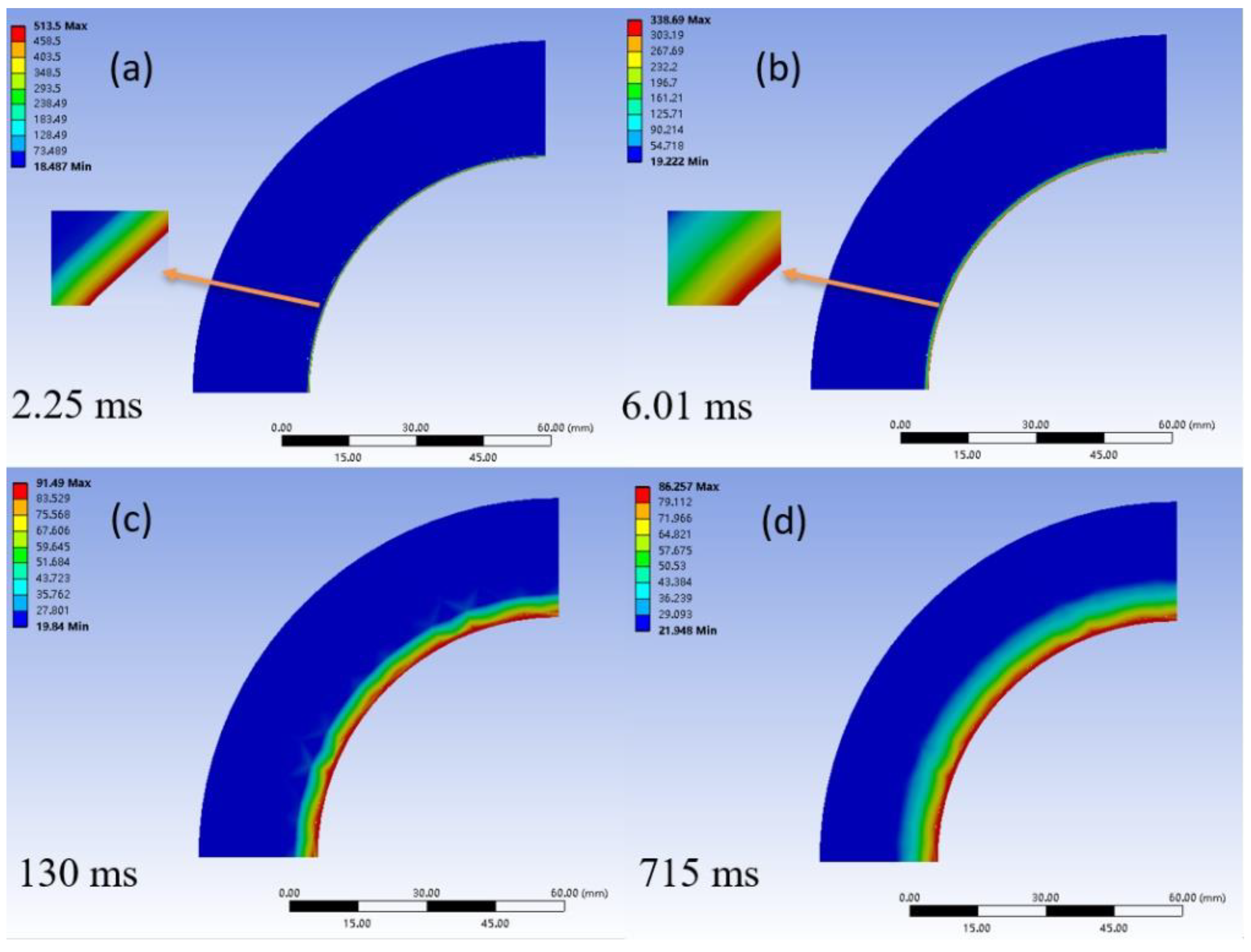
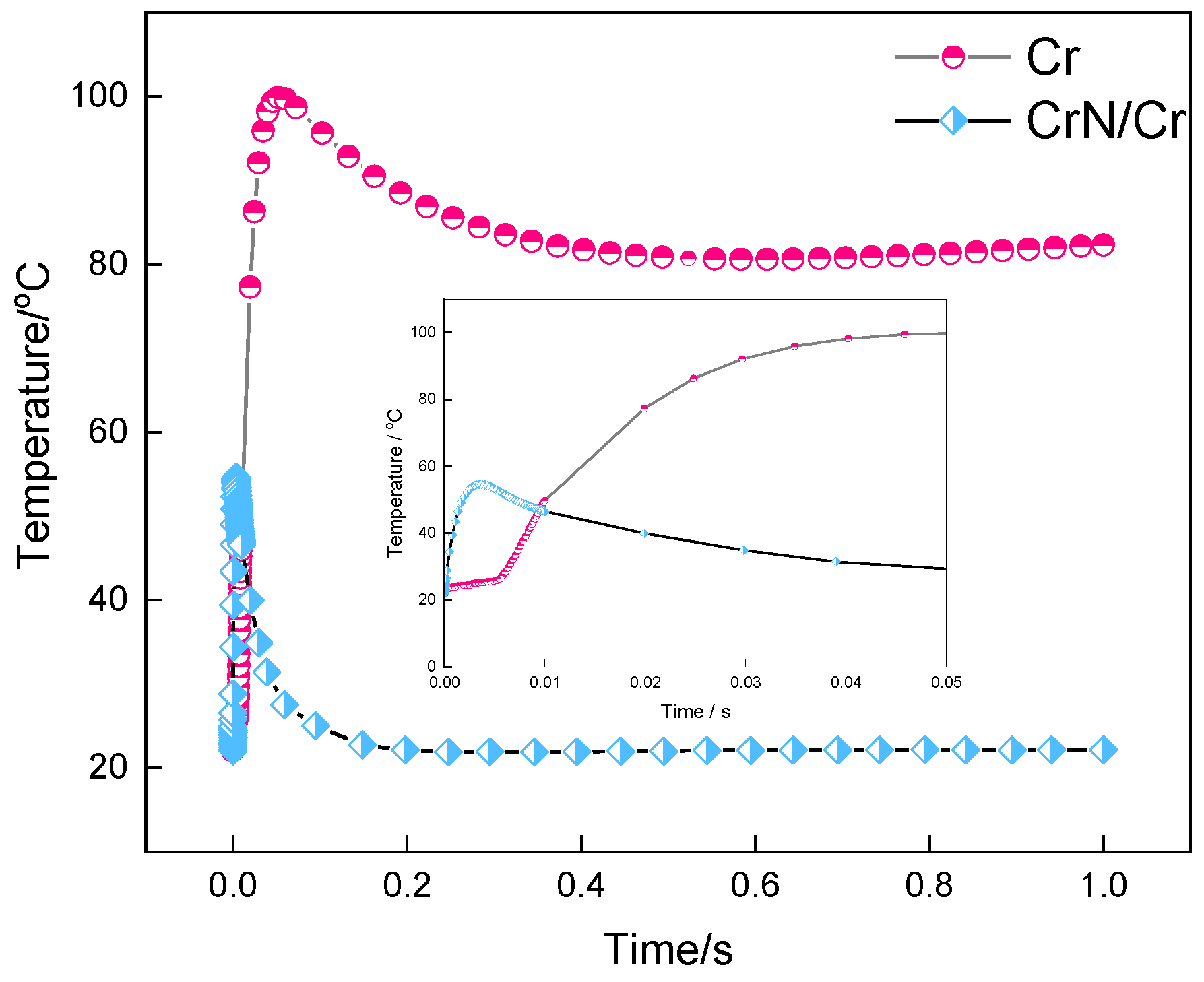
3. Simulation Analysis of the Temperature Field of the Barrel
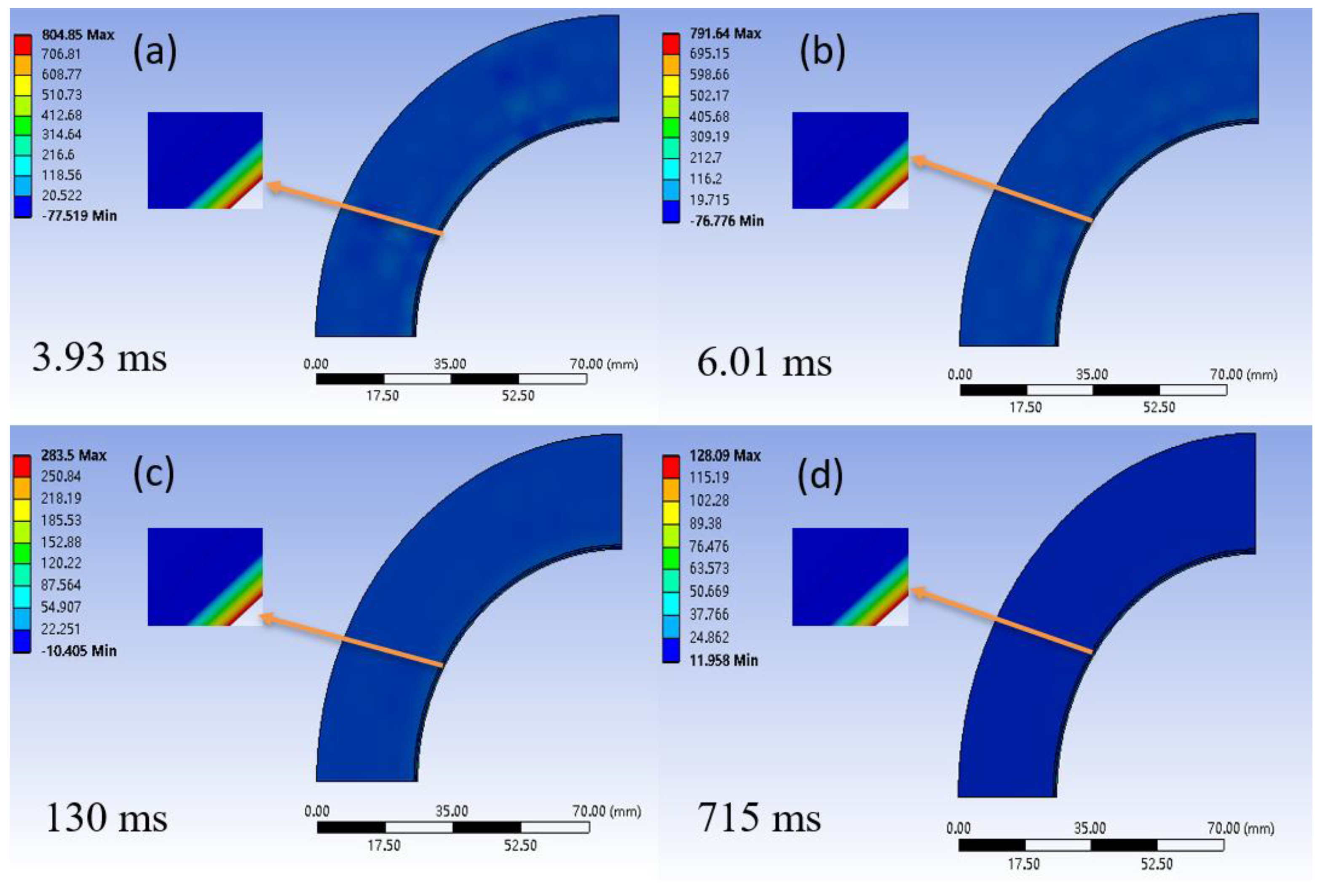
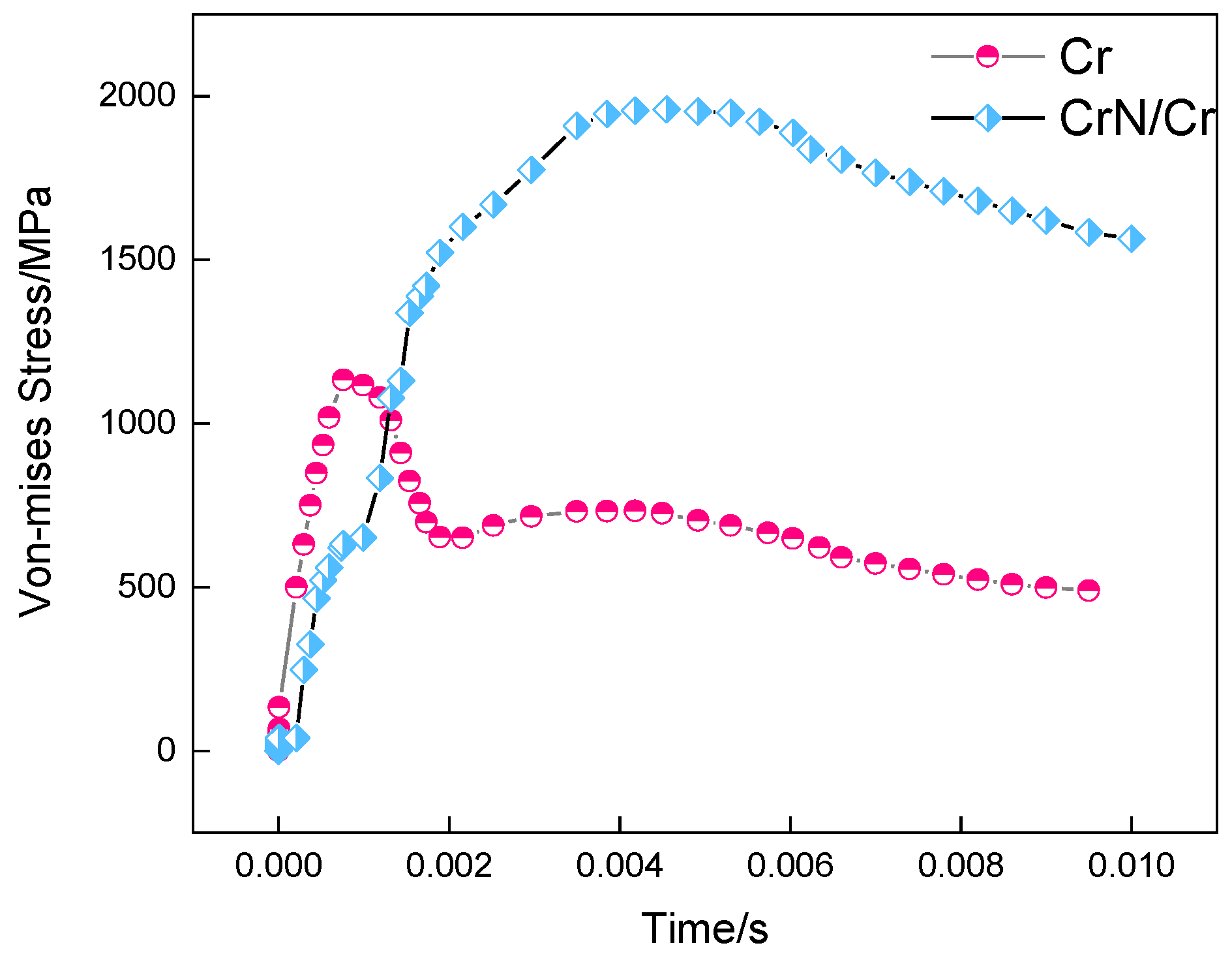
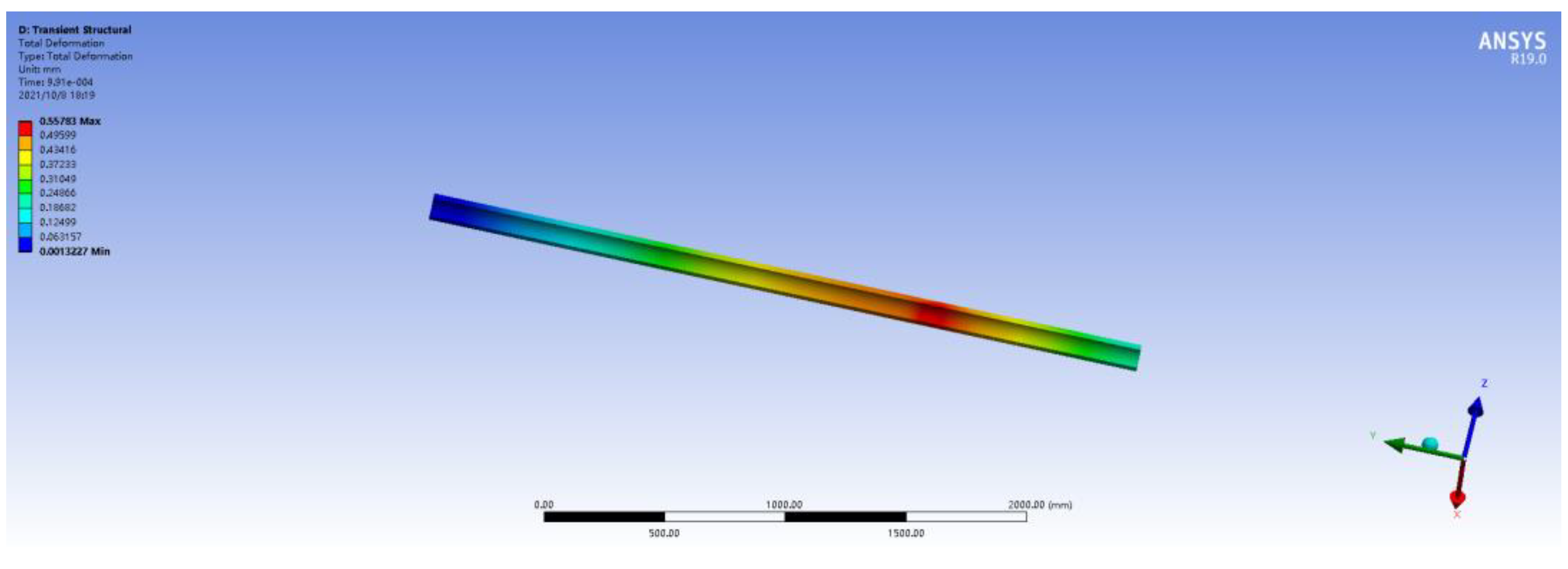
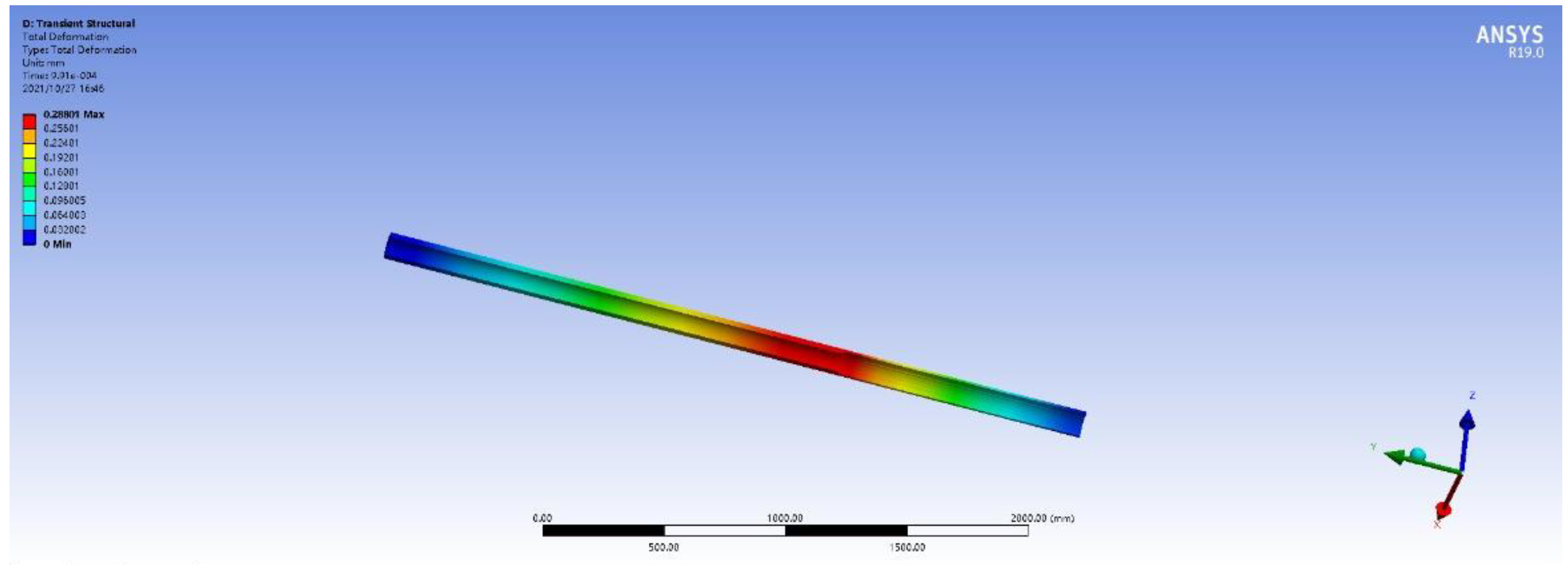
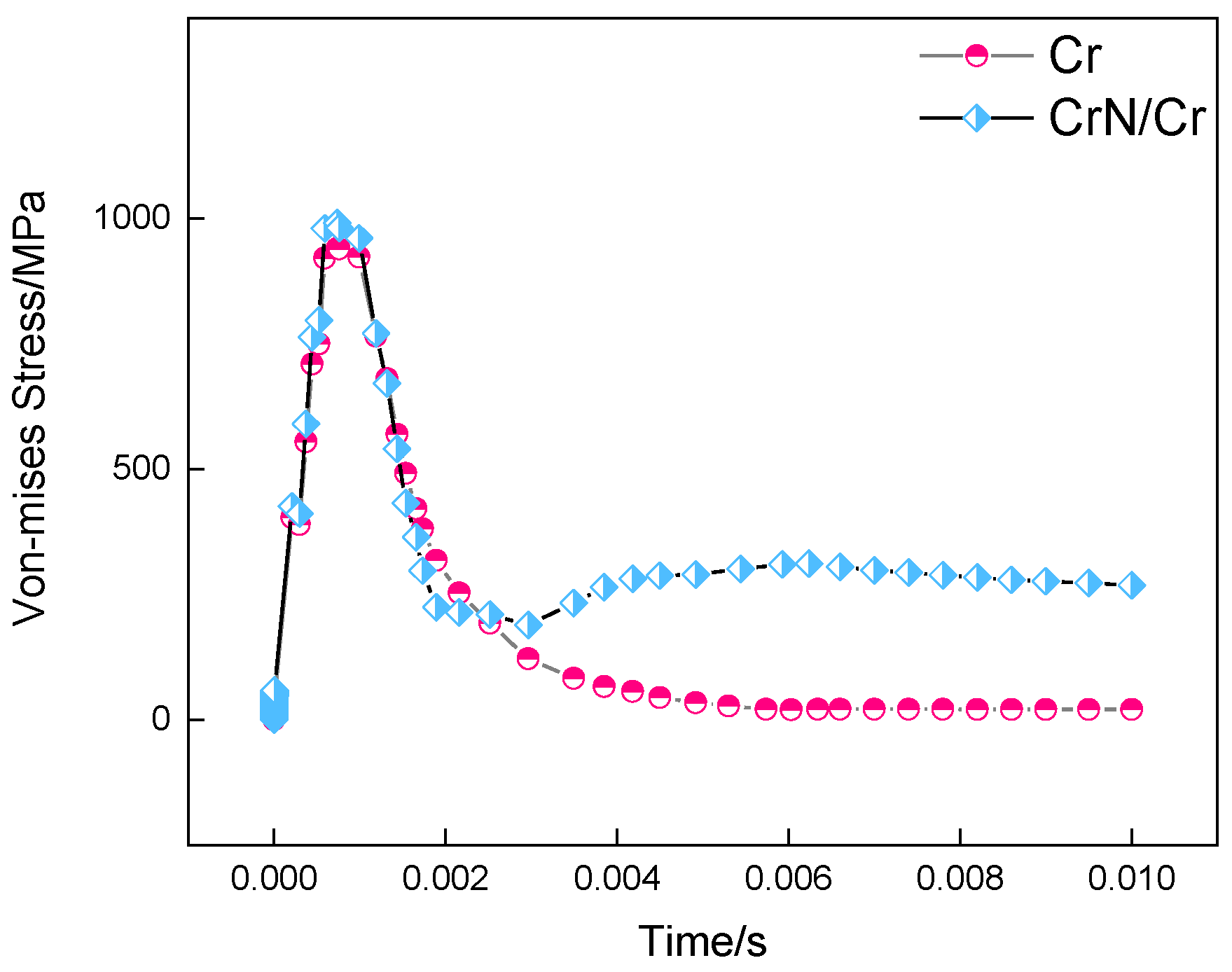
4. Simulation of the Stress Field of the Barrel
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, W. Thermal Response and Ablation Wear Analysis of Naval Gun Barrel. Master’s Thesis, Zhongbei University, Taiyuan, China, May 2015. [Google Scholar]
