
FIB-DIC Residual Stress Evaluation in Shot Peened VT6 Alloy Validated by X-ray Diffraction and Laser Speckle Interferometry

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparations
2.2. X-ray Diffraction () Method
2.3. Mechanical Hole Drilling and Laser Speckle Interferometry
2.4. Nanoindentation Technique
2.5. FIB-SEM Studies: Microscopy, EBSD and FIB-DIC Ring-Core Drilling
2.6. DIC Processing
3. Results and Discussion
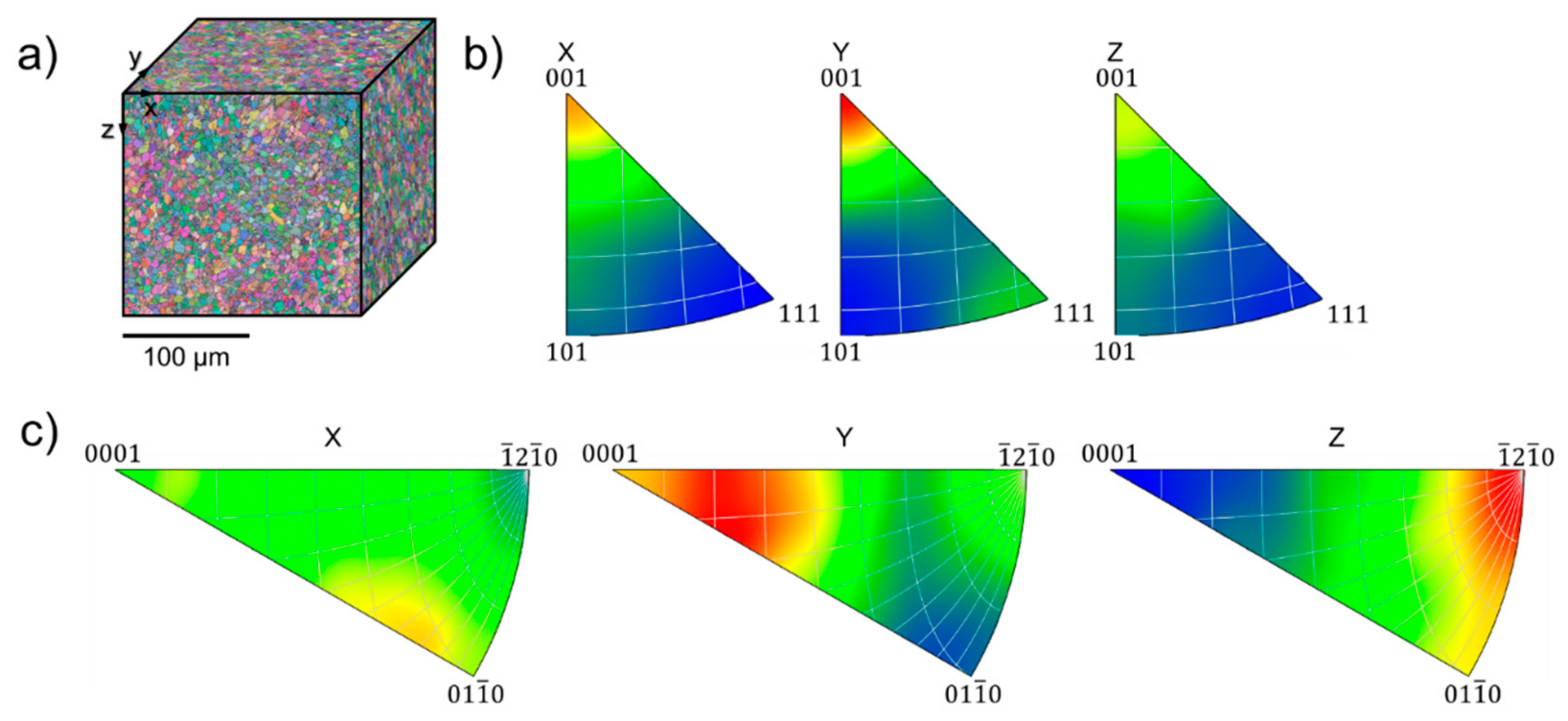
3.1. Structure Characteristics
3.2. Macroscopic Mechanical Hole Drilling
3.3. Hardness Measurements
3.4. X-ray Diffraction Evaluation of Residual Stresses
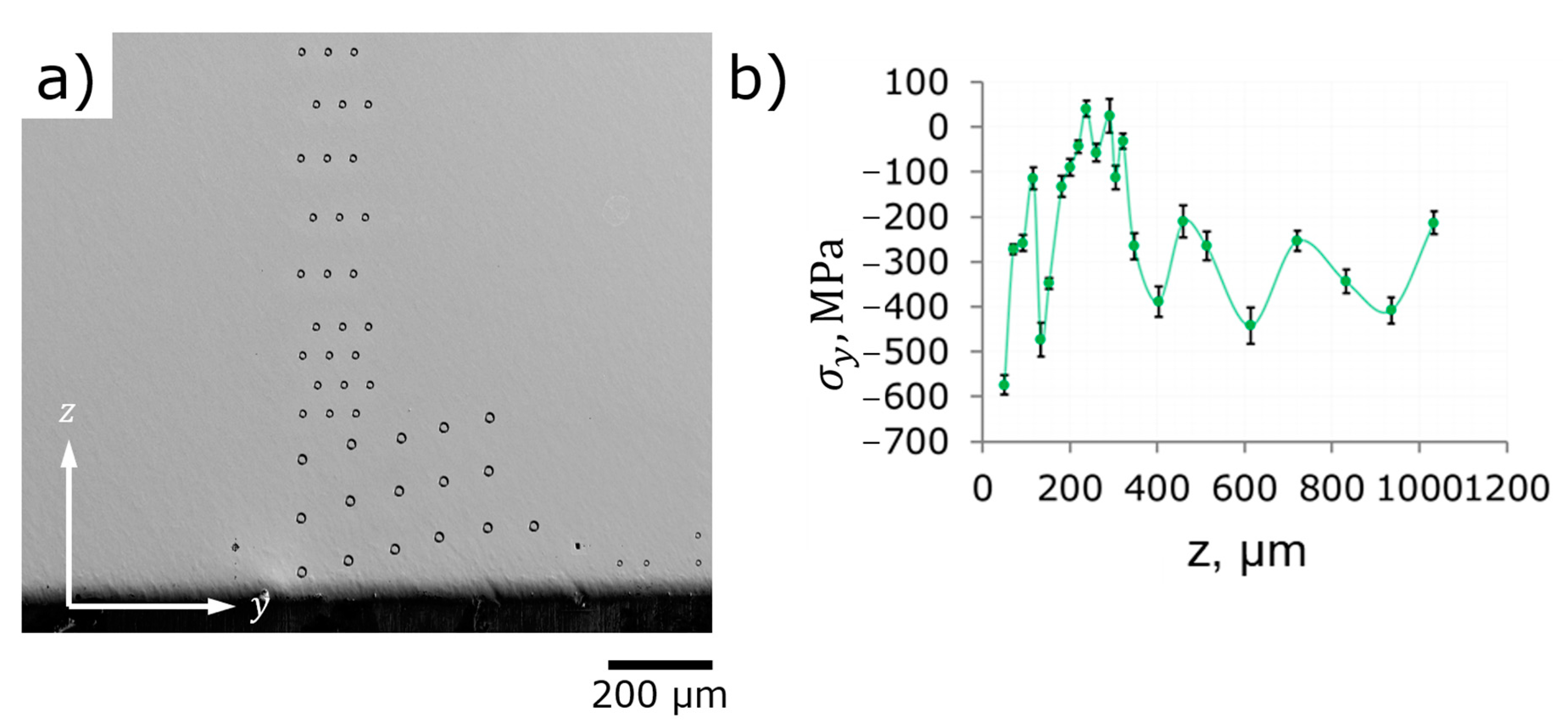
