1. Introduction
Composite materials are widely used in many fields of structural applications due to their excellent properties, which significantly exceed the characteristics of traditional materials. Aluminum and aluminum-matrix composites (AMC) have high corrosion resistance and a successful combination of high strength with low density, which gives good specific strength [
1,
2,
3]. AMC and other metal matrix composites (MMC) are widely used for various applications in the aerospace and automotive industries due to their excellent properties, such as light weight, high specific strength, and good wear resistance. The production of details and components for the needs of such high-technology industries is always a challenge. Selective laser melting (SLM) gives an excellent opportunity for creating new MMC with superfine microstructures, optimized weight, high strength, and stiffness [
4,
5,
6,
7,
8,
9,
10,
11,
12,
13]. Introducing new dissimilar components such as reinforcing particles or fibers into the matrix material [
14,
15] allows us to receive a new material with properties quantitatively and qualitatively different from the original ones.
Currently, the application of different carbon allotropes in the MMC was studied [
16,
17]. Among these allotropes, the metal matrix diamond composite has the highest strength and is widely used to manufacture various diamond cutting and drilling tools. It is challenging to form diamond abrasive tools with complex structures by traditional powder metallurgy technology. The holding force of metallic matrix to diamond cannot achieve a high level, and the diamond abrasive was easily lost during the grinding process [
18]. In this regard, additive manufacturing technologies such as SLM offer a high potential to fabricate metal bonded diamond tools with complex structures.
Diamond particles with different sizes are considered as perspective reinforcements for AMC. Diamond is one of the carbon allotropes [
19] with a high hardness of about 100 GPa and very high thermal conductivity up to 2200 W/(m K). Diamonds are characterized by high Young’s modulus, electrical resistivity, and good chemical stability; such properties make this material interesting for usage as an additive for metal matrix composites. In paper [
20], a diamond composite was obtained by plasma sintering, and diamond particles were covered with a Ti layer to increase adhesion and make an interface between Al-matrix and diamond additives.
Some recent publications were devoted to selective laser melting of metal–diamond composites, in which diamond particles with a size of several tens (25–45 μm) of micrometers are used as additives to metal matrix material [
21,
22]. For instance, Spierings et al. [
22] describe the possibility of obtaining metal-matrix composites with diamond additives by the SLM method for creating metalworking tools. The study from Constantin et al. [
23] is devoted to thermal interface development for more efficient cooling of electronic devices. The samples obtained during experiments described in the report [
21] by Ma et al. had high porosity and relatively low hardness; it was not possible to achieve a relative density above 90%. From the above mentioned reports [
21,
22,
23], obtaining a high relative density of a metal–diamond composite is quite challenging. An example is reported in [
22], where the authors achieved high material density above 95%, but at the expense of the composite material tending to crack along the build direction.
To the best of our knowledge, the description of composites with submicron and nanodiamond additives and particles less than 1 μm in size obtained by selective laser melting has not been reported so far. Submicron and nanosized diamond particles are more active than micron-sized additives. Lower energy density should be used to maintain their initial state in the resulting composite material after laser treatment. On the contrary, sufficient melting of aluminum particles occurs at higher energy densities. At such complicated process conditions, resulting high temperature leads to the graphitization of diamond particles [
22], hence additive particles could be modified during the process. Additionally, there is a possibility of reaction progress between the graphitized diamond particles and the inclusion of water in composite material leading to gas formation during the printing process. Such phenomena can adversely affect the density of the material obtained by the SLM.
Studying the possibilities of obtaining aluminum matrix composites with fine diamond additives with a size of less than 1 μm is an urgent task from the point of view of improving aluminum materials’ physical and mechanical properties. In this work, aluminum–diamond composites (with diamond content 0.67 wt %) were produced. AlSi10MgCu powder was coated by fine diamond particles with an average size of 500 nm. Aluminum powder and diamond particles additive were mixed in a laboratory roller mill. The usage of mechanical mixing is a typical way for obtaining composite powders [
24,
25]. This paper aimed to study the processibility of aluminum–diamond composite powder coated with 500 nm diamond particles during the selective laser melting process.
2. Materials and Methods
The initial aluminum powder used for composite preparation was made from AlSi10MgCu alloy. Aluminum powder particles had a median diameter of D50 = 43 μm. This powder was obtained by a gas spraying of molten metal. Aluminum powder’s chemical composition was analyzed by Oxford Aztec equipment using the energy-dispersive X-ray spectroscopy (EDX method). Matrix material used for composite preparation was AlSi10MgCu; matrix had the following chemical composition, wt %: 87% Al, 10.7% Si, 0.5% Mg, 0.7% Cu, 0.5% Mn, 0.2% Ti, 0.3% Fe and less than 0.1% of other impurities.
