
Low-Cost Manufacturing of Monolithic Resonant Piezoelectric Devices for Energy Harvesting Using 3D Printing

Abstract
:1. Introduction
2. Material and Methods
2.1. Structural and Functional Materials
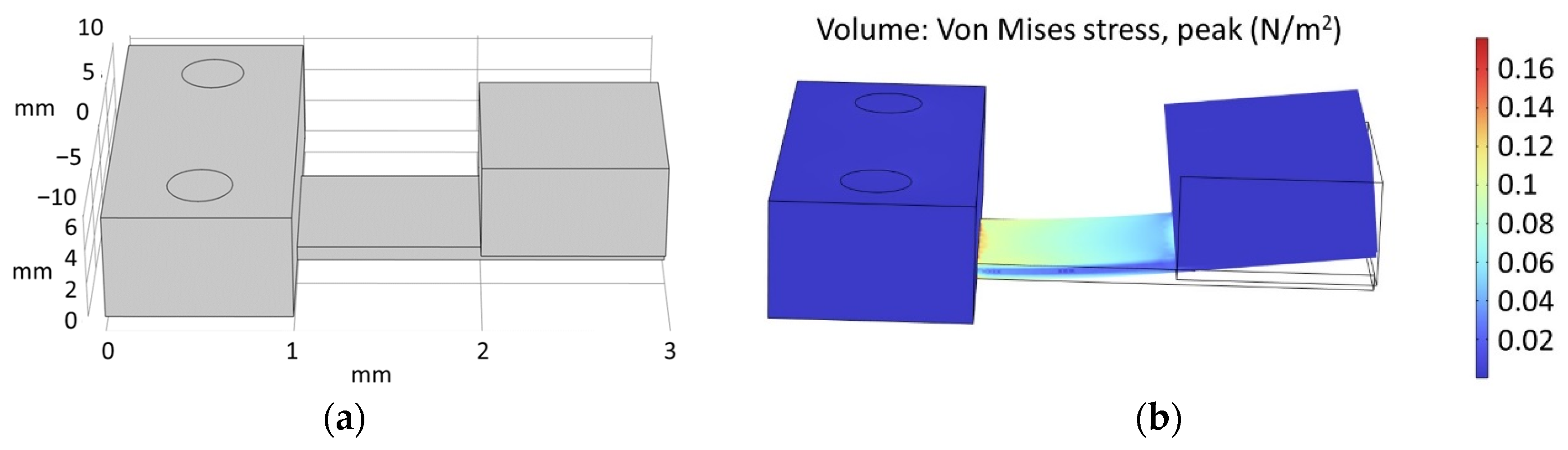
2.2. Finite Element Modelling
2.3. Manufacturing Process and Characterizations
3. Results
3.1. Design of the Harvester
3.1.1. Definition Fixed Parameters
3.1.2. Device Structure
3.2. Shape Optimizations and Finite Elements Modeling
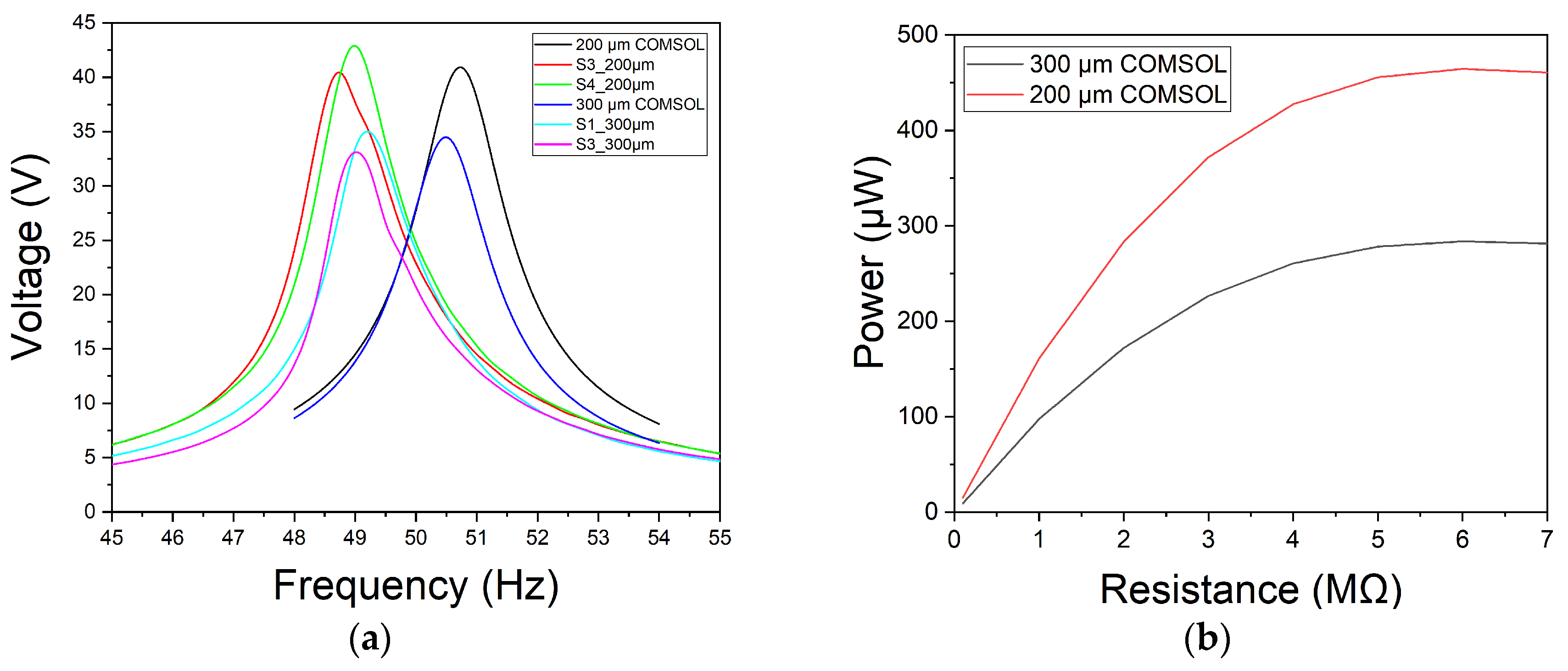
3.2.1. Obtaining Resonance Frequency
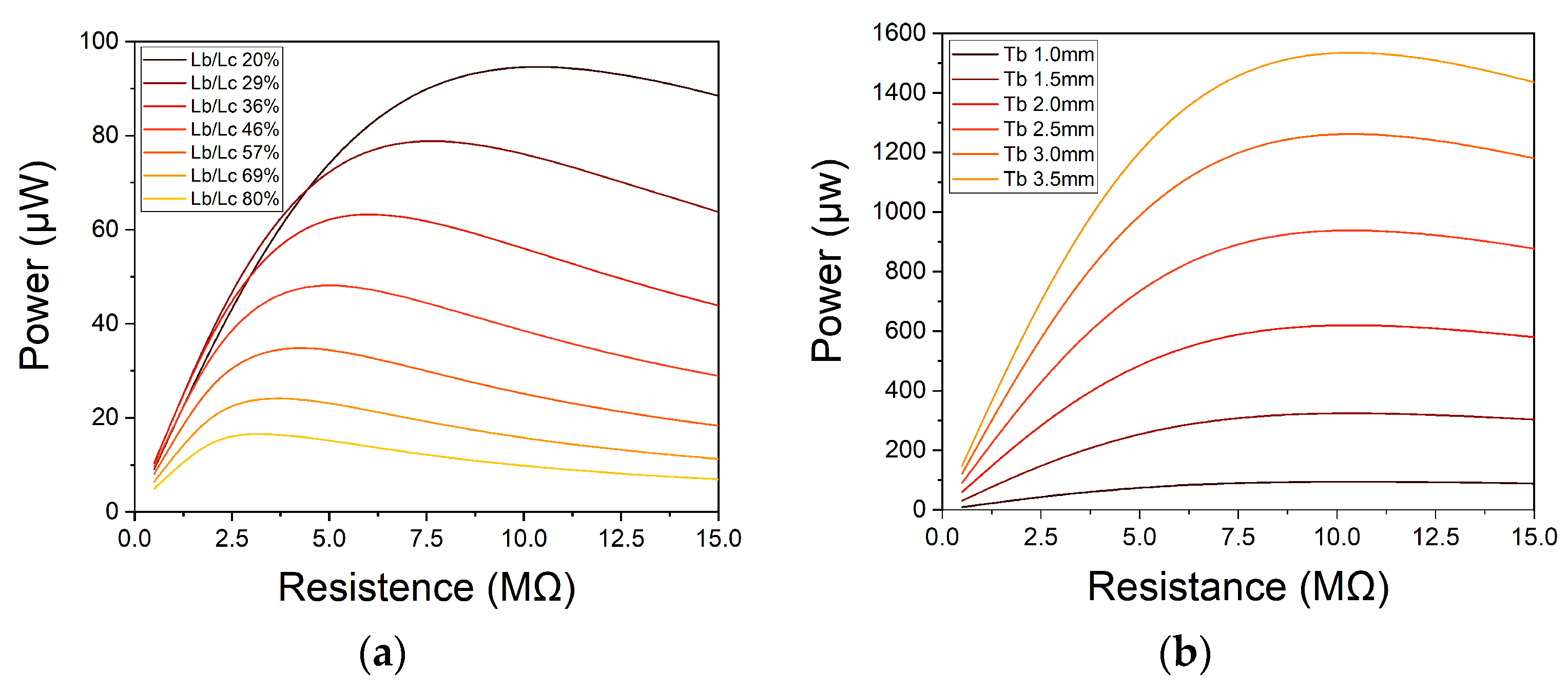
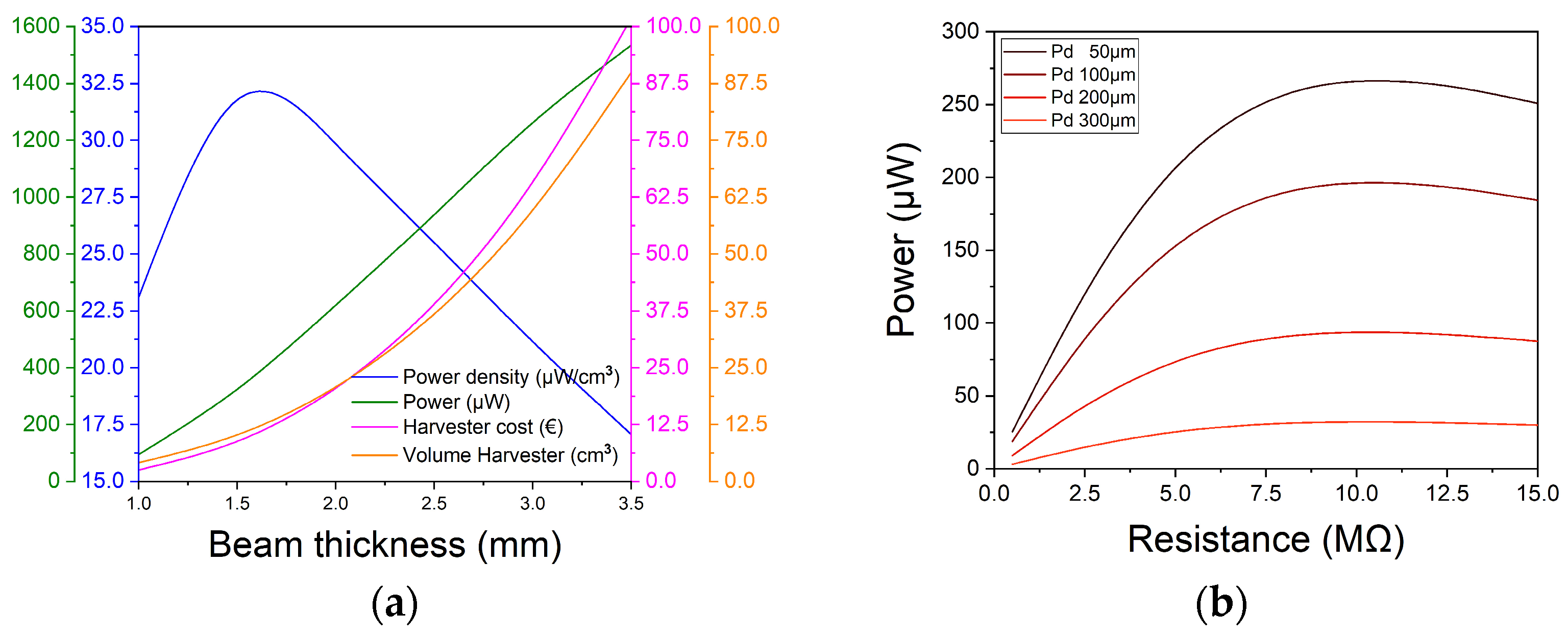
3.2.2. Study of Generated Power
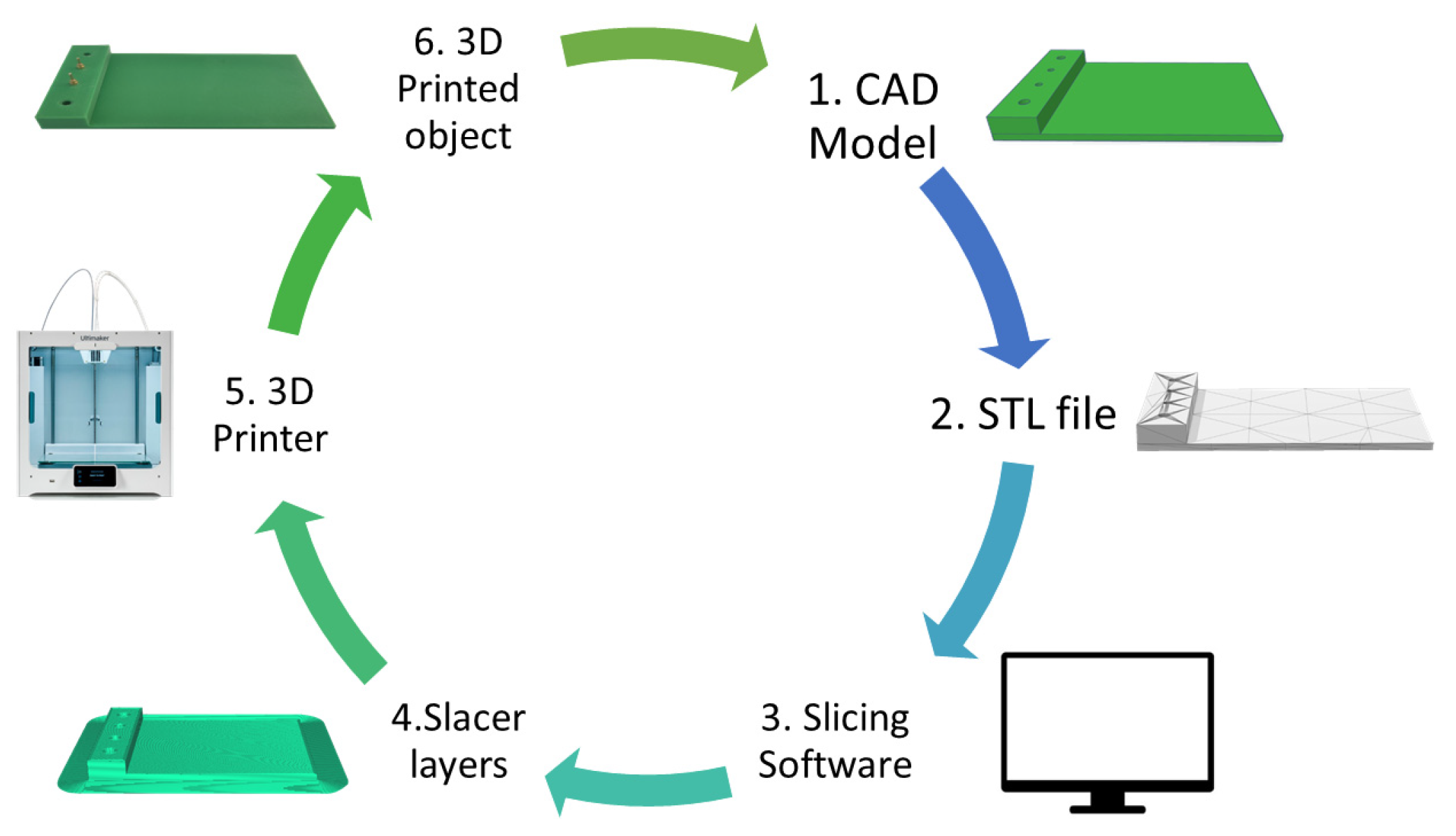
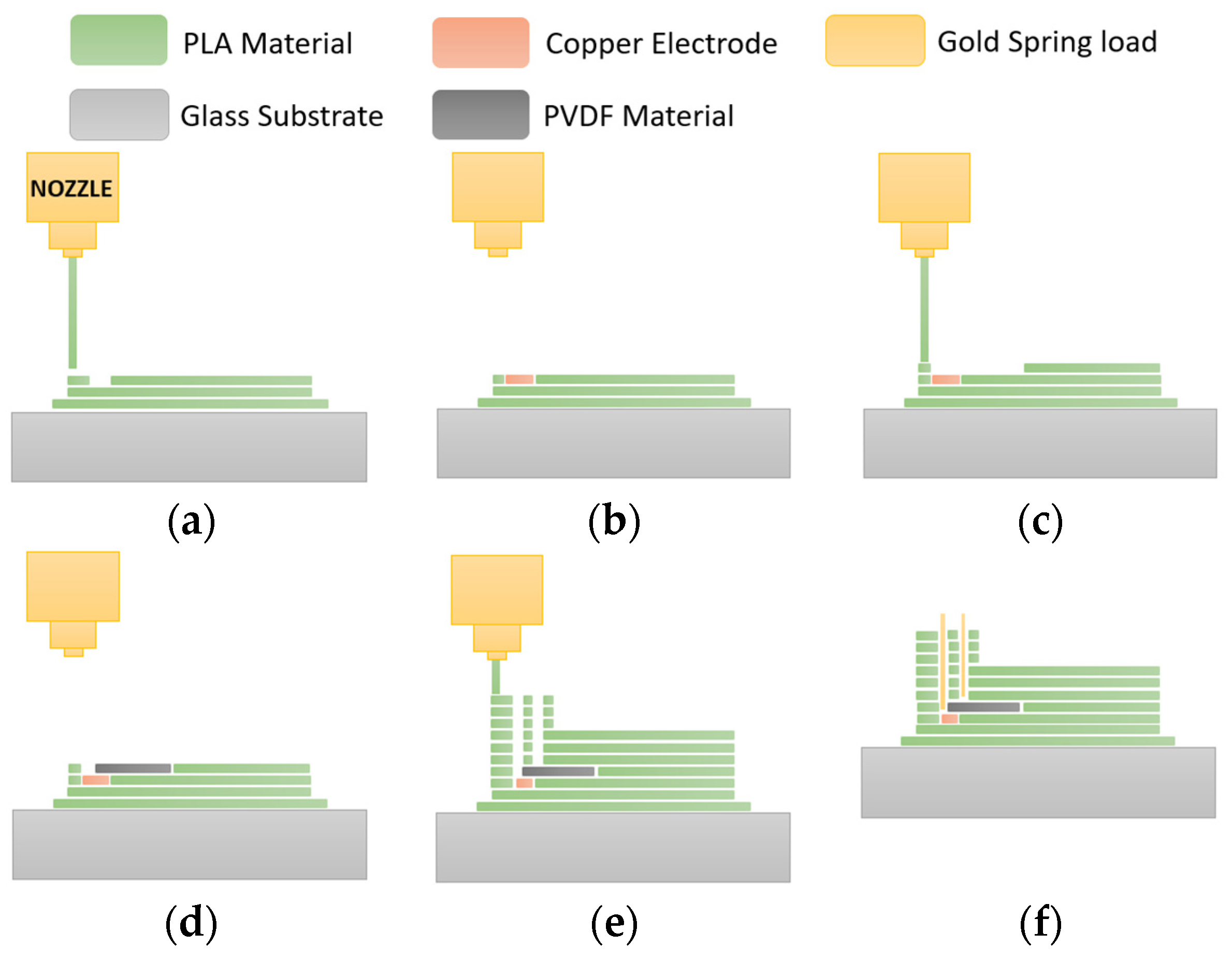
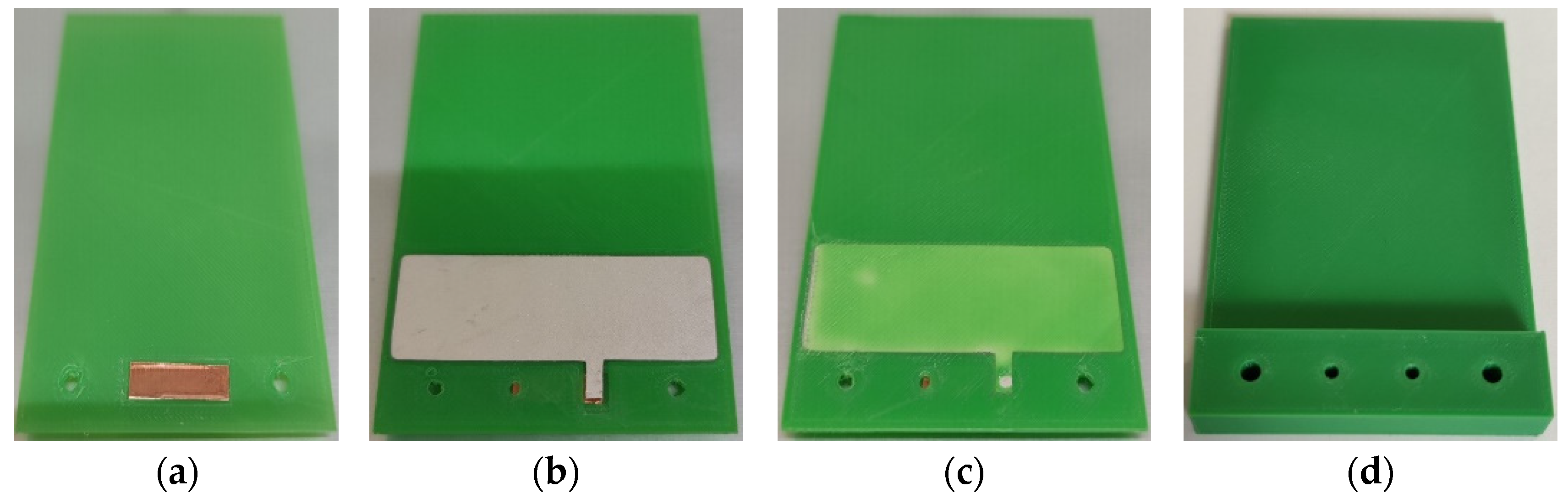
3.3. Manufacturing Process
3.4. Characterization
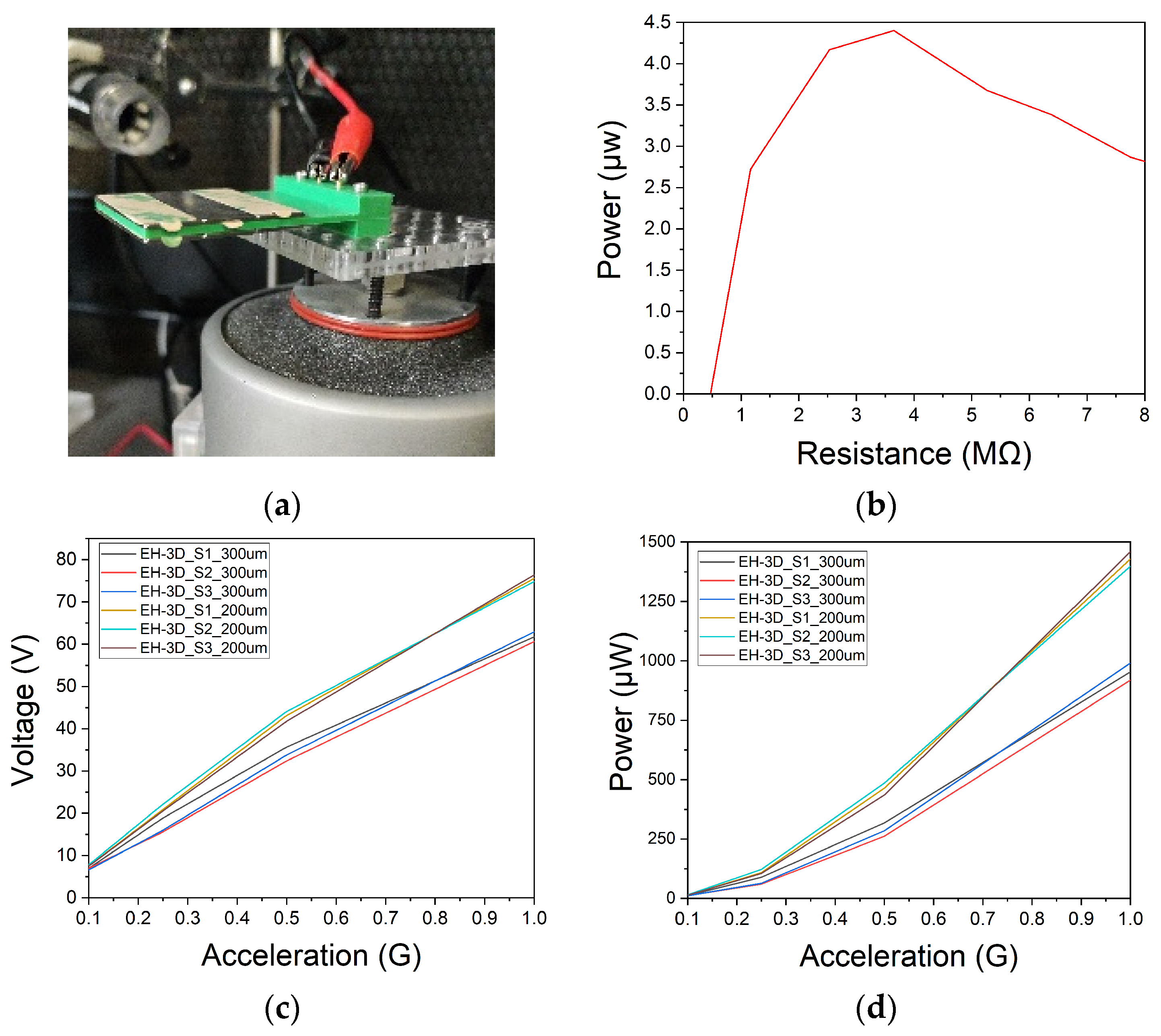
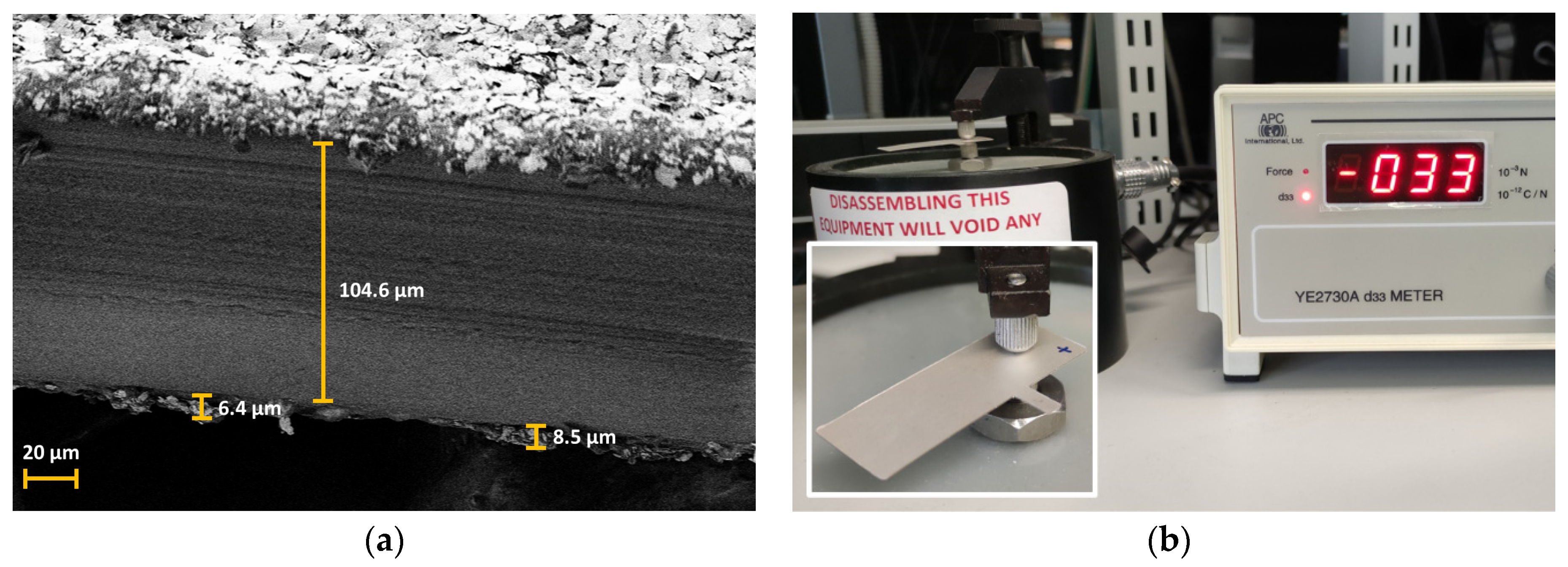
3.4.1. Electrical Characterization
3.4.2. Physical Characterization of PVDF Material
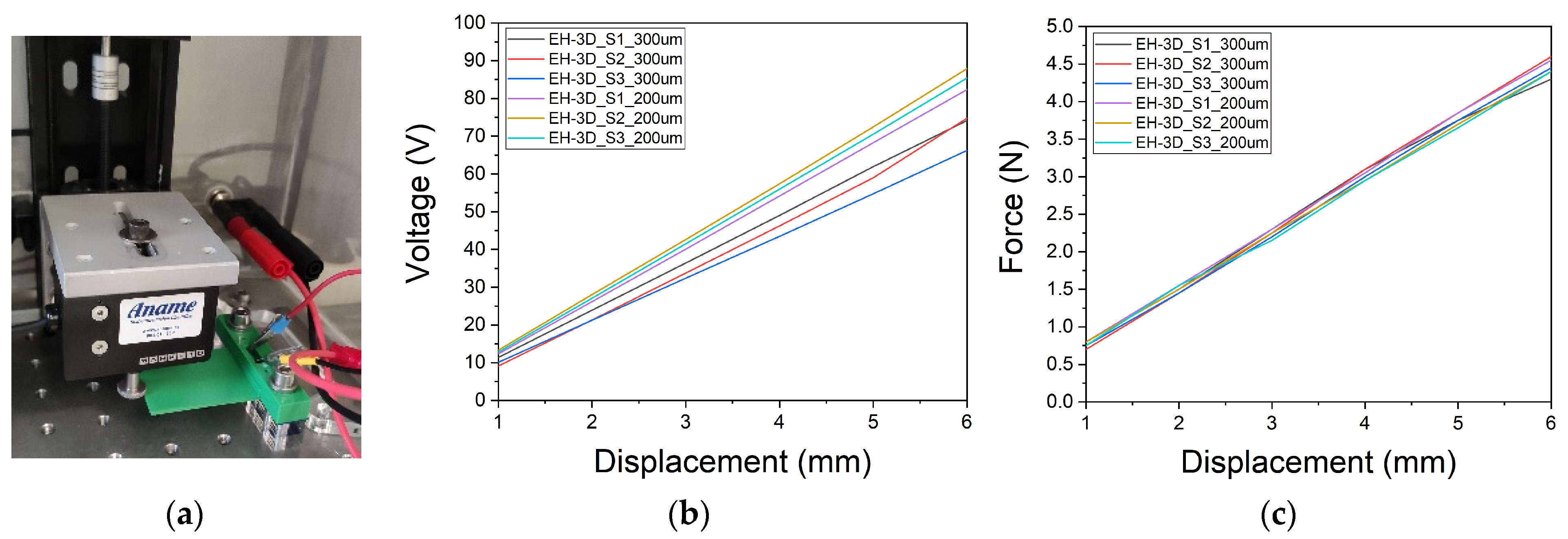
3.4.3. Material Measurement of Young’s Modulus of Our Harvester
3.5. Finite Elements Simulation
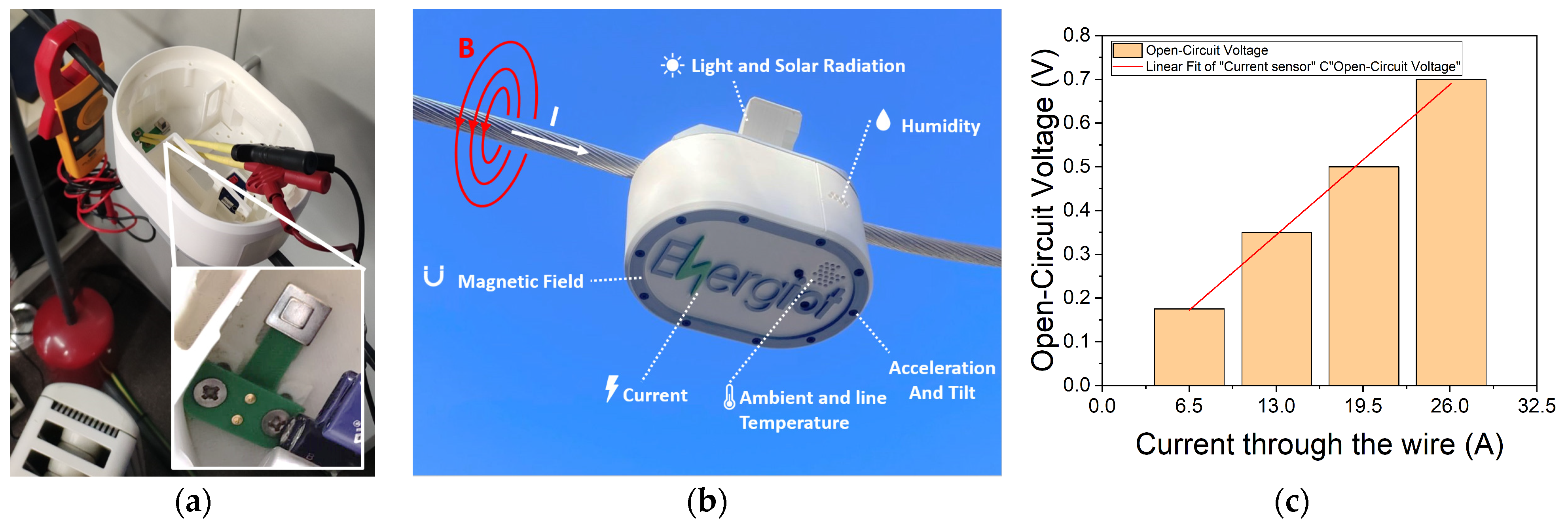