3.5. Residual Stresses atthe Microscopic Level—FIB-DIC Evaluation Results
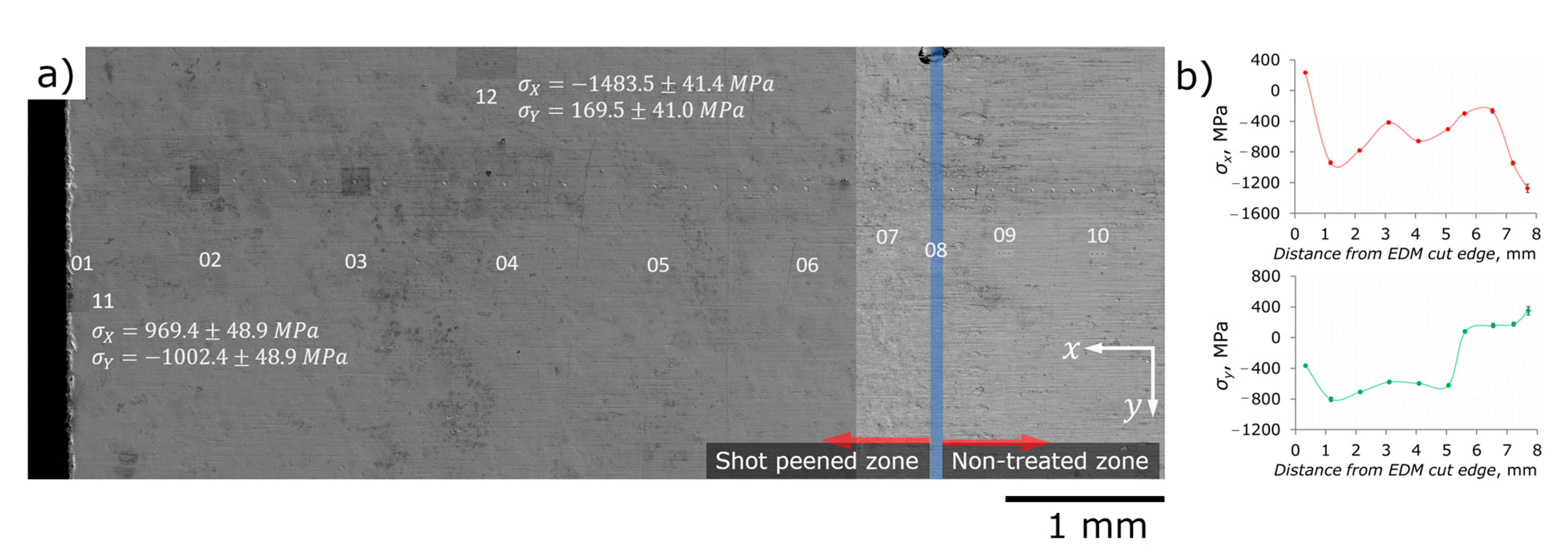
- Locations 02…06 show approximately equal values of compressive residual stresses and in both principal directions in the range of −800…−400 MPa. This is in good agreement with the estimations of the X-ray measurements.
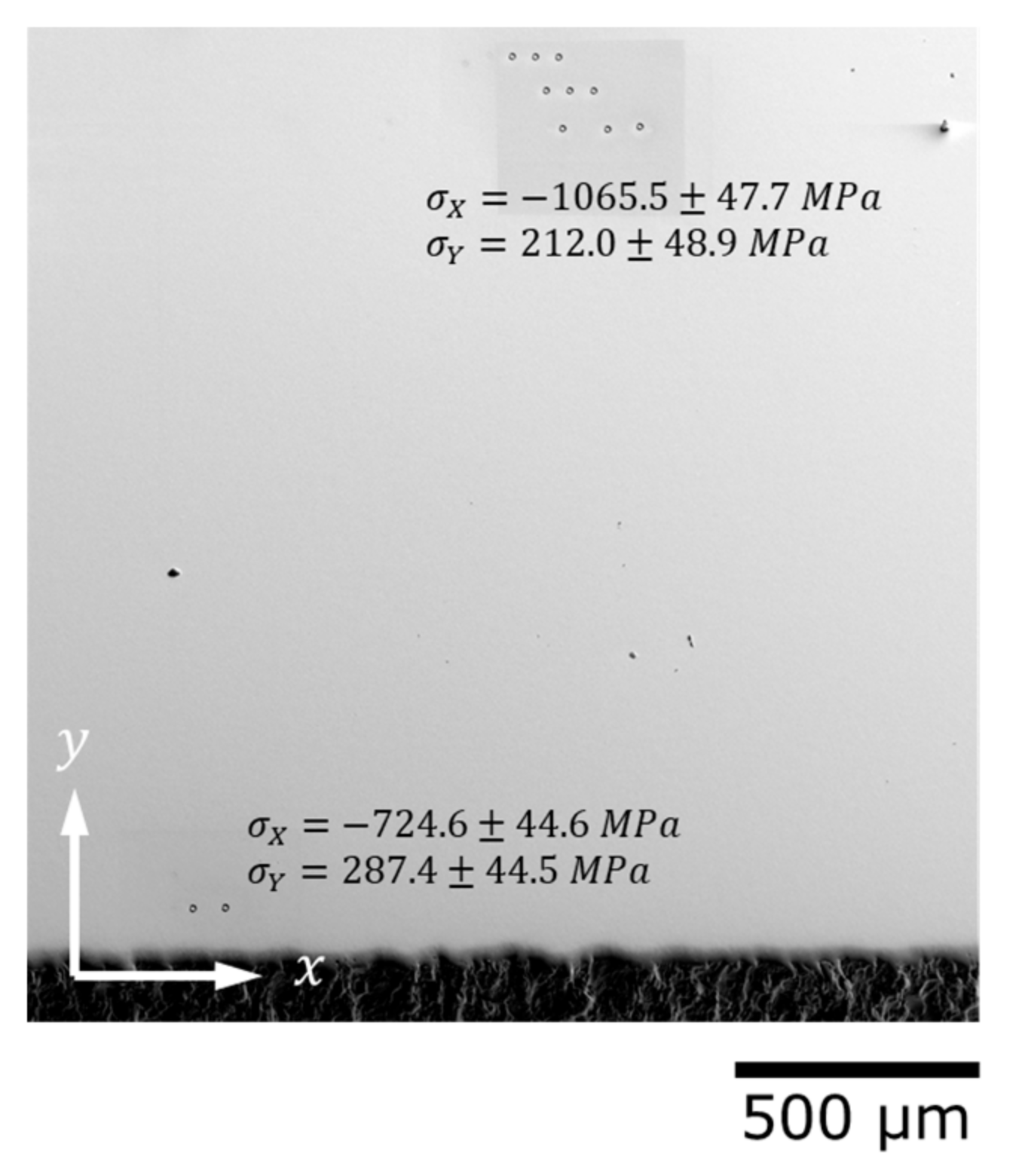
- Locations 07…10 as well as 11 and 12 where some peculiarities of sample geometry or treatment are undoubtedly present—edges or boundary of shot peened and non-treated areas—reveal strong asymmetry of residual stresses. This asymmetry means both different signs of stresses and enormous absolute difference in the values of stresses—for at least 1600 MPa. Location 01 also shows different signs of and , but absolute difference is somewhat smaller—of about 600 MPa.
- At the edges, tensile stresses exist.
- The boundary between shot peened and non-treated areas from a residual stresses’ point of view occurs much broader than that which can be recognized from the difference in surface appearance. Considering the locations 07…10 as belonging to the boundary area, the width of this area may be assessed as 2 mm (2 shot peening balls diameters).
4. Conclusions
- (1)
- It is hard to adequately study thin and slim shot peened samples by a macroscopic hole drilling method due to big size of drills because thin subsurface layers seem to be held out of relaxation by core layers of the material.
- (2)
- The X-ray diffraction method demonstrated a good agreement with the FIB core-ring drilling approach. Both methods returned high values of compressive residual stresses of about −500 MPa.
- (3)
- It was found that the FIB core-ring method is a favorable method of residual stress evaluation when fine details (as well as thin and slim samples or small cross-sections) of residual stress spatial distribution or depth profiles are wanted to be characterized. It also allows the detection of relaxation and stress redistribution effects close to the geometrical or physical peculiarities of a sample—edges, cuts, and transition zones.
