
Research on Laser Cladding Co-Based Alloy on the Surface of Vermicular Graphite Cast Iron

Abstract
:1. Introduction
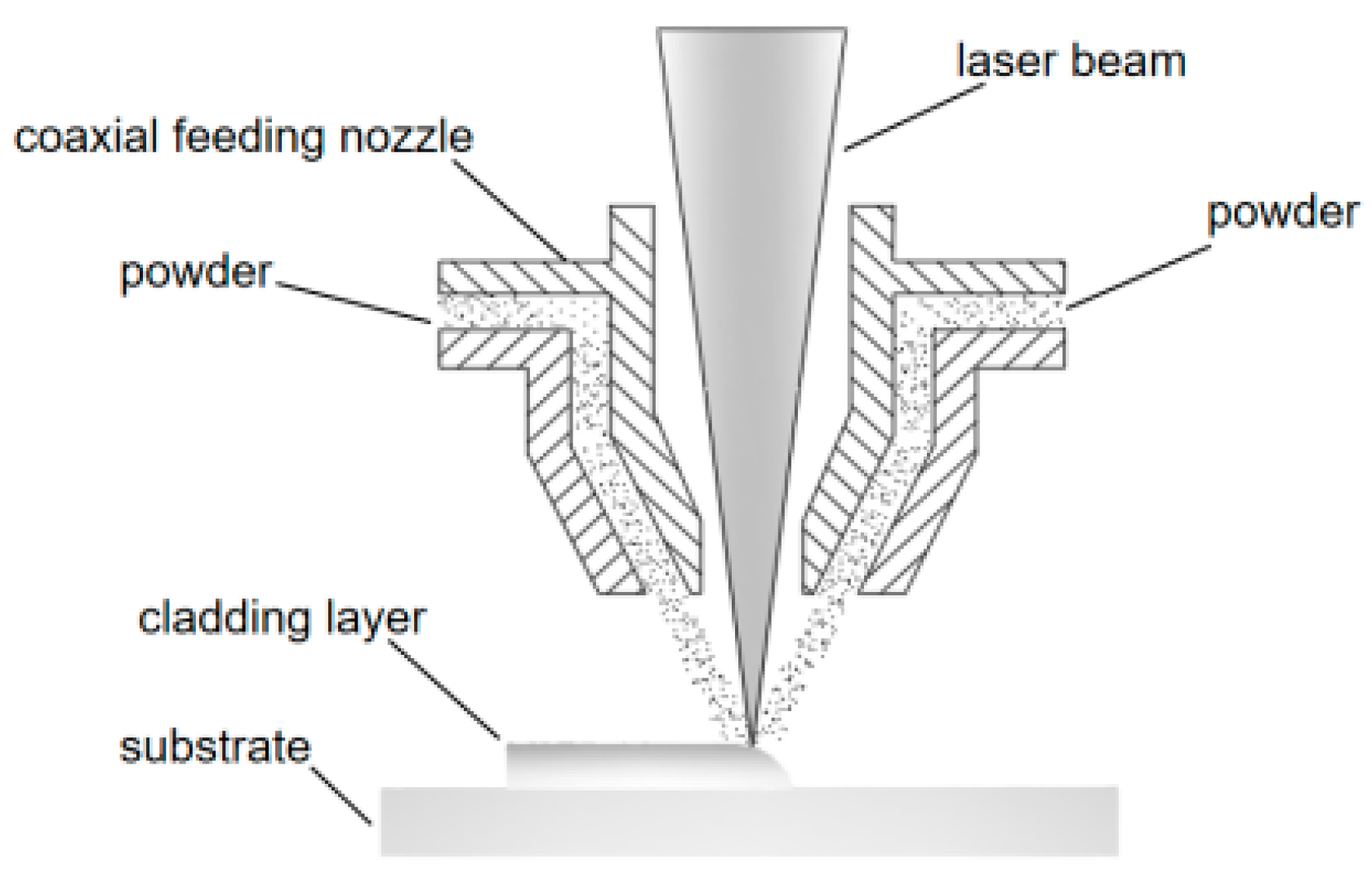
2. Experimental Materials and Methods
3. Results Analysis and Discussion
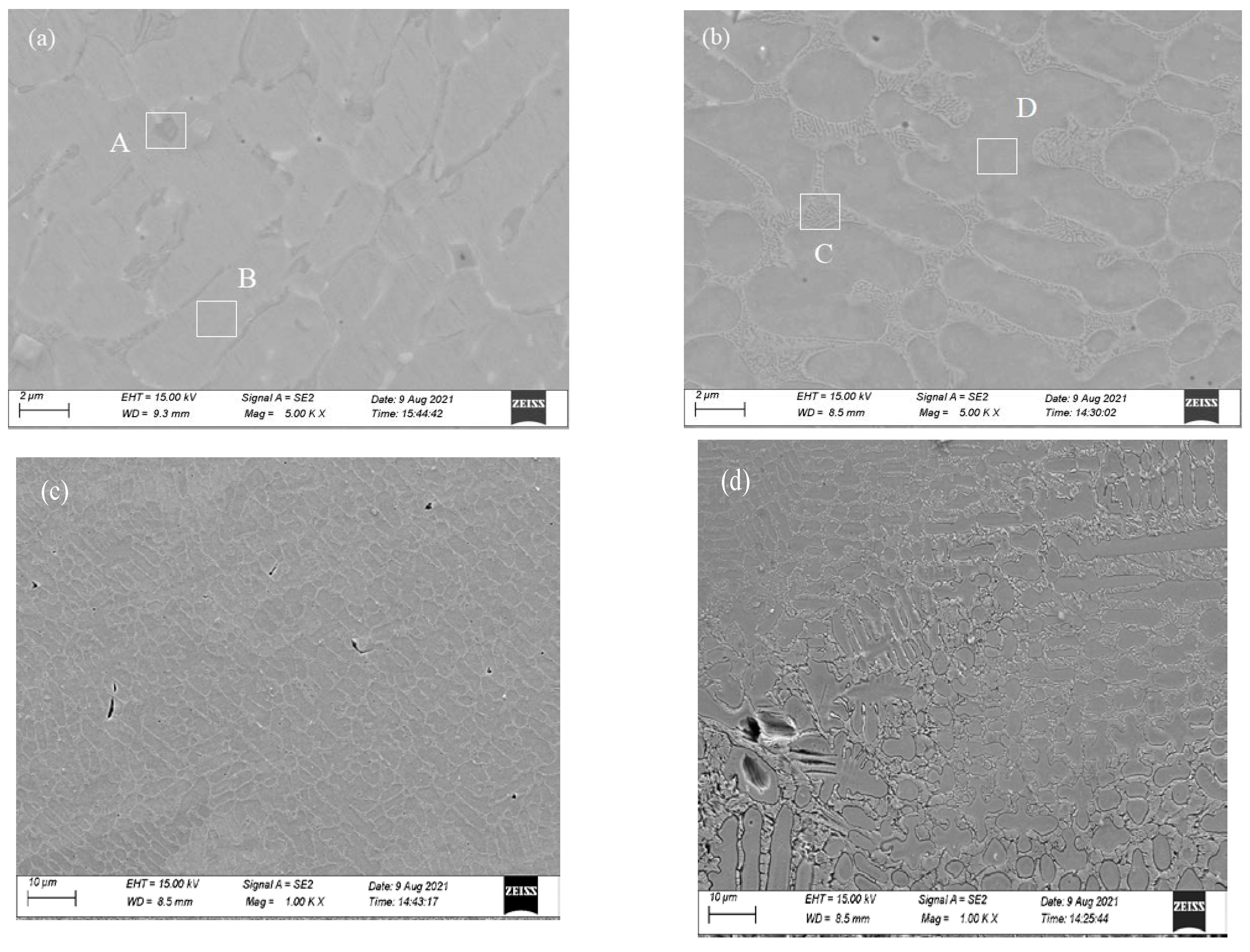