3.6. Example of Application
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yau, C.-W.; Kwok, T.T.-O.; Lei, C.-U.; Kwok, Y.-K. Energy Harvesting in Internet of Things. In Internet of Everything: Algorithms, Methodologies, Technologies and Perspectives; Springer: Berlin/Heidelberg, Germany, 2017; pp. 35–79. [Google Scholar]
- Rose, K.; Eldridge, S.; Chapin, L. The Internet of Things: An Overview Understanding the Issues and Challenges of a More Connected World; Internet Society: Reston, VA, USA, 2015; Volume 80. [Google Scholar]
- Probst, L.; Pedersen, B.; Dakkak-Arnoux, L. Energy harvesting to power the rise of the Internet of Things. Digit. Transform. Monit. 2017, 1–8. [Google Scholar]
- Paliwoda, B.; Krzysztof, W.; Biega, M. Internet of Things in Industry: Research Profiling, Application, Chal-lenges and Opportunities—A Review. Energies 2022, 15, 1806. [Google Scholar]
- DeFeo, C. Energy Harvesting and the Internet of Things; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Sanislav, T.; Mois, G.D.; Zeadally, S.; Folea, S.C. Energy Harvesting Techniques for Internet of Things (IoT). IEEE Access 2021, 9, 39530–39549. [Google Scholar] [CrossRef]
