
Coupled Precipitation of Dual-Nanoprecipitates to Optimize Microstructural and Mechanical Properties of Cast Al–Cu–Mg–Mn Alloys via Modulating the Mn Contents

Abstract
:1. Introduction
2. Materials and Experimental Details
2.1. Alloy Preparation and Heat Treatment
2.2. Mechanical Testing
2.3. Microstructure Characterization
3. Results
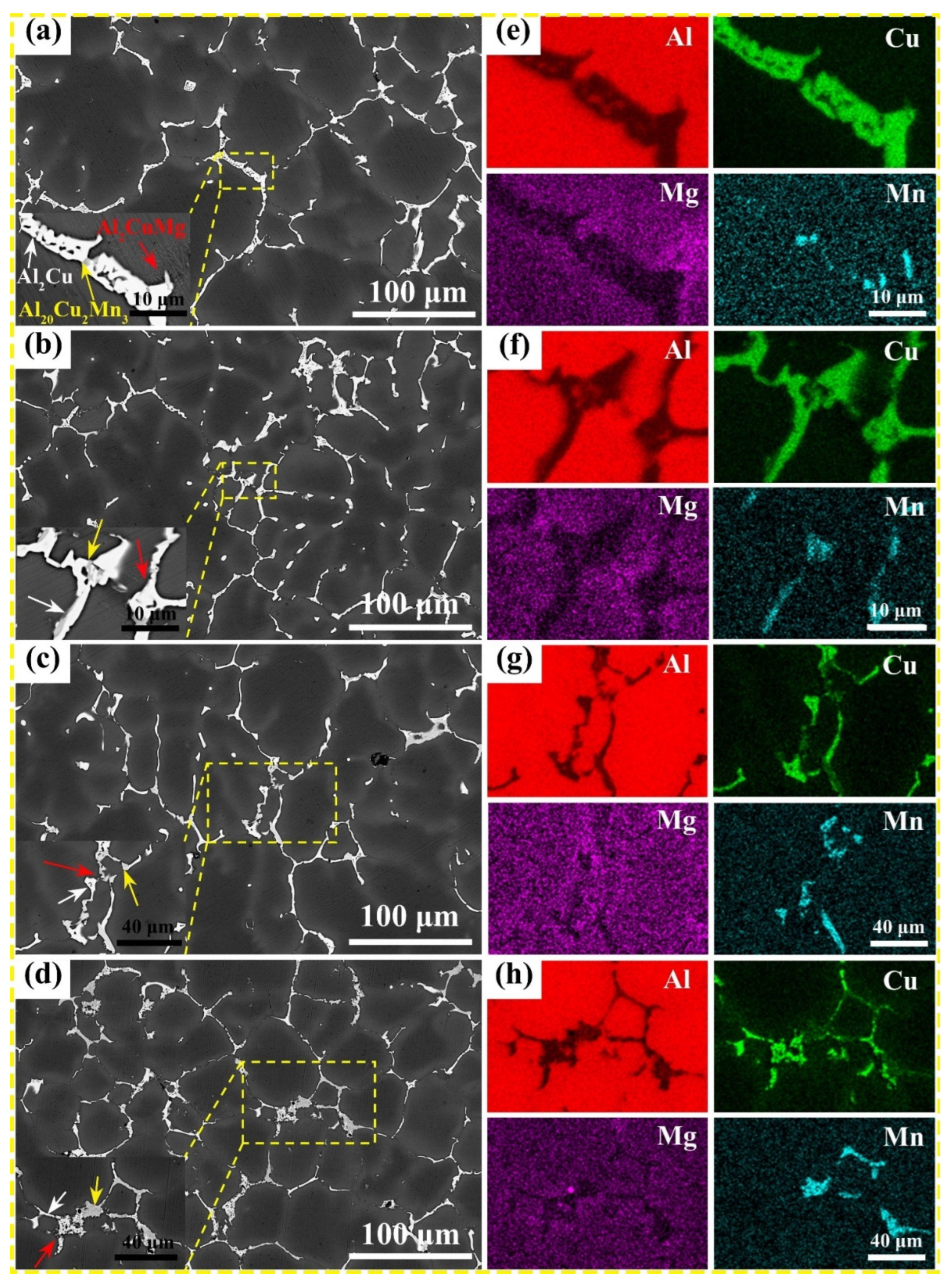
3.1. As-Cast Microstructure
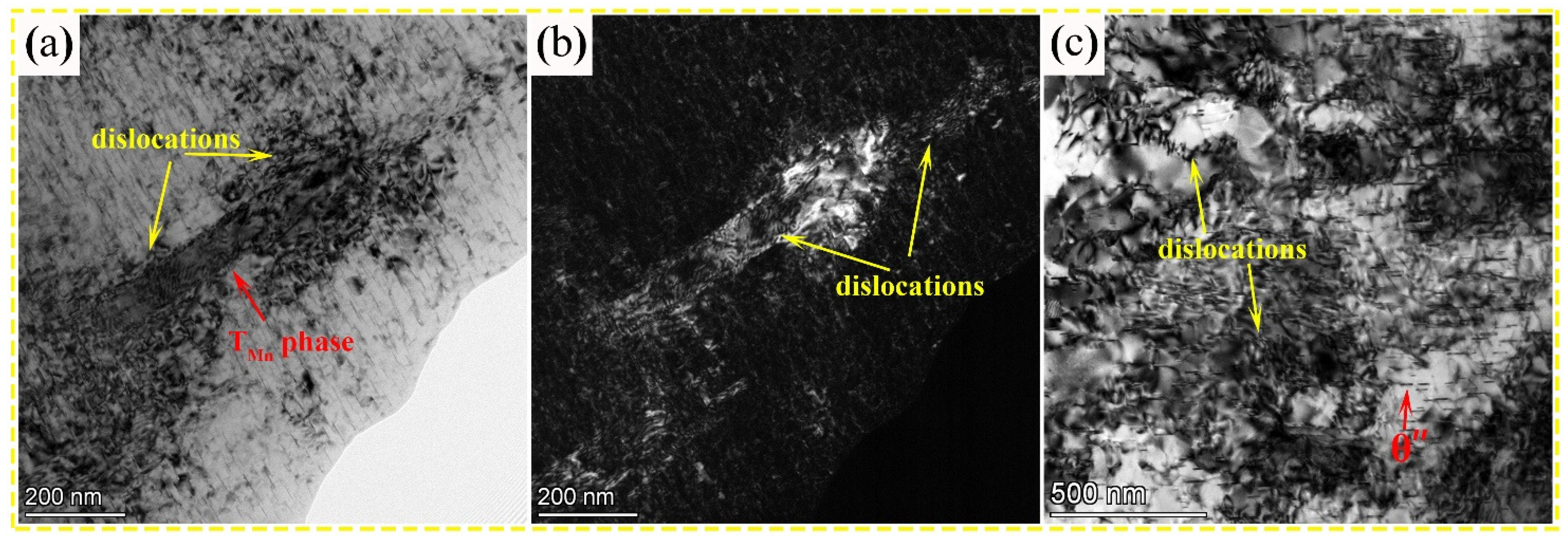
3.2. T6-State Microstructure
3.3. Mechanical Properties
3.4. Fracture Surface Characterizations
4. Discussion
4.1. Effects of Different Mn Contents on the Precipitation Behavior
4.2. Effects of the Dislocation-Precipitate Interaction on Mechanical Properties
4.3. Strengthening Mechanisms
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, Y.C.; Xia, Y.C.; Ma, X.S.; Jiang, Y.Q.; Chen, M.S. High–temperature creep behavior of Al−Cu−Mg alloy. Mater. Sci. Eng. A 2012, 550, 125–130. [Google Scholar] [CrossRef]
- Shen, F.H.; Yi, D.Y.; Jiang, Y.; Wang, B.; Liu, H.Q.; Tang, C.; Shou, W.B. Semi-quantitative evaluation of texture components and fatigue properties in 2524 T3 aluminum alloy sheets. Mater. Sci. Eng. A 2016, 657, 15–25. [Google Scholar] [CrossRef]
- Sun, T.T.; Geng, J.W.; Bian, Z.Y.; Wu, Y.; Wang, M.L.; Chen, D.; Ma, N.H.; Wang, H.W. Enhanced thermal stability and mechanical properties of high−temperature resistant Al−Cu alloy with Zr and Mn micro−alloying. Trans. Nonferrous Met. Soc. China 2021, 32, 64–78. [Google Scholar] [CrossRef]
- Xue, Y.Q.; Li, B.; Wang, X.L.; Li, X.L.; Zhang, H.; Hao, Q.T. Effect of Mg on the microstructure evolution and mechanical properties of 5%TiB2/Al−4.5%Cu composites. Mater. Today Commun. 2021, 28, 102625. [Google Scholar] [CrossRef]
- Xue, H.; Yang, C.; De Geuser, F.; Zhang, P.; Zhang, J.Y.; Chen, B.; Liu, F.Z.; Peng, Y.; Bian, J.J.; Deschamps, G.L.A.; et al. Highly stable coherent nanoprecipitates via diffusion−dominated solute uptake and interstitial ordering. Nat. Mater. 2023, 22, 434–441. [Google Scholar] [CrossRef]
