
Surface Modification Using MAPLE Technique for Improving the Mechanical Performance of Adhesive Joints
 ,
,  , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of PVA and TEA Solutions
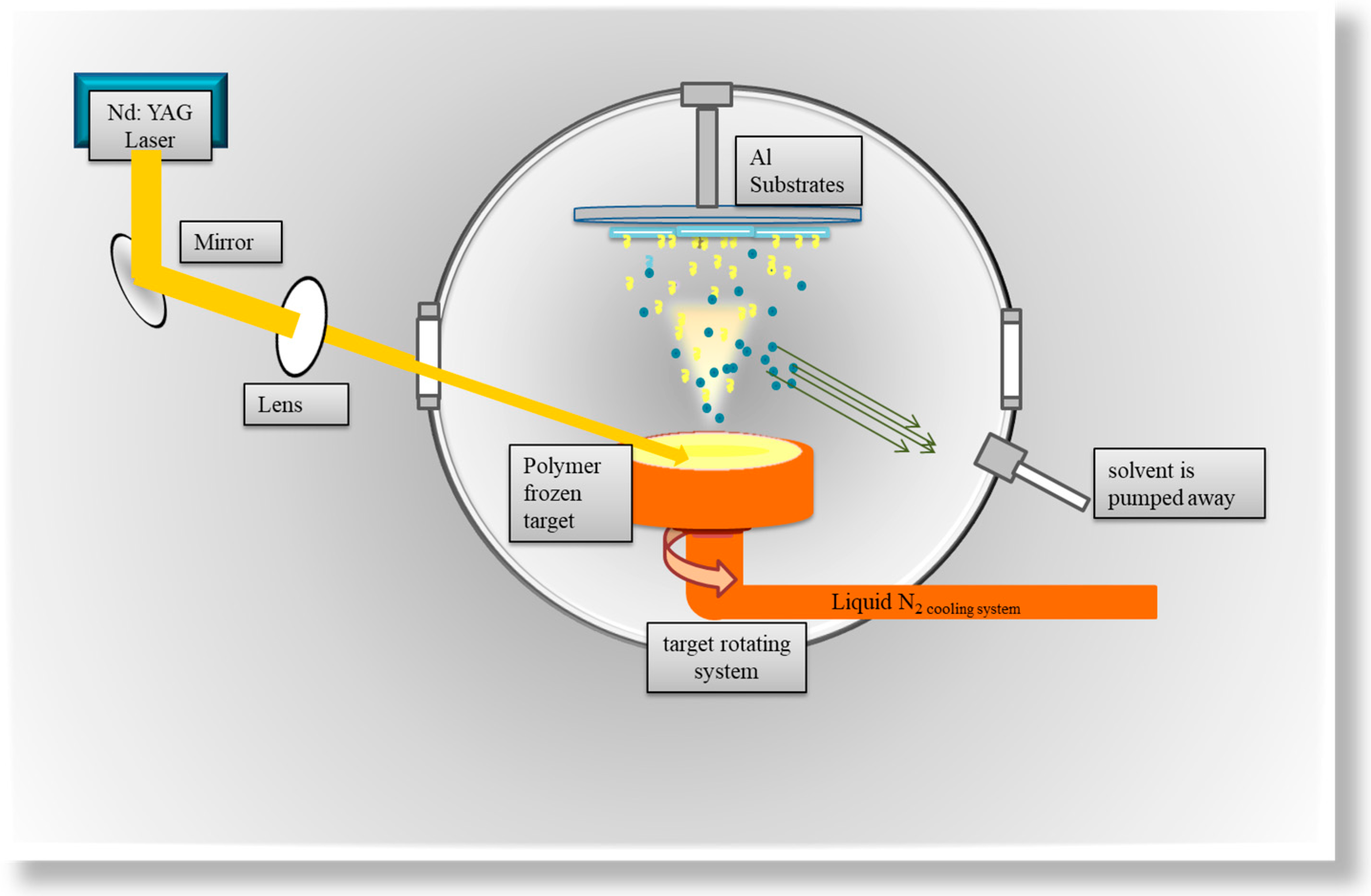
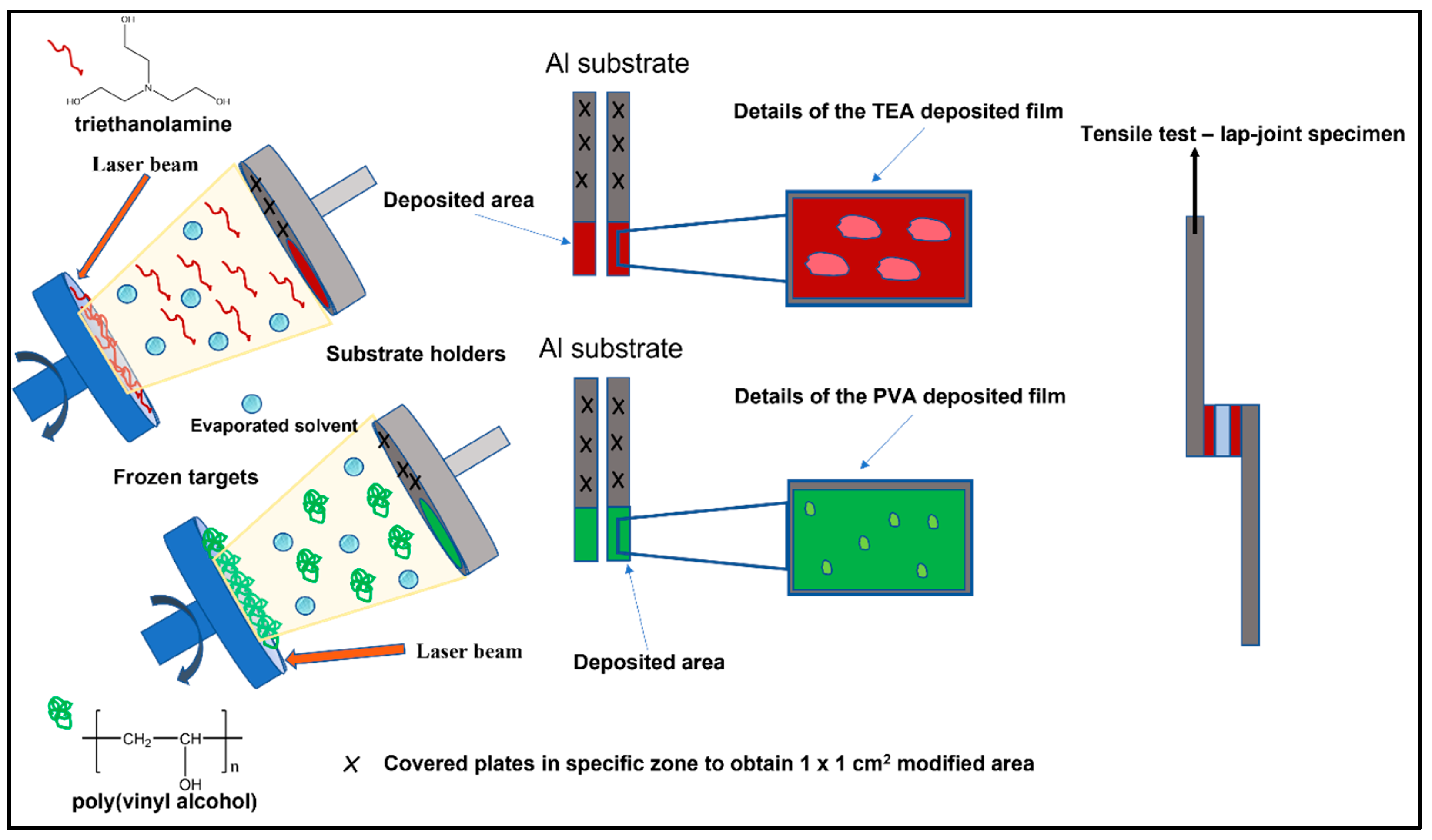
2.2.2. Deposition of PVA and TEA by MAPLE Technique on Al Plates
2.2.3. Sample Preparation for Tensile Tests
3. Characterization
3.1. Fourier-Transform Infrared Spectroscopy (FT-IR) of the Modified Al Plates
3.2. Contact Angle Measurements
3.3. Scanning Electron Microscopy Analysis for Blank and Modified Al Plates
3.4. Atomic Force Microscopy Analysis of the Blank and Modified Silicon Plates
3.5. Mechanical Tests
4. Results
4.1. FT-IR Analysis of the PVA and TEA Deposited onto the Al Plates
4.2. Contact Angle Measurements
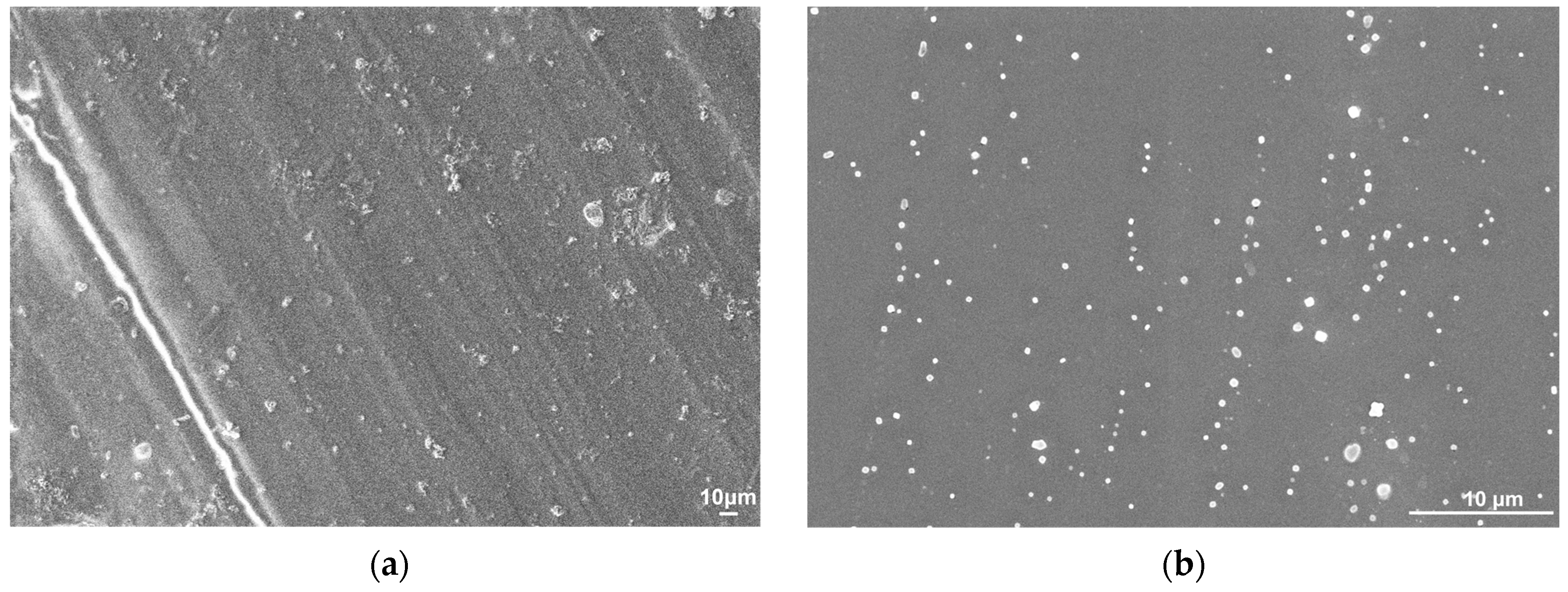
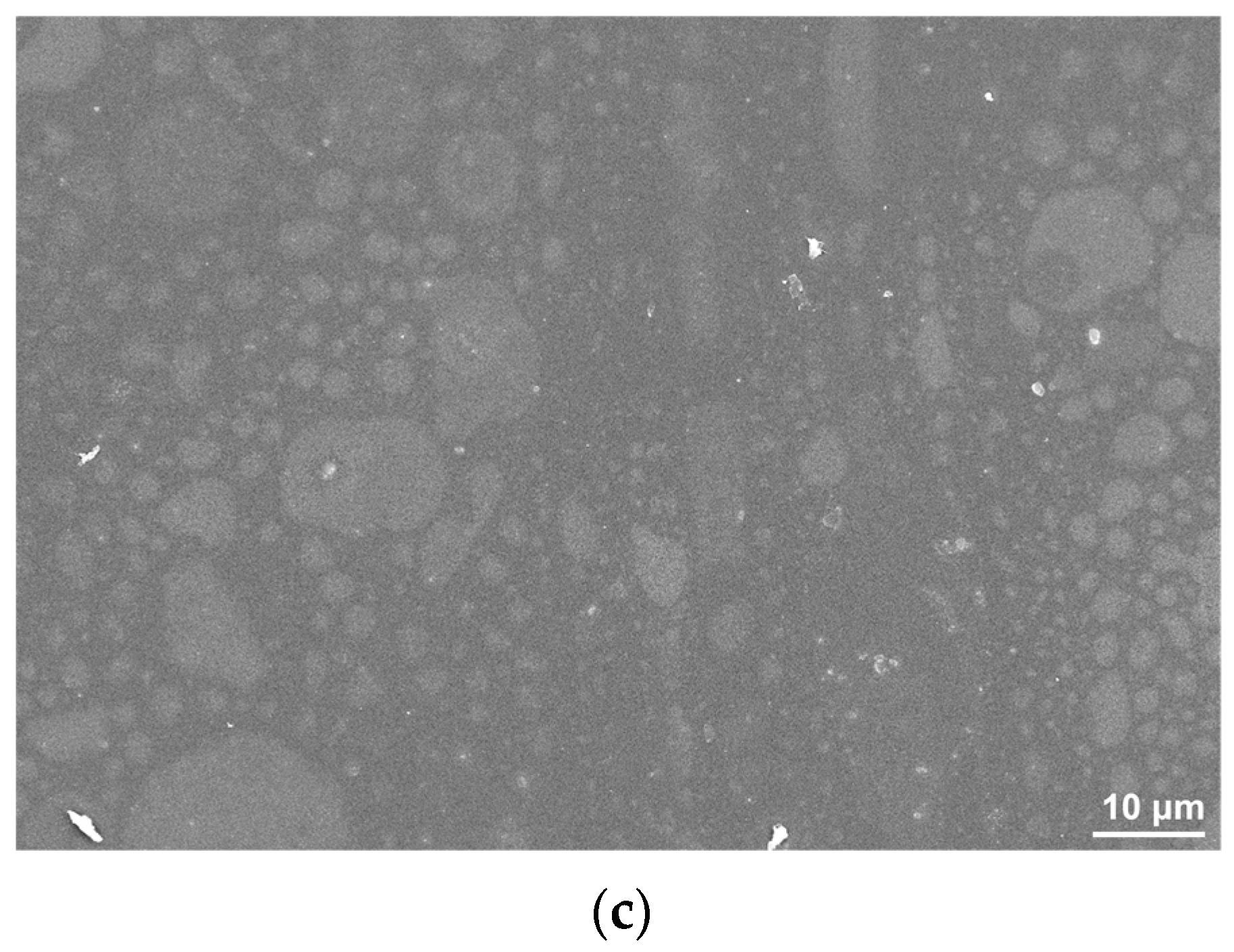
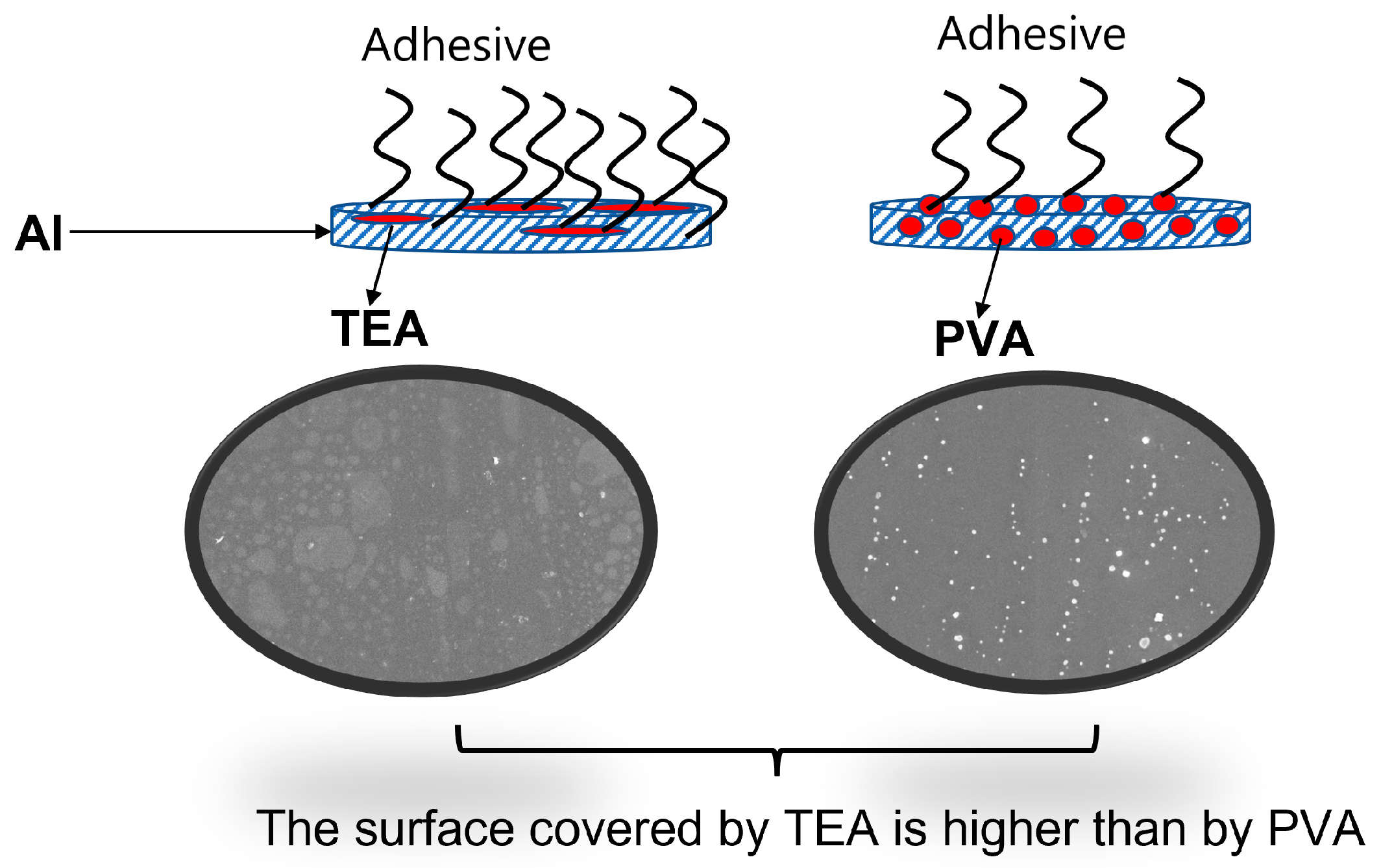
4.3. SEM Analysis of Al and Modified Al Plates
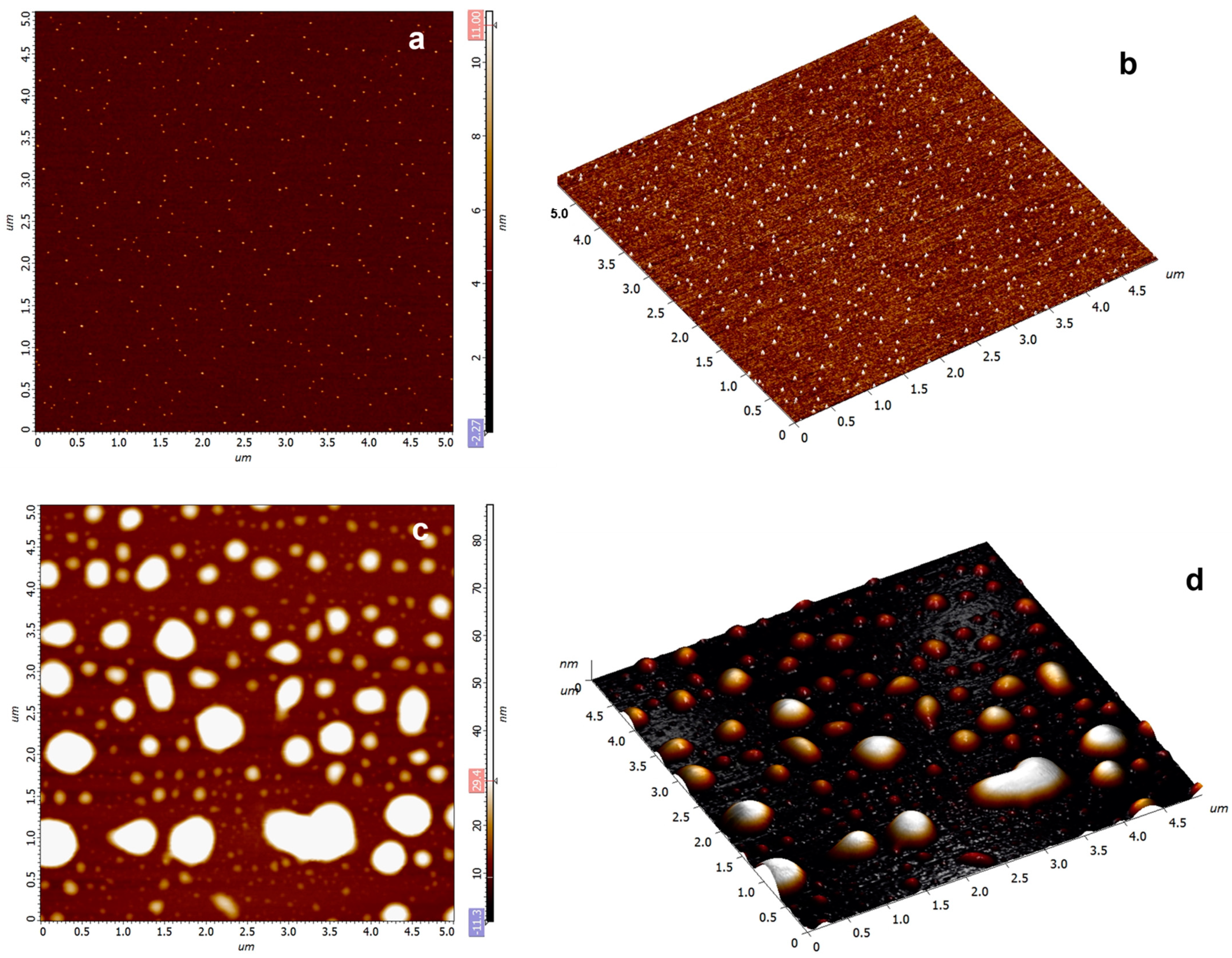
4.4. AFM Analysis of the Deposited Organic Compounds
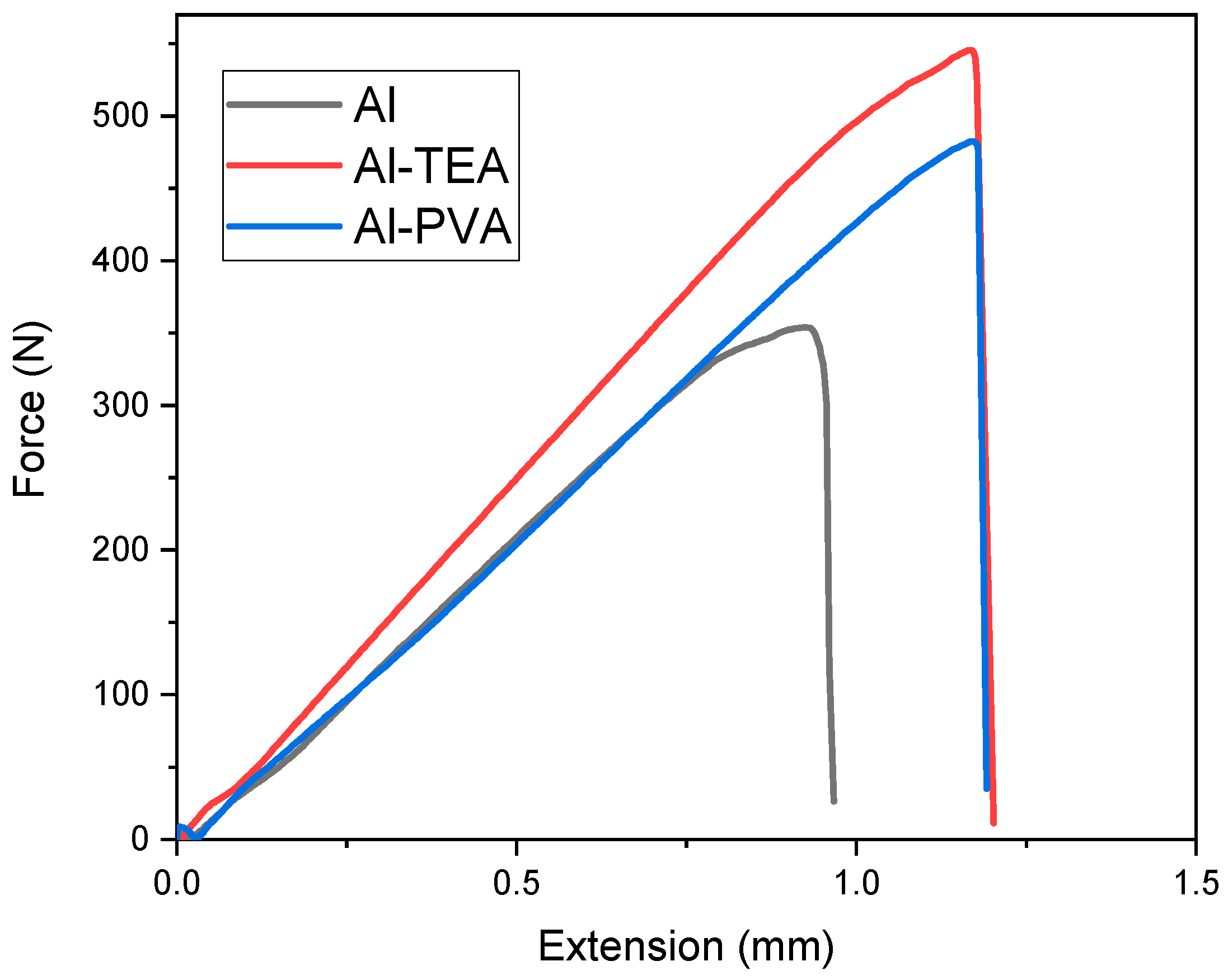
4.5. Mechanical Tests
5. Discussion
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cavezza, F.; Boehm, M.; Terryn, H.; Hauffman, T. A Review on Adhesively Bonded Aluminium Joints in the Automotive Industry. Metals 2020, 10, 730. [Google Scholar] [CrossRef]
- Higgins, A. Adhesive bonding of aircraft structures. Int. J. Adhes. Adhes. 2000, 20, 367–376. [Google Scholar] [CrossRef]
- Galińska, A.; Galiński, C. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part II: Riveting, Clinching, Non-Adhesive Form-Locked Joints, Pin and Loop Joining. Polymers 2020, 12, 1681. [Google Scholar] [CrossRef] [PubMed]
- Layec, J.; Ansart, F.; Duluard, S.; Turq, V.; Aufray, M.; Labeau, M.-P. Development of new surface treatments for the adhesive bonding of aluminum surfaces. Int. J. Adhes. Adhes. 2022, 117, 103006. [Google Scholar] [CrossRef]