Nanodiamonds were synthesized by detonating an explosive mixture with a TNT/RDX ratio of 1.5. The synthesis was carried out by a detonation from a condensed explosive composition with a negative oxygen balance. The detonation of charges resulted in the decomposition with the “free carbon” release in a cooling medium. Nanodiamond powder after synthesis (blend) contained about 40 wt % of non-diamond carbon and 60 wt % of the diamond. Non-diamond carbon was removed by a two-stage washing: (i) washing with a mixture of nitric and sulfuric acids in the first stage; (ii) washing with distilled water in the second stage. Then, the nanodiamond powder was thoroughly dried. [
26].
Diamond particles were studied using a transmission electron microscope (TEM) JEOL JEM 2100 (JEOL, Tokyo, Japan) to analyze the shape and size of particles. For TEM analysis, a suspension of powder and water was applied to a copper mesh and then dried. The phase composition of the initial diamond was studied by X-ray diffraction (XRD) analysis on Difrey-401 diffractometer (Scientific instruments, Saint Petersburg, Russia), aluminum powder particles covered with diamond were analyzed with Thermo DXR Raman Imaging Microscope using the Raman light scattering method. AlSi10MgCu powder was coated by fine diamond particles with 500 nm size, mechanical seeding of matrix material with diamond additive was carried out on a laboratory roller mill. The mixing procedure ensured the complete covering of the initial matrix powder. That is why the aluminum powder was mixed with covering diamond particles at drum rotation speed that ensured the absence of grinding. A total of 4 g of diamond particles were added to 600 g of initial aluminum powder to cover the aluminum matrix particles with several diamond monolayers during the mixing process. Thus, the diamond content in AlSi10MgCu-diamond composite powder was equal to 0.67 wt %.
An SLM Solutions 280 HL 3D printer (SLM Solutions, Lübeck, Germany) was equipped with fiber laser for the experimental SLM printing process. All samples were synthesized in an argon atmosphere. The residual oxygen content in the working area was less than 0.2 vol.%. The selection of optimal printing modes for AlSi10MgCu powder coated with diamonds was carried out on samples with 10 × 10 mm size samples with a thickness of 300 μm. The size of the laser spot during printing was 80 µm, the thickness of the powder layer during printing was 50 µm. Hatch distance was fixed for all modes and equal to 130 µm. Samples were built in the Z-axis direction, and a scanning strategy with 67 degrees rotation from layer to the layer was used. The substrate material used during the experimental printing was an aluminum–magnesium alloy of the AlMg5 grade (chemical composition: 94% Al, 5% Mg, 0.5% Mn, 0.2% Si and no more than 0.1% of other impurities). Printing parameters varied in the following ranges: laser power
P = 250–370 W, and scanning speed
V = 850–1650 mm/s. Printing modes for the experimental SLM process and the results of printed samples’ hardness determination are presented in
Table 1. Laser energy density
Q (LED, J/mm
2) for different printing modes listed in
Table 1 was calculated according to the following formula (1):
where
P—power of laser radiation source, W;
V—scanning speed of the laser beam, mm/s;
h—hatch distance spacing, mm.
Printed samples were investigated using X-ray photoelectron spectrometer PHI 5000 VersaProbe II (Physical Electronics Inc., Chanhassen, MN, USA) . The elemental composition was studied at 50 W power with a 200 µm diameter of the analysis area. Atomic concentrations were determined from survey spectra by the relative sensitivity factors of elements. The binding energies of the photoelectron lines were determined from the high-resolution spectra of Al2p, Si2p, and C1s recorded at an analyzer transmission energy of 23.5 eV. The error in determining the intensities of the peaks was ±5%. Ion etching was carried out to study the composition at different depths under the surface of printed samples; the surface layer was removed by Ar + ions with an energy of 2 keV. XRD analysis of printed composite was carried out using the same equipment as the initial diamond powder. Scanning electron microscopy (SEM) of Al–C samples was carried out on a Tescan Vega 3 (Tescan, Fuveau, France) microscope with an Oxford Instruments energy-dispersive X-ray spectroscopy (EDX) attachment. Sample preparation for SEM analysis consisted of a grinding-polishing procedure of printed samples using SiO2 polishing spray. The hardness of obtained Al–C composites was tested by the Vickers method, and the loading test force used was 490.3 N.
3. Results and Discussion
The powder was examined by SEM analysis. These initial matrix powder particles have a predominantly rounded shape (
Figure 1). The surface of the powder is smooth, with some satellites on the surface. Gas-dynamic conditions often cause the formation of such satellites during the spraying of the melt in powder production.