- Shyam, A.; Roy, S.; Shin, D.; Poplawsky, J.D.; Allard, L.F.; Yamamoto, Y.; Morris, J.R.; Mazumder, B.; Idrobo, J.C.; Rodriguez, A.; et al. Elevated temperature microstructural stability in cast AlCuMnZr alloys through solute segregation. Mater. Sci. Eng. A 2019, 765, 138279. [Google Scholar] [CrossRef]
- Deschamps, A.; Hutchinson, C.R. Precipitation kinetics in metallic alloys: Experiments and modeling. Acta Mater. 2021, 220, 117338. [Google Scholar] [CrossRef]
- Qian, F.; Jin, S.B.; Sha, G.; Li, Y.J. Enhanced dispersoid precipitation and dispersion strengthening in an Al alloy by microalloying with Cd. Acta Mater. 2018, 157, 114–125. [Google Scholar] [CrossRef]
- Orthacker, A.; Haberfehlner, G.; Taendl, J.; Poletti, M.C.; Sonderegger, B.; Kothleitner, G. Diffusion−defining atomic−scale spinodal decomposition within nanoprecipitates. Nat. Mater. 2018, 17, 1101–1107. [Google Scholar] [CrossRef]
- Gao, Y.H.; Kuang, J.; Zhang, J.Y.; Liu, G.; Sun, J. Tailoring precipitation strategy to optimize microstructural evolution, aging hardening and creep resistance in an Al–Cu–Sc alloy by isochronal aging. Mater. Sci. Eng. A 2020, 795, 139943. [Google Scholar] [CrossRef]
- Jiang, L.; Rouxel, B.; Langan, T.; Dorin, T. Coupled segregation mechanisms of Sc, Zr and Mn at θ′ interfaces enhances the strength and thermal stability of Al–Cu alloys. Acta Mater. 2021, 206, 116634. [Google Scholar] [CrossRef]
- Zuiko, I.; Kaibyshev, R. Deformation structures and strengthening mechanisms in an Al–Cu alloy subjected to extensive cold rolling. Mater. Sci. Eng. A 2017, 702, 53–64. [Google Scholar] [CrossRef]
- Ding, J.H.; Cui, C.X.; Sun, Y.J.; Zhao, L.C.; Cui, S. Effect of Mo, Zr, and Y on the high–temperature properties of Al–Cu–Mn alloy. J. Mater. Res. 2019, 34, 3853–3861. [Google Scholar] [CrossRef]
- Yu, C.; Zhang, H.T.; Zhang, Y.B.; Zou, J.; Guo, C.; He, H.; Xu, G.M.; Li, B.M.; Cui, J.H. Influence of Mo on the dynamic recrystallization behavior of Al–Cu–Mg–Ag alloy. J. Mater. Res. Technol. 2022, 20, 1437–1454. [Google Scholar] [CrossRef]
- Mondol, S.; Kashyap, S.; Kumar, S.; Chattopadhyay, K. Improvement of high temperature strength of 2219 alloy by Sc and Zr addition through a novel three–stage heat treatment route. Mater. Sci. Eng. A 2018, 732, 157–166. [Google Scholar] [CrossRef]
