Evaluation of Functionalized Coatings for the Prevention of Ice Accretion by Using Icing Wind Tunnel Tests


 ,
,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and Reagents
2.2. Coating Fabrication Techniques
2.2.1. Sol-Gel by Dip-Coating
2.2.2. Silicone Spray-Coating
2.2.3. Electrostatic Spray Deposition
2.2.4. Surface Characterization
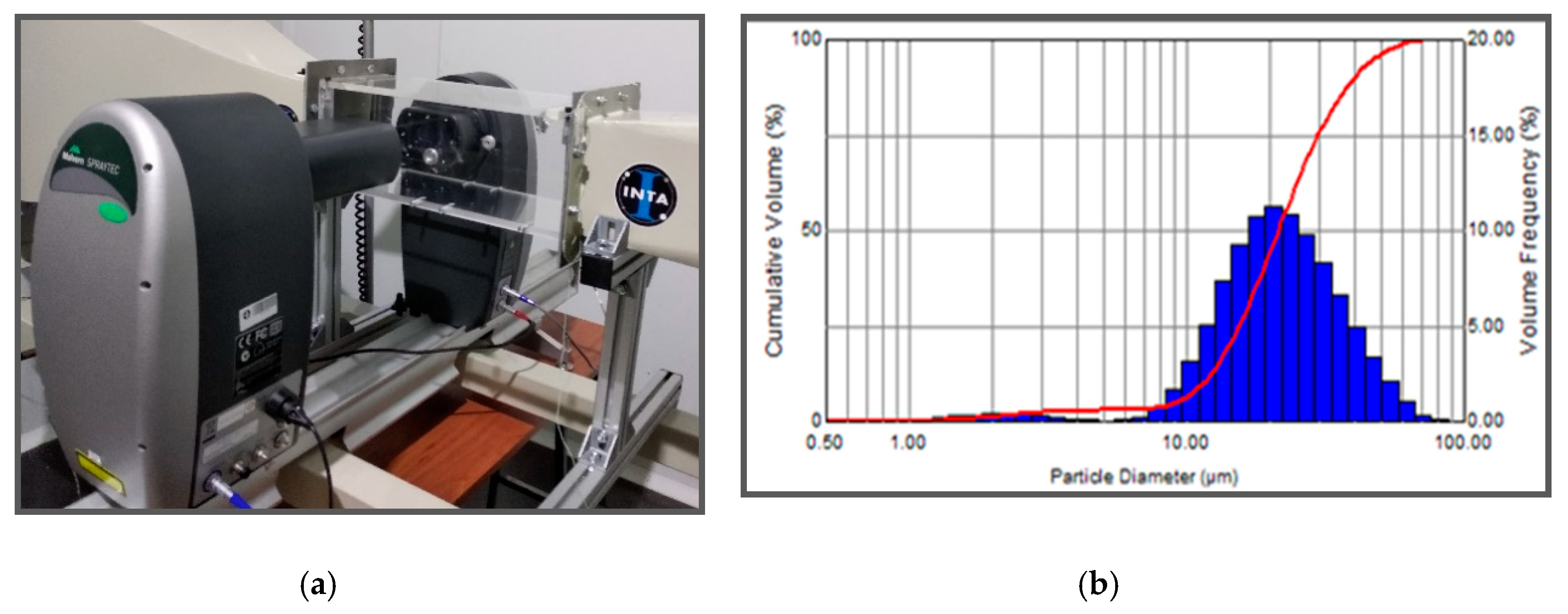
2.3. Description of the IWT Tests
- (1).
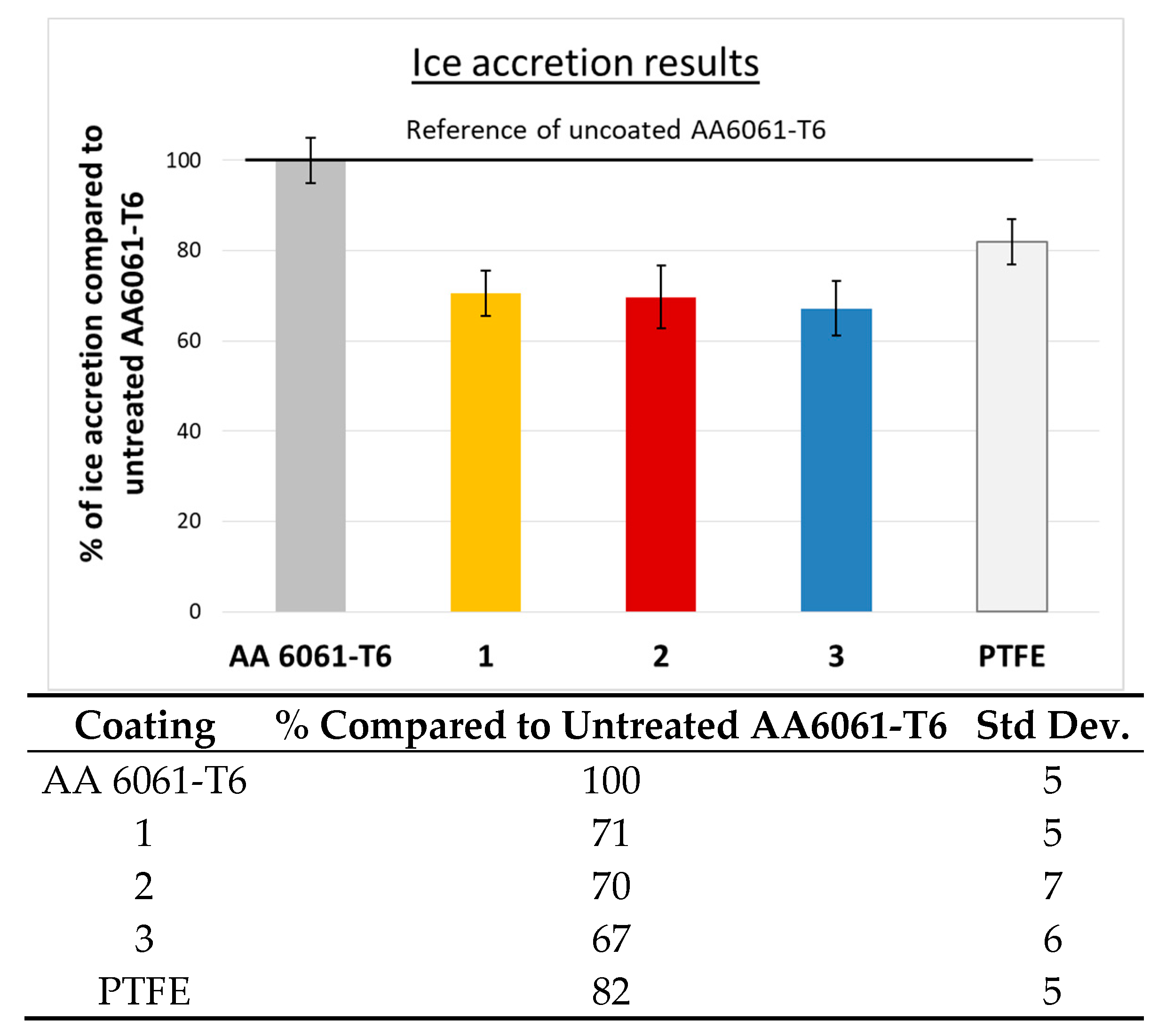
- Ice accretion of deposited coatings: obtained by the weight difference caused by ice deposition employing a Sartorius TE153S laboratory balance (150 ± 0.001 g). This was repeated 6 times allowing time for the ice to melt at room temperature between each icing cycle to avoid any damage caused by the mechanical remove of ice. The mean value and standard deviation were obtained. The mass of accreted ice in every sample is compared with the mass accreted in the substrate of the reference, in this case, AA6061-T6, and the result was given as the percentage relative to the uncoated reference (see Equation (1)). The lower the ratio, the better the obtained anti-icing behavior.