- Ratha, S.; Sahoo, S.; Mane, P.; Polai, B.; Sathpathy, B.; Chakraborty, B.; Nayak, S.K. Experimental and computational investigation on the charge storage performance of a novel Al2O3-reduced graphene oxide hybrid electrode. Sci. Rep. 2023, 13, 5283. [Google Scholar] [CrossRef]
- Sahoo, S.; Ratha, S.; Rout, C.S.; Nayak, S.K. Self-charging supercapacitors for smart electronic devices: A con-cise review on the recent trends and future sustainability. J. Mater. Sci. 2022, 57, 4399–4440. [Google Scholar] [CrossRef]
- Askari, H.; Hashemi, E.; Khajepour, A.; Khamesee, M.B.; Wang, Z.L. Towards self-powered sensing using nan-ogenerators for automotive systems. Nano Energy 2018, 53, 1003–1019. [Google Scholar] [CrossRef]
- Duque, M.; Leon-Salguero, E.; Sacristán, J.; Esteve, J.; Murillo, G. Optimization of a piezoelectric Energy harvester and design of a charge pump converter for CMOS-MEMS monolithic integration. Sensors 2019, 19, 1985. [Google Scholar] [CrossRef] [Green Version]
- Covaci, C.; Gontean, A. Piezoelectric Energy Harvesting Solutions: A Review. Sensors 2020, 20, 3512. [Google Scholar] [CrossRef]