- Zhang, N.; Lv, C.R.; Xu, L. Current status and development trend of artillery barrel steel. China Met. 2019, 29, 6–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.T. Mechanical Properties of Chromium Plated Barrel and Crack Propagation Analysis of Chromium Layer. Master’s Thesis, Zhongbei University, Taiyuan, China, May 2018. [Google Scholar]
- Polcar, T.; Martinez, R.; Vítů, T. High temperature tribology of CrN and multilayered Cr/CrN coatings. Surf. Coat. Technol. 2009, 203, 3254–3259. [Google Scholar] [CrossRef]
- Xue, T. Generalized Heat Transfer and Thermal Contact Theory and Numerical Simulation of Artillery Barrel Under Launching Transient Load. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, December 2018. [Google Scholar]
- Xu, D.; Luo, Y.; Fan, W.B. Numerical simulation of heat transfer and temperature distribution of gun barrel. J. Arm. Force. Eng. 2016, 30, 50–54. [Google Scholar]
- Zhou, J.; Gao, Y.F.; Wang, D. Simulation research on gun launch dynamics based on ADAMS. J. Vib. Shock. 2020, 39, 135–140. [Google Scholar]
- Zhuang, J. Numerical Simulation of Temperature Stress Field and Fatigue Life Analysis of a Tank Gun Barrel. Master’s Thesis, Dalian University of Technology, Dalian, China, June 2014. [Google Scholar]