- (2).
- Durability of anti-icing behavior after icing/de-icing cycles: in order to evaluate the loss of icephobicity caused by the processes of icing/de-icing. The different coatings were exposed to a sequence of icing/deicing stages, each containing several cycles and the ice accretion was measured after 17, 25, and 33 cycles, progressively reducing the cycles between measurements stages as the coatings began to show increases in ice accretion. The results were again normalized with the AA6061-T6 reference, which did not exhibit further degradation during the cycle sequence.
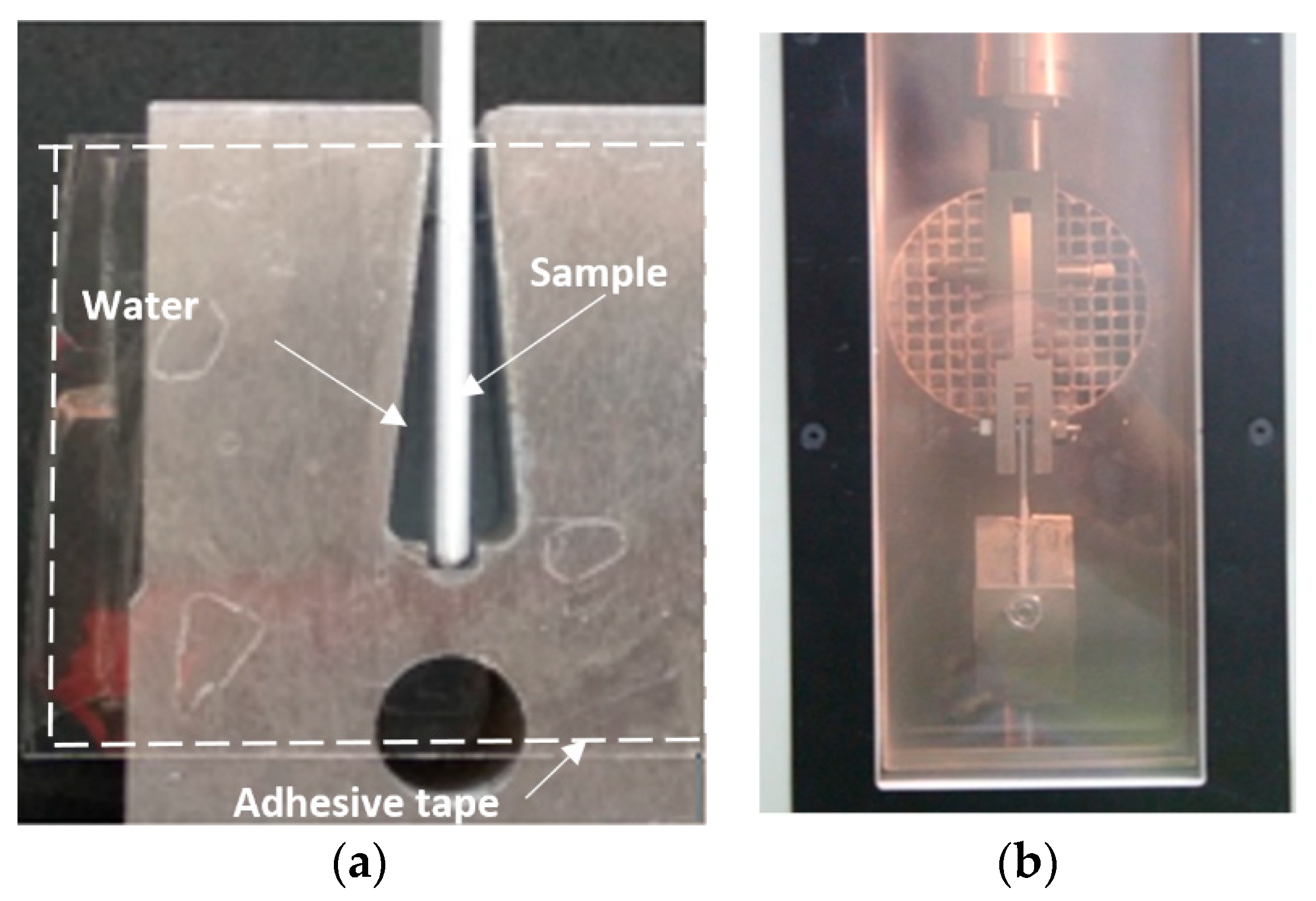
2.4. Ice Adhesion by Double Lap Shear Test (DLST)
- (1).
- Mold preparation: Ice must be formed on the samples 24 h before the test. Initially, the sides of the test block were sealed with transparent adhesive tape to prevent water from escaping. The mold was then filled with water, ensuring that there are no air bubbles. The specimen was placed inside ensuring that the level of water on both sides of the specimen was the same, reaching 6 mm below the top edge of the mold (Figure 4).
- (2).
- Ice formation: The prepared molds were placed in a low temperature fridge at −10 °C (Arctiko ULTF series) and left for at least 16 h before the test.
- (3).
- Testing: One hour before the test, the adhesive tape was removed, and any remaining ice accreted over the sample edges was carefully, but quickly, removed by using a scalpel. The molds were placed in the freezer further for 1 h. The test block was fixed to the Universal Machine, which was previously cooled to the test temperature (Figure 4). The transport of samples from the freezer to the test rig was done very fast to maintain the temperature of the system. Once the selected test temperature was reached in the chamber, the samples were left for further 5 min before beginning the test. The displacement speed was set, and once the test was initiated, it continued until the sample was fully out of the mold.
- (4).
- Data evaluation: A plot of resultant measured load (N) as a function of displacement (mm) was obtained during the test. The maximum load peak corresponds to the load needed to overcome the adhesion strength and is a measure of the adhesion between ice and the surface of the sample in the corresponding testing conditions. Three specimens of each coating were tested to obtain the mean value and the standard deviation.
