
Strengthening a Medium-Carbon Low-Alloy Steel by Nanosized Grains: The Role of Asymmetrical Rolling


Abstract
:1. Introduction
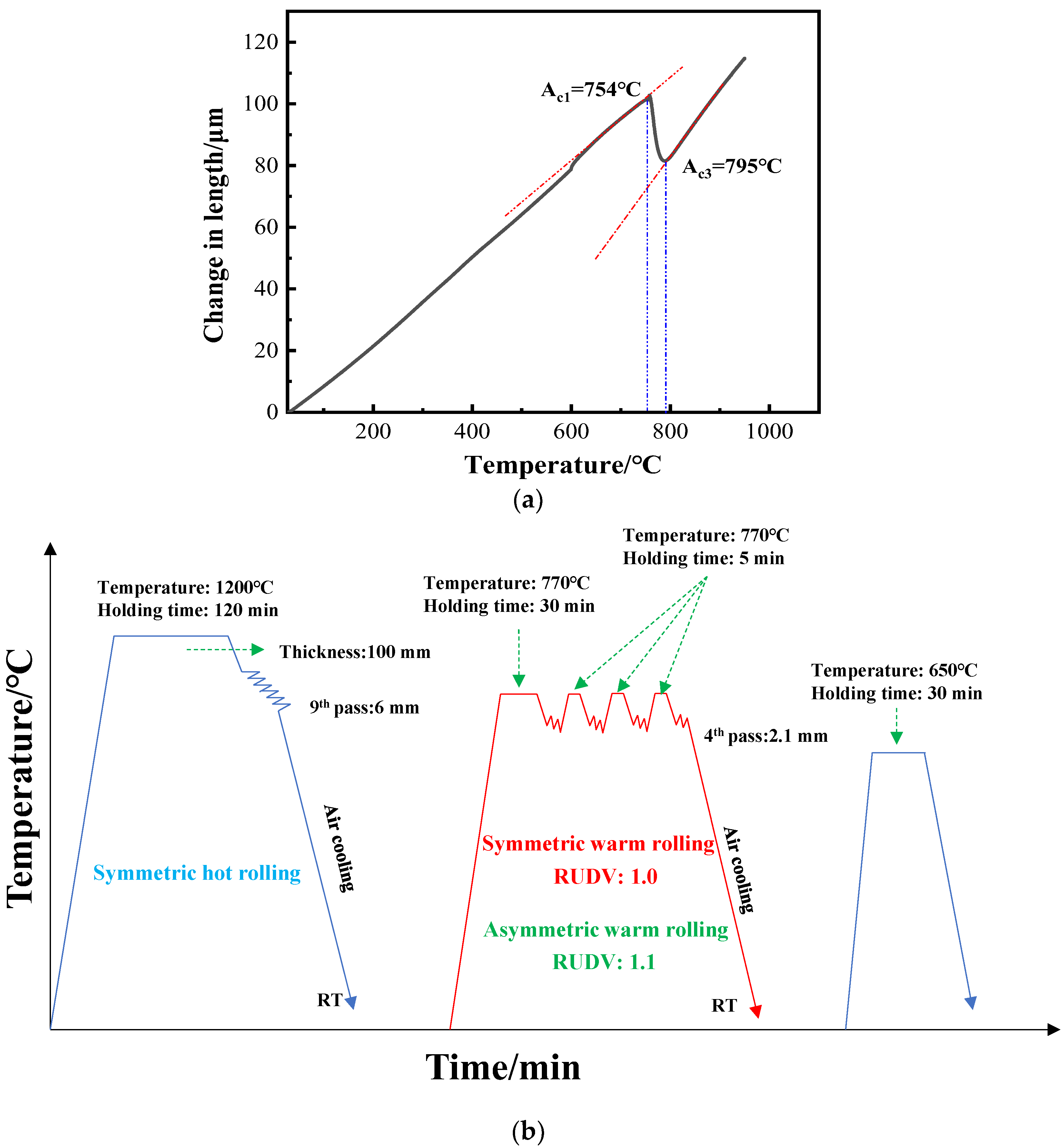
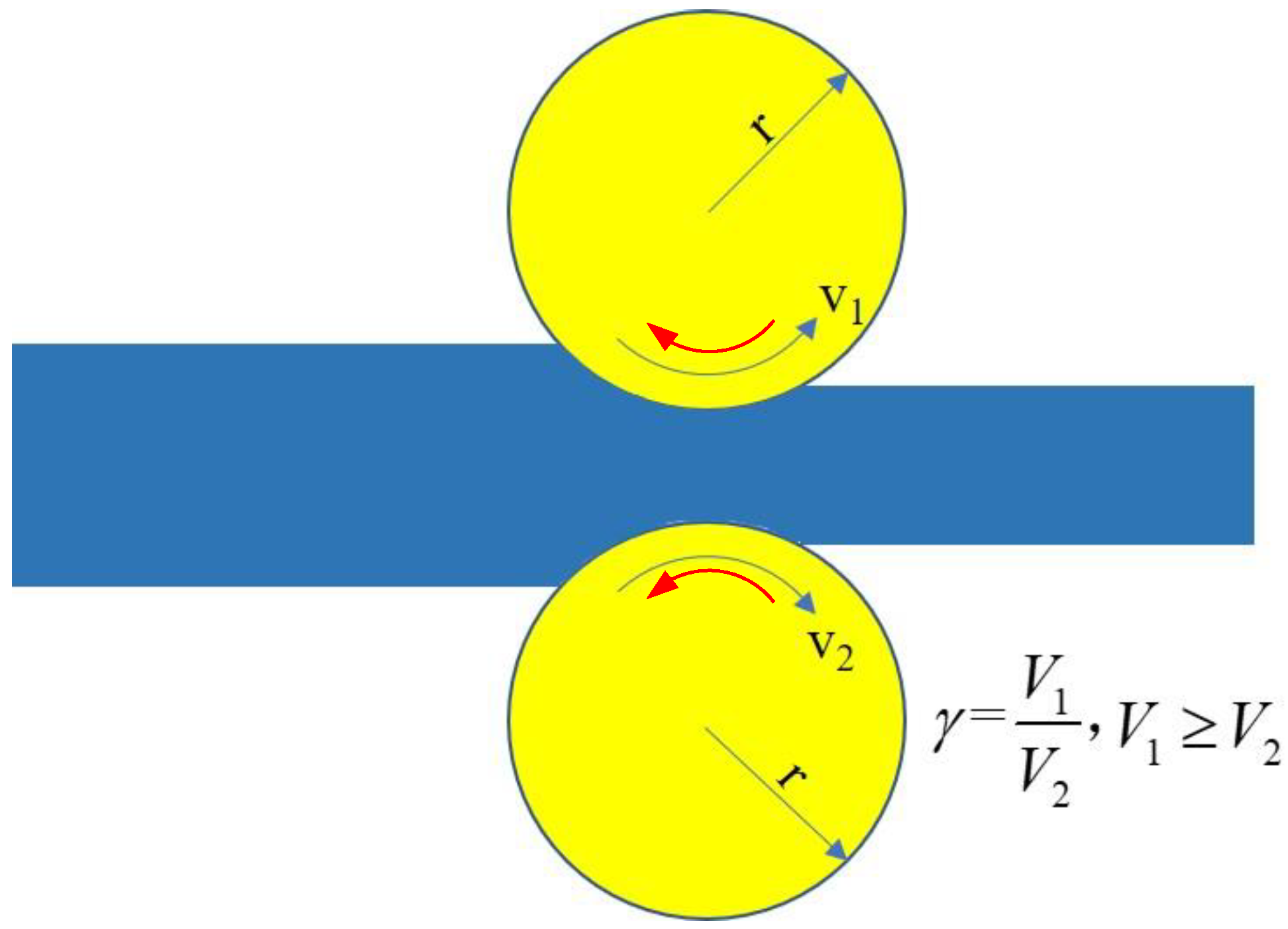
2. Experimental Procedure
2.1. Material and Methods
2.2. Uniaxial Tensile Tests
2.3. Microstructure Characterization
2.4. Nanoindentation Tests
3. Results and Discussion
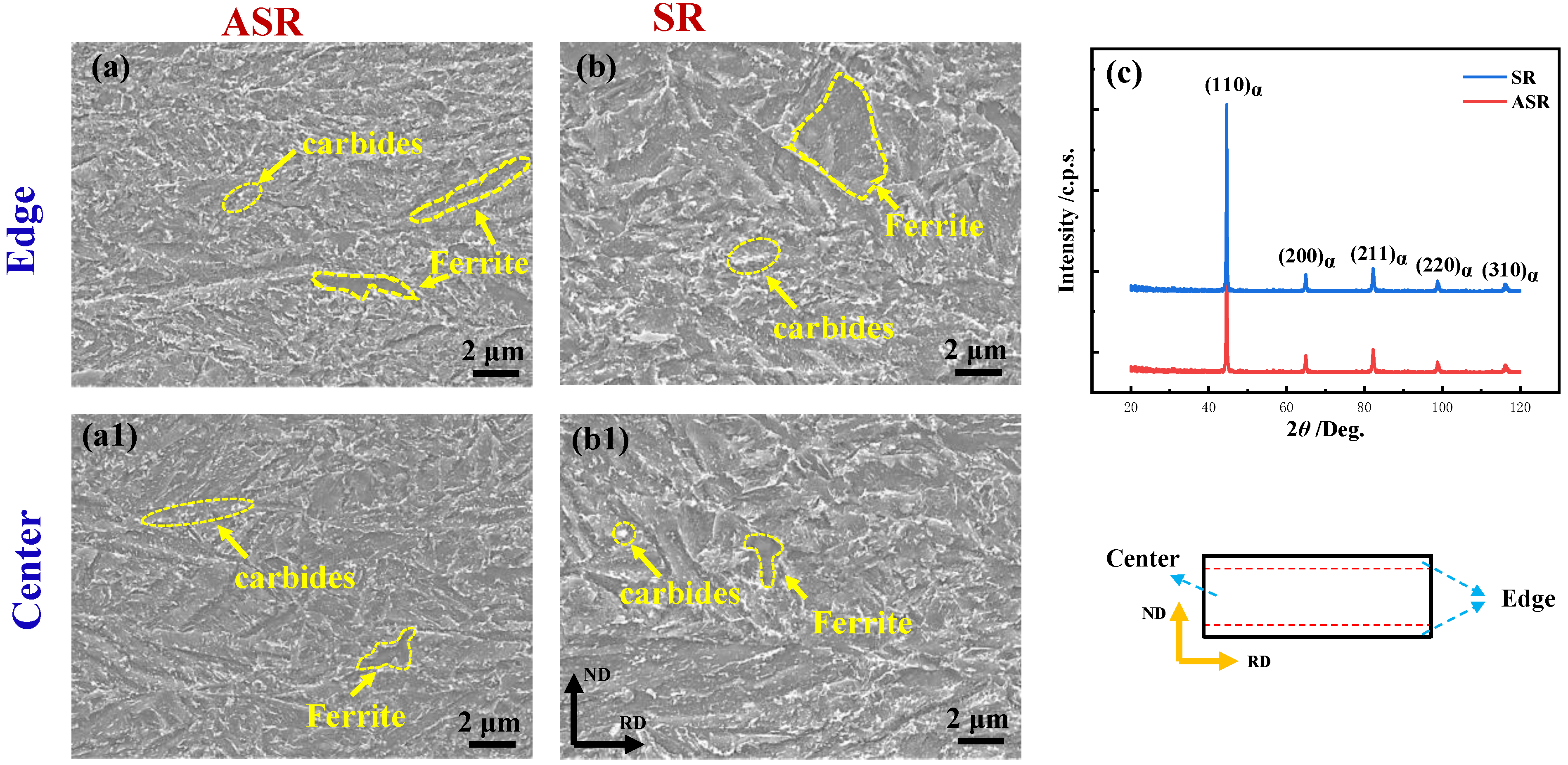
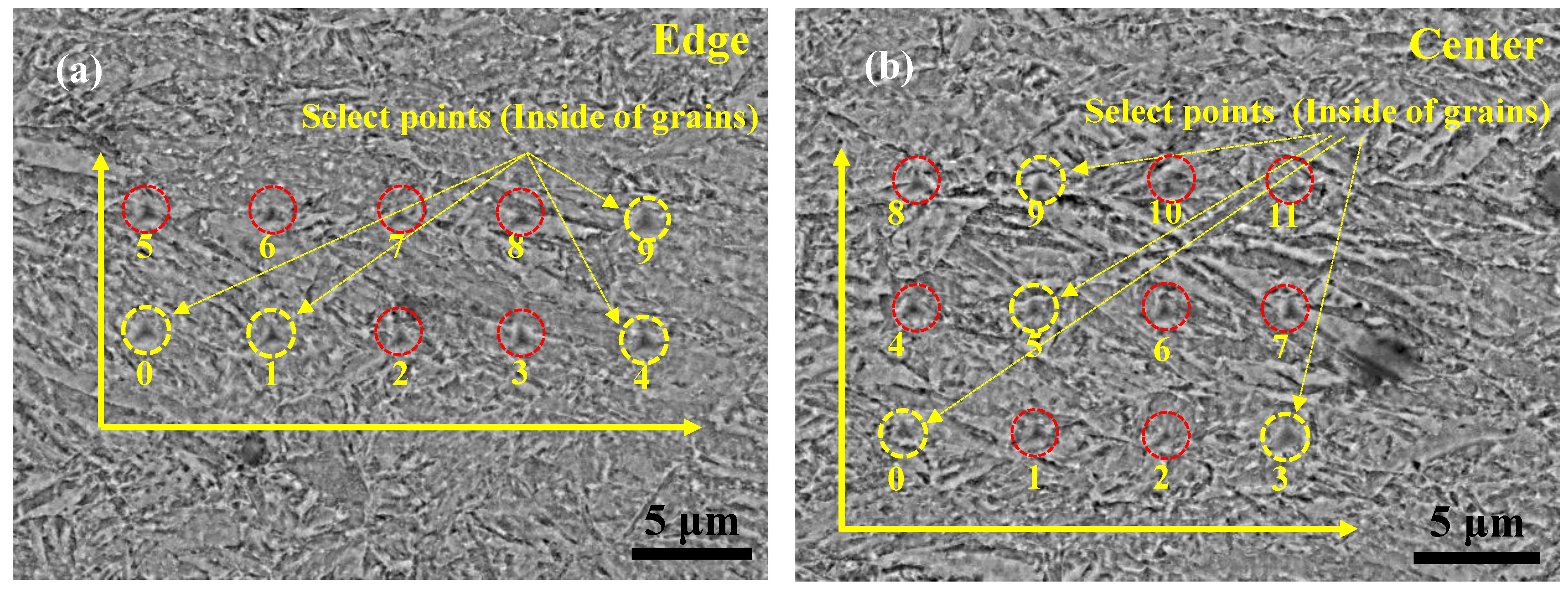
3.1. Microstructure Characterized via SEM Observations
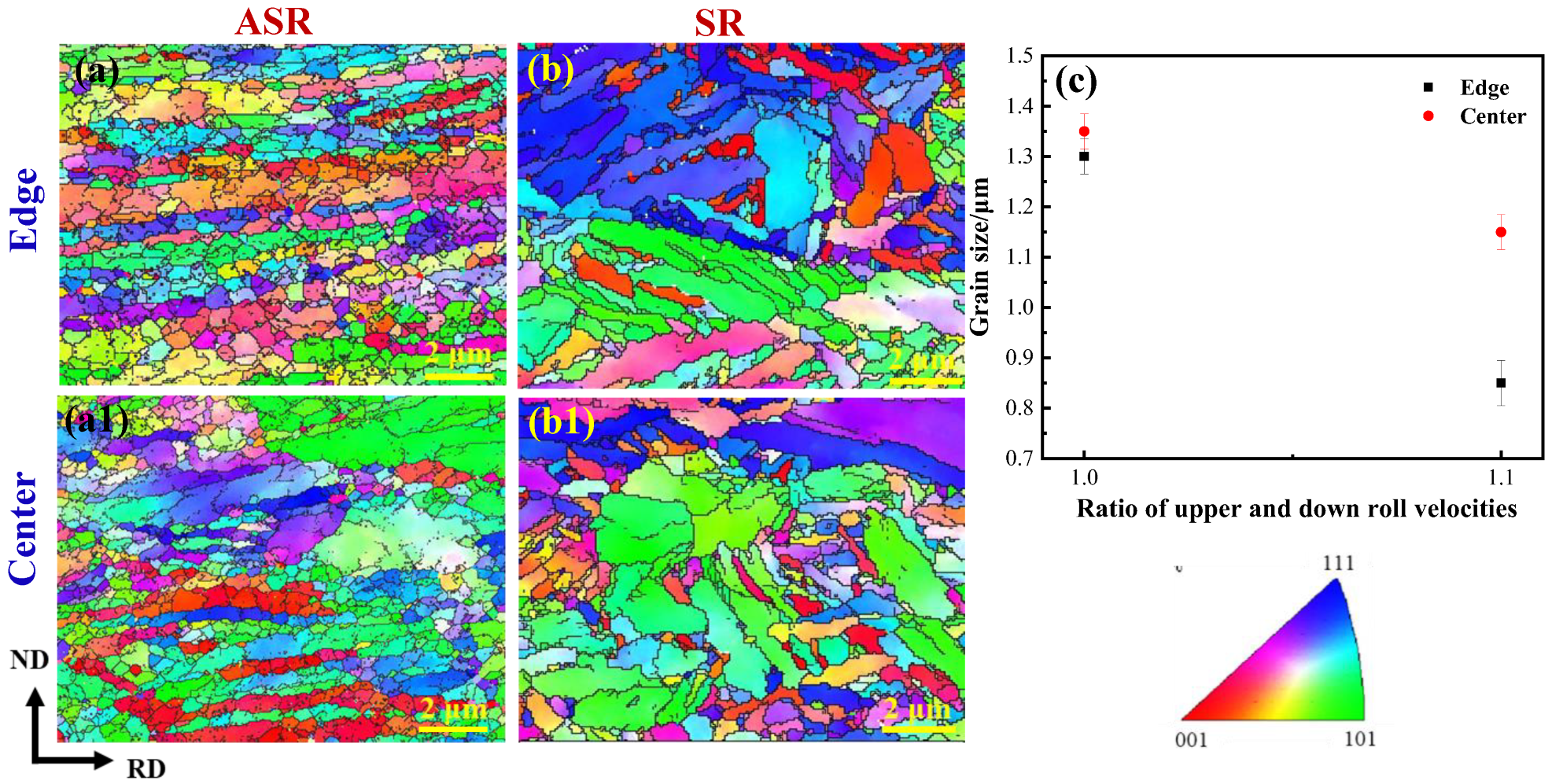
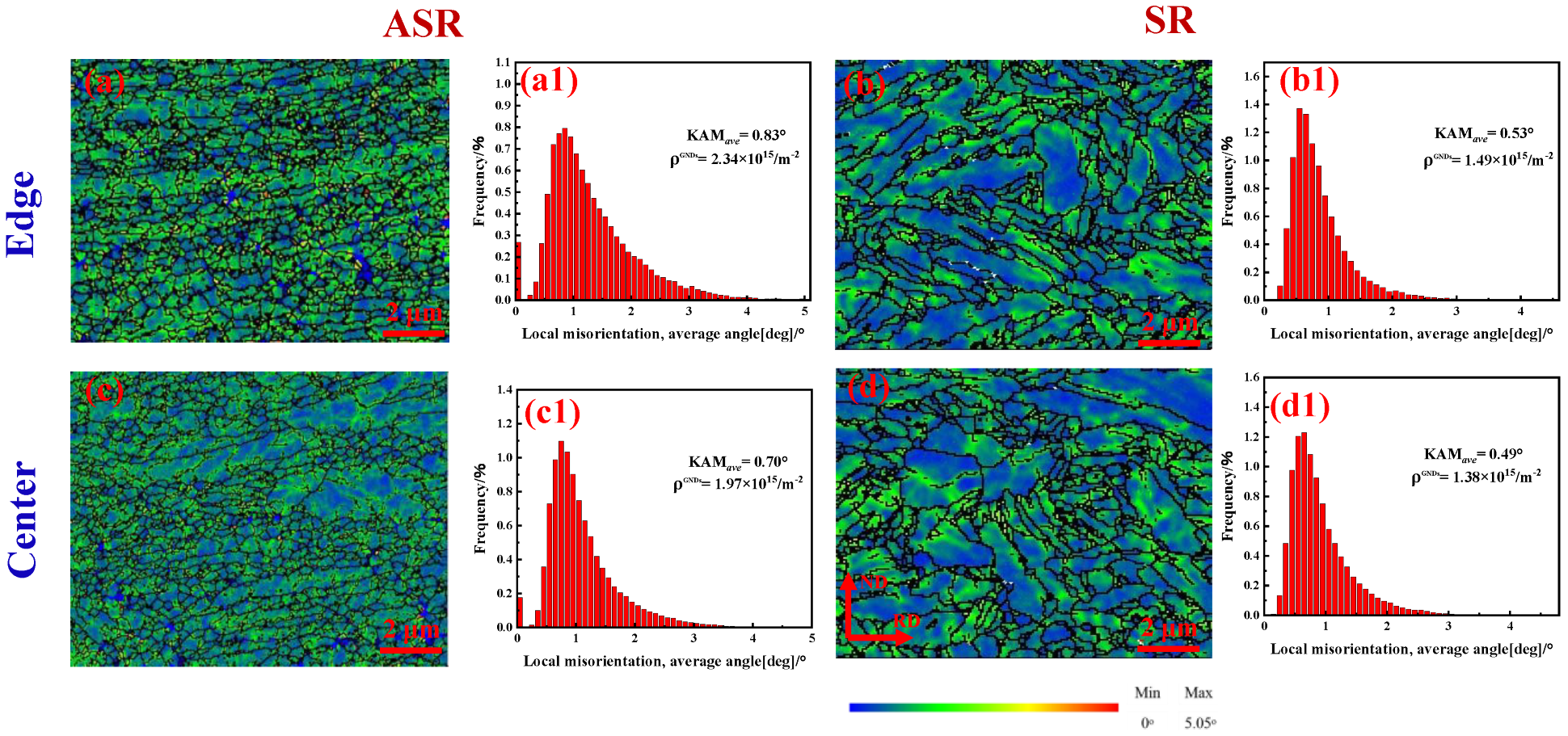
3.2. Grain Size and Dislocation Density Measured by EBSD
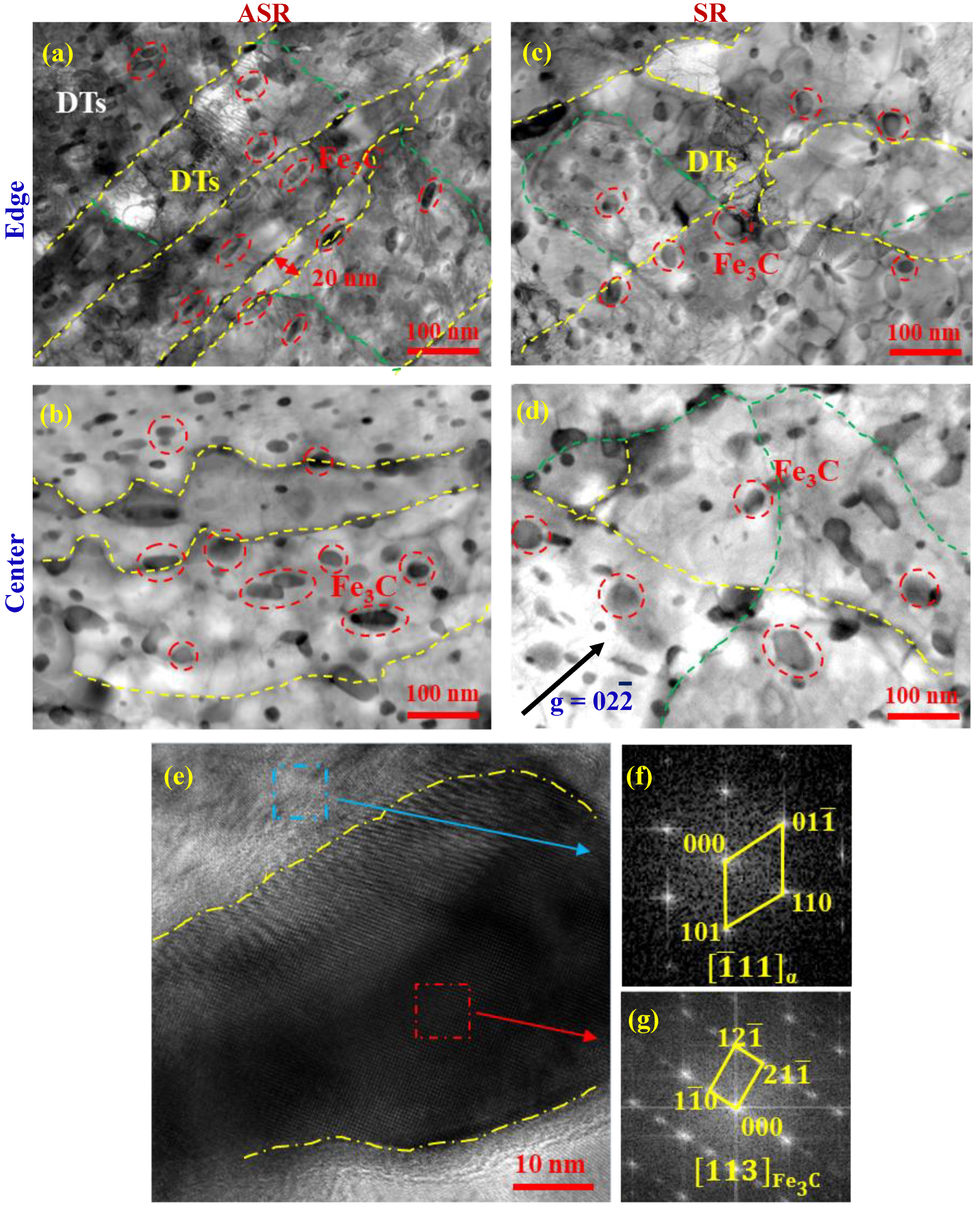
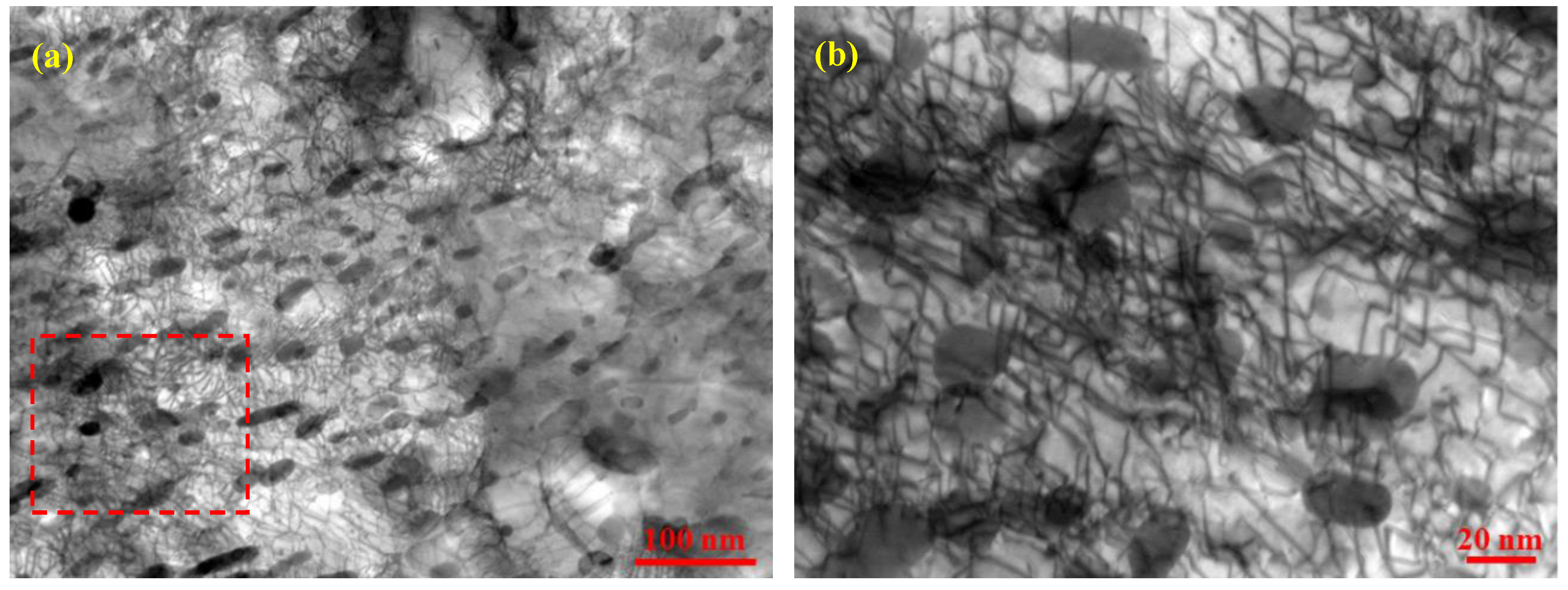
3.3. TEM Observations of the Microstructure
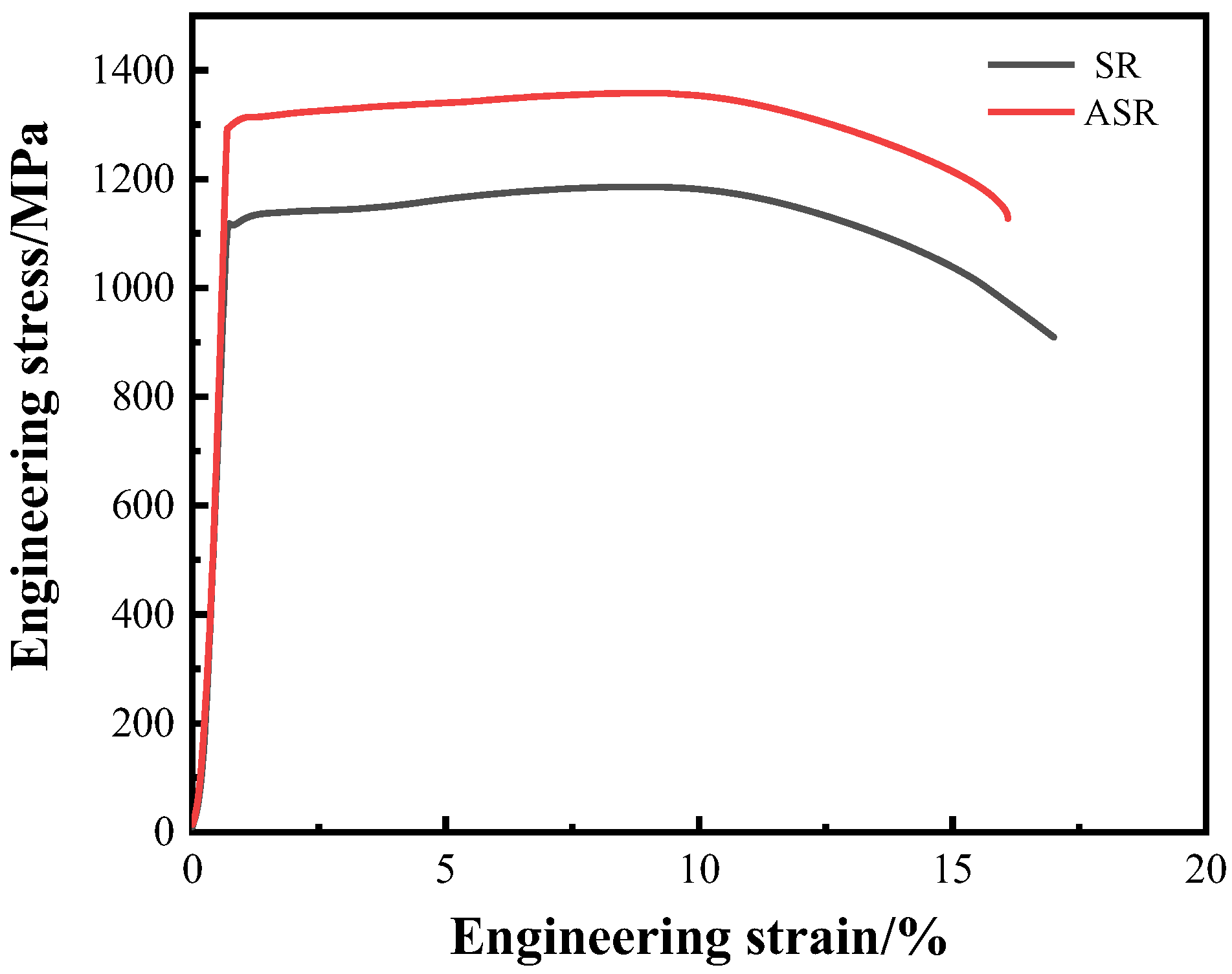
3.4. Mechanical Properties under Tensile Tests
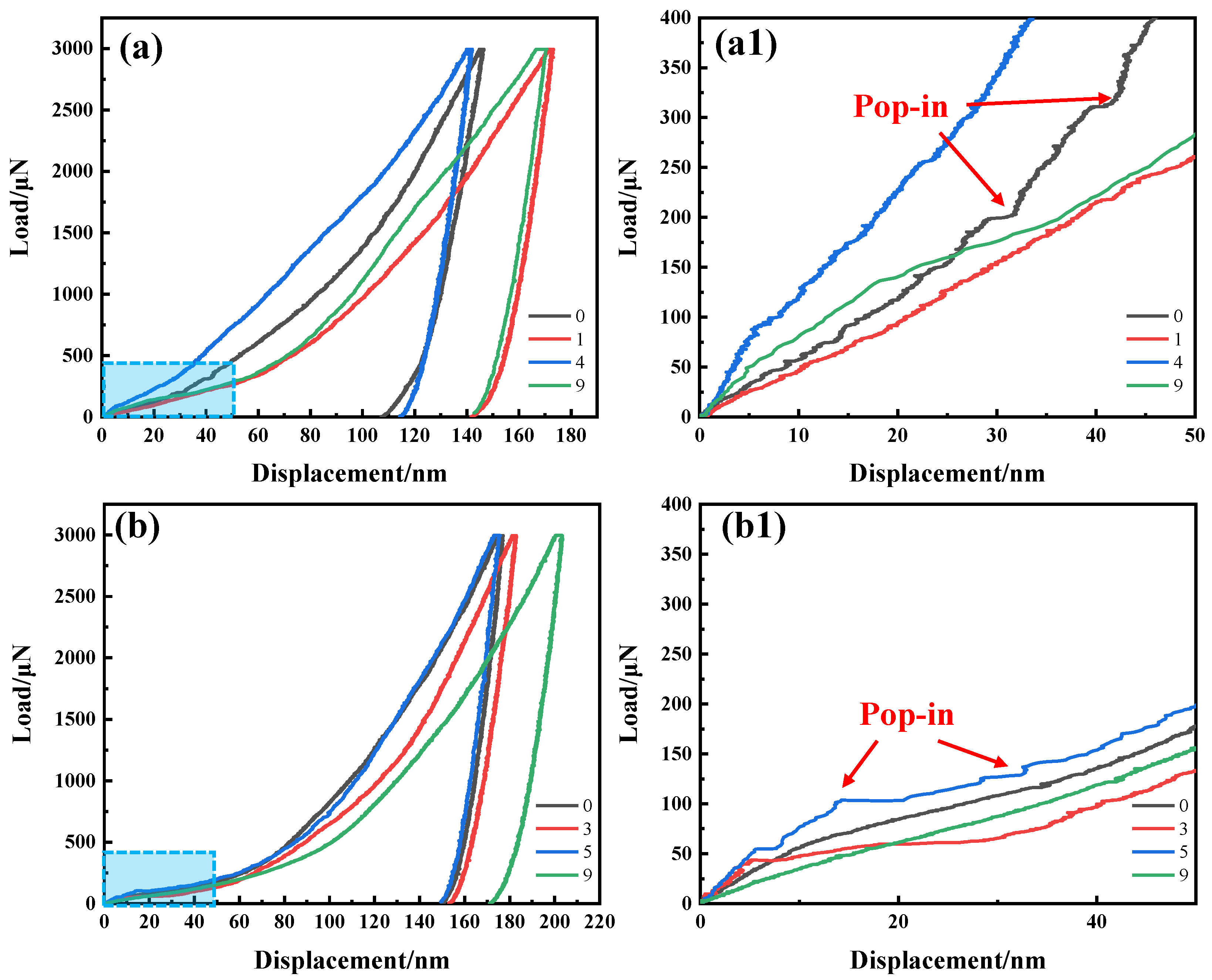
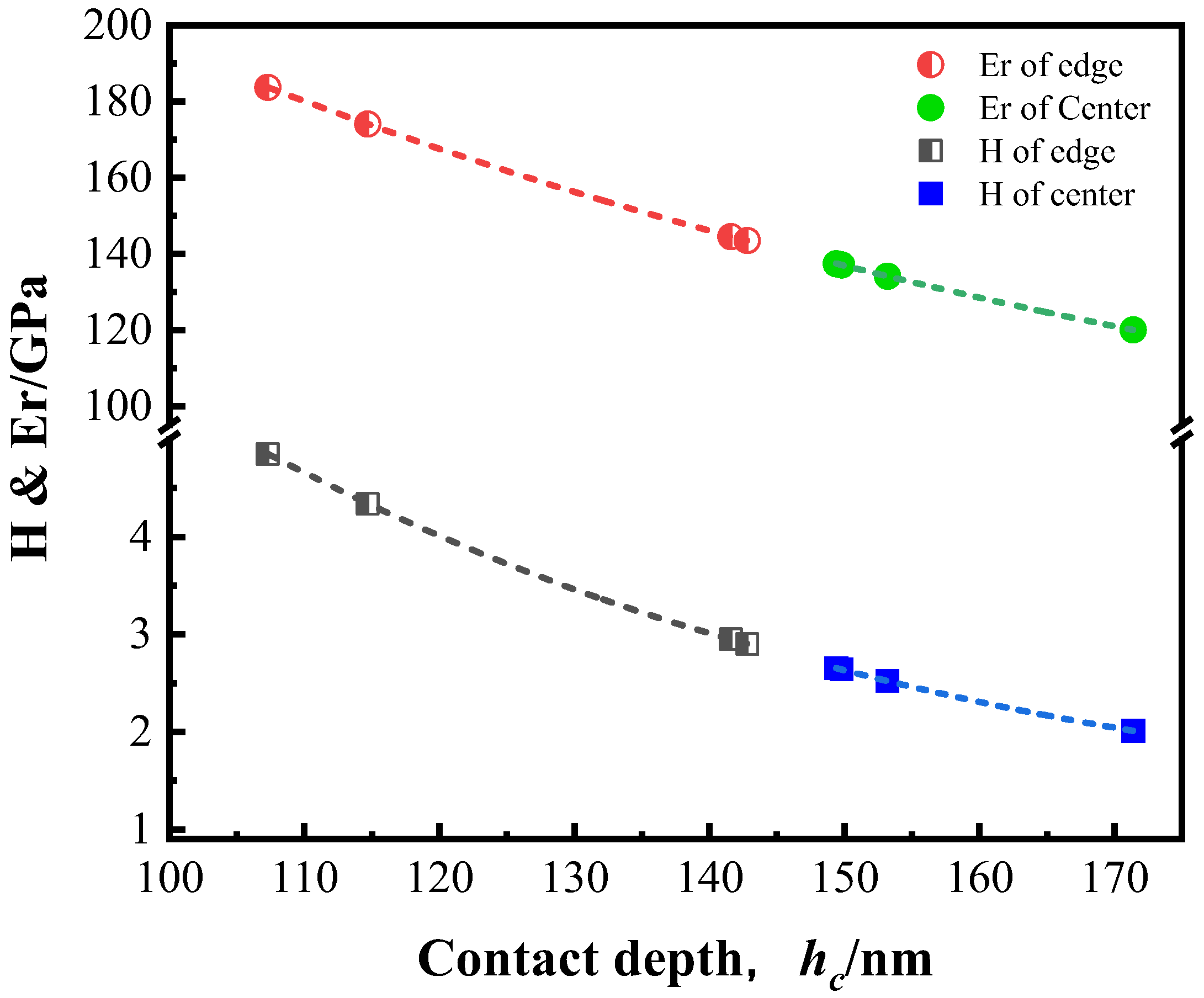
3.5. Micromechanical Properties under Nanoindentation
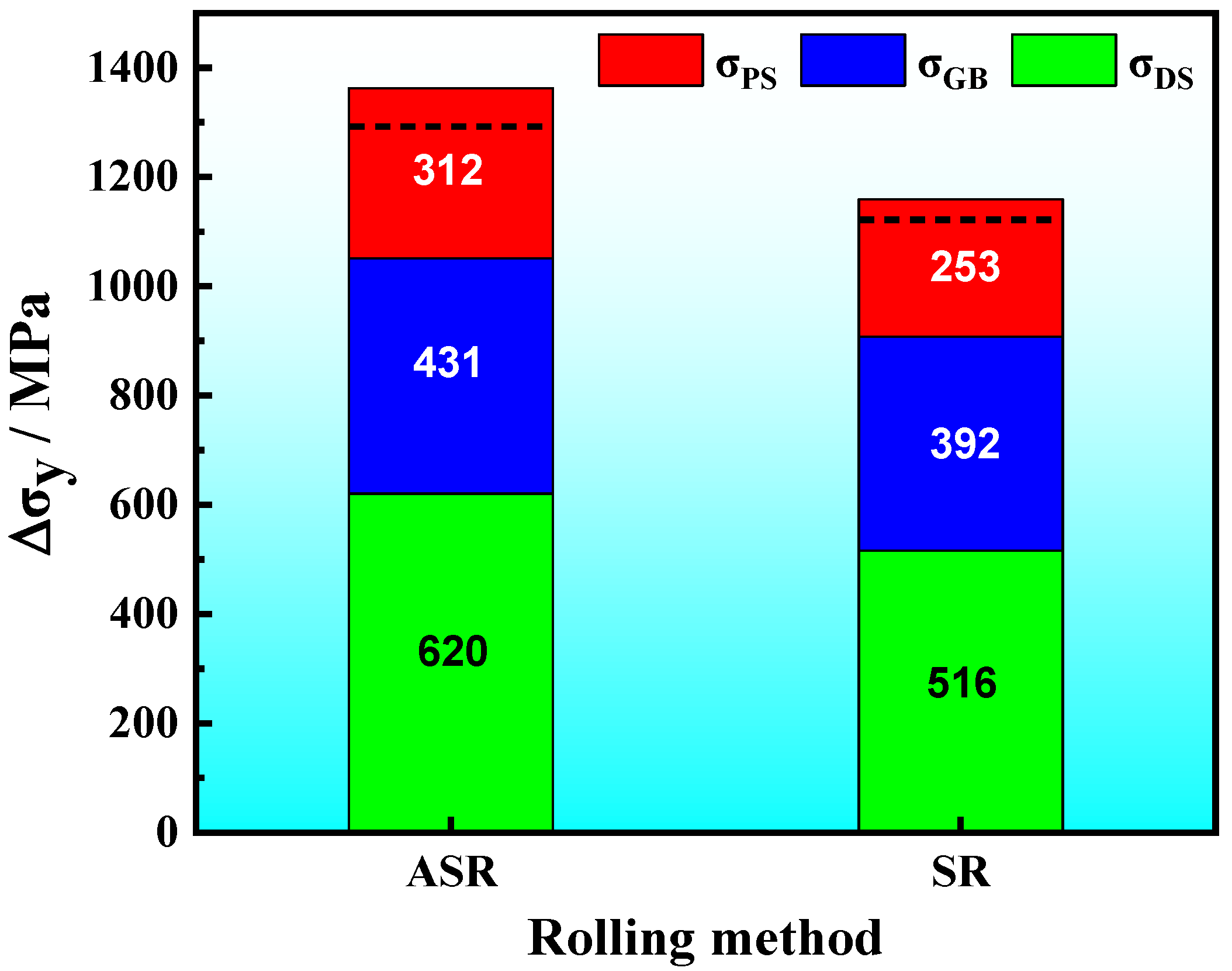
3.6. Strengthening Mechanisms
3.6.1. Dislocation Strengthening
3.6.2. Grain Boundary Strengthening
3.6.3. Precipitate Strengthening
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, Y.; Wang, F.; Li, C.; Li, Y.; Cheng, J.; Cao, R. Effect of microstructure and precipitates on mechanical properties of Cr–Mo–V alloy steel with different austenitizing temperatures. ISIJ Int. 2018, 58, 1126–1135. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Liu, K.; Eckert, J. Effect of tempering and deep cryogenic treatment on microstructure and mechanical properties of Cr–Mo–V–Ni steel. Mater. Sci. Eng. A 2022, 787, 139520. [Google Scholar] [CrossRef]
- Lin, C.M.; Lu, C.H. Effects of tempering temperature on microstructural evolution and mechanical properties of high-strength low-alloy D6AC plasma arc welds. Mater. Sci. Eng. A 2016, 676, 28–37. [Google Scholar] [CrossRef]
