Influence of Laser Energy Density on Interfacial Diffusion Bonding and Surface Density of Chromium Coating by Multi-Arc Ion Plating on Zirconium Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Cr Coating by Multi-Arc Ion Plating
2.2. Laser Melting Treatment of Multi-Arc Ion Plating Cr Coating
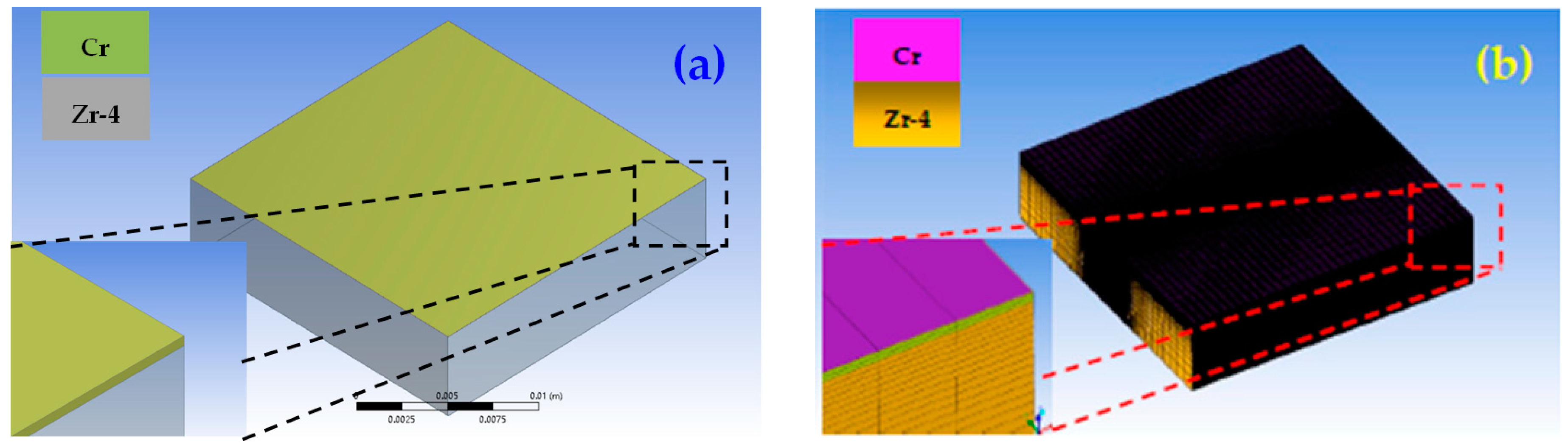
2.2.1. Laser Melting Treatment Temperature Field Model of Cr Coating
- (1)
- Initial conditions: the initial temperature of the sample is set to room temperature 20 °C in the process of the laser melting treatment.
- (2)
- We applied the line heat source. The laser is loaded as the heat flux, which is the effective power density F of the sample surface, and their relationship is as follows:where, is the laser irradiation area.
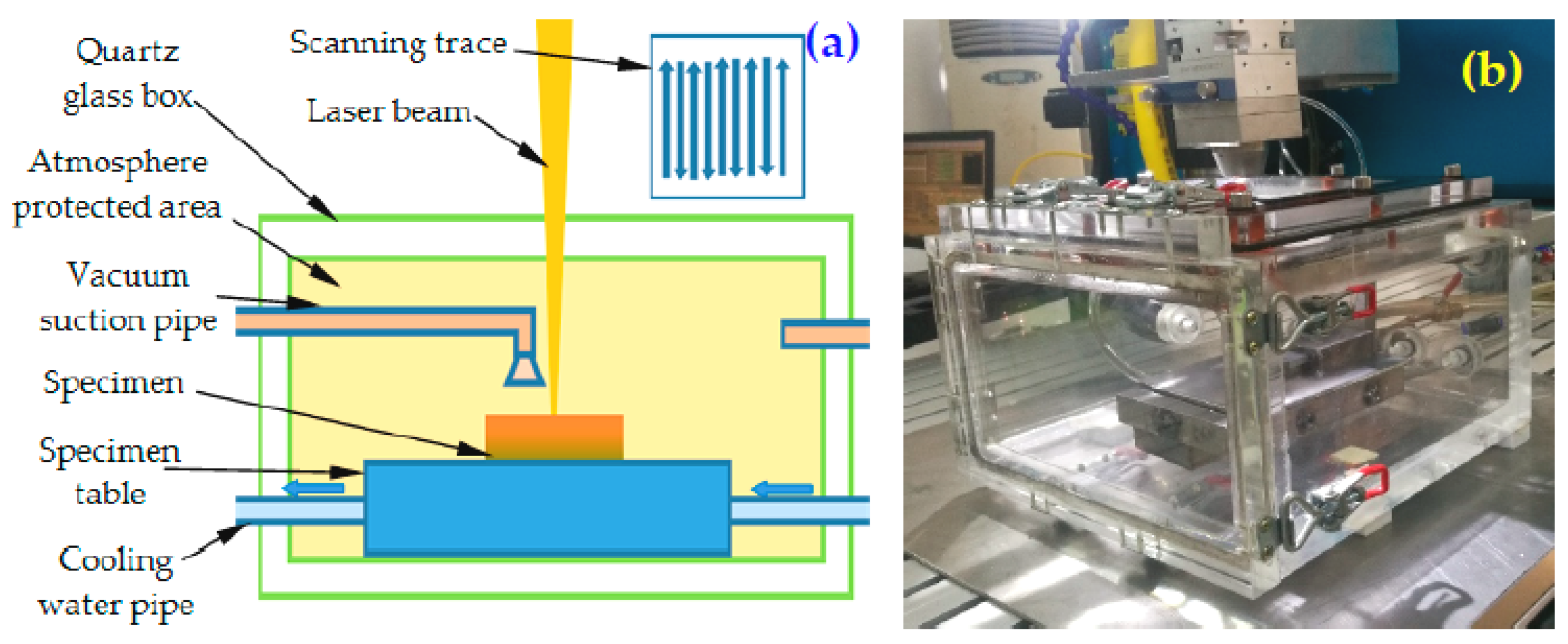
2.2.2. Laser Melting Treatment Test Apparatus
2.2.3. Laser Melting Treatment of Cr Coating Prepared by Multi-Arc Ion Plating
2.3. Characterization and Analysis
3. Results and Discussion
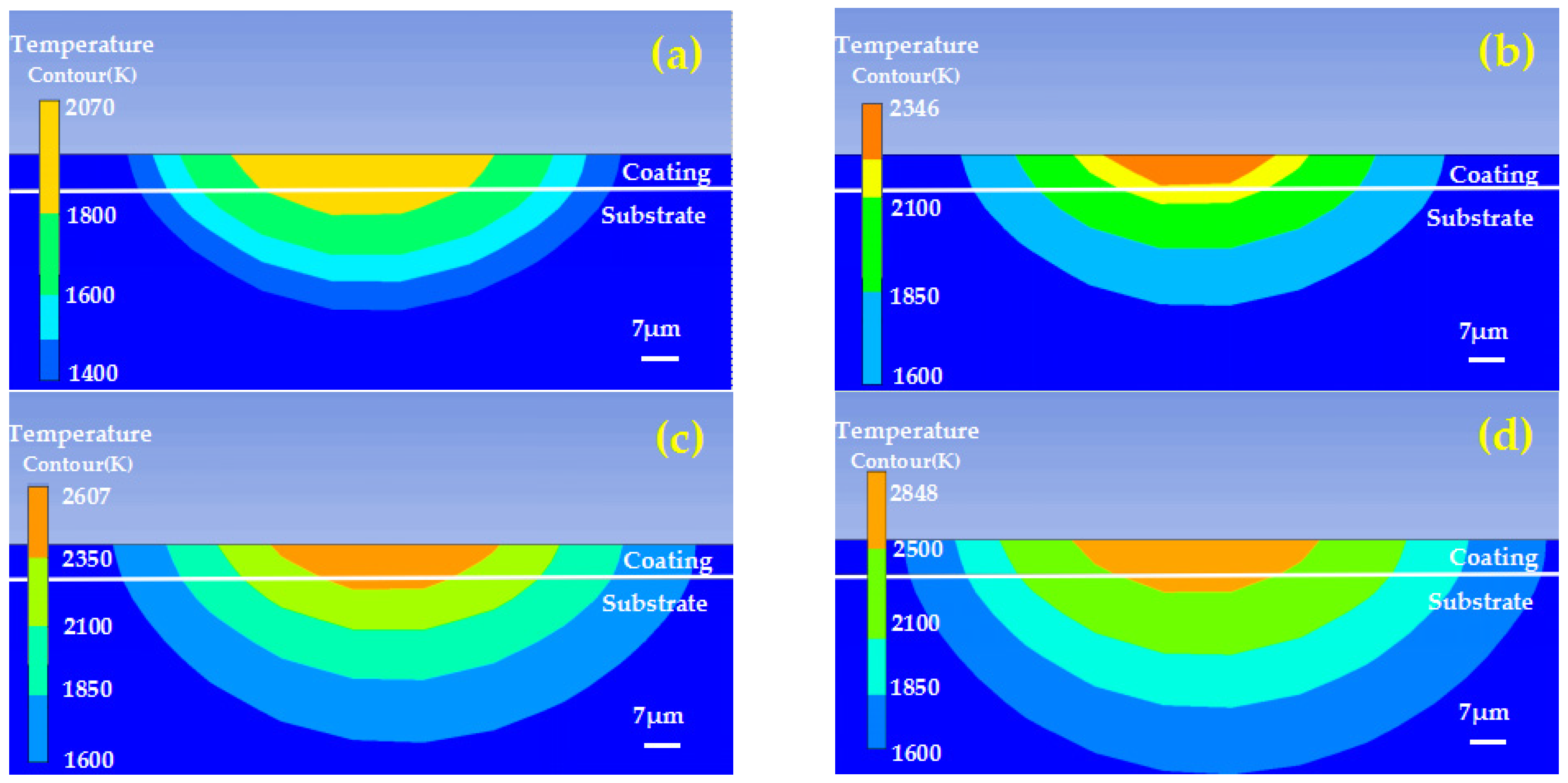
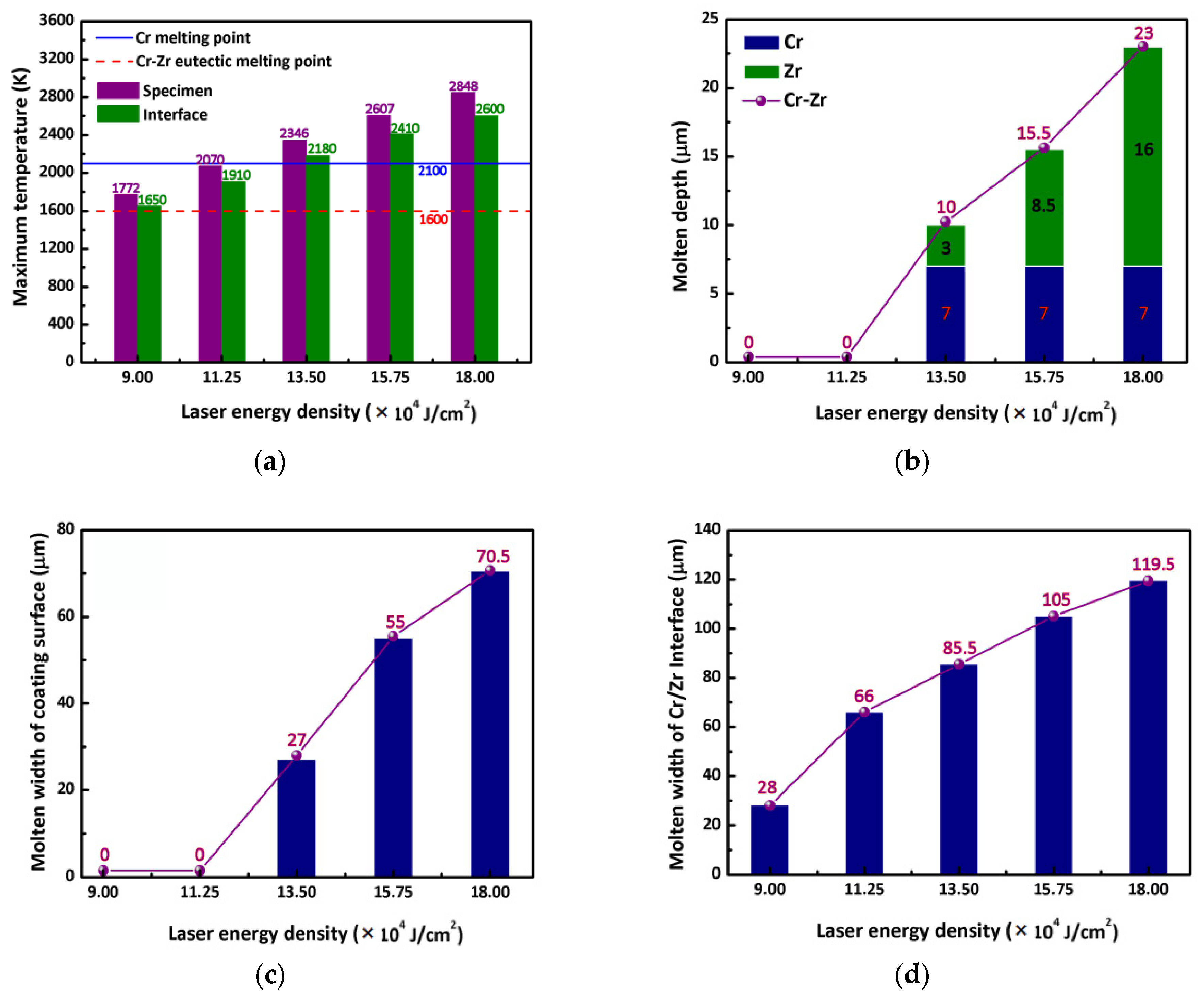
3.1. Temperature Field Simulation Analysis of Cr Coating Laser Melting Treatment
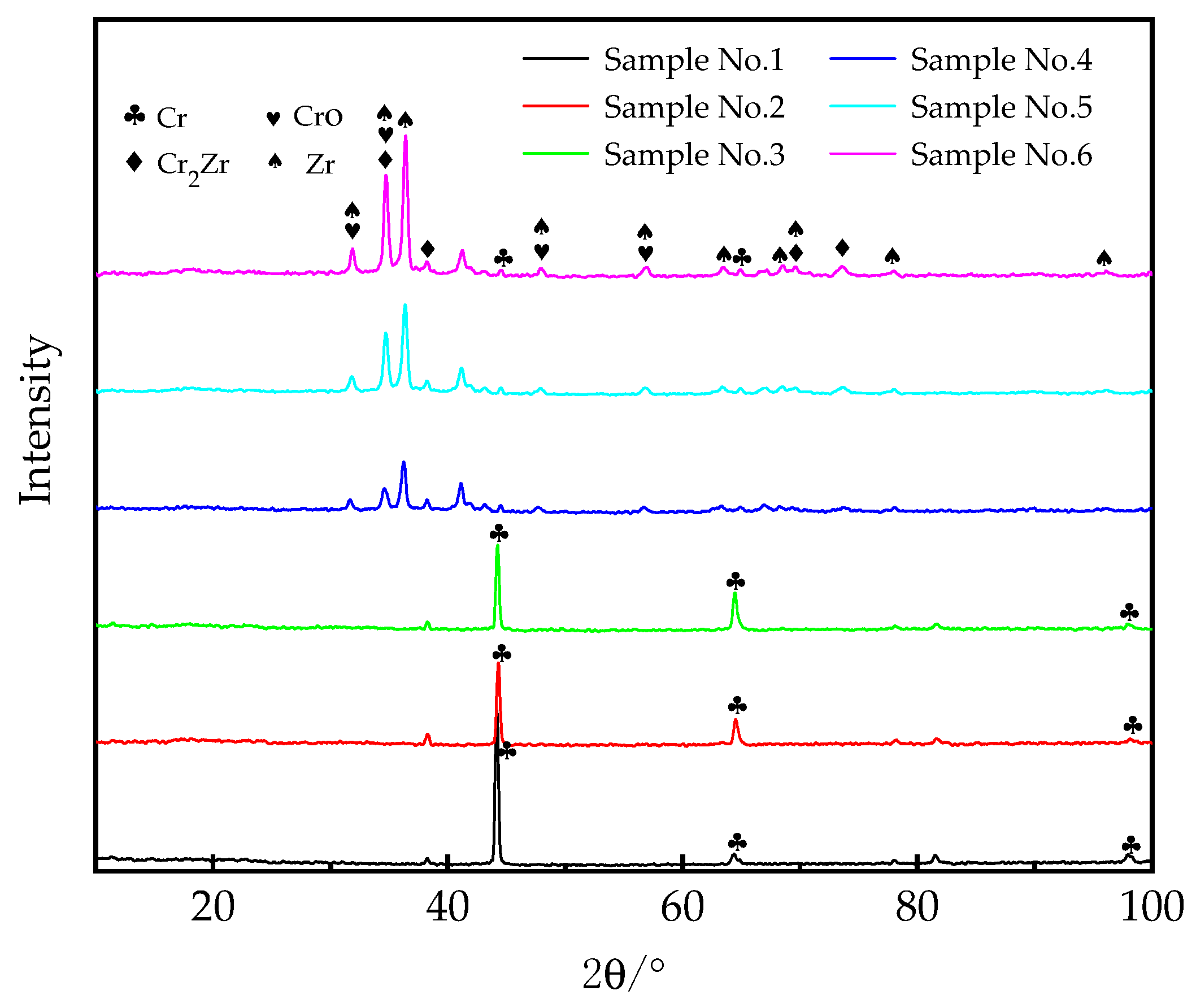
3.2. Composition Analysis
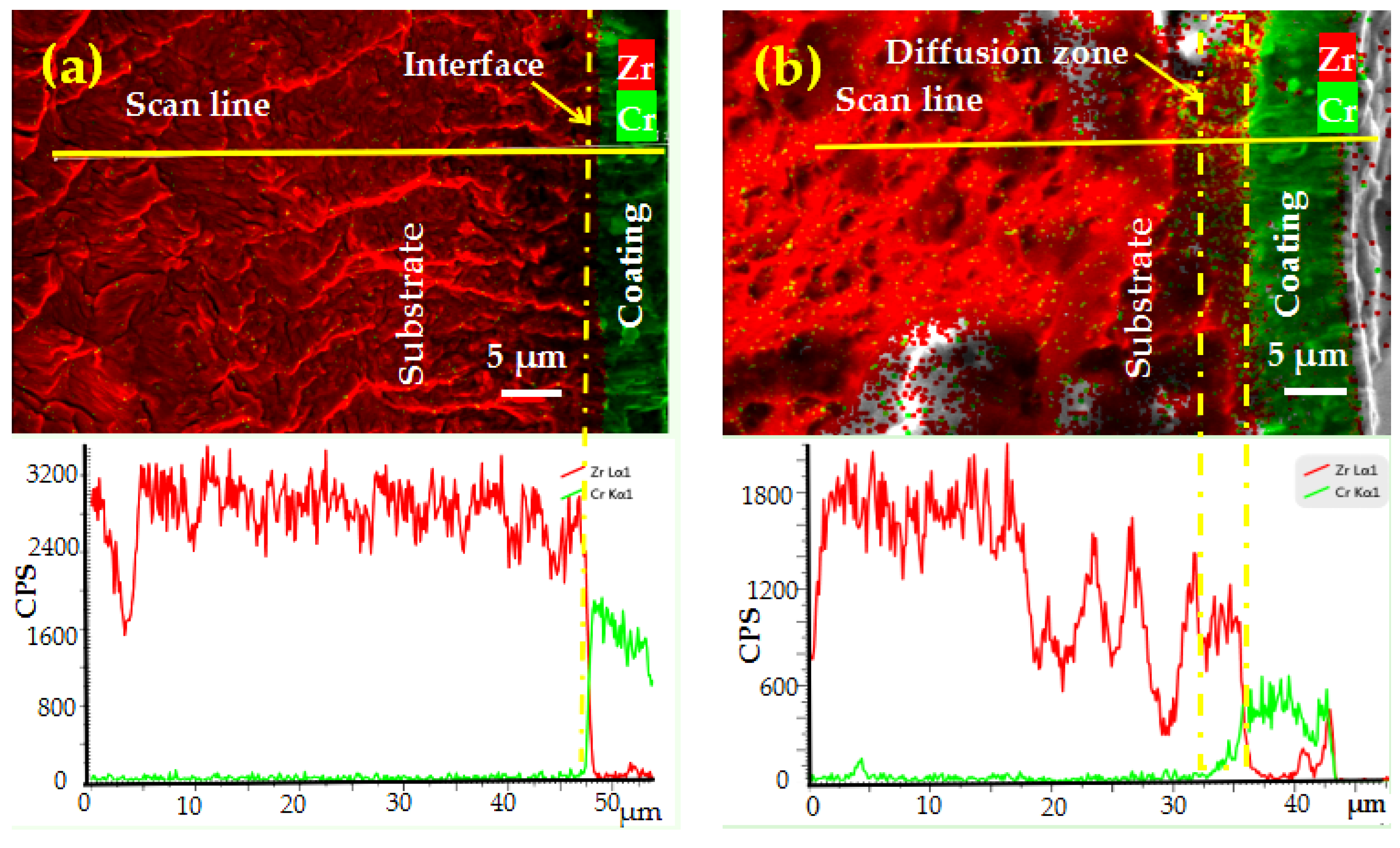
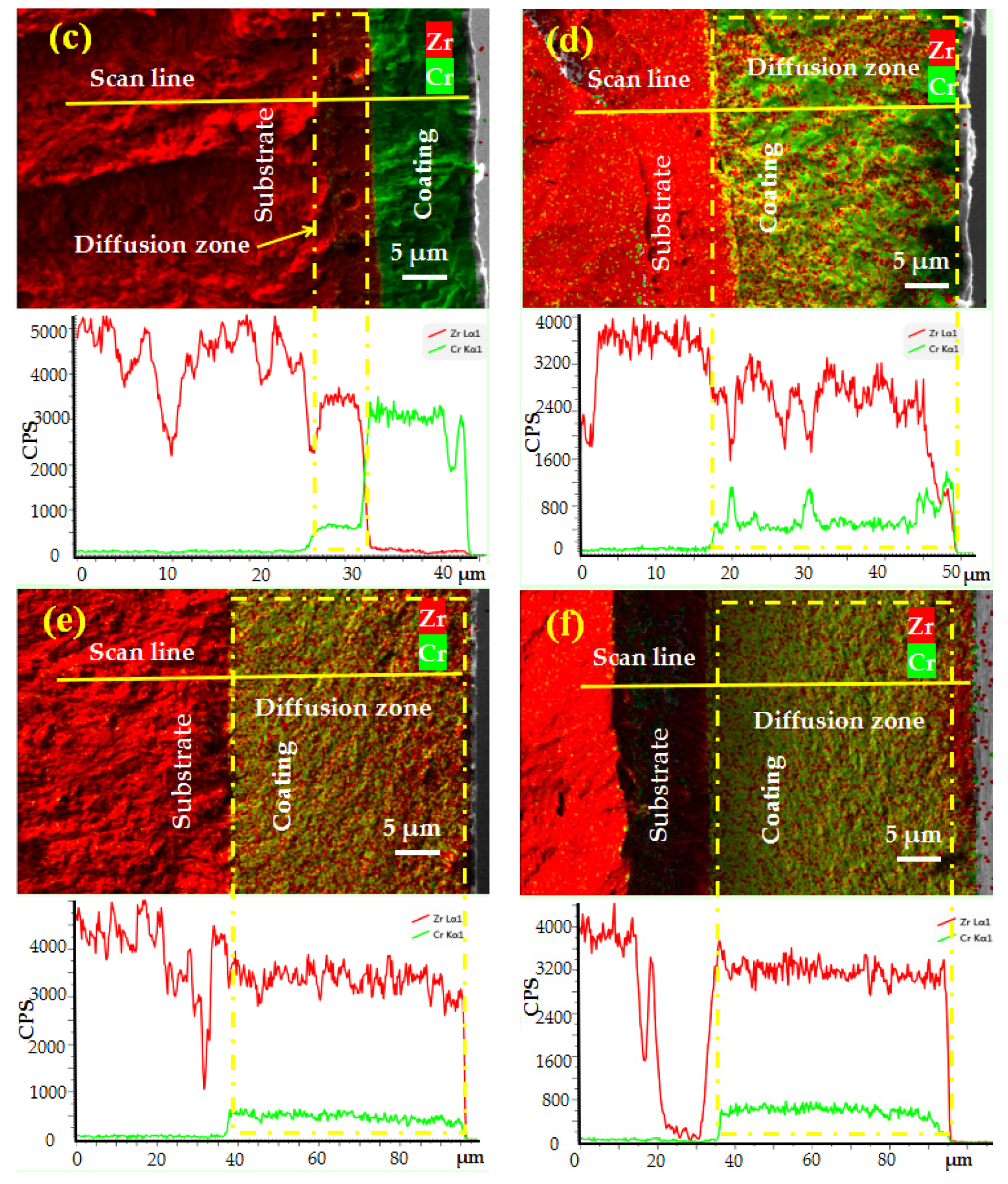
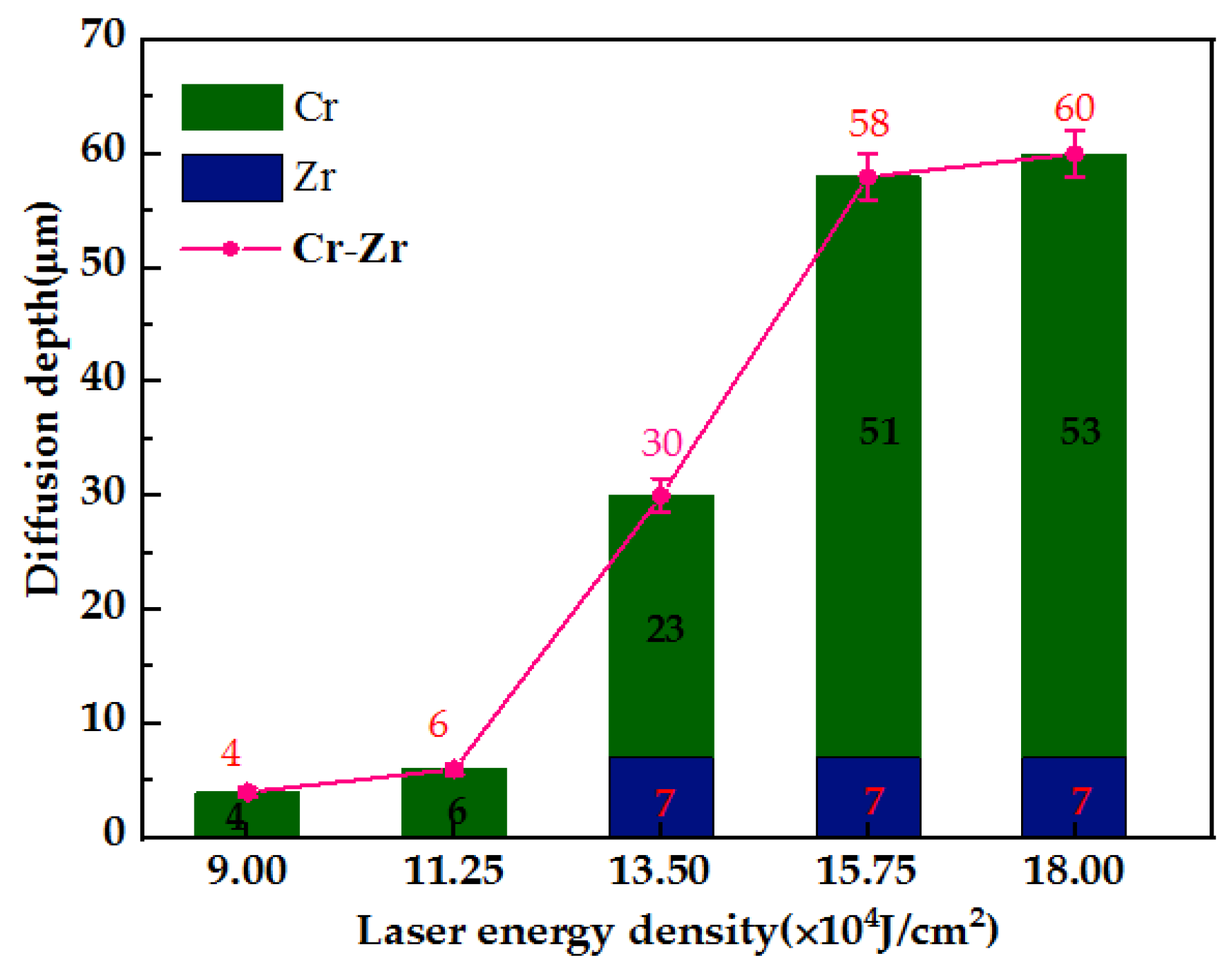