- Yang, Y.F.; Zheng, J.; Jia, C.Z. Finite element simulation analysis of heat conduction of gun barrel. J. Gun Launch Control 2011, 1, 45–48. [Google Scholar]
- Yang, G.H. Study on Thermodynamic Characteristics of Automatic Weapon Barrel. Master’s Thesis, Zhongbei University, Taiyuan, China, May 2014. [Google Scholar]
- Dong, X.; Rui, X.; Li, C. A calculation method of interior ballistic two-phase flow considering the recoil of gun barrel. Appl. Therm. Eng. 2021, 185, 18–20. [Google Scholar] [CrossRef]
- Haw, L.L.; Yang, Y.C.; Chang, W.J. Estimation of heat flux and thermal stresses in multilayer gun barrel with thermal contact resistance. Appl. Math. Comput. 2009, 209, 211–221. [Google Scholar]
- Wu, F.; Zheng, Z.H.; Wu, S.C. Thermal mechanical coupling analysis of multiple firing barrel of large caliber gun. Chin. J. Mech. Eng. 2012, 23, 1056–1059. [Google Scholar]
- Balyts’kyi, O.I.; Kostyuk, I.F. Strength of welded joints of Cr–Mn steels with elevated content of nitrogen in hydrogen-containing media. Mater Sci. 2009, 45, 97–107. [Google Scholar] [CrossRef]
- Balitskii, A.I.; Ivaskevich, L.M. Assessment of hydrogen embrittlement in high-alloy chromium-nickel steels and alloys in hydrogen at high pressures and temperatures. Strength Mater. 2018, 50, 88–887. [Google Scholar] [CrossRef]