- Skowrońska, B.; Chmielewski, T.; Zasada, D. Assessment of Selected Structural Properties of High-Speed Friction Welded Joints Made of Unalloyed Structural Steel. Materials 2022, 16, 93. [Google Scholar] [CrossRef] [PubMed]
- Skowrońska, B.; Chmielewski, T.; Kulczyk, M.; Skiba, J.; Przybysz, S. Microstructural investigation of a friction-welded 316l stainless steel with ultrafine-grained structure obtained by hydrostatic extrusion. Materials 2021, 14, 1537. [Google Scholar] [CrossRef] [PubMed]
- Jia, N.; Shen, Y.F.; Liang, J.W.; Wang, H.B.; Misra, R.D.K. Nanoscale spheroidized cementite induced ultrahigh strength-ductility combination in innovatively processed ultrafine-grained low alloy medium-carbon steel. Sci. Rep 2017, 7, 2679. [Google Scholar] [CrossRef] [Green Version]
- Liang, J.W.; Shen, Y.F.; Zhang, C.S.; Feng, X.W.; Wang, H.B.; Sun, X. In situ neutron diffraction in quantifying deformation behaviors of nano-sized carbide strengthened UFG ferritic steel. Mater. Sci. Eng. A 2018, 726, 298–308. [Google Scholar] [CrossRef]
- Liang, J.W.; Shen, Y.F.; Li, Y.Z.; Feng, X.W.; Wang, G.D. Nanosized precipitates activating ultrahigh strength of an ultrafine-grained ferritic steel during dynamic deformation. Mater. Sci. Eng. A 2022, 841, 143040. [Google Scholar] [CrossRef]
- Liang, J.W.; Shen, Y.F.; Misra, R.D.K.; Liaw, P.K. High strength-superplasticity combination of ultrafine-grained ferritic steel: The significant role of nanoscale carbides. J. Mater. Sci. Technol. 2021, 83, 131–144. [Google Scholar] [CrossRef]
- Wang, G.W.; Song, D.; Zhou, Z.K.; Liu, Y.; Liang, N.N.; Wang, Y.N.; Ma, A.B.; Jiang, J.H. Developing high-strength ultrafine-grained pure Al via large-pass ECAP and post cryo-rolling. J. Mater. Res. Technol. 2021, 15, 2419–2428. [Google Scholar] [CrossRef]