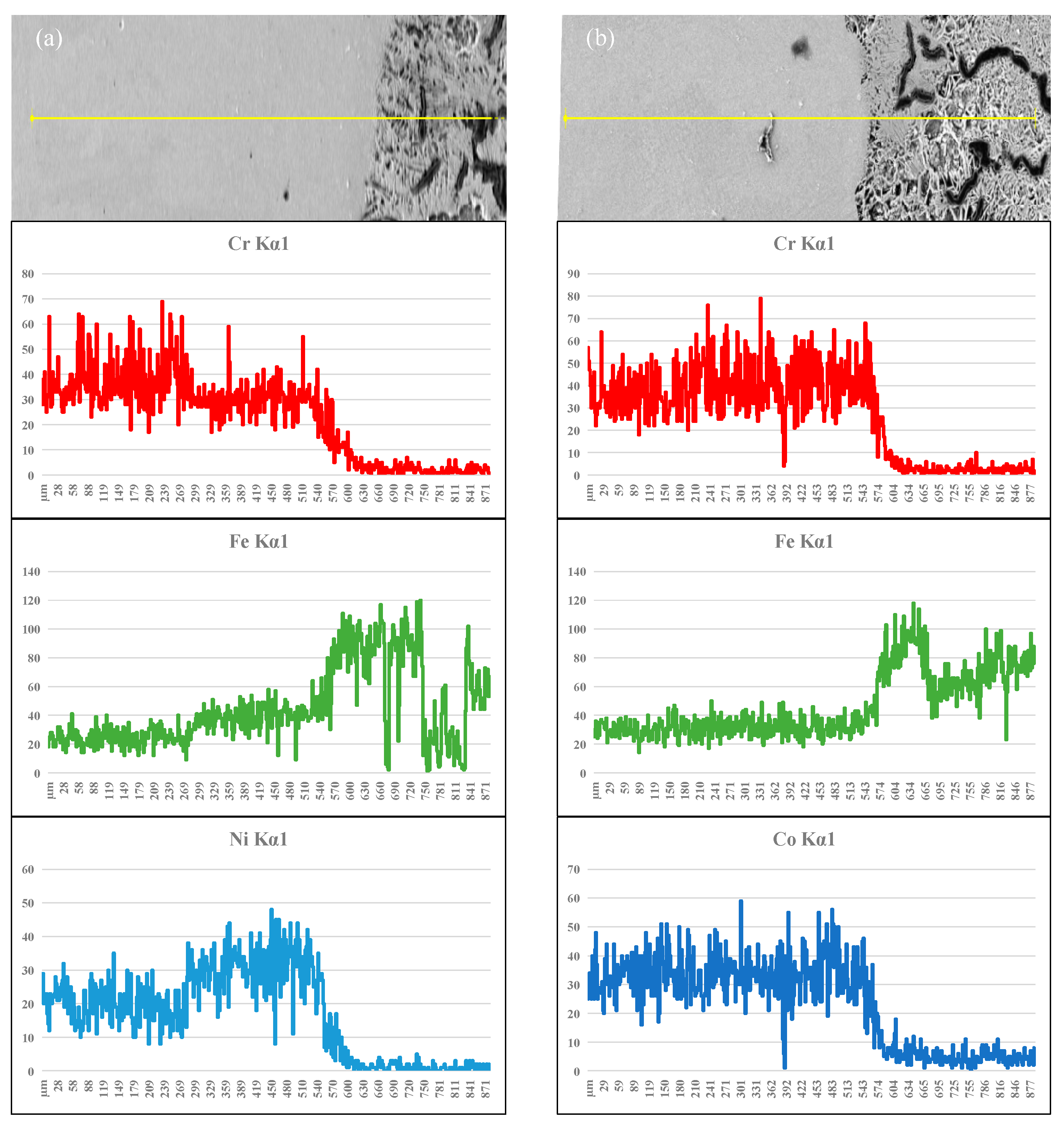
3.1. Microstructure and Phase Composition
3.2. Hardness of the Cladding Layer
3.3. Corrosion Resistance of Cladding Layer
3.4. Wear Performance of Cladding Layer
3.5. Mechanical Properties of Cladding Layer
4. Conclusions
- (1)