- Sezer, N.; Koç, M. A comprehensive review on the state-of-the-art of piezoelectric energy harvesting. Nano Energy 2020, 80, 105567. [Google Scholar] [CrossRef]
- Sharma, S.; Kiran, R.; Azad, P.; Vaish, R. A review of piezoelectric energy harvesting tiles: Available designs and future perspective. Energy Convers. Manag. 2022, 254, 115272. [Google Scholar] [CrossRef]
- Murillo, G.; Lozano, H.; Cases-Utrera, J.; Lee, M.; Esteve, J. Improving Morphological Quality and Uniformity of Hydrothermally Grown ZnO Nanowires by Surface Activation of Catalyst Layer. Nanoscale Res. Lett. 2017, 12, 4–11. [Google Scholar] [CrossRef] [Green Version]
- Azlin, M.N.M.; Ilyas, R.A.; Zuhri, M.Y.M.; Sapuan, S.M.; Harussani, M.M.; Sharma, S.; Nordin, A.H.; Nurazzi, N.M.; Afiqah, A.N. 3D Printing and Shaping Polymers, Composites, and Nanocomposites: A Review. Polymers 2022, 14, 180. [Google Scholar] [CrossRef]
- Yun, B.K.; Kim, H.S.; Ko, Y.J.; Murillo, G.; Jung, J.H. Interdigital electrode based triboelectric nano-generator for effective energy harvesting from wáter. Nano Energy 2017, 36, 233–240. [Google Scholar]
- Wu, H.; Fahy, W.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I.U. 3D printing–A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2021, 3, 33–42. [Google Scholar] [CrossRef]