- Marques, A.C.; Mocanu, A.; Tomić, N.Z.; Balos, S.; Stammen, E.; Lundevall, A.; Abrahami, S.T.; Günther, R.; de Kok, J.M.M.; de Freitas, S.T. Review on Adhesives and Surface Treatments for Structural Applications: Recent Developments on Sustainability and Implementation for Metal and Composite Substrates. Materials 2020, 13, 5590. [Google Scholar] [CrossRef]
- Wang, D.; Li, J.; Wang, Y.; Omoniyi, A.O.; Fu, Z.; Zhang, J.; Su, Z. Water-based polyurethane adhesive films with enhanced bonding strength capable of in situ and high-efficient deposition on metal surface. Chem. Eng. J. 2022, 431, 134055. [Google Scholar] [CrossRef]
- Kang, J.; Li, X.; Zhou, Y.; Zhang, L. Supramolecular interaction enabled preparation of high-strength water-based adhesives from polymethylmethacrylate wastes. iScience 2023, 26, 106022. [Google Scholar] [CrossRef] [PubMed]
- Marques, J.B.; Barbosa, A.Q.; da Silva, C.I.; Carbas, R.J.C.; da Silva, L.F.M. An overview of manufacturing functionally graded adhesives—Challenges and prospects. J. Adhes. 2021, 97, 172–206. [Google Scholar] [CrossRef]
- Leena, K.; Athira, K.K.; Bhuvaneswari, S.; Suraj, S.; Rao, V.L. Effect of surface pre-treatment on surface characteristics and adhesive bond strength of aluminium alloy. Int. J. Adhes. Adhes. 2016, 70, 265–270. [Google Scholar] [CrossRef]
- Kozlica, D.K.; Milošev, I. Corrosion inhibition of copper and aluminium by 2-mercaptobenzimidazole and octylphosphonic acid—Surface pre-treatment and method of film preparation. Electrochim. Acta 2022, 431, 141154. [Google Scholar] [CrossRef]
- Ochoa-Putman, C.; Vaidya, U.K. Mechanisms of interfacial adhesion in metal–polymer composites—Effect of chemical treatment. Compos. Part A Appl. Sci. Manuf. 2011, 42, 906–915. [Google Scholar] [CrossRef]