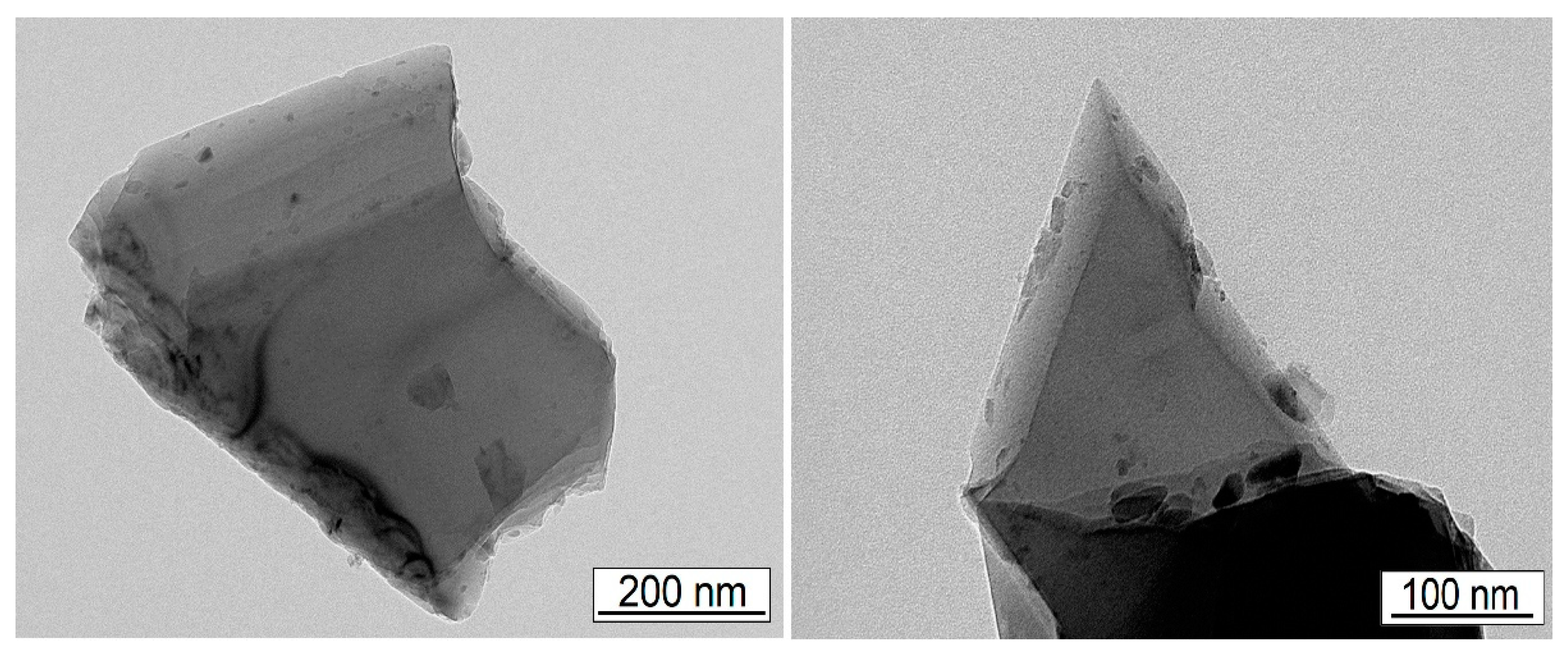
Images obtained by TEM are shown in
Figure 2. Diamond particles used in this study have a thin debris shape with sharp edges and a thickness of 20–30 nm. The average size of diamond particles used in this study was about 500 nm. Lamellar diamond powder particles with such a plate-shape could be considered as nanodiamond particles because of their low thickness in one dimension. This form of particles allows the diamond to adhere to the AlSi10MgCu powder particles mechanically firmly after mixing.
The XRD diffraction pattern of initial diamond particles is shown in
Figure 3. Two distinct peaks characterize the diamond phase; there were no metal impurities detected.