3. Results
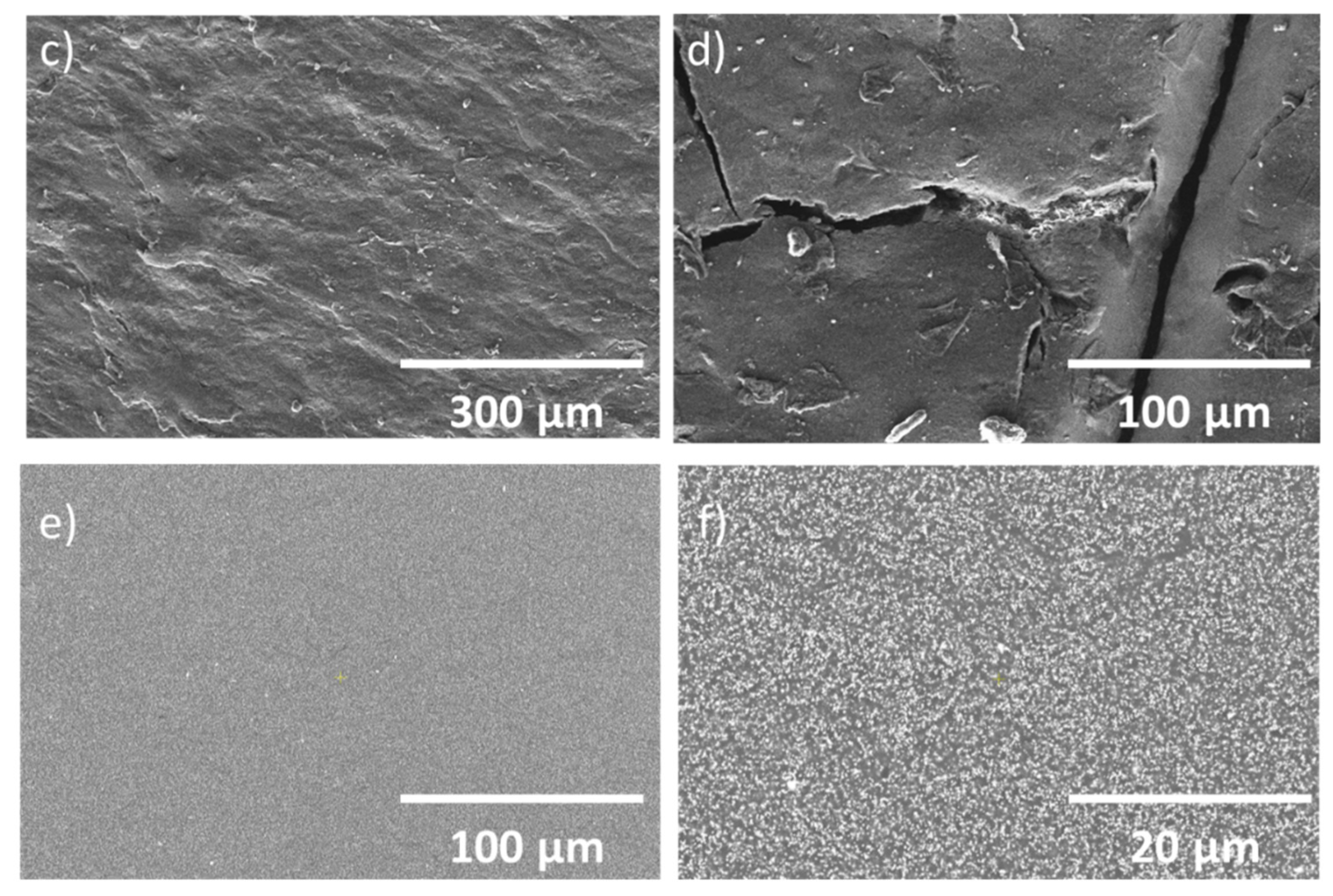
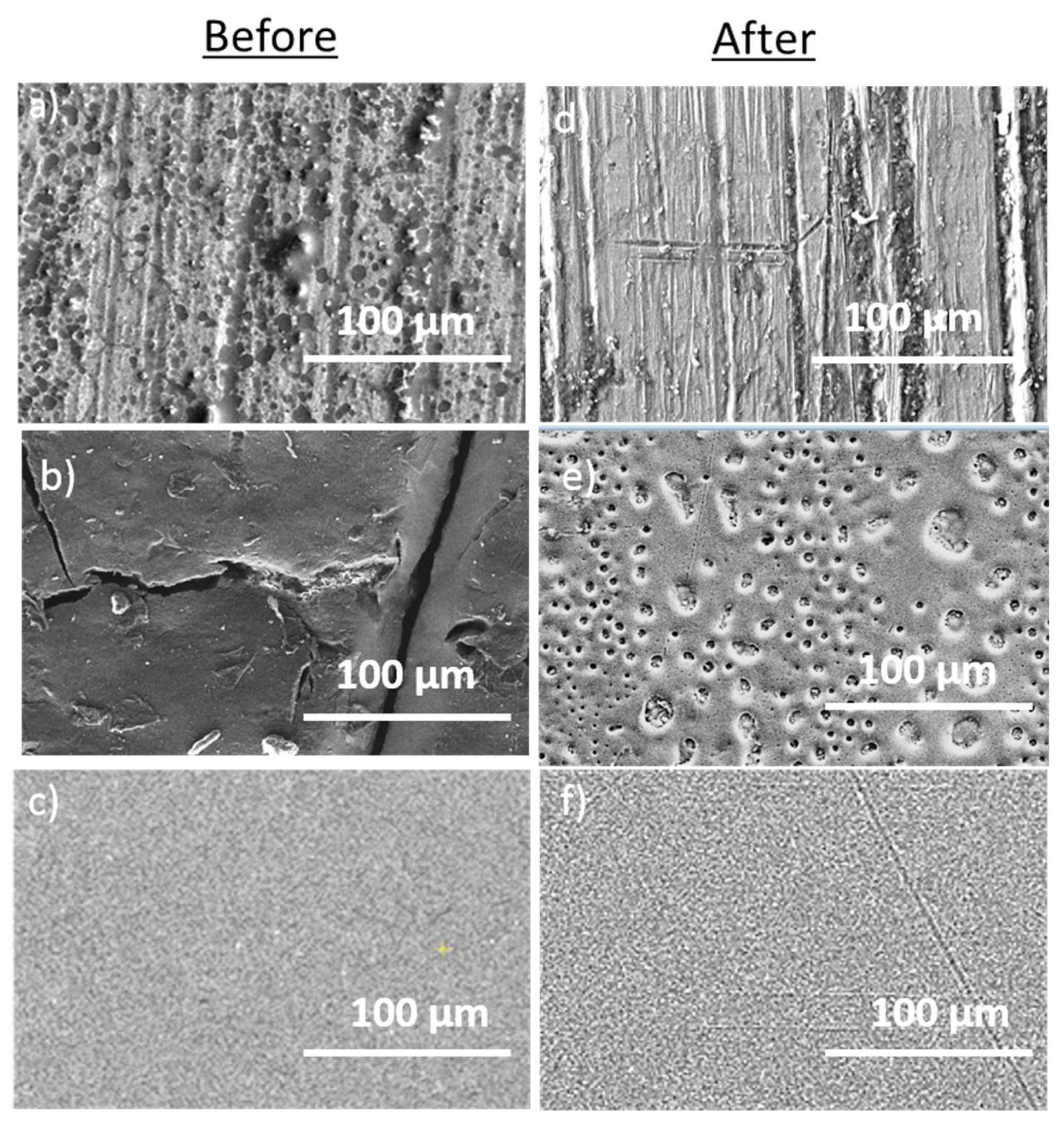
3.1. Surface Characterization of the As-Fabricated Coatings
3.2. Ice Accretion of the Coatings in Pristine Conditions
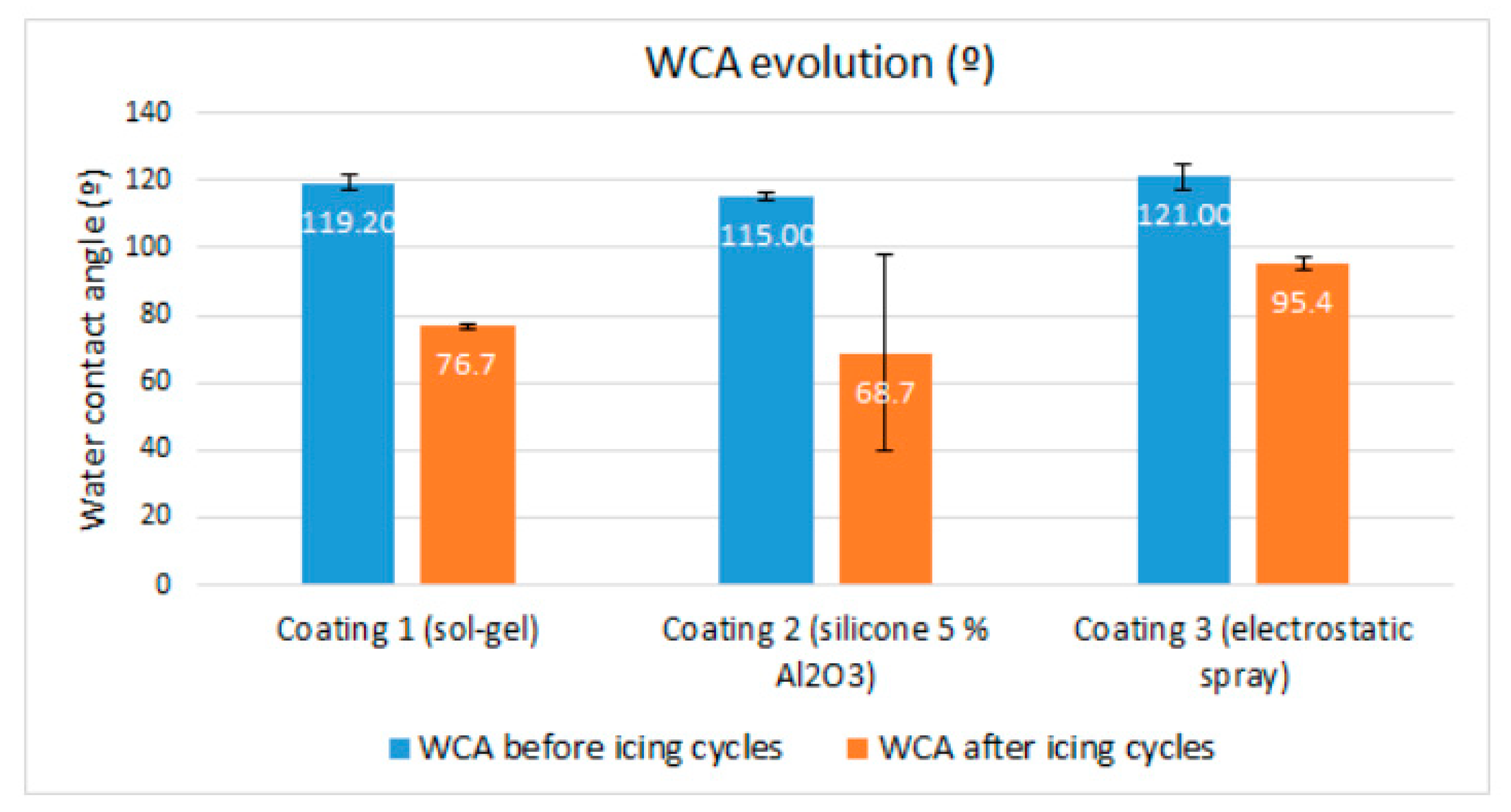
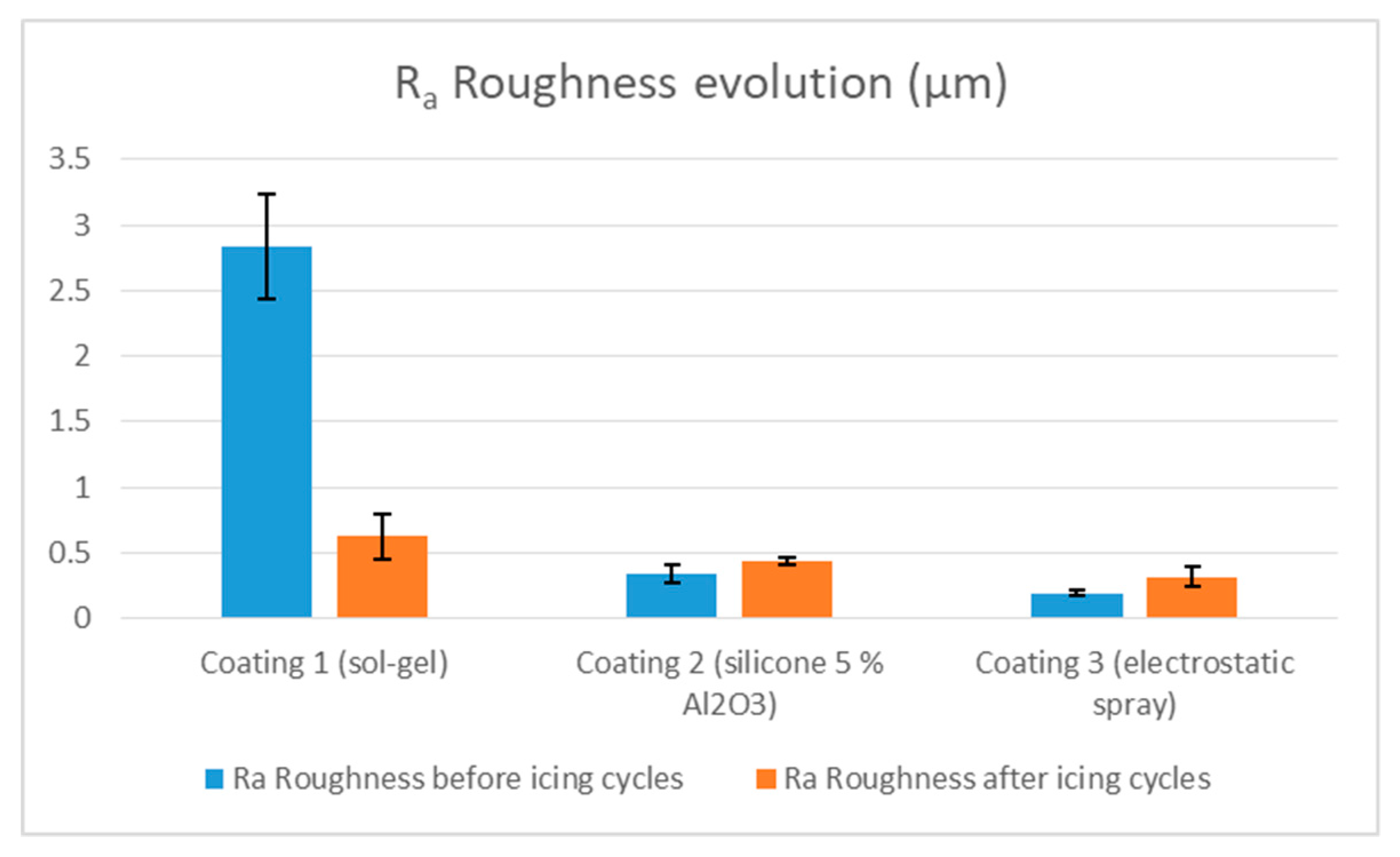
3.3. Durability of the Anti-Icing Behavior after Icing/De-Icing Cycles
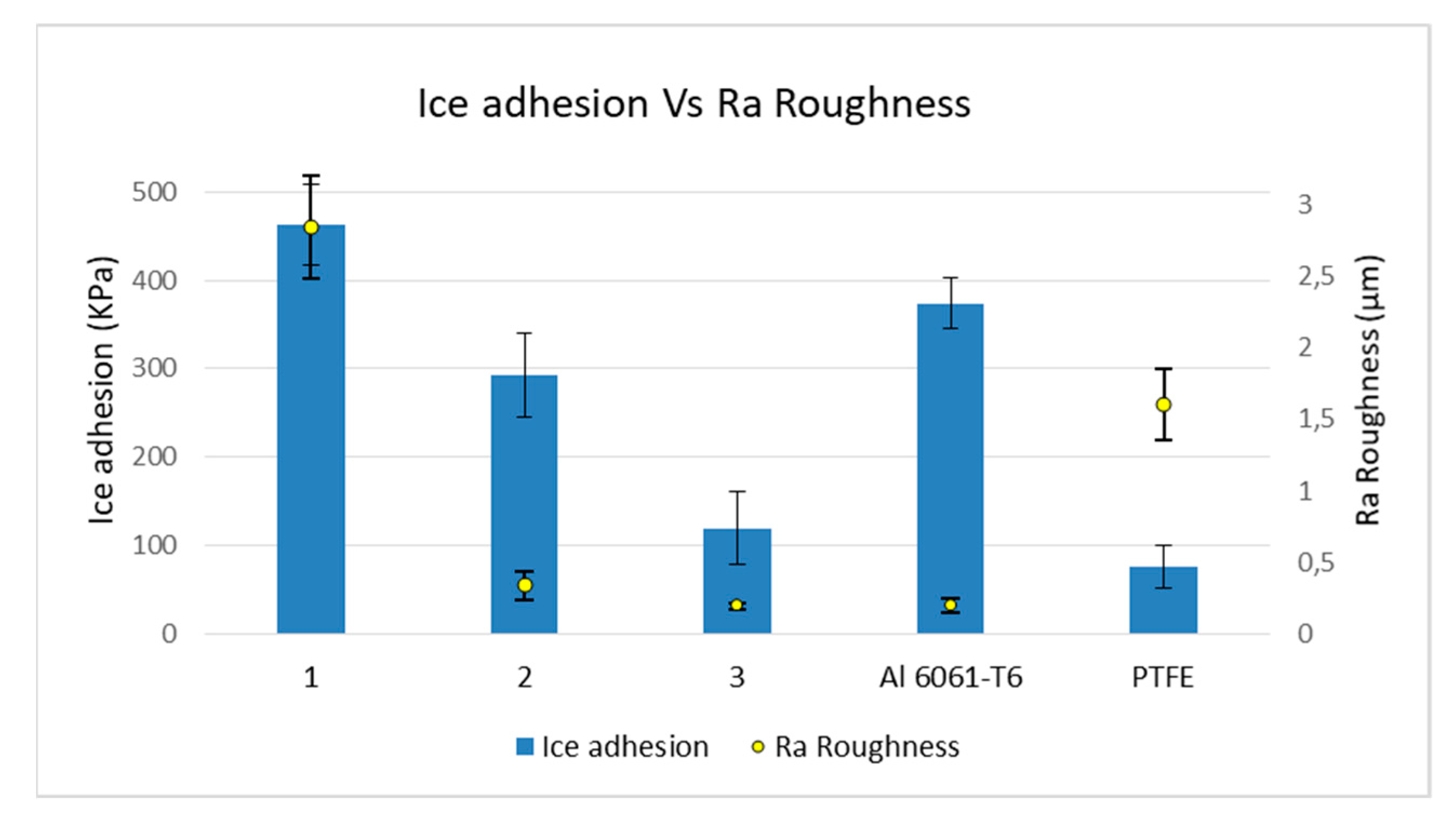
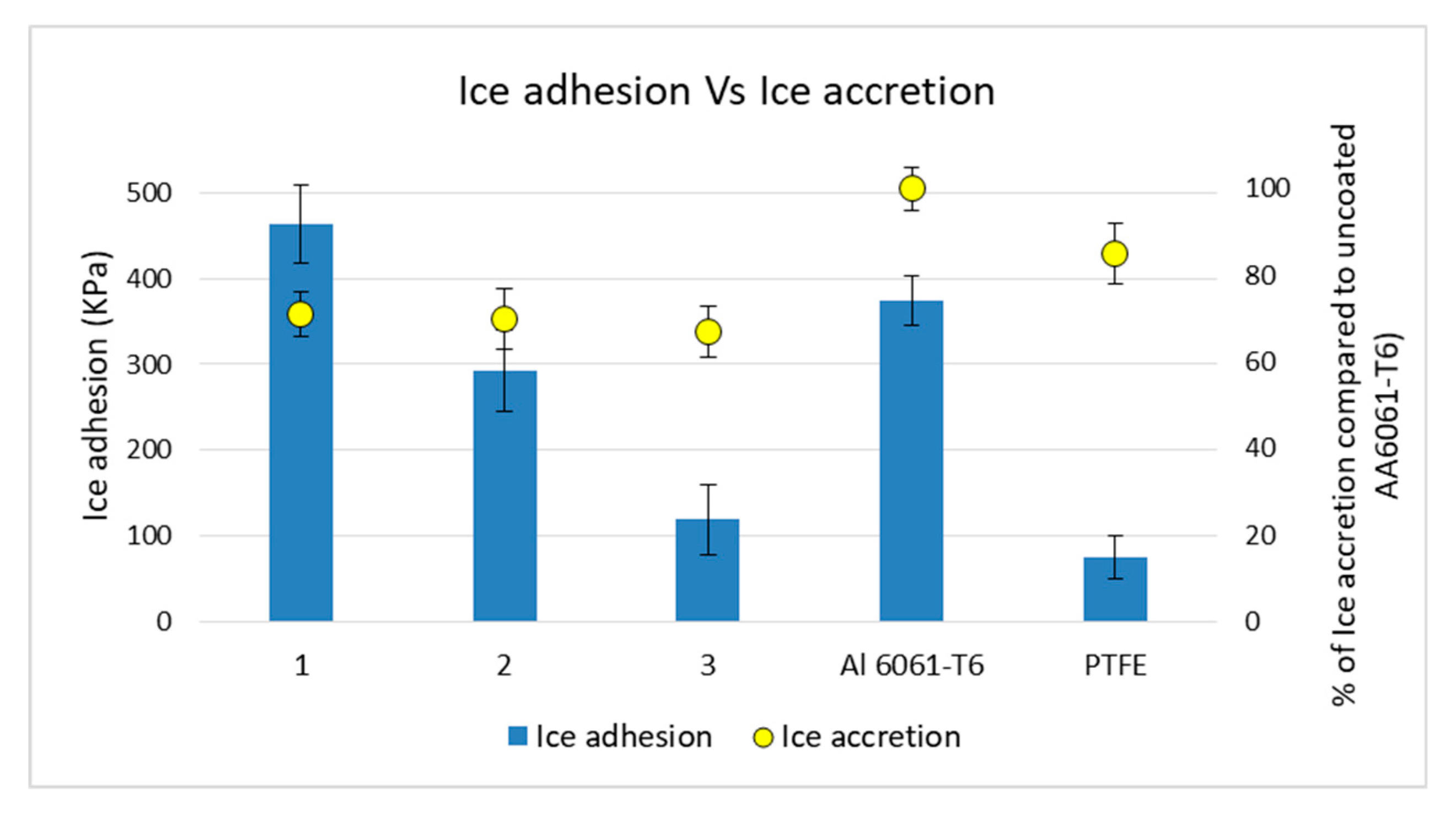
3.4. Ice Adhesion by the Double Lap Shear Test (DLST)
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, P.; Wong, T.-S.; Alvareng, J.; Kreder, M.J.; Adorno-Martinez, W.E.; Aizenberg, J. Liquid-Infused Nanostructured Surfaces with Extreme Anti-Ice and Anti-Frost Performance. ACS Nano 2012, 6, 6569–6577. [Google Scholar] [CrossRef] [PubMed]
- Meuler, A.J.; Smith, J.D.; Varanasi, K.K.; Mabry, J.M.; McKinley, G.H.; Cohen, R.E. Relationships between Water Wettability and Ice Adhesion. ACS Appl. Mater. Interfaces 2010, 2, 3100–3110. [Google Scholar] [CrossRef] [PubMed]
- Cao, Y.; Tan, W.; Wu, Z. Aircraft icing: An ongoing threat to aviation safety. Aerosp. Sci. Technol. 2018, 75, 353–385. [Google Scholar] [CrossRef]
- Bolgiani, P.; Fernández-González, S.; Martín, M.L.; Valero, F.; Merino, A.; García-Ortega, E.; Sánchez, J.L. Analysis and numerical simulation of an aircraft icing episode near Adolfo Suárez Madrid-Barajas International Airport. Atmos. Res. 2018, 200, 60–69. [Google Scholar] [CrossRef]
- Ashenden, R.; Marwitz, J. Characterizing the Supercooled Large Droplet Environment with Corresponding Turboprop Aircraft Response. J. Aircr. 1998, 35, 912–920. [Google Scholar] [CrossRef]
- Politovich, M.K. Aircraft Icing Caused by Large Supercooled Droplets. J. Appl. Meteorol. 1989, 28, 856–868. [Google Scholar] [CrossRef] [Green Version]
- De Gregorio, F. Aerodynamic Performance Degradation Induced by Ice Accretion. PIV Technique Assessment in Icing Wind Tunnel; Springer: Berlin/Heidelberg, Germany, 2008; Volume 112. [Google Scholar]
- Whalen, E.; Broeren, A.; Bragg, M. Considerations for Aerodynamic Testing of Scaled Runback Ice Accretions. In Proceedings of the Collection of Technical Papers—44th AIAA Aerospace Sciences Meeting, Reno, Nevada, 9–12 January 2006; Volume 5, pp. 3170–3185. [Google Scholar]
- Abbas, A.S.; Khaleel, A.L. Study the effect of ice accretion on various aerodynamic flight characteristics using F-16 model. ARPN J. Eng. Appl. Sci. 2018, 13, 4687–4695. [Google Scholar]