- Ashor, A.A.; Vuksanović, M.M.; Tomić, N.Z.; Marinković, A.; Heinemann, R.J. The influence of alumina particle modification on the adhesion of the polyacrylate matrix composite films and the metal substrate. Compos. Interfaces 2019, 26, 417–430. [Google Scholar] [CrossRef]
- Songtipya, L.; Songtipya, P.; Sengsuk, T.; Kalkornsurapranee, E.; Nakaramontri, Y.; Johns, J. Improved adhesion properties of natural rubber-based pressure-sensitive adhesives by incorporating particulate fillers. Compos. Commun. 2021, 27, 100880. [Google Scholar] [CrossRef]
- Al-Jawad, S.M.H. Influence of multilayer deposition on characteristics of nanocrystalline SnO2 thin films produce by sol-gel technique for gas sensor application. Optik 2017, 146, 17–26. [Google Scholar] [CrossRef]
- Pawar, P.S.; Nandi, R.; Neerugatti, K.E.; Cho, J.Y.; Heo, J. Hydrothermal growth of Sb2S3 thin films on molybdenum for solar cell applications: Effect of post-deposition annealing. J. Alloys Compd. 2022, 898, 162891. [Google Scholar] [CrossRef]
- Chrzanowska-Giżyńska, J.; Denis, P.; Giżyński, M.; Kurpaska, Ł.; Mihailescu, I.; Ristoscu, C.; Szymański, Z.; Mościcki, T. Thin WBx and WyTi1−yBx films deposited by combined magnetron sputtering and pulsed laser deposition technique. Appl. Surf. Sci. 2019, 478, 505–513. [Google Scholar] [CrossRef]
- Oke, J.A.; Jen, T.-C. Atomic layer deposition and other thin film deposition techniques: From principles to film properties. J. Mater. Res. Technol. 2022, 21, 2481–2514. [Google Scholar] [CrossRef]
- Janarthanan, B.; Thirunavukkarasu, C.; Maruthamuthu, S.; Manthrammel, M.A.; Shkir, M.; AlFaify, S.; Selvakumar, M.; Reddy, V.R.M.; Park, C. Basic deposition methods of thin films. J. Mol. Struct. 2021, 1241, 130606. [Google Scholar] [CrossRef]
- Gutpa, J.; Shaik, H.; Kumar, K.N.; Sattar, S.A. PVD techniques proffering avenues for fabrication of porous tungsten oxide (WO3) thin films: A review. Mater. Sci. Semicond. Process. 2022, 143, 106534. [Google Scholar] [CrossRef]