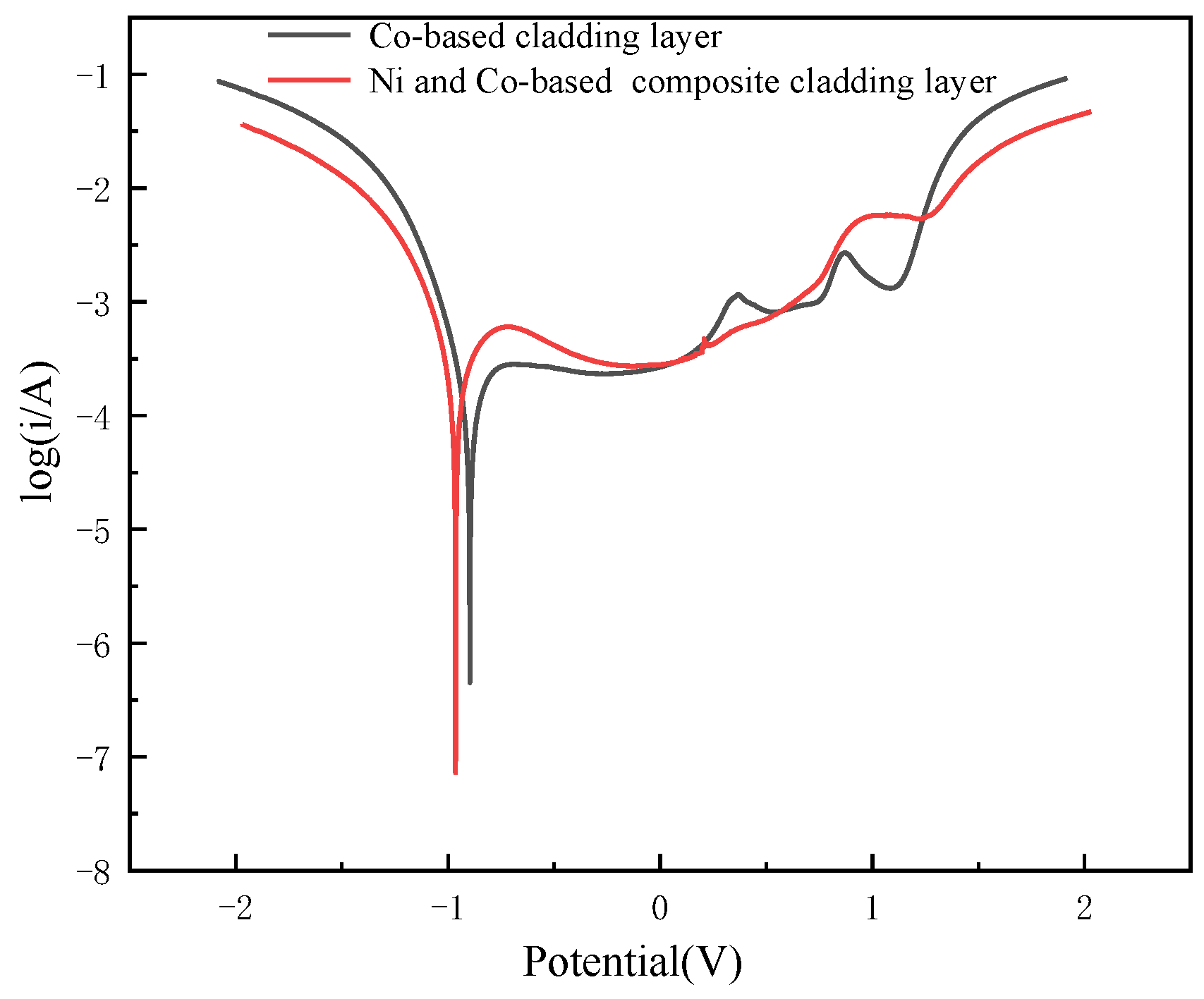
- The self-corrosion potentials of the Co-based cladding layer and the Ni and Co-based composite cladding layers are −0.896V and −0.964V, respectively, and the self-corrosion current density is 2.469 × 10−4 A·cm−2 and 3.547 × 10−4 A·cm−2. Due to the inhomogeneity of the material and the structure and the potential difference between the elements, the micro-batteries are formed. Compared with the Ni and Co-based composite cladding layer, the surface of the Co-based cladding layer has better corrosion resistance.