- Mishchenko, L.; Hatton, B.; Bahadur, V.; Taylor, J.A.; Krupenkin, T.; Aizenberg, J. Design of Ice-free Nanostructured Surfaces Based on Repulsion of Impacting Water Droplets. ACS Nano 2010, 4, 7699–7707. [Google Scholar] [CrossRef]
- Ghalmi, Z.; Menini, R.; Farzaneh, M. Effect of Different Aluminium Surface Treatments on Ice Adhesion Strength; Scientific.Net: Baech, Switzerland, 2012; Volume 409. [Google Scholar]
- Strobl, T.; Storm, S.; Thompson, D.; Hornung, M.; Thielecke, F. Feasibility study of a hybrid ice protection system. J. Aircr. 2015, 52, 2064–2076. [Google Scholar] [CrossRef]
- Petrenko, V.F.; Sullivan, C.R.; Kozlyuk, V.; Petrenko, F.V.; Veerasamy, V. Pulse electro-thermal de-icer (PETD). Cold Reg. Sci. Technol. 2011, 65, 70–78. [Google Scholar] [CrossRef]
- Al-Khalil, K. Thermo-mechanical expulsion deicing system—TMEDS. In Proceedings of the Collection of Technical Papers—45th AIAA Aerospace Sciences Meeting, Reno, NV, USA, 8–11 January 2007; Volume 12, pp. 8562–8574. [Google Scholar]
- Schulz, M.; Sinapius, M. Evaluation of Different Ice Adhesion Tests for Mechanical Deicing Systems; SAE Technical Paper; SAE: Warrendale, PA, USA, 2015. [Google Scholar]
- Cornell, J.S.; Pillard, D.A.; Hernandez, M.T. Comparative measures of the toxicity of component chemicals in aircraft deicing fluid. Environ. Toxicol. Chem. 2000, 19, 1465–1472. [Google Scholar] [CrossRef]
- Ramakrishna, D.M.; Viraraghavan, T. Environmental Impact of Chemical Deicers—A Review. Water Air Soil Pollut. 2005, 166, 49–63. [Google Scholar] [CrossRef]
- Fay, L.; Shi, X. Environmental Impacts of Chemicals for Snow and Ice Control: State of the Knowledge. Water Air Soil Pollut. 2012, 223, 2751–2770. [Google Scholar] [CrossRef]
- Farhadi, S.; Farzaneh, M.; Kulinich, S.A. Anti-icing performance of superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 6264–6269. [Google Scholar] [CrossRef]
- Antonini, C.; Innocenti, M.; Horn, T.; Marengo, M.; Amirfazli, A. Understanding the effect of superhydrophobic coatings on energy reduction in anti-icing systems. Cold Reg. Sci. Technol. 2011, 67, 58–67. [Google Scholar] [CrossRef]
- Yeong, Y.H.; Milionis, A.; Loth, E.; Sokhey, J.; Lambourne, A. Atmospheric Ice Adhesion on Water-Repellent Coatings: Wetting and Surface Topology Effects. Langmuir 2015, 31, 13107–13116. [Google Scholar] [CrossRef]