- Nwambaekwe, K.C.; John-Denk, V.S.; Douman, S.F.; Mathumba, P.; Yussuf, S.T.; Uhuo, O.V.; Ekwere, P.I.; Iwuoha, E.I. Crystal engineering and thin-film deposition strategies towards improving the performance of kesterite photovoltaic cell. J. Mater. Res. Technol. 2021, 12, 1252–1287. [Google Scholar] [CrossRef]
- Jelinek, M. 23—Hybrid laser technology for biomaterials. In Lasers for Medical Applications; Jelínková, H., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 704–724. [Google Scholar]
- Bloisi, F.; Vicari, L.; Papa, R.; Califano, V.; Pedrazzani, R.; Bontempi, E.; Depero, L.E. Biomaterial thin film deposition and characterization by means of MAPLE technique. Mater. Sci. Eng. C 2007, 27, 1185–1190. [Google Scholar] [CrossRef]
- Cristescu, R.; Popescu, C.; Grigorescu, S.; Mihailescu, I.N.; Ciucu, A.A.; Iordache, S.; Andronie, A.; Stamatin, I.; Fagadar-Cosma, E.; Chrisey, D. MAPLE deposition of Mn(III) metalloporphyrin thin films: Structural, topographical and electrochemical investigations. Appl. Surf. Sci. 2011, 257, 5293–5297. [Google Scholar] [CrossRef]
- Bonciu, A.; Vasilescu, A.; Dinca, V.; Peteu, S.F. Interfaces obtained by MAPLE for chemical and biosensors applications. Sens. Actuators Rep. 2021, 3, 100040. [Google Scholar] [CrossRef]
- Dincă, V.; Mocanu, A.; Isopencu, G.; Busuioc, C.; Brajnicov, S.; Vlad, A.; Icriverzi, M.; Roseanu, A.; Dinescu, M.; Stroescu, M.; et al. Biocompatible pure ZnO nanoparticles-3D bacterial cellulose biointerfaces with antibacterial properties. Arab. J. Chem. 2020, 13, 3521–3533. [Google Scholar] [CrossRef]
- Dinca, V.; Liu, Q.; Brajnicov, S.; Bonciu, A.; Vlad, A.; Dinu, C.Z. Composites formed from tungsten trioxide and graphene oxide for the next generation of electrochromic interfaces. Compos. Commun. 2020, 17, 115–122. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J. Matrix-Assisted Pulsed Laser Evaporation (MAPLE) technique for deposition of hybrid nanostructures. Front. Nanosci. Nanotechnol. 