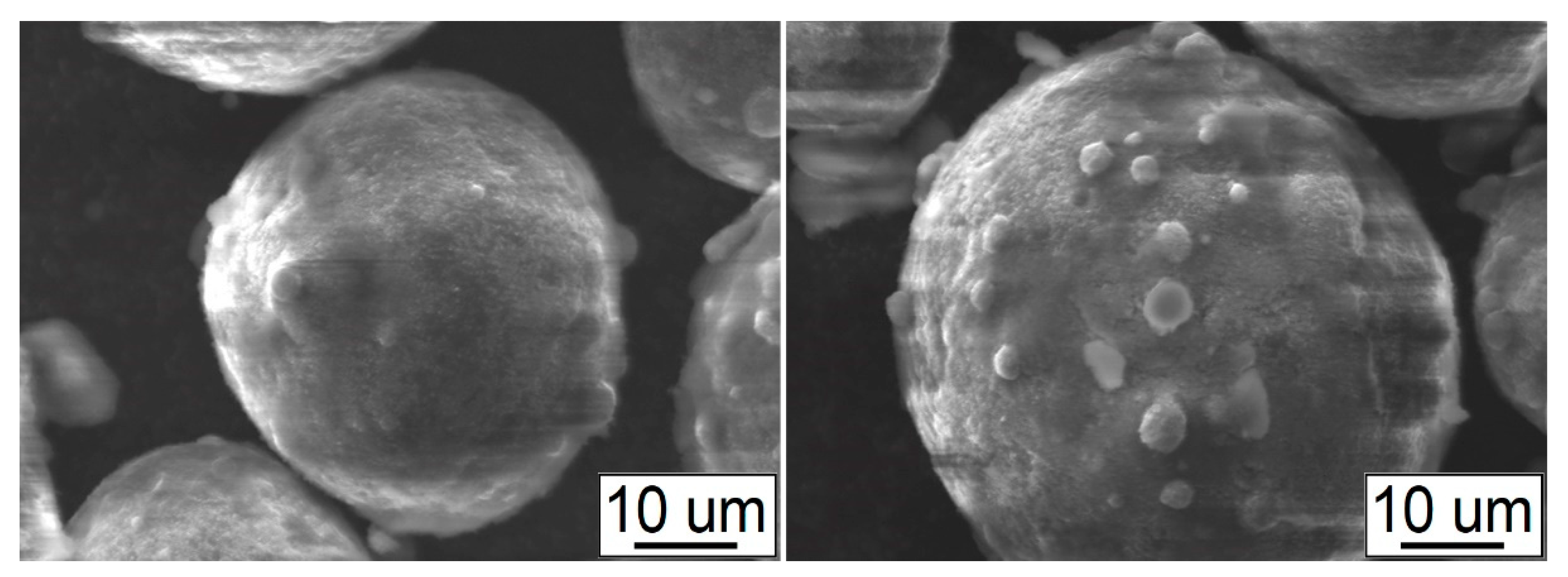
The SEM images provided in
Figure 4 show aluminum powder particles coated with a diamond fraction of 500 nm in a roller mill. It could be seen that powder particles were covered with several monolayers of diamond particles. Since the concentration of the covering diamond particles is less than 1 wt %, the spectra were recorded by Thermo DXR Raman Imaging Microscope using Raman light scattering, and the results are shown in
Figure 5.
The spectrum of the initial powder recorded by Raman spectroscopy is shown in
Figure 5a, where peaks corresponding to aluminum and silicon oxides can be indicated. The spectrum of the obtained composite powder is shown in
Figure 5b. There is a characteristic peak of a diamond at 1333 cm
−1. This peak at the Raman shift indicates the presence of diamond particles in composite powder. The shift specified at the spectrum plot indicates the presence of diamond particles on the surface of aluminum powder material. The Raman shift indicates the energy difference between the incident light and the scattered light. During the Raman spectroscopy analysis, the interaction occurs between electromagnetic radiation and diamond covering layers on the surface of particles. The absence of other peaks on the plot shows that the diamond plate layers thoroughly coat aluminum powder particles, and underlying aluminum material could not be detected.
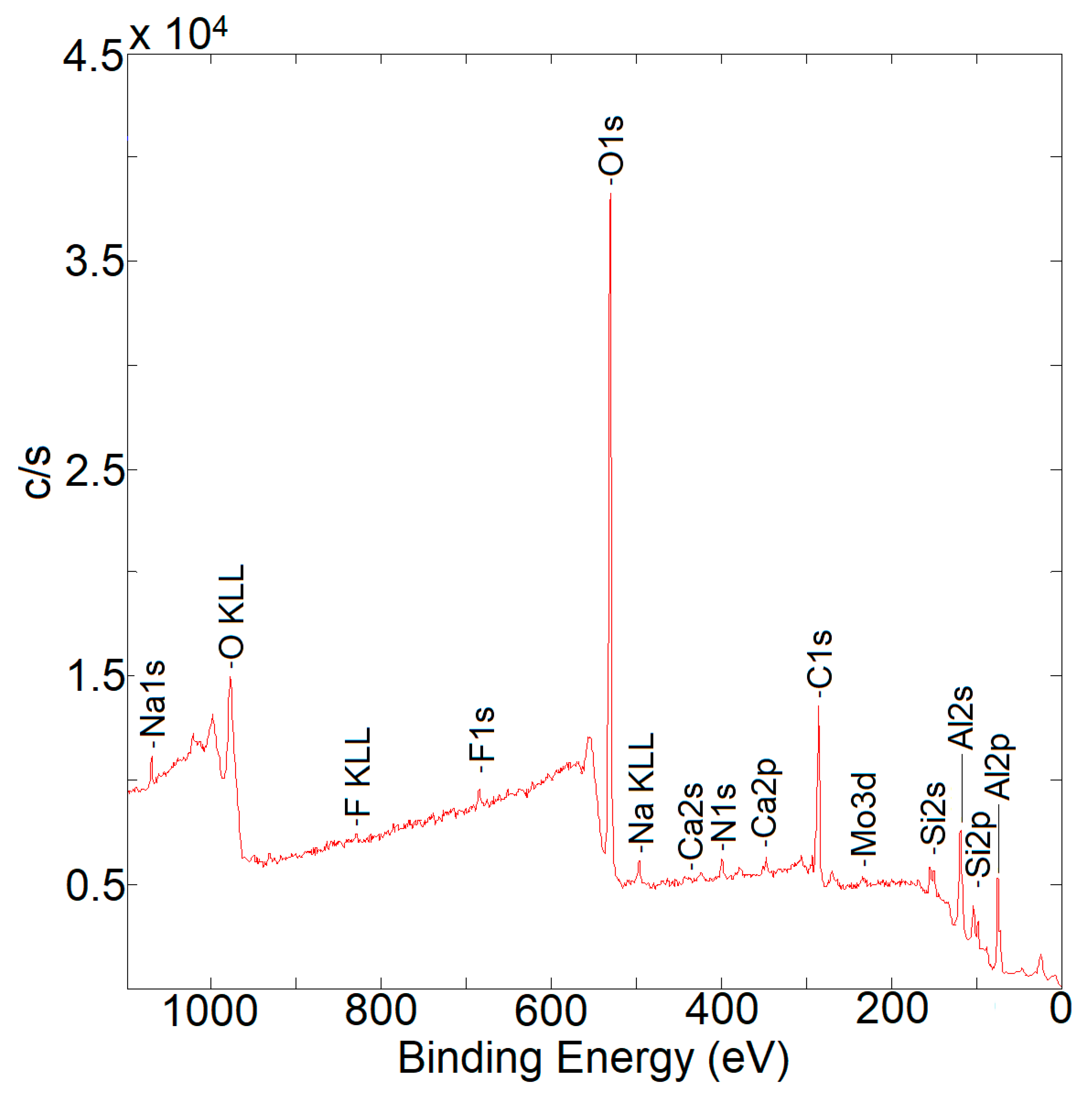
The survey spectrum of the original printed Al–C sample surface is shown in
Figure 6. The results are presented only for one composite sample as representative for all obtained samples. The presence of carbon in this sample was confirmed by the appearance of C1s peak at 285.0 eV. Such a peak is typical for adsorbed carbon, which could be absorbed by the sample surface from the gas media during the SLM printing process. CO gas could be formed during the reaction between graphitized nanodiamonds and water. As may be seen from