- Jafarian, H.R.; Anijdan, S.H.M.; Eivani, A.R.; Park, N. A comprehensive study of microstructure development and its corresponding tensile properties in nano/ultrafine-grained metastable austenitic steel during accumulative roll bonding (ARB). Mater. Sci. Eng. A 2017, 703, 196–204. [Google Scholar] [CrossRef]
- Xu, X.; Deng, Y.; Guo, X.; Pan, Q.L. Influence of asymmetric rolling process and thickness reduction on the microstructure and mechanical properties of the Al–Mg-Si alloy. Met. Mater. Int. 2022, 28, 1620–1629. [Google Scholar] [CrossRef]
- Yu, H.L.; Lu, C.; Tieu, A.K.; Li, H.J.; Godbole, A.; Zhang, S.H. Special rolling techniques for improvement of mechanical properties of ultrafine-grained metal sheets: A review. Adv. Eng. Mater. 2016, 18, 754–769. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.L.; Ming, Y.; Li, J.T.; Godbole, A.; Lu, C.; Tieu, K.; Li, H.J.; Kong, C. Mechanical properties and microstructure of a Ti-6Al-4V alloy subjected to cold rolling, asymmetric rolling and asymmetric cryorolling. Mater. Sci. Eng. A 2018, 710, 10–16. [Google Scholar] [CrossRef] [Green Version]
- Li, C.S.; Ma, B.; Song, Y.L.; Zheng, J.J.; Wang, J.K. Grain refinement of non-magnetic austenitic steels during asymmetrical hot rolling process. J. Mater. Sci. Technol. 2017, 33, 1572–1576. [Google Scholar] [CrossRef]
- Lee, K.M.; Lee, H.C. Grain refinement and mechanical properties of asymmetrically rolled low carbon steel. J. Mater. Process. Technol. 2010, 210, 1574–1579. [Google Scholar] [CrossRef]
- Li, C.S.; Dong, J.B.; Li, K.; Tu, X.Y.; Song, Y.L. Micro-textures and mechanical properties of Fe–21Cr–15Ni–6Mn–Mo–Nb austenitic stainless steel plate in asymmetric hot rolling. Mater. Sci. Eng. A 2021, 804, 140565. [Google Scholar] [CrossRef]