3.3. Membrane-Base Interface Diffusion Analysis
3.4. Tensile Fracture Morphology
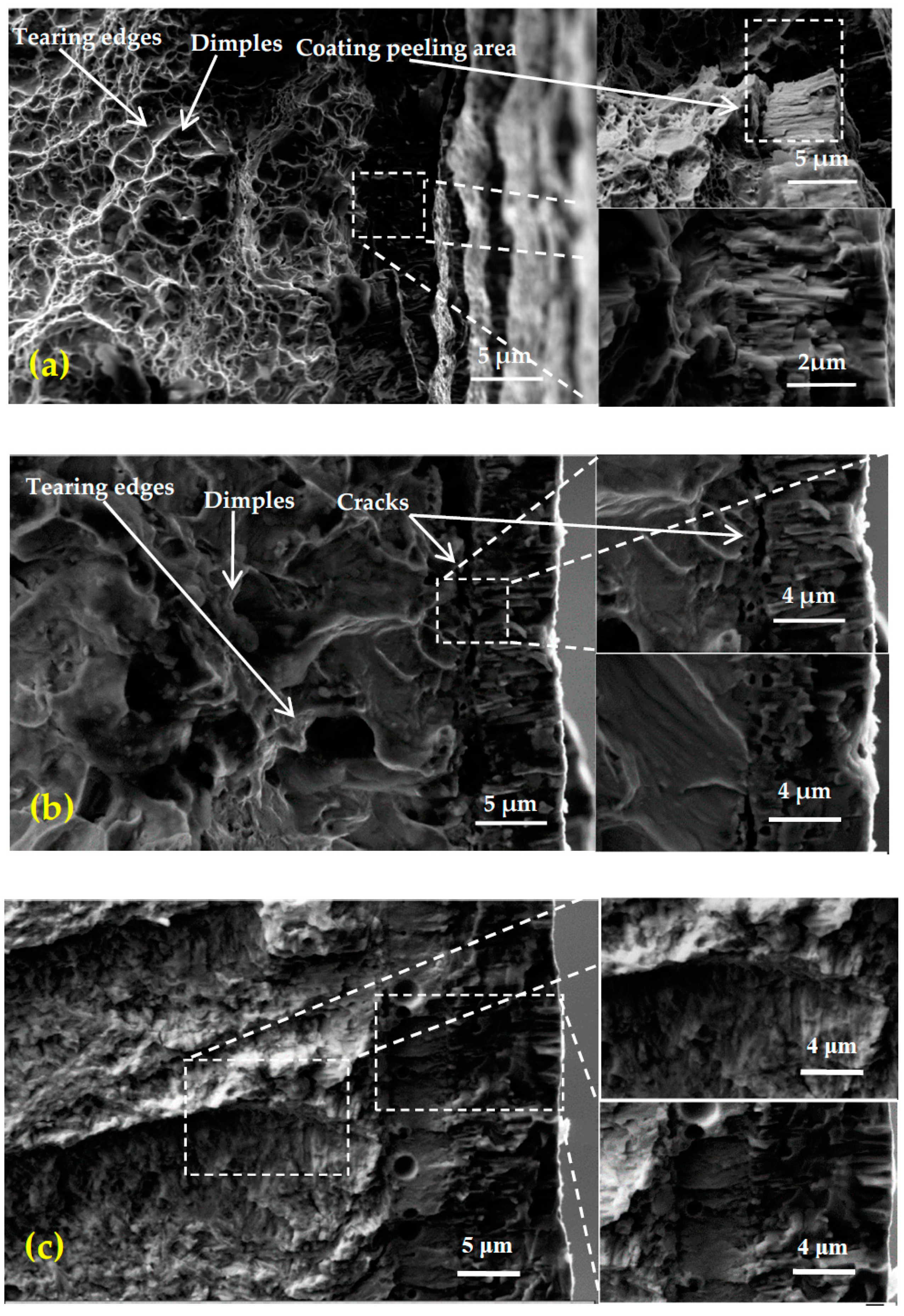
3.4.1. Microstructure of Tensile Fracture
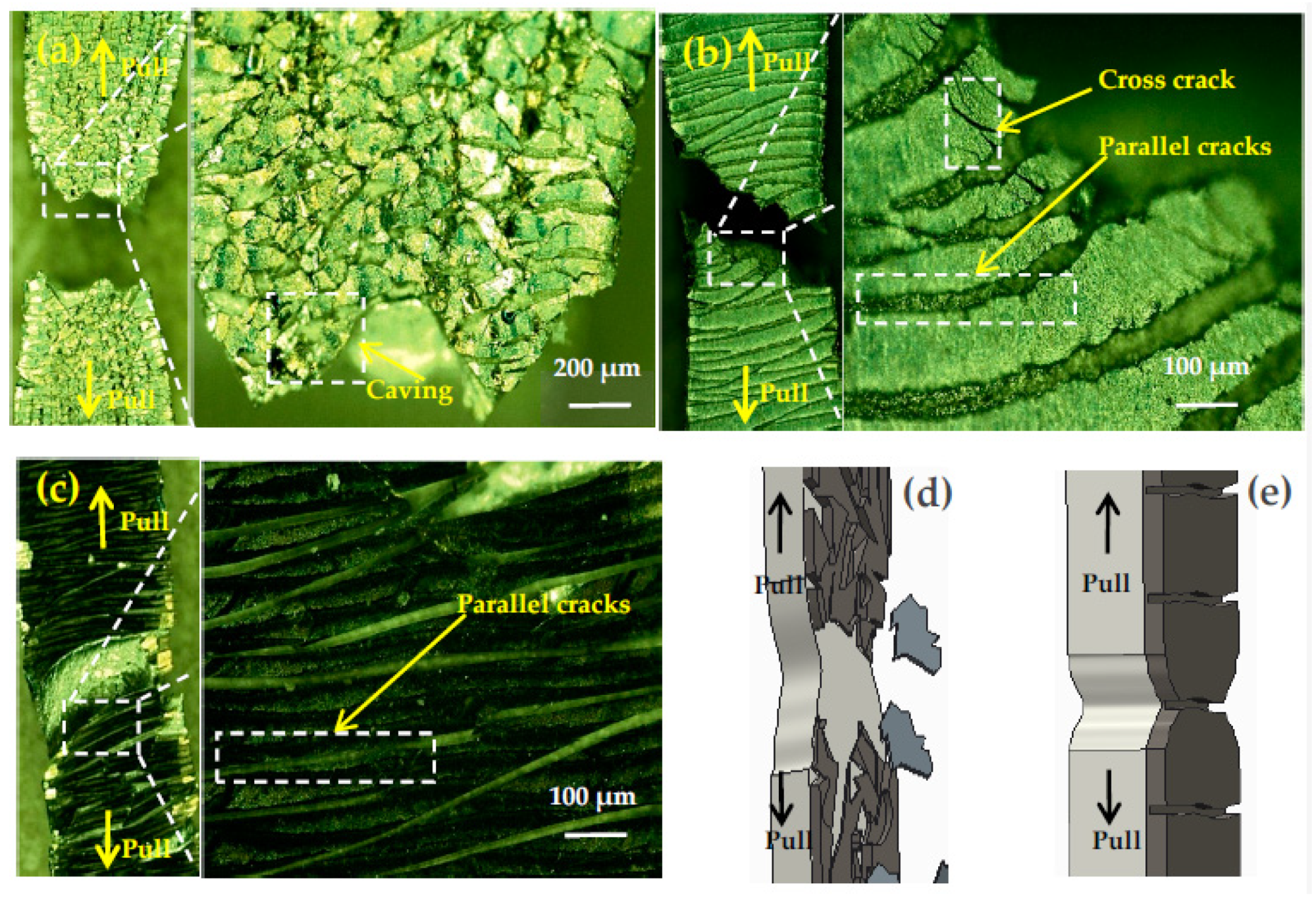
3.4.2. Surface Fracture Morphology of Tensile Specimen
3.5. Surface Characterization
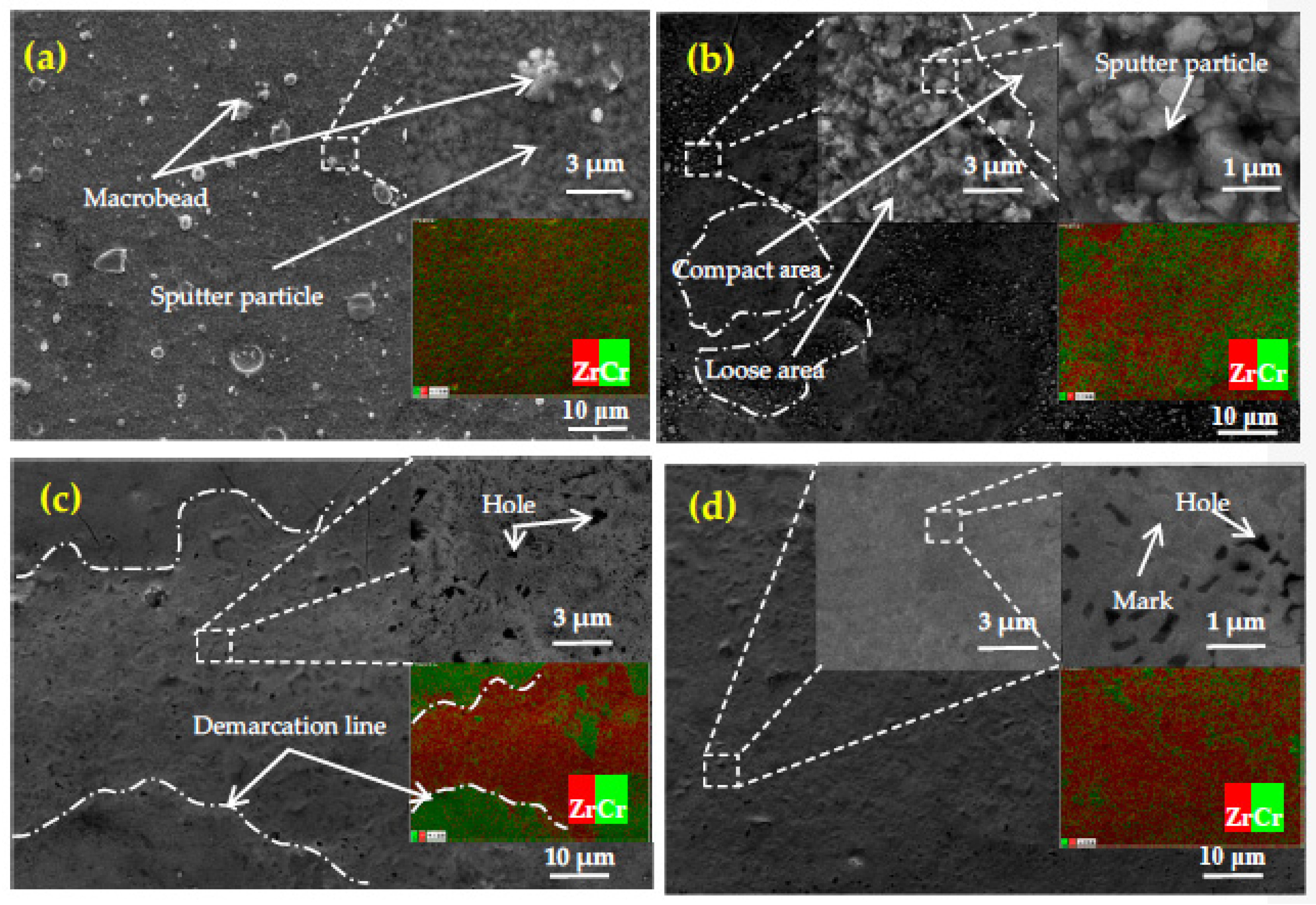
3.5.1. Surface Morphology
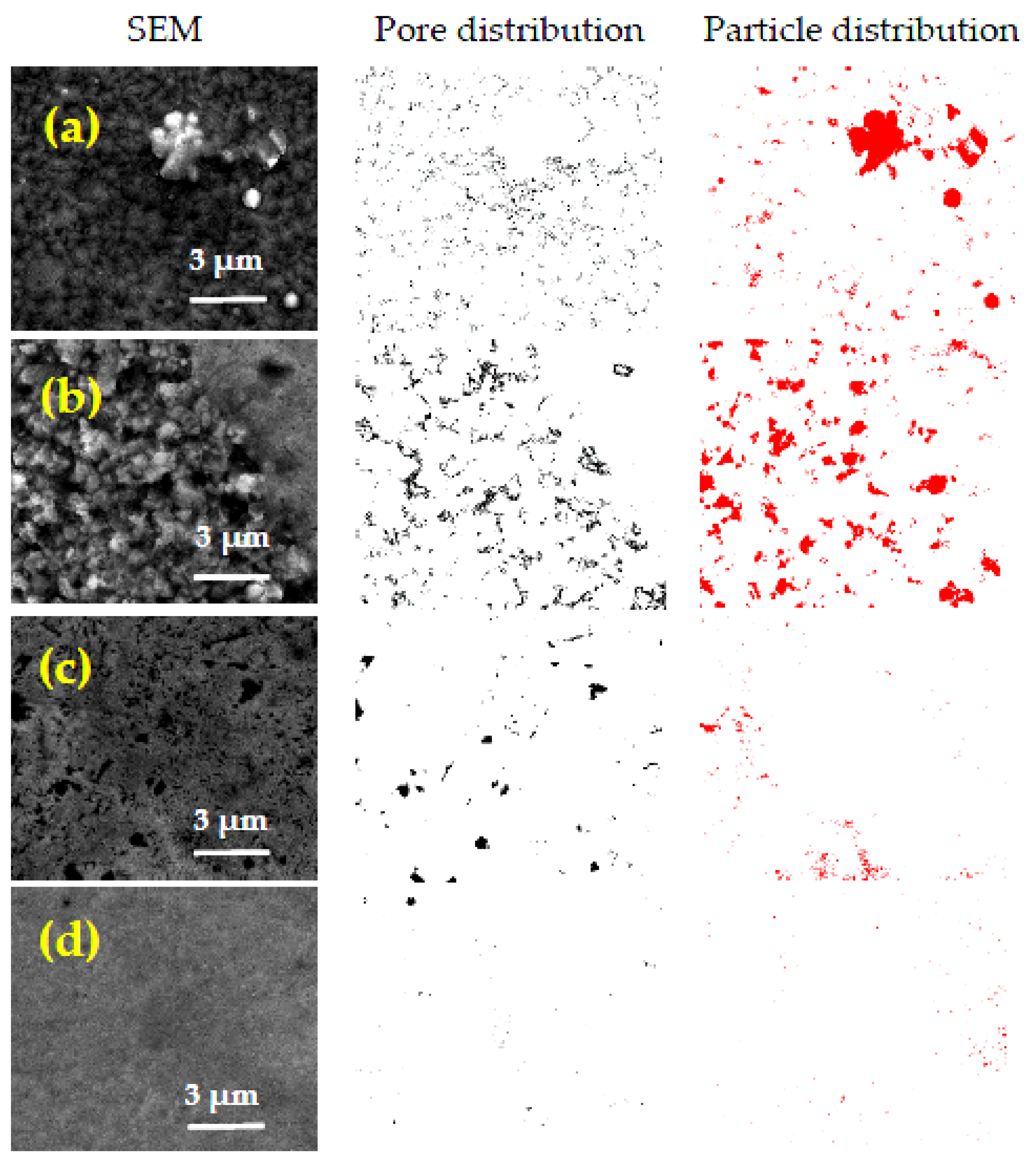
3.5.2. Comparative Analysis of Surface Pores and Particles
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Terrani, K.A. Accident tolerant fuel cladding development: Promise, status, and challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Khatkhatay, F.; Jiao, L.; Jian, J.; Zhang, W.; Jiao, Z.; Gan, J.; Zhang, H.; Zhang, X.; Wang, H. Superior corrosion resistance properties of TiN-based coatings on Zircaloy tubes in supercritical water. J. Nucl. Mater. 2014, 451, 346–351. [Google Scholar] [CrossRef]
- Daub, K.; Van Nieuwenhove, R.; Nordin, H. Investigation of the impact of coatings on corrosion and hydrogen uptake of Zircaloy-4. J. Nucl. Mater. 2015, 467, 260–270. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Terrani, K.A.; Gehin, J.C.; Ott, L.J.; Snead, L.L. Accident tolerant fuels for LWRs: A perspective. J. Nucl. Mater. 2014, 448, 374–379. [Google Scholar] [CrossRef]