- (2)
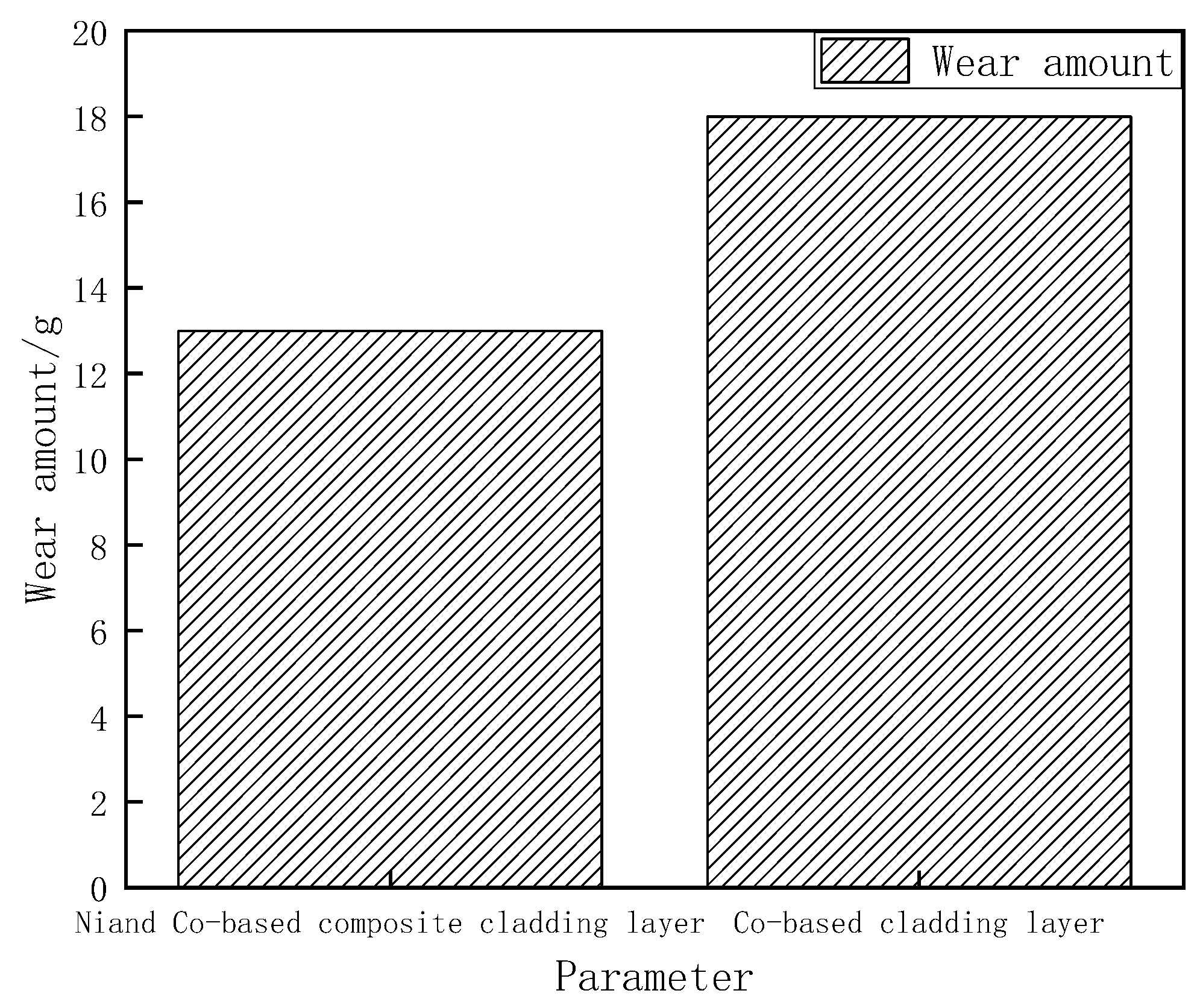
- The wear of Ni and Co-based composite cladding layer is 0.72 times higher than that of Co-based cladding layers due to the combination of different compounds generated by the different elemental contents and the different degrees of plastic deformation, fatigue wear, and oxidative wear occurring on the surface of the cladding layers.
- (3)
- The average hardness value of the cladding region of the Co-based cladding layer is 788 HV0.5, and the average hardness value of the cladding region of the Ni and Co-based composite cladding layer is 504 HV0.5.