Table 2, some samples were destroyed after printing. We assume that these samples had low mechanical properties due to residual oxygen and inappropriate printing modes. Additionally, one of the possible reasons which caused the non-sufficient performance of Al–C samples after SLM, was the reaction between graphitized nanodiamond and absorbed water: C + H
2O → CO + H
2 [
27]. Other printed samples demonstrated better properties, and the best hardness results were obtained after SLM with high power and high scanning speed modes. A peak in the 104–105 eV region in
Figure 6 shows the presence of silicon oxide on the initial surface.
The results of spectral analysis are shown in
Table 3. The presence of oxides explains the presence of residual oxygen in the sample. After 1 min of etching, residual oxygen was detected on the surface of the printed sample. It can be attributed to the presence of SiO
2 oxide. The presence of oxygen after 3 min of etching was attributed to the presence of Al
2O
3. During the XPS analysis, ion etching allows analyzing several underlying layers of the material surface. The oxygen concentration reaches its maximum value on the initial surface: it decreases but remains relatively high after etching. This residual oxygen is present in samples due to the presence of Al
2O
3. SiO
2 ion etching rate is about 10 nm/min, an approximate etching rate of Al
2O
3 is about 5 nm/min. The first etching for 1 min reduced the contribution of the Al oxide peak from 80% to 40%. The second etching for 2 min led to a decrease in the contribution from Al
2O
3 to 20%. The presence of aluminum and silicon oxides leads to differential charging when recording spectra: binding energy of the oxide spectra turns out to be overestimated due to positive charging during the emission of photoelectrons from layers with low electrical conductivity. The elements Cu, Mg, Fe, and Mn, appeared after the ion etching, i.e., removing adsorbed impurities. After etching, the concentration of metallic aluminum increases. This trend is associated with the surface oxidation of samples due to the high affinity of aluminum to oxygen. Therefore, the composition of the alloying components changes when the oxide film is overcome during the etching process.