- Cao, L.; Jones, A.K.; Sikka, V.K.; Wu, J.; Gao, D. Anti-Icing Superhydrophobic Coatings. Langmuir 2009, 25, 12444–12448. [Google Scholar] [CrossRef]
- Kubiak, K.; Wilson, M.C.T.; Mathia, T.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Choi, C.-H. Condensation-induced wetting state and contact angle hysteresis on superhydrophobic lotus leaves. Colloid Polym. Sci. 2012, 291, 437–445. [Google Scholar] [CrossRef]
- Ferrick, M.G.; Mulherin, N.; Haehnel, R.; Coutermarsh, B.; Durell, G.; Tantillo, T.; Curtis, L.; Clair, T.S.; Weiser, E.; Cano, R.; et al. Evaluation of ice release coatings at cryogenic temperature for the space shuttle. Cold Reg. Sci. Technol. 2008, 52, 224–243. [Google Scholar] [CrossRef]
- Jung, S.; Dorrestijn, M.; Raps, D.; Das, A.; Megaridis, C.M.; Poulikakos, D. Are Superhydrophobic Surfaces Best for Icephobicity? Langmuir 2011, 27, 3059–3066. [Google Scholar] [CrossRef] [PubMed]
- Nosonovsky, M.; Hejazi, V. Why Superhydrophobic Surfaces Are Not Always Icephobic. ACS Nano 2012, 6, 8488–8491. [Google Scholar] [CrossRef] [PubMed]
- Kulinich, S.A.; Farhadi, S.; Nose, K.; Du, X.W. Superhydrophobic Surfaces: Are They Really Ice-Repellent? Langmuir 2011, 27, 25–29. [Google Scholar] [CrossRef] [PubMed]
- Ma, M.; Hill, R.M. Superhydrophobic surfaces. Curr. Opin. Colloid Interface Sci. 2006, 11, 193–202. [Google Scholar] [CrossRef]
- Frankenstein, S.; Tuthill, A.M. Ice Adhesion to Locks and Dams: Past Work; Future Directions? J. Cold Reg. Eng. 2002, 16, 83–96. [Google Scholar] [CrossRef]
- Golovin, K.; Kobaku, S.; Lee, D.H.; DiLoreto, E.T.; Mabry, J.M.; Tuteja, A. Designing durable icephobic surfaces. Sci. Adv. 2016, 2, e1501496. [Google Scholar] [CrossRef] [Green Version]
- Menini, R.; Ghalmi, Z.; Farzaneh, M. Highly resistant icephobic coatings on aluminum alloys. Cold Reg. Sci. Technol. 2011, 65, 65–69. [Google Scholar] [CrossRef]
- Kulinich, S.A.; Farzaneh, M. Ice adhesion on super-hydrophobic surfaces. Appl. Surf. Sci. 2009, 255, 8153–8157. [Google Scholar] [CrossRef]
- Golovin, K.; Dhyani, A.; Thouless, M.; Tuteja, A. Low–interfacial toughness materials for effective large-scale deicing. Science 2019, 364, 371–375. [Google Scholar] [CrossRef]
- Golovin, K.; Tuteja, A. A predictive framework for the design and fabrication of icephobic polymers. Sci. Adv. 2017, 3, e1701617. [Google Scholar] [CrossRef] [Green Version]