2017, 3, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Patz, T.; Cristescu, R.; Narayan, R.; Menegazzo, N.; Mizaikoff, B.; Messersmith, P.B.; Stamatin, I.; Mihailescu, I.N.; Chrisey, D.B. Processing of mussel-adhesive protein analog copolymer thin films by matrix-assisted pulsed laser evaporation. Appl. Surf. Sci. 2005, 248, 416–421. [Google Scholar] [CrossRef]
- Dumitrescu, L.N.; Neacsu, P.; Necula, M.G.; Bonciu, A.; Marascu, V.; Cimpean, A.; Moldovan, A.; Rotaru, A.; Dinca, V.; Dinescu, M. Induced Hydrophilicity and In Vitro Preliminary Osteoblast Response of Polyvinylidene Fluoride (PVDF) Coatings Obtained via MAPLE Deposition and Subsequent Thermal Treatment. Molecules 2020, 25, 582. [Google Scholar] [CrossRef] [Green Version]
- Icriverzi, M.; Rusen, L.; Sima, L.E.; Moldovan, A.; Brajnicov, S.; Bonciu, A.; Mihailescu, N.; Dinescu, M.; Cimpean, A.; Roseanu, A.; et al. In vitro behavior of human mesenchymal stem cells on poly(N-isopropylacrylamide) based biointerfaces obtained by matrix assisted pulsed laser evaporation. Appl. Surf. Sci. 2018, 440, 712–724. [Google Scholar] [CrossRef]
- Dinca, V.; Zaharie-Butucel, D.; Stanica, L.; Brajnicov, S.; Marascu, V.; Bonciu, A.; Cristocea, A.; Gaman, L.; Gheorghiu, M.; Astilean, S.; et al. Functional Micrococcus lysodeikticus layers deposited by laser technique for the optical sensing of lysozyme. Colloids Surf. B Biointerfaces 2018, 162, 98–107. [Google Scholar] [CrossRef]
- Mitran, V.; Dinca, V.; Ion, R.; Cojocaru, V.D.; Neacsu, P.; Dinu, C.Z.; Rusen, L.; Brajnicov, S.; Bonciu, A.; Dinescu, M.; et al. Graphene nanoplatelets-sericin surface-modified Gum alloy for improved biological response. RSC Adv. 2018, 8, 18492–18501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Raposo, M.; Ferreira, Q.; Ribeiro, P. A Guide for Atomic Force Microscopy Analysis of Soft Condensed Matter. Mod. Res. Educ. Top. Microsc. 2007, 1, 758–769. [Google Scholar]