- Chen, J.L.; Liao, H.C.; Xu, H.T. Uneven precipitation behavior during the solutionizing course of Al–Cu–Mn alloys and their contribution to high temperature strength. Adv. Mater. Sci. Eng. A 2018, 2018, 6741502. [Google Scholar] [CrossRef]
- Feng, Z.Q.; Yang, Y.Q.; Huang, B.; Li, M.H.; Chen, Y.X.; Ru, J.G. Crystal substructures of the rotation–twinned T (Al20Cu2Mn3) phase in 2024 aluminum alloy. J. Alloys Compd. 2014, 583, 445–451. [Google Scholar] [CrossRef]
- Sunde, J.K.; Johnstone, D.N.; Wenner, S.; van Helvoort, A.T.J.; Midgley, P.A.; Holmestad, R. Crystallographic relationships of T–/S–phase aggregates in an Al–Cu–Mg–Ag alloy. Acta Mater. 2019, 166, 587–596. [Google Scholar] [CrossRef]
- Shen, Z.J.; Liu, C.H.; Ding, Q.Q.; Wang, S.B.; Wei, X.; Chen, L.; Li, J.X.; Zhang, Z. The structure determination of Al20Cu2Mn3 by near atomic resolution chemical mapping. J. Alloys Compd. 2014, 601, 25–30. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Pan, S.P.; Liu, W.H.; Liu, X.; Tang, C.P. Morphologies, orientation relationships, and evolution of the T–phase in an Al–Cu–Mg–Mn alloy during homogenization. J. Alloys Compd. 2017, 709, 213–226. [Google Scholar] [CrossRef]
- Su, X.; Lei, Y.; Chen, Y.; Qu, H.J.; Qi, Z.X.; Zheng, G.; Liu, X.; Xiang, H.G.; Chen, G. Precipitating thermally reinforcement phase in aluminum alloys for enhanced strength at 400 °C. J. Mater. Sci. Technol. 2024, 172, 71–82. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Tang, Z.H.; Pan, S.P.; Liu, W.H.; Song, Y.F.; Liu, Y.; Zhu, B.W.; Zhou, W.; Shen, F.H. A new type of anti–phase boundaries in the T(Al20Cu2Mn3) phase and the pre–deformation effect on T phase precipitation. Intermetallics 2020, 127, 106977. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, B.; Zhou, Y.T.; Ma, X.L. Multiple twins of a decagonal approximant embedded in S–Al2CuMg phase resulting in pitting initiation of a 2024Al alloy. Acta Mater. 2015, 82, 22–31. [Google Scholar] [CrossRef]
- Liao, H.C.; Tang, Y.Y.; Suo, X.J.; Li, G.J.; Hu, Y.Y.; Dixit, U.S.; Petrov, P. Dispersoid particles precipitated during the solutionizing course of Al–12wt%Si–4wt%Cu–1.2 wt%Mn alloy and their influence on high temperature strength. Mater. Sci. Eng. A 2017, 699, 201–209. [Google Scholar] [CrossRef]