- Kreder, M.J.; Alvareng, J.; Kim, P.; Aizenberg, J. Design of anti-icing surfaces: Smooth, textured or slippery? Nat. Rev. Mater. 2016, 1, 15003. [Google Scholar] [CrossRef]
- Bahadur, V.; Mishchenko, L.; Hatton, B.; Taylor, J.A.; Aizenberg, J.; Krupenkin, T. Predictive Model for Ice Formation on Superhydrophobic Surfaces. Langmuir 2011, 27, 14143–14150. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, F.; Robinson, B.W.; De Villiers-Lovelock, H.; Wood, R.J.; Wang, S. Wettability of hierarchically-textured ceramic coatings produced by suspension HVOF spraying. J. Mater. Chem. A 2015, 3, 13864–13873. [Google Scholar] [CrossRef] [Green Version]
- Sharifi, N.; Pugh, M.; Moreau, C.; Dolatabadi, A. Developing hydrophobic and superhydrophobic TiO2 coatings by plasma spraying. Surf. Coat. Technol. 2016, 289, 29–36. [Google Scholar] [CrossRef]
- Sharifi, N.; Dolatabadi, A.; Pugh, M.; Moreau, C. Anti-icing performance and durability of suspension plasma sprayed TiO2 coatings. Cold Reg. Sci. Technol. 2019, 159, 1–12. [Google Scholar] [CrossRef]
- Qiao, J.; Jin, X.; Qin, J.-H.; Liu, H.-T.; Luo, Y.; Zhang, D. A super-hard superhydrophobic Fe-based amorphous alloy coating. Surf. Coat. Technol. 2018, 334, 286–291. [Google Scholar] [CrossRef]
- Mora, J.; García, P.; Muelas, R.; Agüero, A. Hard Quasicrystalline Coatings Deposited by HVOF Thermal Spray to Reduce Ice Accretion in Aero-Structures Components. Coatings 2020, 10, 290. [Google Scholar] [CrossRef] [Green Version]
- Rivero, P.J.; Garcia, J.A.; Quintana, I.; Rodriguez, R. Design of nanostructured functional coatings by usingwet-chemistry methods. Coatings 2018, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Maeztu, J.D.; Rivero, P.J.; Berlanga, C.; Bastidas, D.M.; Fernandez-Palacio, J.; Rodríguez, R.J. Effect of graphene oxide and fluorinated polymeric chains incorporated in a multilayered sol-gel nanocoating for the design of corrosion resistant and hydrophobic surfaces. Appl. Surf. Sci. 2017, 419, 138–149. [Google Scholar] [CrossRef]
- Rivero, P.J.; Yurrita, D.; Berlanga, C.; Fernandez-Palacio, J.; Rodríguez, R.J. Functionalized Electrospun Fibers for the Design of Novel Hydrophobic and Anticorrosive Surfaces. Coatings 2018, 8, 300. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Zhang, W.; Siva, A.; Tiea, D.; Wynne, K.J. Laboratory Test for Ice Adhesion Strength Using Commercial Instrumentation. Langmuir 2014, 30, 540–547. [Google Scholar] [CrossRef] [PubMed]