- Brown, N.R.; Wysocki, A.J.; Terrani, K.A.; Xu, K.G.; Wachs, D.M. The potential impact of enhanced accident tolerant cladding materials on reactivity initiated accidents in light water reactors. Ann. Nucl. Energy 2017, 99, 353–365. [Google Scholar] [CrossRef] [Green Version]
- Tang, C.; Stueber, M.; Seifert, H.J.; Steinbrueck, M. Protective coatings on zirconium-based alloys as accident-tolerant fuel (ATF) claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Kim, H.-G.; Kim, I.-H.; Jung, Y.-I.; Park, D.-J.; Park, J.-Y.; Koo, Y.-H. Adhesion property and high-temperature oxidation behavior of Cr-coated Zircaloy-4 cladding tube prepared by 3D laser coating. J. Nucl. Mater. 2015, 465, 531–539. [Google Scholar] [CrossRef]
- Kim, H.-G.; Yang, J.-H.; Kim, W.-J.; Koo, Y.-H. Development Status of Accident-tolerant Fuel for Light Water Reactors in Korea. Nucl. Eng. Technol. 2016, 48, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Koo, Y.-H.; Yang, J.-H.; Park, J.-Y.; Kim, K.-S.; Kim, H.-G.; Kim, D.-J.; Jung, Y.-I.; Song, K.-W. KAERI’s Development of LWR Accident-Tolerant Fuel. Nucl. Technol. 2017, 186, 295–304. [Google Scholar] [CrossRef]
- Pint, B.A.; Terrani, K.A.; Yamamoto, Y.; Snead, L.L. Material Selection for Accident Tolerant Fuel Cladding. Metall. Mater. Trans. E 2015, 2, 190–196. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Tang, R.; Yang, Z.B.; Liu, C.H.; Chang, H.; Yang, J.J.; Liao, J.L.; Yang, Y.Y.; Liu, N. Preparation, structure, and properties of an AlCrMoNbZr high-entropy alloy coating for accident-tolerant fuel cladding. Surf. Coat. Technol. 2018, 347, 13–19. [Google Scholar] [CrossRef]
- Ma, X.-F.; Wu, Y.-W.; Tan, J.; Meng, C.-Y.; Yang, L.; Dang, W.-A.; He, X.-J. Evaluation of corrosion and oxidation behaviors of TiAlCrN coatings for nuclear fuel cladding. Surf. Coat. Technol. 2019, 358, 521–530. [Google Scholar] [CrossRef]
- Bischoff, J.; Delafoy, C.; Vauglin, C.; Barberis, P.; Roubeyrie, C.; Perche, D.; Duthoo, D.; Schuster, F.; Brachet, J.-C.; Schweitzer, E.W.; et al. AREVA NP’s enhanced accident-tolerant fuel developments: Focus on Cr-coated M5 cladding. Nucl. Eng. Technol. 2018, 50, 223–228. [Google Scholar] [CrossRef]
- Jiang, L.; Xiu, P.; Yan, Y.; Lu, C.; Huang, M.; Liu, T.; Ye, C.; Sun, H.; Shu, R.; Wang, L. Effects of ion irradiation on chromium coatings of various thicknesses on a zirconium alloy. J. Nucl. Mater. 2019, 526. [Google Scholar] [CrossRef]
- Zhong, W.; Mouche, P.A.; Heuser, B.J. Response of Cr and Cr-Al coatings on Zircaloy-2 to high temperature steam. J. Nucl. Mater. 2018, 498, 137–148. [Google Scholar] [CrossRef]