- Dar, S.M.; Liao, H.C.; Xu, A.Q. Effect of Cu and Mn content on solidification microstructure, T–phase formation and mechanical property of Al–Cu–Mn alloys. J. Alloys Compd. 2019, 774, 758–767. [Google Scholar] [CrossRef]
- Dar, S.M.; Liao, H.C. Creep behavior of heat resistant Al–Cu–Mn alloys strengthened by fine (θ′) and coarse (Al20Cu2Mn3) second phase particles. Mater. Sci. Eng. A 2019, 763, 138062. [Google Scholar] [CrossRef]
- Gao, Y.H.; Cao, L.F.; Kuang, J.; Zhang, J.Y.; Liu, G.; Sun, J. Assembling dual precipitates to improve high–temperature resistance of multi–microalloyed Al–Cu alloys. J. Alloys Compd. 2020, 822, 153629. [Google Scholar] [CrossRef]
- Meng, F.S.; Wang, Z.; Zhao, Y.L.; Zhang, D.T.; Zhang, W.W. Microstructures and properties evolution of Al–Cu–Mn alloy with addition of vanadium. Metals 2016, 7, 10. [Google Scholar] [CrossRef]
- Elgallad, E.M.; Zhang, Z.; Chen, X.-G. Effect of two-step aging on the mechanical properties of AA2219 DC cast alloy. Mater. Sci. Eng. A 2015, 625, 213–220. [Google Scholar] [CrossRef]
- Jiang, J.Y.; Zhang, Y.Z.; Wang, Y.; Xiao, G.F.; Liu, Y.Z.; Zeng, L. Microstructure and mechanical properties of thixoforged complex box–type component of 2A12 aluminum alloy. Mater. Des. 2020, 193, 108859. [Google Scholar] [CrossRef]
- Roy, S.B.Y.; Allard, L.F.; Rodriguez, A.; Porter, W.D.; Shyam, A. Comparative evaluation of cast aluminum alloys for automotive cylinder heads: Part II–mechanical and thermal properties. Metall. Mater. Trans. A 2017, 48, 2543–2562. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Strengthening of an Al–Cu–Sn alloy by deformation–resistant precipitate plates. Acta Mater. 2008, 56, 3490–3501. [Google Scholar] [CrossRef]
- Grushko, B.; Mi, S.B. Al–rich region of Al–Cu–Mn. J. Alloys Compd. 2016, 688, 957–963. [Google Scholar] [CrossRef]
- Chen, M.; Kattamis, T.Z. Dendrite coarsening during directional solidification of Al–Cu–Mn alloys. Mater. Sci. Eng. A 1998, 247, 239–247. [Google Scholar] [CrossRef]