- Wu, Z.; Cheng, T.; Wang, Z.L. Self-Powered Sensors and Systems Based on Nanogenerators. Sensors 2020, 20, 2925. [Google Scholar] [CrossRef]
- Adamski, K.; Adamski, J.; Dziuban, J.A.; Walczak, R. Inkjet 3D Printed Miniature Water Turbine Energy Harvester-Flow Meter for Distributed Measurement Systems. Proceedings 2017, 1, 578. [Google Scholar] [CrossRef]
- Paranjape, M.V.; Graham, S.A.; Patnam, H.; Manchi, P.; Yu, J.S. 3D printed bidirectional rotatory hybrid nan-ogenerator for mechanical energy harvesting. Nano Energy 2021, 88, 106250. [Google Scholar] [CrossRef]
- Han, N.; Zhao, D.; Schluter, J.U.; Goh, E.S.; Zhao, H.; Jin, X. Performance evaluation of 3D printed miniature electromagnetic energy harvesters driven by air flow. Appl. Energy 2016, 178, 672–680. [Google Scholar] [CrossRef]
- Ahmed, A.; Azam, A.; Wang, Y.; Zhang, Z.; Li, N.; Jia, C.; Mushtaq, R.T.; Rehman, M.; Gueye, T.; Shahid, M.B.; et al. Additively manufactured nano-mechanical energy harvesting systems: Advancements, potential applications, challenges and future perspectives. Nano Converg. 2021, 8, 1–42. [Google Scholar] [CrossRef] [PubMed]