- Marchi, F.; Dianoux, R.; Smilde, H.J.H.; Mur, P.; Comin, F.; Chevrier, J. Characterisation of trapped electric charge carriers behaviour at nanometer scale by electrostatic force microscopy. J. Electrostat 2008, 66, 538–547. [Google Scholar] [CrossRef]
- Korbag, I.; Saleh, S.M. Studies on the formation of intermolecular interactions and structural characterization of polyvinyl alcohol/lignin film. Int. J. Environ. Stud. 2016, 73, 226–235. [Google Scholar] [CrossRef]
- Rekha, S.; Martinez, A.I.; Safeera, T.A.; Anila, E.I. Enhanced luminescence of triethanolamine capped calcium sulfide nanoparticles synthesized using wet chemical method. J. Lumin. 2017, 190, 94–99. [Google Scholar] [CrossRef]
- Fowkes, F.M. Dispersion Force Contributions to Surface and Interfacial Tensions, Contact Angles, and Heats of Immersion. In Contact Angle, Wettability, and Adhesion; Advances in Chemistry; American Chemical Society: Washington, DC, USA, 1964; Volume 43, pp. 99–111. [Google Scholar]
- Packham, D.E. Chapter 7—Surface roughness and adhesion. In Adhesion Science and Engineering; Dillard, D.A., Pocius, A.V., Chaudhury, M., Eds.; Elsevier Science B.V.: Amsterdam, The Netherlands, 2002; pp. 317–349. [Google Scholar]
- Zhu, J.; Zhang, K.; Liu, K.; Shi, X. Adhesion characteristics of graphene oxide modified asphalt unveiled by surface free energy and AFM-scanned micro-morphology. Constr. Build. Mater. 2020, 244, 118404. [Google Scholar] [CrossRef]
- Rusen, E.; Mocanu, A.; Marculescu, B.; Andronescu, C.; Stancu, I.-C.; Butac, L.M.; Ioncea, A.; Antoniac, I. Influence of the solid-liquid adhesion on the self-assembling properties of colloidal particles. In Photonic Crystals: Fabrication, Band Structure and Applications; Lane, V.E., Ed.; Nova Science Publishers: Suffolk, NY, USA, 2011; pp. 173–189. [Google Scholar]