- Li, S.Y.; Zhang, J.; Yang, J.L.; Deng, Y.L.; Zhang, X.M. Influence of Mg contents on aging precipitation behavior of Al–3.5Cu–xMg Alloy. Acta Metall. Sin. Engl. Lett. 2014, 27, 107–114. [Google Scholar] [CrossRef]
- da Costa Teixeira, J.; Cram, D.G.; Bourgeois, L.; Bastow, T.J.; Hill, A.J.; Hutchinson, C.R. On the strengthening response of aluminum alloys containing shear–resistant plate–shaped precipitates. Acta Mater. 2008, 56, 6109–6122. [Google Scholar] [CrossRef]
- Cheng, S.; Zhao, Y.H.; Zhu, Y.T.; Ma, E. Optimizing the strength and ductility of fine structured 2024 Al alloy by nano–precipitation. Acta Mater. 2007, 55, 5822–5832. [Google Scholar] [CrossRef]
- Rakhmonov, J.; Liu, K.; Pan, L.; Breton, F.; Chen, X.G. Enhanced mechanical properties of high–temperature–resistant Al–Cu cast alloy by microalloying with Mg. J. Alloys Compd. 2020, 827, 154305. [Google Scholar] [CrossRef]
- Mondol, S.; Makineni, S.K.; Kumar, S.; Chattopadhyay, K. Enhancement of high temperature strength of 2219 alloys through small additions of Nb and Zr and a novel heat treatment. Metall. Mater Trans. A 2018, 49, 3047–3057. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high–strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Malopheyev, S.; Kulitskiy, V.; Kaibyshev, R. Deformation structures and strengthening mechanisms in an Al–Mg–Sc–Zr alloy. J. Alloys Compd. 2017, 698, 957–966. [Google Scholar] [CrossRef]
- Zhang, M.S.; Wang, J.S.; Wang, B.; Xue, C.P.; Liu, X.G. Quantifying the effects of Sc and Ag on the microstructure and mechanical properties of Al–Cu alloys. Mater. Sci. Eng. A 2022, 831, 142355. [Google Scholar] [CrossRef]
- Ma, K.K.; Wen, H.M.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation–strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Bai, S.; Huang, T.; Xu, H.; Yi, X.L. Effects of small Er addition on the microstructural evolution and strength properties of an Al–Cu–Mg–Ag alloy aged at 200 °C. Mater. Sci. Eng. A 2019, 764, 138310. [Google Scholar] [CrossRef]
- Gilmore, D.L.; Starke, E.A. Trace element effects on precipitation processes and mechanical properties in an Al–Cu–Li alloy. Metall. Mater. Trans. A 1997, 28, 1399–1415. [Google Scholar] [CrossRef]