- Dhinwal, S.S.; Ernould, C.; Beausir, B. Facilitating the occurrence of dynamic recrystallization in plain extra low-carbon steel by warm asymmetric rolling. Mater. Charact. 2022, 189, 111942. [Google Scholar] [CrossRef]
- Zhu, Z.G.; An, X.H.; Lu, W.J.; Li, Z.M.; Ng, F.L.; Liao, X.Z. Selective laser melting enabling the hierarchically heterogeneous microstructure and excellent mechanical properties in an interstitial solute strengthened high entropy alloy. Mater. Res. Lett. 2019, 7, 453–459. [Google Scholar] [CrossRef] [Green Version]
- Ren, X.W.; Huang, Y.C.; Zhang, X.Y.; Li, H.; Zhao, Y.X. Influence of shear deformation during asymmetric rolling on the microstructure, texture, and mechanical properties of the AZ31B magnesium alloy sheet. Mater. Sci. Eng. A 2021, 800, 140306. [Google Scholar] [CrossRef]
- Wang, X.F.; Liu, L.; Tang, X.B.; Wang, Y.G.; Guo, M.X.; Zhuang, L.Z. Influence of asymmetric rolling on the microstructure, texture evolution and mechanical properties of Al–Mg–Si alloy. Mater. Sci. Eng. A 2022, 844, 143154. [Google Scholar] [CrossRef]
- Babapour, A.; Hosseinipour, S.J.; Jamaati, R.; Abbasi, M. Effect of antimony addition and asymmetric cold rolling on the texture and magnetic properties of a 1.2% Si steel. J. Magn. Magn. Mater. 2022, 554, 169258. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Avalos, M.; Schell, N.; Brokmeier, H.G.; Bolmaro, R.E. Comparison of a low carbon steel processed by Cold Rolling (CR) and Asymmetrical Rolling (ASR): Heterogeneity in strain path, texture, microstructure and mechanical properties. J. Maunf. Process. 2021, 64, 557–575. [Google Scholar] [CrossRef]
- Kazemi-Navaee, A.; Jamaati, R.; Aval, H.J. Asymmetric cold rolling of AA7075 alloy: The evolution of microstructure, crystallographic texture, and mechanical properties. Mater. Sci. Eng. A 2021, 824, 141801. [Google Scholar] [CrossRef]