- Law, K.-Y. Definitions for Hydrophilicity, Hydrophobicity, and Superhydrophobicity: Getting the Basics Right. J. Phys. Chem. Lett. 2014, 5, 686–688. [Google Scholar] [CrossRef]
- Sharifi Golru, S.; Attar, M.M.; Ramezanzadeh, B. Effects of surface treatment of aluminium alloy 1050 on the adhesion and anticorrosion properties of the epoxy coating. Appl. Surf. Sci. 2015, 345, 360–368. [Google Scholar] [CrossRef]
- Song, B.; Sizemore, C.; Li, L.; Huang, X.; Lin, Z.; Moon, K.-S.; Wong, C.-P. Triethanolamine functionalized graphene-based composites for high performance supercapacitors. J. Mater. Chem. A 2015, 3, 21789–21796. [Google Scholar] [CrossRef]
- Alfano, M.; Lubineau, G.; Furgiuele, F.; Paulino, G.H. Study on the role of laser surface irradiation on damage and decohesion of Al/epoxy joints. Int. J. Adhes. Adhes. 2012, 39, 33–41. [Google Scholar] [CrossRef]
- Boutar, Y.; Naïmi, S.; Mezlini, S.; Ali, M.B.S. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications. Int. J. Adhes. Adhes. 2016, 67, 38–43. [Google Scholar] [CrossRef]
- Spadaro, C.; Sunseri, C.; Dispenza, C. Laser surface treatments for adhesion improvement of aluminium alloys structural joints. Radiat. Phys. Chem. 2007, 76, 1441–1446. [Google Scholar] [CrossRef]
- Rechner, R.; Jansen, I.; Beyer, E. Influence on the strength and aging resistance of aluminium joints by laser pre-treatment and surface modification. Int. J. Adhes. Adhes. 2010, 30, 595–601. [Google Scholar] [CrossRef]
- Rotella, G.; Alfano, M.; Schiefer, T.; Jansen, I. Evaluation of mechanical and laser surface pre-treatments on the strength of adhesive bonded steel joints for the automotive industry. J. Adhes. Sci. Technol. 2016, 30, 747–758. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquid | γL (mJ/m2) * | ||
|---|---|---|---|
| Water | 72.8 | 21.8 | 51.0 |
| Methylene iodide | 50.8 | 50.8 | 0 |