Obtaining crack-free metal–diamond composite is a challenging task because such material tends to graphitize at relatively high temperatures. As known [
22,
28], diamond particles tend to graphitize after heating to high temperatures about 1500 °C in the inert atmosphere and 1000 °C in the standard atmosphere. Nanodiamond graphitization at atmospheric pressure starts approximately in the temperature range of 670–800 °C [
29]. When synthetic diamond particles are fabricated, metals are used as catalysts and could be present in a diamond as impurities, decreasing the beginning temperature of graphitization. At the same time, low-temperature processing of aluminum in the casting of composite materials makes it possible to exclude diamond graphitization and produce Al–C compositions. As we can estimate based on a literature review on SLM parameters [
12], the temperature of aluminum processing during laser melting with high power (300–400 W) and high energy input could rise up to 2000 °C, which is significantly higher than nanodiamond graphitization temperature. That is why we can assume 500 nm diamond graphitization during the SLM process. Besides that, there is also a possibility of laser-induced reaction between carbon and inclusions of absorbed water in aluminum powders, leading to CO gas release and pore formation during the printing process.
The influence of the SLM parameters on the material hardness was investigated, and results were presented in
Table 2. An increase in LED up to a level of 2.7 J/mm
2 leads to a decrease in microhardness to 105 ± 3 HV due to the formation of microcracks and defects. The highest hardness values of obtained samples of the Al–C composite (170 ± 5 HV) is higher than the hardness of the AlSi10Mg material obtained by high-pressure die casting (95–105 HV) [
30], as well as the hardness of the AlSi10MgCu alloy after SLM (150–155 HV) [
31]. Based on the results obtained, it can be assumed that optimal printing parameters of the SLM process of Al–C composite material lie in the area of 1.40–2.0 J/mm
2 energy density or in the area of a lower energy density than that corresponding to the modes indicated in
Table 1. We assume that a lower energy density of less than 1.17 J/mm
2 could prevent the graphitization of nanodiamond particles and lead to better interaction of materials at the matrix/nanodiamond interface, which increases the microhardness of the material and leads to a decrease in the formation of defects.
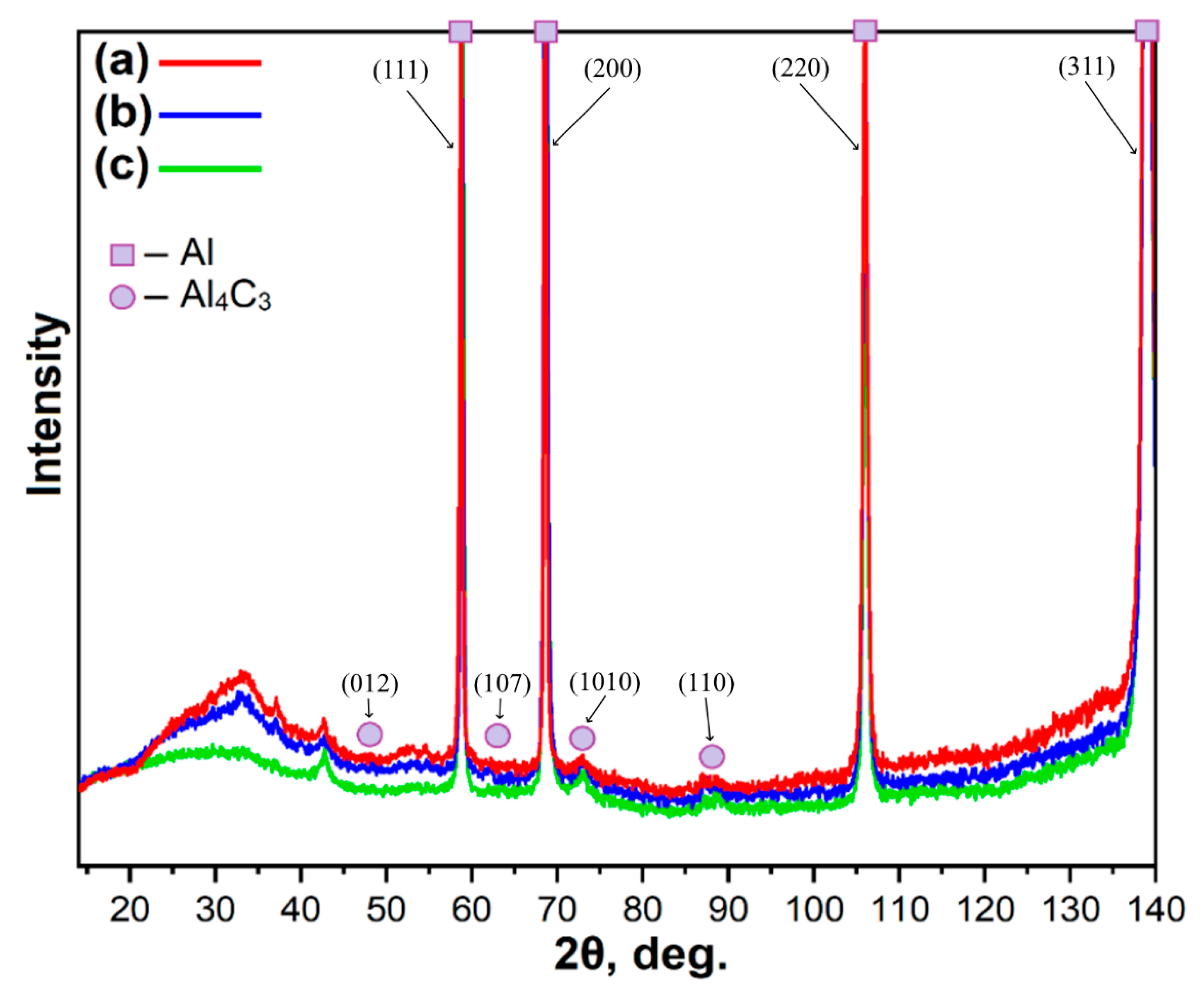
The results of the XRD analysis are presented in
Figure 7. XRD analysis shows the presence of the Al
4C
3 phase, the formation of which occurs under the influence of laser radiation to Al–diamond composite powder. In the process of selective laser melting, carbon is partially transformed into carbide and, in addition, there is a possibility of the formation of other modifications of carbon that were not detected by the used methods.