- Alat, E.; Motta, A.T.; Comstock, R.J.; Partezana, J.M.; Wolfe, D.E. Ceramic coating for corrosion (c3) resistance of nuclear fuel cladding. Surf. Coat. Technol. 2015, 281, 133–143. [Google Scholar] [CrossRef] [Green Version]
- He, X.; Tian, Z.; Shi, B.; Xu, X.; Meng, C.; Dang, W.; Tan, J.; Ma, X. Effect of gas pressure and bias potential on oxidation resistance of Cr coatings. Ann. Nucl. Energy 2019, 132, 243–248. [Google Scholar] [CrossRef]
- Park, J.-H.; Kim, H.-G.; Park, J.-y.; Jung, Y.-I.; Park, D.-J.; Koo, Y.-H. High temperature steam-oxidation behavior of arc ion plated Cr coatings for accident tolerant fuel claddings. Surf. Coat. Technol. 2015, 280, 256–259. [Google Scholar] [CrossRef]
- Niu, Y.; Wei, J.; Yu, Z. Microstructure and tribological behavior of multilayered CrN coating by arc ion plating. Surf. Coat. Technol. 2015, 275, 332–340. [Google Scholar] [CrossRef]
- Kuprin, A.S.; Belous, V.A.; Voyevodin, V.N.; Bryk, V.V.; Vasilenko, R.L.; Ovcharenko, V.D.; Reshetnyak, E.N.; Tolmachova, G.N.; V’Yugov, P.N. Vacuum-arc chromium-based coatings for protection of zirconium alloys from the high-temperature oxidation in air. J. Nucl. Mater. 2015, 465, 400–406. [Google Scholar] [CrossRef]
- Yeom, H.; Maier, B.; Mariani, R.; Bai, D.; Fronek, S.; Xu, P.; Sridharan, K. Magnetron sputter deposition of zirconium-silicide coating for mitigating high temperature oxidation of zirconium-alloy. Surf. Coat. Technol. 2017, 316, 30–38. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.; Lee, J.I.; No, H.C. Mechanical analysis of surface-coated zircaloy cladding. Nucl. Eng. Technol. 2017, 49, 1031–1043. [Google Scholar] [CrossRef]