- Jin, X.J.; Chen, S.H.; Rong, L.J. Microstructure modification and mechanical property improvement of reduced activation ferritic/martensitic steel by severe plastic deformation. Mater. Sci. Eng. A 2018, 712, 97–107. [Google Scholar] [CrossRef]
- Liang, J.W.; Wang, X.; Zhang, X.L.; Shen, Y.F. Development of low-alloy steels with high strength and good ductility with the aid of nanoscale troostite. J. Mater. Eng. Perform. 2019, 28, 1639–1649. [Google Scholar] [CrossRef]
- Liao, G.K.; Long, Z.L.; Zhao, M.S.Z.; Zhong, M.; Liu, W.; Chai, W. Serrated flow behavior in a Pd-based bulk metallic glass under nanoindentation. J. Non-Cryst. Solids 2017, 460, 47–53. [Google Scholar] [CrossRef]
- Liu, Q.; Fang, L.M.; Xiong, Z.W.; Yang, J.; Tan, Y.; Liu, Y.; Zhang, Y.J.; Tan, Q.; Hao, C.C.; Cao, L.H.; et al. The response of dislocations, low angle grain boundaries and high angle grain boundaries at high strain rates. Mater. Sci. Eng. A 2021, 822, 141704. [Google Scholar] [CrossRef]
- Li, X.Q.; Le, Q.C.; Li, D.D.; Wang, P.; Jin, P.P.; Cheng, C.L.; Chen, X.R.; Ren, L. Hot tensile deformation behavior of extruded LAZ532 alloy with heterostructure. Mater. Sci. Eng. A 2021, 801, 140412. [Google Scholar] [CrossRef]
- Zheng, C.S.; Li, L.F.; Yang, W.Y.; Sun, Z.Q. Relationship between microstructure and yield strength for plain carbon steel with ultrafine or fine (ferrite+ cementite) structure. Mater. Sci. Eng. A 2014, 617, 31–38. [Google Scholar] [CrossRef]
- Lee, Y.W.; Son, Y.I.; Lee, S.J. Microstructure and mechanical properties of spheroidized D6AC steel. Mater. Sci. Eng. A 2013, 58, 94–99. [Google Scholar] [CrossRef]