- Bhat, T.B.; Arunachalam, V.S. Strengthening mechanisms in alloys. Proc. Indian Natl. Sci. Acad. 1980, 3, 275–296. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Microstructural design of high–strength aluminum alloys. J. Phase Equilib. 1998, 19, 543–551. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Cu | Mn | Mg | Al |
|---|---|---|---|---|
| 0 wt.% Mn | 4.81 | – | 0.29 | Bal. |
| 0.5 wt.% Mn | 4.89 | 0.41 | 0.27 | Bal. |
| 0.7 wt.% Mn | 4.78 | 0.65 | 0.30 | Bal. |
| 0.9 wt.% Mn | 4.86 | 0.83 | 0.33 | Bal. |
| 1.1 wt.% Mn | 4.92 | 1.07 | 0.32 | Bal. |
| Alloy | Precipitates | (nm) | (nm) | (μm−3) | (%) |
|---|---|---|---|---|---|
| 0 wt.% Mn | θ″ | 34.3 | 2.7 | 9165 | 1.88 |
| 0.7 wt.% Mn | TMn | 598.5 | 112.0 | 19.37 | 4.23 |
| θ″ | 28.3 | 2.7 | 6515 | 1.04 | |
| 1.1 wt.% Mn | TMn | 576.4 | 124.7 | 27.3 | 6.01 |
| θ″ | 30.2 | 2.8 | 3352 | 0.65 |
| Alloys | Elements (wt.%) | |||
|---|---|---|---|---|
| Al | Cu | Mg | Mn | |
| 0 wt.% Mn | 95.35 | 4.31 | 0.34 | – |
| 0.7 wt.% Mn | 95.28 | 4.03 | 0.33 | 0.36 |
| 1.1 wt.% Mn | 95.46 | 3.77 | 0.36 | 0.41 |
| Alloys | , MPa | Grain-Boundary , MPa | , MPa | , MPa | , MPa |
|---|---|---|---|---|---|
| 0 wt.% Mn | 65.8 | 17.9 | 186.2 | 279.9 | 300.1 |
| 0.7 wt.% Mn | 68.6 | 19.2 | 209.1 | 301.0 | 346.2 |
| 1.1 wt.% Mn | 67.4 | 21.2 | 197.7 | 296.3 | 334.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Hao, Q.; Li, X.; Yu, W.; Xue, Y. Coupled Precipitation of Dual-Nanoprecipitates to Optimize Microstructural and Mechanical Properties of Cast Al–Cu–Mg–Mn Alloys via Modulating the Mn Contents. Nanomaterials 2023, 13, 3038. https://doi.org/10.3390/nano13233038
Zhang H, Hao Q, Li X, Yu W, Xue Y. Coupled Precipitation of Dual-Nanoprecipitates to Optimize Microstructural and Mechanical Properties of Cast Al–Cu–Mg–Mn Alloys via Modulating the Mn Contents. Nanomaterials. 2023; 13(23):3038. https://doi.org/10.3390/nano13233038
Chicago/Turabian StyleZhang, Han, Qitang Hao, Xinlei Li, Wentao Yu, and Yanqing Xue. 2023. "Coupled Precipitation of Dual-Nanoprecipitates to Optimize Microstructural and Mechanical Properties of Cast Al–Cu–Mg–Mn Alloys via Modulating the Mn Contents" Nanomaterials 13, no. 23: 3038. https://doi.org/10.3390/nano13233038