- Bharathidasan, T.; Kumar, S.V.; Bobji, M.S.; Chakradhar, R.; Basu, B.J. Effect of wettability and surface roughness on ice-adhesion strength of hydrophilic, hydrophobic and superhydrophobic surfaces. Appl. Surf. Sci. 2014, 314, 241–250. [Google Scholar] [CrossRef]
- Ferrick, M.G.; Mulherin, N.D.; Coutermarsh, B.A.; Durell, G.D.; Curtis, L.A.; Clair, T.L.S.; Weiser, E.S.; Cano, R.J.; Smith, T.M.; Stevenson, C.G.; et al. Minimization of Ice Adhesion to Space Shuttle Component Surfaces. J. Adhes. Sci. Technol. 2012, 26, 473–503. [Google Scholar] [CrossRef]
- Javan-Mashmool, M.; Volat, C.; Farzaneh, M. A new method for measuring ice adhesion strength at an ice–substrate interface. Hydrol. Process. 2006, 20, 645–655. [Google Scholar] [CrossRef]
- Fortin, G.; Beisswenger, A.; Perron, J. Centrifuge adhesion tests to evaluate icephobic coatings. In Proceedings of the AIAA Atmospheric and Space Environments Conference 2010, Toronto, ON, Canada, 2–5 August 2010. [Google Scholar]
- Jeong, H.-J.; Kim, D.-K.; Lee, S.-B.; Kwon, S.-H.; Kadono, K. Preparation of Water-Repellent Glass by Sol–Gel Process Using Perfluoroalkylsilane and Tetraethoxysilane. J. Colloid Interface Sci. 2001, 235, 130–134. [Google Scholar] [CrossRef]
- Yu, Q.; Xu, J. Structure and surface properties of fluorinated organic–inorganic hybrid films. J. Sol-Gel Sci. Technol. 2011, 61, 243–248. [Google Scholar] [CrossRef]
- Wankhede, R.G.; Morey, S.; Khanna, A.; Birbilis, N. Development of water-repellent organic–inorganic hybrid sol–gel coatings on aluminum using short chain perfluoro polymer emulsion. Appl. Surf. Sci. 2013, 283, 1051–1059. [Google Scholar] [CrossRef]
- Rivero, P.J.; Maeztu, J.D.; Berlanga, C.; Miguel, A.; Fernandez-Palacio, J.; Rodríguez, R.J. Hydrophobic and Corrosion Behavior of Sol-Gel Hybrid Coatings Based on the Combination of TiO2 NPs and Fluorinated Chains for Aluminum Alloys Protection. Metals 2018, 8, 1076. [Google Scholar] [CrossRef] [Green Version]
- Karmouch, R.; Coudé, S.; Abel, G.; Ross, G.G. Icephobic PTFE coatings for wind turbines operating in cold climate conditions. In Proceedings of the 2009 IEEE Electrical Power and Energy Conference, EPEC, Montreal, QC, Canada, 22–23 October 2009. [Google Scholar]