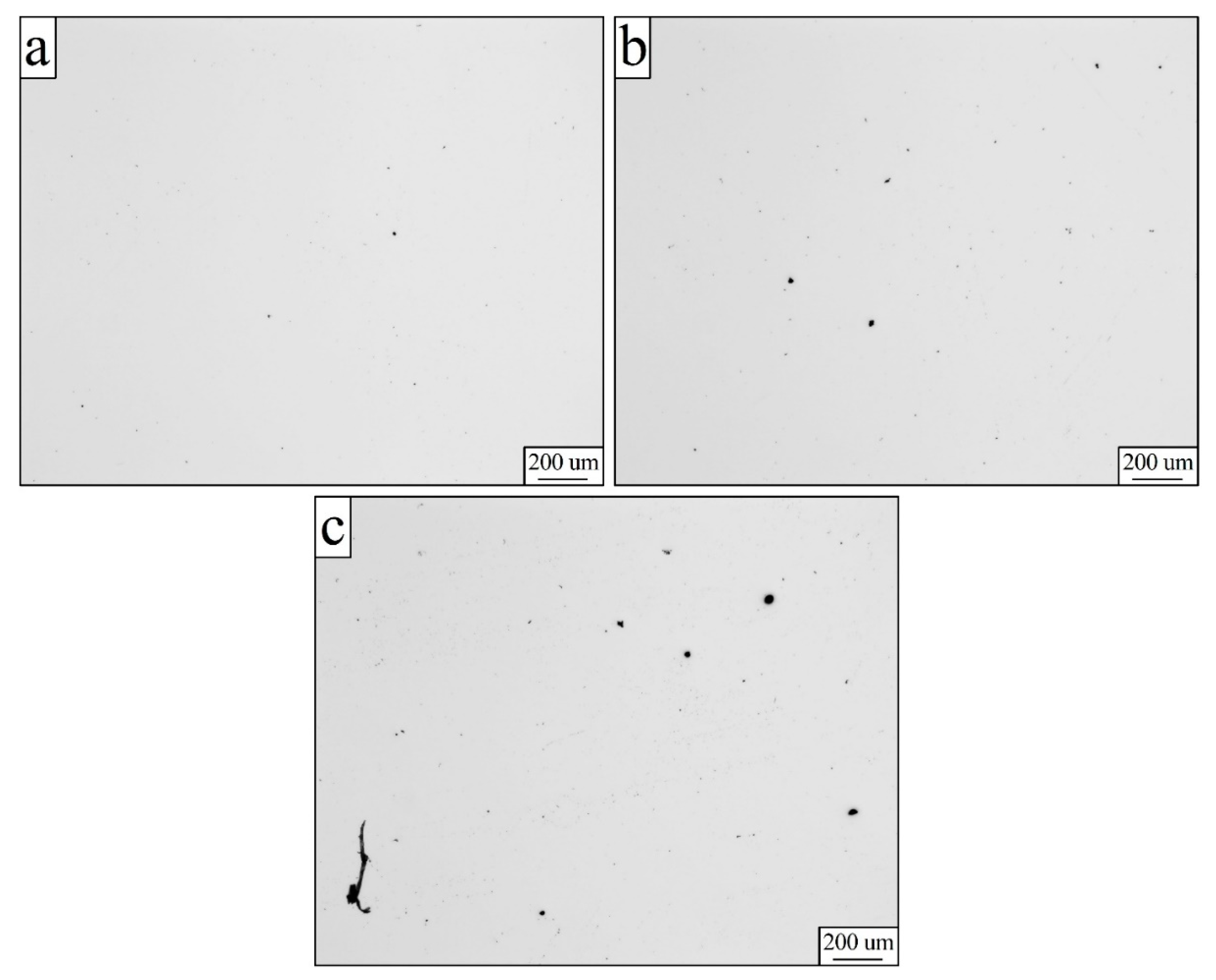
Besides the influence of the generalized value of laser heat input, the influence of individual parameters also needs to be taken into account.