- Bianconi, J.; Hallett, J.; Pealo, J.; Rashidi, R. A Hybrid Piezoelectric and Inductive Rotational Energy Harvester. IOP Conf. Ser. Mater. Sci. Eng. 2019, 626, 012004. [Google Scholar] [CrossRef] [Green Version]
- Kawa, B.; Śliwa, K.; Lee, V.C.; Shi, Q.; Walczak, R. Inkjet 3D Printed MEMS Vibrational Electromagnetic Energy Harvester. Energies 2020, 13, 2800. [Google Scholar] [CrossRef]
- Mahmud, M.A.P.; Zolfagharian, A.; Gharaie, S.; Kaynak, A.; Farjana, S.H.; Ellis, A.V.; Chen, J.; Kouzani, A.Z. 3D-Printed Triboelectric Nanogenerators: State of the Art, Applications, and Challenges. Adv. Energy Sustain. Res. 2021, 2, 2000045. [Google Scholar] [CrossRef]
- Seol, M.-L.; Ivaškevičiūtė, R.; Ciappesoni, M.A.; Thompson, F.V.; Moon, D.-I.; Kim, S.J.; Han, J.-W.; Meyyappan, M. All 3D printed energy harvester for autonomous and sustainable resource utilization. Nano Energy 2018, 52, 271–278. [Google Scholar] [CrossRef]
- Gao, S.; Zhu, Y.; Chen, Y.; Tian, M.; Yang, Y.; Jiang, T.; Wang, Z.L. Self-power electroreduction of N2 into NH3 by 3D printed triboelectric nanogenerators. Mater. Today 2019, 28, 17–24. [Google Scholar] [CrossRef]