- Park, D.J.; Kim, H.G.; Jung, Y.I.; Park, J.H.; Yang, J.H.; Koo, Y.H. Behavior of an improved Zr fuel cladding with oxidation resistant coating under loss-of-coolant accident conditions. J. Nucl. Mater. 2016, 482, 75–82. [Google Scholar] [CrossRef]
- Sridharan, K.; Harrington, S.P.; Johnson, A.K.; Licht, J.R.; Anderson, M.H.; Allen, T.R. Oxidation of plasma surface modified zirconium alloy in pressurized high temperature water. Mater. Des. 2007, 28, 1177–1185. [Google Scholar] [CrossRef]
- Krishnan, R.; Dash, S.; Kesavamoorthy, R.; Babu Rao, C.; Tyagi, A.K.; Raj, B. Laser surface modification and characterization of air plasma sprayed alumina coatings. Surf. Coat. Technol. 2006, 200, 2791–2799. [Google Scholar] [CrossRef]
- Kim, H.-G.; Kim, I.-H.; Jung, Y.-I.; Park, D.-J.; Park, J.-Y.; Koo, Y.-H. Microstructure and Mechanical Strength of Surface Ods Treated Zircaloy-4 Sheet Using Laser Beam Scanning. Nucl. Eng. Technol. 2014, 46, 521–528. [Google Scholar] [CrossRef] [Green Version]