- Xue, Y.W.; Shen, Y.F.; Zhou, J.H.; Misra, R.D.K.; Liu, Z.Y. The significant impact of grain structure on large strain-rate sensitivity of ultrafine-grained low alloy steel under nanoscale deformation: Experimental and theoretical analysis. Mater. Sci. Eng. A 2019, 755, 138–146. [Google Scholar] [CrossRef]
- Xue, Y.W.; Zhou, J.H.; Shen, Y.F.; Zhang, W.N.; Liu, Z.Y. Micromechanical behavior of a fine-grained China low activation martensitic (CLAM) steel. J. Mater. Sci. Technol 2019, 35, 1869–1876. [Google Scholar] [CrossRef]
- Sawant, A.; Tin, S.; Zhao, J.C. High Temperature Nanoindentation of Ni-Base Superalloys; TMS: Warrendale, PA, USA, 2008. [Google Scholar]
- Chen, S.Y.; Xie, X.; Chen, B.L.; Qiao, J.W.; Zhang, Y.; Ren, Y.; Dahmen, K.A.; Liaw, P.K. Effects of temperature on serrated flows of Al0.5CoCrCuFeNi high-entropy alloy. Jom 2015, 67, 2314–2320. [Google Scholar] [CrossRef]
- Chen, S.Y.; Li, W.D.; Xie, X.; Brechtl, J.; Chen, B.L.; Li, P.Z.; Zhao, G.F.; Yang, F.Q.; Qiao, J.W.; Liaw, P.K. Nanoscale serration and creep characteristics of Al0.5CoCrCuFeNi high-entropy alloys. J. Alloys Compd. 2018, 752, 464–475. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H.J. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Wang, D.; Jing, Y.; Lin, B.; Li, J.P.; Shi, Y.; Misra, R.D.K. On the structure, mechanical behavior, and deformation mechanism of AZ91 magnesium alloy processed by symmetric and asymmetric rolling. Mater. Charact. 2022, 194, 112444. [Google Scholar] [CrossRef]
- Tamimi, S.; Correia, J.P.; Lopes, A.B.; Ahzi, S.; Barlat, F.; Gracio, J.J. Asymmetric rolling of thin AA-5182 sheets: Modelling and experiments. Mater. Sci. Eng. A 2014, 603, 150–159. [Google Scholar] [CrossRef]