- Gawron, P.; Wendt, T.M.; Stiglmeier, L.; Hangst, N.; Himmelsbach, U.B. A Review on Kinetic Energy Harvesting with Focus on 3D Printed Electromagnetic Vibration Harvesters. Energies 2021, 14, 6961. [Google Scholar] [CrossRef]
- Al-Ashtari, W.; Hunstig, M.; Hemsel, T.; Sextro, W. Analytical determination of characteristic frequencies and equivalent circuit parameters of a piezoelectric bimorph. J. Intell. Mater. Syst. Struct. 2011, 23, 15–23. [Google Scholar] [CrossRef]
- Eggborn, T. Analytical Models to Predict Power Harvesting with Piezoelectric Materials. Master’s Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2003. Volume 5. p. 11. [Google Scholar]
- Kamel, T.M.; Elfrink, R.; Renaud, M.; Hohlfeld, D.; Goedbloed, M.; de Nooijer, C.; Jambunathan, M.; van Schaijk, R. Modeling and characterization of MEMS-based piezoelectric harvesting devices. J. Micromech. Microeng. 2010, 20, 105023. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lb (mm) | Lm (mm) | Lc (mm) | Ratio Lb/Lc (%) | Frequency (Hz) |
|---|---|---|---|---|
| 41.20 | 10.00 | 51.20 | 80 | 50.04 |
| 33.10 | 15.00 | 48.10 | 69 | 49.95 |
| 26.80 | 20.00 | 46.80 | 57 | 50.02 |