- Menini, R.; Farzaneh, M. Advanced Icephobic Coatings. J. Adhes. Sci. Technol. 2011, 25, 971–992. [Google Scholar] [CrossRef]
- Ryzhkin, I.A.; Petrenko, V.F. Physical Mechanisms Responsible for Ice Adhesion. J. Phys. Chem. B 1997, 101, 6267–6270. [Google Scholar] [CrossRef]
- Petrenko, V.F. Study of the Surface of Ice, Ice/Solid and Ice/Liquid Interfaces with Scanning Force Microscopy. J. Phys. Chem. B 1997, 101, 6276–6281. [Google Scholar] [CrossRef]
- Chen, J.; Liu, J.; He, M.; Li, K.; Cui, D.; Zhang, Q.; Zeng, X.; Zhang, Y.; Wang, J.; Song, Y. Superhydrophobic surfaces cannot reduce ice adhesion. Appl. Phys. Lett. 2012, 101, 111603. [Google Scholar] [CrossRef]
- Fortin, G.; Adomou, M.; Perron, J. Experimental Study of Hybrid Anti-Icing Systems Combining Thermoelectric and Hydrophobic Coatings; SAE Technical Paper Series; SAE: Warrendale, PA, USA, 2011. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Coating | WCA (°) | Thickness (µm) | Ra (µm) |
|---|---|---|---|
| Coating 1 (sol-gel) | 119.2° ± 2.3° | 1.92 ± 0.3 | 2.84 ± 0.4 |
| Coating 2 (silicone 5% Al2O3) | 115.0° ± 1.1° | 20.0 ± 4.0 | 0.34 ± 0.07 |
| Coating 3 (electrostatic spray) | 88.0° ± 4.0° | 75.0 ± 25.0 | 0.19 ± 0.02 |
| AA6061-T6 | 89.8° ± 3.8° | 3000 (Bulk) | 0.17 ± 0.05 |
| PTFE | 101.4° ± 5.1° | 3000 (Bulk) | 1.55 ± 0.61 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivero, P.J.; Rodriguez, R.J.; Larumbe, S.; Monteserín, M.; Martín, F.; García, A.; Acosta, C.; Clemente, M.J.; García, P.; Mora, J.; et al. Evaluation of Functionalized Coatings for the Prevention of Ice Accretion by Using Icing Wind Tunnel Tests. Coatings 2020, 10, 636. https://doi.org/10.3390/coatings10070636
Rivero PJ, Rodriguez RJ, Larumbe S, Monteserín M, Martín F, García A, Acosta C, Clemente MJ, García P, Mora J, et al. Evaluation of Functionalized Coatings for the Prevention of Ice Accretion by Using Icing Wind Tunnel Tests. Coatings. 2020; 10(7):636. https://doi.org/10.3390/coatings10070636
Chicago/Turabian StyleRivero, Pedro J., Rafael J. Rodriguez, Silvia Larumbe, María Monteserín, Francisco Martín, Amador García, Carolina Acosta, María José Clemente, Paloma García, Julio Mora, and et al. 2020. "Evaluation of Functionalized Coatings for the Prevention of Ice Accretion by Using Icing Wind Tunnel Tests" Coatings 10, no. 7: 636. https://doi.org/10.3390/coatings10070636