- (4)
- Due to the excellent mechanical properties of the Co-based cladding layer prepared by laser, the shear strength of the cladding layer is greater than that of the base material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hosdez, J.; Limodin, N.; Najjar, D.; Witz, J.-F.; Charkaluk, E.; Osmond, P.; Forré, A.; Szmytka, F. Fatigue crack growth in compacted and spheroidal graphite cast irons. Int. J. Fatigue 2020, 131, 105319. [Google Scholar] [CrossRef]
- Szmytka, F.; Michaud, P.; Rémy, L.; Köster, A. Thermo-mechanical fatigue resistance characterization and materials ranking from heat-flux-controlled tests. Application to cast-irons for automotive exhaust part. Int. J. Fatigue 2013, 55, 136–146. [Google Scholar] [CrossRef]
- Shaha, S.; Haque, M.M.; Khan, A.A. Wear Characteristics of Fe-C-Si and Fe-C-Al Cast Irons. Adv. Mater. Res. 2011, 264–265, 1928–1932. [Google Scholar] [CrossRef]
- Maleque, M.; Sugrib, S. The tribological behaviour of Fe-C-Al cast iron—Effect of temperature. Ind. Lubr. Tribol. 2013, 65, 320–327. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Valdivielso, A.F.; Amigo, F.J.; Sastoque, L. Milling with ceramic inserts of austempered ductile iron (ADI): Process conditions and performance. Int. J. Adv. Manuf. Technol. 2020, 110, 899–907. [Google Scholar] [CrossRef]
- Rodriguez, A.; De Lacalle, L.N.L.; Pereira, O.; Fernandez, A.; Ayesta, I. Isotropic finishing of austempered iron casting cylindrical parts by roller burnishing. Int. J. Adv. Manuf. Technol. 2020, 110, 753–761. [Google Scholar] [CrossRef]
- Sun, F.-Z.; Li, Y.; Tan, W.-D.; Pang, M. Effect of laser scanning speed on the thermal-mechanical coupling field of laser remelting of valve seat. Optik 2021, 225, 165776. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Benyounis, K.; Fakron, O.; Abboud, J.; Olabi, A.G.; Hashmi, M. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Gendron, M.; Hazel, B.; Boudreault, E.; Champliaud, H.; Pham, X.-T. Coupled thermo-electromagnetic model of a new robotic high-frequency local induction heat treatment system for large steel components. Appl. Therm. Eng. 2019, 150, 372–385. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; Liu, X.; He, P.; Xu, B. Surface remanufacturing of ductile cast iron by laser cladding Ni-Cu alloy coatings. Surf. Coat. Technol. 2018, 347, 20–28. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Tian, X.; Yang, H.; Hao, J. Microstructural evolution and corrosion properties of Ni-based alloy coatings fabricated by multi-layer laser cladding on cast iron. J. Alloys Compd. 2020, 822, 153708. [Google Scholar] [CrossRef]
- Ding, Y.; Liu, R.; Yao, J.; Zhang, Q.; Wang, L. Stellite alloy mixture hardfacing via laser cladding for control valve seat sealing surfaces. Surf. Coat. Technol. 2017, 329, 97–108. [Google Scholar] [CrossRef]
- Selvi, S.; Sankaran, S.; Srivatsavan, R. Comparative study of hardfacing of valve seat ring using MMAW process. J. Mater. Process. Technol. 2008, 207, 356–362. [Google Scholar] [CrossRef]
- Paczkowska, M.; Makuch-Dziarska, N.; Kulka, M. The influence of various cooling rates during laser alloying on nodular iron surface layer. Opt. Laser Technol. 2018, 102, 60–67. [Google Scholar] [CrossRef]
- Bourahima, F.; Helbert, A.-L.; Ji, V.; Rege, M.; Courteaux, A.; Brisset, F.; Baudin, T. Optimization of Microstructural Evolution during Laser Cladding of Ni Based Powder on GCI Glass Molds. Key Eng. Mater. 2019, 813, 185–190. [Google Scholar] [CrossRef]
- Liu, X.; Bi, J.; Meng, Z.; Li, R.; Li, Y.; Zhang, T. Tribological behaviors of high-hardness Co-based amorphous coatings fabricated by laser cladding. Tribol. Int. 2021, 162, 107142. [Google Scholar] [CrossRef]
- Pérez-Ruiz, J.D.; de Lacalle, L.N.L.; Urbikain, G.; Pereira, O.; Martínez, S.; Bris, J. On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 2021, 170, 103801. [Google Scholar] [CrossRef]