| 21.60 | 25.00 | 46.60 | 46 | 50.00 |
| 17.15 | 30.00 | 47.15 | 36 | 50.01 |
| 13.35 | 35.00 | 45.35 | 29 | 50.05 |
| 10.20 | 40.00 | 50.20 | 20 | 49.99 |
| Tb (mm) | Tm (mm) | Power (µW) | Volume (cm3) | Power Density (µW/cm3) |
|---|---|---|---|---|
| 1.00 | 1.00 | 95 | 4.10 | 23.08 |
| 1.50 | 3.48 | 324 | 10.20 | 31.77 |
| 2.00 | 8.13 | 620 | 20.80 | 29.85 |
| 2.50 | 15.46 | 938 | 36.80 | 25.50 |
| 3.00 | 26.12 | 1261 | 59.60 | 21.15 |
| 3.50 | 40.40 | 1534 | 89.90 | 17.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duque, M.; Murillo, G. Low-Cost Manufacturing of Monolithic Resonant Piezoelectric Devices for Energy Harvesting Using 3D Printing. Nanomaterials 2023, 13, 2334. https://doi.org/10.3390/nano13162334
Duque M, Murillo G. Low-Cost Manufacturing of Monolithic Resonant Piezoelectric Devices for Energy Harvesting Using 3D Printing. Nanomaterials. 2023; 13(16):2334. https://doi.org/10.3390/nano13162334
Chicago/Turabian StyleDuque, Marcos, and Gonzalo Murillo. 2023. "Low-Cost Manufacturing of Monolithic Resonant Piezoelectric Devices for Energy Harvesting Using 3D Printing" Nanomaterials 13, no. 16: 2334. https://doi.org/10.3390/nano13162334