- Yeom, H.; Hauch, B.; Cao, G.; Garcia-Diaz, B.; Martinez-Rodriguez, M.; Colon-Mercado, H.; Olson, L.; Sridharan, K. Laser surface annealing and characterization of Ti2AlC plasma vapor deposition coating on zirconium-alloy substrate. Thin Solid Film. 2016, 615, 202–209. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Yuan, C. Neutronic Analysis on Potential Accident Tolerant Fuel-Cladding Combination U3Si2-FeCrAl. Sci. Technol. Nucl. Install. 2017, 2017, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Hu, L.; Qiu, C.; He, B.; Zhou, L.; Zhao, J.; Li, Y. Influence of LBE Temperatures on the Microstructure and Properties of Crystalline and Amorphous Multiphase Ceramic Coatings. Coatings 2019, 9, 543. [Google Scholar] [CrossRef] [Green Version]
- Murabayashi, M.; Tanaka, S.; Takahashi, Y. Thermal Conductivity and Heat Capacity of Zircaloy-2, −4 and Unalloyed Zirconium. J. Nucl. Sci. Technol. 1975, 12, 661–662. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Material | Gas Pressure/(×10−3 Pa) | Pulsed Bias/V | Arc Current/A | Substrate Temperature/°C | Argon Flow/(mL·min−1) | Deposition Time/h |
|---|---|---|---|---|---|---|
| Cr | <6.0 | −200 | 65 | 400 | 110 | 6 |
| Material | Melting Point/K | Density/Kg/m3 | Melting Heat/(×KJ/Kg) | Thermal Radiation Coefficient (293 K) | Specific Heat Capacity J/(Kg·K) | Thermal Conductivity/W/(m·K) |
|---|---|---|---|---|---|---|
| Cr | 2130 | 7190 | 325 | 0.3 | 450 | 93.7 |
| Zr-4 | 2100 | 6560 | 468 | 0.3 | / | / |