- Mytsyk, B.G.; Ivanytskyi, Y.L.; Balitskii, A.I. Study of hydrogen influence on 1020 steel by low deformation method. Mater. Lett. 2016, 184, 328–331. [Google Scholar] [CrossRef]
- Kawiak, M.; Balitskii, A. Embrittlement of welded joints of tram rails in city environments. Eng. Fail. Anal. 2017, 85, 97–103. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, J. Heat transfer simulation of large caliber gun barrel. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2020; Volume 546, pp. 39–42. [Google Scholar]
- Yang, Y.; Zhang, X.; Xu, C.; Fan, L. Dynamic stress analysis of anisotropic gun barrel under coupled thermo-mechanical loads via finite element method. Lat. Am. J. Solids Struct. 2020, 17, 57–63. [Google Scholar] [CrossRef]
- Szparaga, Ł.; Mydłowska, K.; Gilewicz, A. Mechanical and anti-wear properties of multi-module Cr/CrN coatings. Int. J. Surf. Sci. Eng. 2019, 13, 37–43. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| – | Density (g/cm3) | Coefficient of Thermal Expansion (10–6/K) | Thermal Conductivity (W/m·K) | Specific Heat Capacity (J/kg·K) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| CrN | 6.14 | 5.2 | 11.7 | 850 | 402 | 0.30 |
| Cr | 7.19 | 9.4 | 83.6 | 505 | 200 | 0.12 |
| Gun steel | 7.80 | 12.1 | 40.8 | 460 | 207 | 0.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Wang, C.; Li, W. Thermodynamic Coupling Simulation of CrN/Cr Composite Coating Barrel Bore. Coatings 2021, 11, 1358. https://doi.org/10.3390/coatings11111358
Wang S, Wang C, Li W. Thermodynamic Coupling Simulation of CrN/Cr Composite Coating Barrel Bore. Coatings. 2021; 11(11):1358. https://doi.org/10.3390/coatings11111358
Chicago/Turabian StyleWang, Shaowei, Chuanbin Wang, and Wenjun Li. 2021. "Thermodynamic Coupling Simulation of CrN/Cr Composite Coating Barrel Bore" Coatings 11, no. 11: 1358. https://doi.org/10.3390/coatings11111358