- Liu, P.; Wang, Z.; Xiao, Y.; Horstemeyer, M.F.; Cui, X.; Chen, L. Insight into the mechanisms of columnar to equiaxed grain transition during metallic additive manufacturing. Addit. Manuf. 2019, 26, 22–29. [Google Scholar] [CrossRef]
- Xue, K.; Lu, H.; Luo, K.; Cui, C.; Yao, J.; Xing, F.; Lu, J. Effects of Ni25 transitional layer on microstructural evolution and wear property of laser clad composite coating on H13 tool steel. Surf. Coat. Technol. 2020, 402, 126488. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; Liu, X.; He, P.; Xu, B. Microstructure evolution during laser cladding Fe-Cr alloy coatings on ductile cast iron. Opt. Laser Technol. 2018, 108, 255–264. [Google Scholar] [CrossRef]
- Jeshvaghani, R.A.; Harati, E.; Shamanian, M. Effects of surface alloying on microstructure and wear behavior of ductile iron surface-modified with a nickel-based alloy using shielded metal arc welding. Mater. Des. 2011, 32, 1531–1536. [Google Scholar] [CrossRef]
- Cui, G.; Han, B.; Zhao, J.; Li, M. Comparative study on tribological properties of the sulfurizing layers on Fe, Ni and Co based laser cladding coatings. Tribol. Int. 2019, 134, 36–49. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Lin, J.; Lei, Y.P. Microstructure and properties of Stellite6 coating prepared by laser cladding. J. Laser Infrared 2020, 50, 1172–1177. [Google Scholar]
- Guo, J.Z. Investigation on Microstrue and Properties of Coating Prepared with Diverse Ni-Al materials. Ph.D. Thesis, Xi’an University of Technology, Xi’an, China, 2010. [Google Scholar]
- Zhang, K.Y.; Han, H.S.; Yang, C. Microstructures and Properties of Hastelloy C276 on Cast Iron Surface by Laser Cladding. J. Surf. Technol. 2021, 50, 109–115. [Google Scholar]
- Wu, X.W.; Zeng, X.Y.; Zhu, B.D. Melting and burning law of nickel-based WC cermet laser cladding coatings. J. Acta Metall Sin. 1997, 1282–1288. [Google Scholar]
- Zhang, J.; Zhang, X.; Liu, Q.; Yang, S.; Wang, Z. Effects of Load on Dry Sliding Wear Behavior of Mg–Gd–Zn–Zr Alloys. J. Mater. Sci. Technol. 2017, 33, 645–651. [Google Scholar] [CrossRef]
- Zhang, C.J.; You, X.Q.; Song, X.F. The effect of laser remelting on the surface microstructure of electric steel-bonded cemented carbide. J. Cem. Carbide 2006, 04, 198–202. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials/Elements | C | Si | Mn | Cu | Fe | Ni | Co | Nb | Cr | Al | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| RT450 | 3.70 | 2.60 | 0.50 | 0.6 | Bal | / | / | / | / | / | / |
| Non-standard nickel-based powder | 0.05 | 0.040 | / | 0.05 | 18.60 | Bal | 0.08 | 5.1 | 20.50 | 0.5 | / |
| Non-standard cobalt-based powder | 1.20 | 1.30 | 0.25 | / | 2.50 | 2.20 | Bal | / | 29.30 | / | 5.00 |
| Test Area | C | Cr | Fe | Co | Ni | W |
|---|---|---|---|---|---|---|
| A | 32.74 | 40.31 | 7.08 | 10.36 | 4.88 | 1.06 |
| B | -- | 26.07 | 18.24 | 30.51 | 21.24 | 0.76 |
| C | 22.96 | 34.12 | 10.49 | 28.55 | -- | 1.66 |
| D | 11.61 | 20.54 | 15.54 | 47.18 | 2.00 | 0.92 |
| Sample | Ecorr/V | Icorr/A·cm−2 |
|---|---|---|
| Co-based cladding layer | −0.89683 | 2.4688 × 10−4 |
| Ni and Co-based composite cladding layer | −0.96393 | 3.5465 × 10−4 |
| Location/Element | Cr | Co | Fe | C | O | Ni |
|---|---|---|---|---|---|---|
| Ni and Co-based composite cladding layer | 8.71 | 11.00 | 5.93 | 40.85 | 23.05 | 7.35 |
| Co-based cladding layer | 17.61 | 28.81 | 7.02 | 19.87 | 22.51 | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, F.; Cai, K.; Li, X.; Pang, M. Research on Laser Cladding Co-Based Alloy on the Surface of Vermicular Graphite Cast Iron. Coatings 2021, 11, 1241. https://doi.org/10.3390/coatings11101241
Sun F, Cai K, Li X, Pang M. Research on Laser Cladding Co-Based Alloy on the Surface of Vermicular Graphite Cast Iron. Coatings. 2021; 11(10):1241. https://doi.org/10.3390/coatings11101241
Chicago/Turabian StyleSun, Fuzhen, Keqian Cai, Xiaoxu Li, and Ming Pang. 2021. "Research on Laser Cladding Co-Based Alloy on the Surface of Vermicular Graphite Cast Iron" Coatings 11, no. 10: 1241. https://doi.org/10.3390/coatings11101241