| Sample | Power/W | Energy Density/(×104 J/cm2) | Spot Diameter/mm | Velocity of Scanning/(mm·min−1) | Distance between Laps/mm |
|---|---|---|---|---|---|
| 1# | 0 | 0 | 0.1 | 1600 | 0.06 |
| 2# | 24 | 9 | |||
| 3# | 30 | 11.25 | |||
| 4# | 36 | 13.50 | |||
| 5# | 42 | 15.75 | |||
| 6# | 48 | 18 |
| Type | Sample No. 1 | Sample No. 4 | Sample No. 5 | Sample No. 6 |
|---|---|---|---|---|
| Pore | 4.6% | 6.8% | 1.9% | 0.3% |
| Particle | 7.0% | 10.1% | 1.4% | 0.4% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, L.; Qiu, C.; Chen, Y.; Li, H.; Liu, H. Influence of Laser Energy Density on Interfacial Diffusion Bonding and Surface Density of Chromium Coating by Multi-Arc Ion Plating on Zirconium Alloy. Coatings 2020, 10, 565. https://doi.org/10.3390/coatings10060565
Hu L, Qiu C, Chen Y, Li H, Liu H. Influence of Laser Energy Density on Interfacial Diffusion Bonding and Surface Density of Chromium Coating by Multi-Arc Ion Plating on Zirconium Alloy. Coatings. 2020; 10(6):565. https://doi.org/10.3390/coatings10060565
Chicago/Turabian StyleHu, Liangbin, Changjun Qiu, Yong Chen, Huailin Li, and Hao Liu. 2020. "Influence of Laser Energy Density on Interfacial Diffusion Bonding and Surface Density of Chromium Coating by Multi-Arc Ion Plating on Zirconium Alloy" Coatings 10, no. 6: 565. https://doi.org/10.3390/coatings10060565