Figure 8 shows the results of optical microscopy of samples synthesized at a laser power of 300 W. As can be seen from the figure, the number of structural defects decreases with increasing scanning speed. Thus, the low scanning speed increases the duration of contact of the laser spot with the processed material, which leads to graphitization of the composite, partial evaporation of the material, and the formation of internal defects.
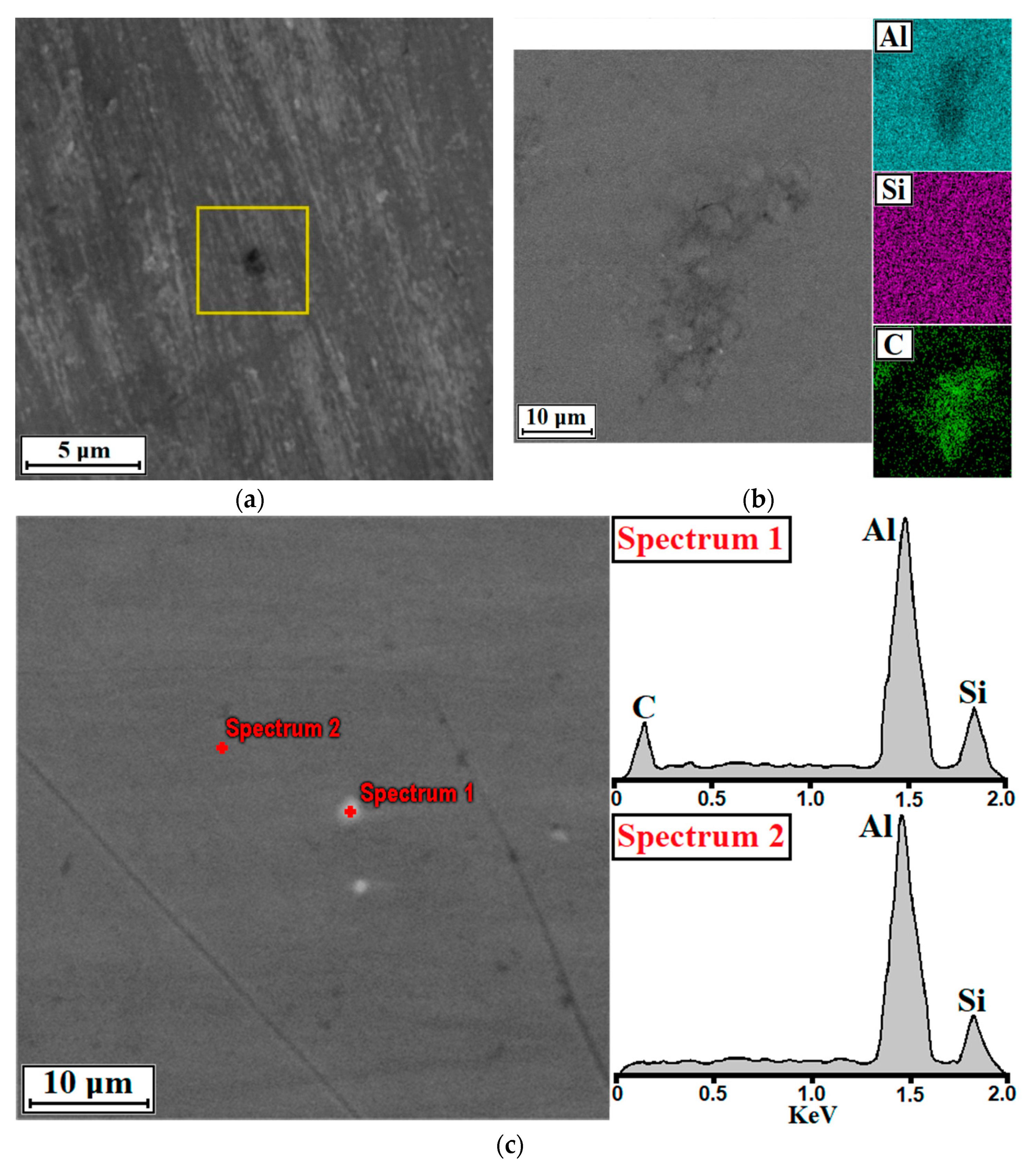
SEM images of the Al–C samples (
Figure 9) show the presence of carbon in printed material.
The element map provided gives us an understanding that carbon has probably partly transformed into the aluminum carbide, which is also proved by the XRD analysis results. Al4C3 carbide is formed during the interaction of an aluminum matrix and graphitized diamond when carbon is introduced into the matrix in an amount exceeding the limit of its solubility in liquid aluminum.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}