- Yin, T.W.; Shen, Y.F.; Xue, W.Y.; Jia, N.; Zuo, L. Ce addition enabling superior strength and ductility combination of a low-carbon low-manganese transformation-induced plasticity steel. Mater. Sci. Eng. A 2022, 849, 143474. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Quantification of the effect of transformation-induced geometrically necessary dislocations on the flow-curve modelling of dual-phase steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Moussa, C.; Bernacki, M.; Besnard, R.; Bozzolo, N. Statistical analysis of dislocations and dislocation boundaries from EBSD data. Ultramicroscopy 2017, 179, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Hughes, D.A.; Hansen, N. The microstructural origin of work hardening stages. Acta Mater. 2018, 148, 374–383. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Duan, X.; Song, C.H. Study of deformation behavior and microstructural evolution in multiphase steel. Materials 2018, 11, 2285. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, Í.; Fernandes, J.V.; Simões, S. Investigation on the strengthening mechanisms of nickel matrix nanocomposites. Nanomaterials 2021, 11, 1426. [Google Scholar] [CrossRef]
- Zhao, J.R.; Lee, L.Y.; Chang, K.C.; Hung, F.Y. A novel two-stage heat treatment with medium-temperature aging influence on microstructure, Al3 (Sc, Zr) nanoprecipitation, and application properties, enhancing selective laser melting of Al–Mg–Sc–Zr alloy. Nanomaterials 2022, 12, 2078. [Google Scholar] [CrossRef] [PubMed]
- Rao, M.P.; Sarma, V.S.; Sankaran, S. Development of high strength and ductile ultra fine grained dual phase steel with nano sized carbide precipitates in a V–Nb microalloyed steel. Mater. Sci. Eng. A 2013, 568, 171–175. [Google Scholar] [CrossRef]
- Scott, C.P.; Fazeli, F.; Amirkhiz, B.S.; Pushkareva, I.; Allain, S.Y.P. Structure-properties relationship of ultra-fine grained V-microalloyed dual phase steels. Mater. Sci. Eng. A 2017, 703, 293–303. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Ni | Cr | Mo | V | Mn | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.44 | 0.16 | 0.007 | 0.92 | 1.00 | 0.10 | 0.78 | 0.03 | Bal |