| Sample | Contact Angle Values for Water | Contact Angle Values for Methylene Iodide | Surface Free Energy (SFE) (mJ/m2) | Adhesion Work (Wa) (mJ/m2) |
|---|---|---|---|---|
| Al | 88.4 ± 1.2° | 67.74 ± 0.28° | 28.27 | 74.83 |
| Al-PVA | 78.45 ± 1.3° | 80.94 ± 1.06° | 28.74 | 87.3 |
| Al-TEA | 50.07 ± 4.13° | 55.16 ± 1.97° | 53.65 | 119.52 |
| Sq (nm) | Ssk | Sku | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Deposited Layer | Mean | Std. Dev. | Min | Max | Mean | Std. Dev. | Min | Max | Mean | Std. Dev. | Min | Max |
| PVA | 0.9 | 0.2 | 0.6 | 1.1 | 3.2 | 1.8 | 1.6 | 6.6 | 25.6 | 22.4 | 12.8 | 70.9 |
| TEA | 13.1 | 2.0 | 9.5 | 15.2 | 2.3 | 0.3 | 1.8 | 2.7 | 11.1 | 1.9 | 8.5 | 14.1 |
| Sample | k, N/mm | Area N·mm | Fmax N | Extension (x), mm |
|---|---|---|---|---|
| Al | 384.62 ± 2.83 | 185.87 ± 2.81 | 353.85 ± 2.87 | 0.92 ± 0.022 |
| Al-PVA | 412.35 ± 2.46 | 297.77 ± 2.43 | 482.45 ± 2.54 | 1.17 ± 0.015 |
| Al-TEA | 470.45 ± 2.14 | 348.22 ± 2.15 | 545.72 ± 2.08 | 1.16 ± 0.012 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dinca, V.; Toader, G.; Gavrila, R.; Brincoveanu, O.; Dinescu, A.; Rusen, E.; Diacon, A.; Mocanu, A. Surface Modification Using MAPLE Technique for Improving the Mechanical Performance of Adhesive Joints. Nanomaterials 2023, 13, 964. https://doi.org/10.3390/nano13060964
Dinca V, Toader G, Gavrila R, Brincoveanu O, Dinescu A, Rusen E, Diacon A, Mocanu A. Surface Modification Using MAPLE Technique for Improving the Mechanical Performance of Adhesive Joints. Nanomaterials. 2023; 13(6):964. https://doi.org/10.3390/nano13060964
Chicago/Turabian StyleDinca, Valentina, Gabriela Toader, Raluca Gavrila, Oana Brincoveanu, Adrian Dinescu, Edina Rusen, Aurel Diacon, and Alexandra Mocanu. 2023. "Surface Modification Using MAPLE Technique for Improving the Mechanical Performance of Adhesive Joints" Nanomaterials 13, no. 6: 964. https://doi.org/10.3390/nano13060964