| No. | hc ± 0.02 nm | Er ± 1 GPa | H ± 0.02 GPa |
|---|---|---|---|
| Edge-0 | 107 | 184 | 4.85 |
| Edge-1 | 142 | 145 | 2.95 |
| Edge-4 | 115 | 174 | 4.34 |
| Edge-9 | 143 | 144 | 2.90 |
| Center-0 | 150 | 137 | 2.64 |
| Center-3 | 153 | 134 | 2.52 |
| Center-5 | 149 | 135 | 2.65 |
| Center-9 | 171 | 120 | 2.01 |
| Region | |||
|---|---|---|---|
| ASR-steel-center | 1.97 × 1015 | 614 | 620 |
| ASR-steel-edge | 2.34 × 1015 | 669 | |
| SR-steel-center | 1.38 × 1015 | 514 | 516 |
| SR-steel-edge | 1.49 × 1015 | 535 |
| Region | Grain Size/μm | ||
|---|---|---|---|
| ASR-steel-center | 1.15 | 424 | 431 |
| ASR-steel-edge | 0.85 | 494 | |
| SR-steel-center | 1.35 | 392 | 392 |
| SR-steel-edge | 1.30 | 399 |
| Region | Average Size of Fe3C/±1 nm | Volume Fraction/% | ||
|---|---|---|---|---|
| ASR-steel-center | 24 | 4.1 | 315 | 312 |
| ASR-steel-edge | 22 | 3.5 | 305 | |
| SR-steel-center | 37 | 4.9 | 249 | 253 |
| SR-steel-edge | 32 | 4.5 | 268 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Shen, Y.; Zhao, S.; Zhang, W.; Xue, W. Strengthening a Medium-Carbon Low-Alloy Steel by Nanosized Grains: The Role of Asymmetrical Rolling. Nanomaterials 2023, 13, 956. https://doi.org/10.3390/nano13050956
Li Y, Shen Y, Zhao S, Zhang W, Xue W. Strengthening a Medium-Carbon Low-Alloy Steel by Nanosized Grains: The Role of Asymmetrical Rolling. Nanomaterials. 2023; 13(5):956. https://doi.org/10.3390/nano13050956
Chicago/Turabian StyleLi, Youzhi, Yongfeng Shen, Sixin Zhao, Weina Zhang, and Wenying Xue. 2023. "Strengthening a Medium-Carbon Low-Alloy Steel by Nanosized Grains: The Role of Asymmetrical Rolling" Nanomaterials 13, no. 5: 956. https://doi.org/10.3390/nano13050956