- (4)
- We proved that the FIB core-ring method fairly agrees with the X-ray diffraction method (own data) and hole drilling method (literature data) in terms of signs, values, and depth profiles.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mugwagwa, L.; Yadroitsava, I.; Makoana, N.W.; Yadroitsev, I. Residual stress in laser powder bed fusion. Fundamentals of Laser Powder Bed Fusion of Metals. Addit. Manuf. Mat. Tech. 2021, 245–276. [Google Scholar] [CrossRef]
- Manchoul, S.; Sghaier, R.B.; Seddik, R.; Fathallah, R. Comparison between conventional shot peening and ultrasonic shot peening. Mech. Ind. 2018, 19, 603. [Google Scholar] [CrossRef]
- Korsunsky, A.M. The modelling of residual stresses due to surface peening using eigenstrain distributions. J. Strain Anal. 2005, 40, 817–824. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Winiarski, B.; Benedetti, M.; Fontanari, V.; Allahkarami, M.; Hanan, J.C.; Withers, P.J. High spatial resolution evaluation of residual stresses in shot peened specimens containing sharp and blunt notches by micro-hole drilling, micro-slot cutting and micro-X-ray diffraction methods. Exp. Mech. 2016, 56, 1449–1463. [Google Scholar] [CrossRef] [Green Version]
- Salvati, E.; Benedetti, M.; Sui, T.; Korsunsky, A.M. Residual stress measurement on shot peened samples using FIB-DIC. In Proceedings of the “Conference of SEM”, Costa Mesa, CA, USA, 8–11 June 2015. [Google Scholar]
- Everaerts, J.; Song, X.; Nagarajan, B.; Korsunsky, A.M. Evaluation of macro- and microscopic residual stresses in laser shock-peened titanium alloy by FIB-DIC ring-core milling with different core diameters. Surf. Coat. Tech. 2018, 349, 719–724. [Google Scholar] [CrossRef]
- Korsunsky, A.M.; Sebastiani, M.; Bemporad, E. Focused ion beam ring drilling for residual stress evaluation. Mat. Lett. 2009, 63, 1961–1963. [Google Scholar] [CrossRef]
- Salvati, E.; Korsunsky, A.M. An analysis of macro- and micro-scale residual stresses of Type I, II and III using FIB-DIC micro-ring-core milling and crystal plasticity FE modelling. Int. J. Plast. 2017, 98, 123–138. [Google Scholar] [CrossRef]
- Everaerts, J.; Salvati, E.; Korsunsky, A.M. Nanoscale Depth profiling of residual stresses due to fine surface finishing. Adv. Mater. Interfaces 2019, 6, 1900947. [Google Scholar] [CrossRef]
- Schajer, G.S. Advances in hole-drilling residual stress measurement. Exp. Mech. 2010, 50, 159–168. [Google Scholar] [CrossRef]
- Pisarev, V.S.; Odintsev, I.N.; Eleonsky, S.I.; Apalkov, A.A. Residual stress determination by optical interferometric measurements of hole diameter increments. Opt. Las. Eng. 2018, 110, 437–456. [Google Scholar] [CrossRef]
- Pisarev, V.S.; Eleonsky, S.I.; Chernov, A.V. Residual stress determination in orthotropic composites by displacement measurements near through hole. Exp. Mech. 2015, 55, 1225–1238. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Yetna, N.M.; Roudet, F.; Idriss, M.; Bartier, O.; Chicot, D. Work-of-indentation coupled to contact stiffness for calculating elastic modulus by instrumented indentation. Mech. Mater. 2016, 94, 170–179. [Google Scholar] [CrossRef]
- Lord, J.; Cox, D.; Ratzke, A.; Sebastiani, M.; Korsunsky, A.; Mughal, M.; Salvati, E. A Good Practice Guide for Measuring Residual Stresses Using FIB-DIC. Nat. Phys. Lab. 2018. Available online: https://eprintspublications.npl.co.uk/7807/ (accessed on 2 March 2022).
- Senn, M. Digital Image Correlation and Tracking. Available online: https://www.mathworks.com/matlabcentral/fileexchange/50994-digital-image-correlation-and-tracking (accessed on 20 January 2022).
- Korsunsky, A.M. A critical discussion of the sin2Ψ stress measurement technique. Mat. Sci. Forum 2008, 571, 219–224. [Google Scholar] [CrossRef]
- Uzun, F.; Everaerts, J.; Brandt, L.R.; Kartal, M.; Salvati, E.; Korsunsky, A.M. The inclusion of short-transverse displacements in the eigenstrain reconstruction of residual stress and distortion in in740h weldments. J. Manuf. Processes 2018, 36, 601–612. [Google Scholar] [CrossRef]
- Gurova, T.; Teodosio, J.R.; Rebello, J.M.A.; Monin, V. Model for the variation of the residual stress state during plastic deformation under uniaxial tension. J. Strain Anal. Eng. Des. 1998, 33, 367–372. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Peak Position, 2θ Degree | Residual Stress, MPa | Correlation Coefficient | |||||
|---|---|---|---|---|---|---|---|---|
| X-ray 1 (along the sample’s axis) | (212) | 120.2 | 120.2 | 120.3 | 120.7 | 120.8 | −1330.1 | 0.97 |
| (105) | 122.6 | 122.6 | 122.7 | 122.9 | 123.1 | −964.6 | 0.98 | |
| (β-321) | 127.1 | 127.1 | 127.3 | 127.4 | 127.6 | −907.8 | 0.99 | |
| X-ray 1 back side (along the sample’s axis) | (212) | 120.3 | 120.3 | 120.3 | 120.6 | 120.9 | −1318.9 | 0.97 |
| (105) | 122.6 | 122.6 | 122.6 | 122.8 | 123.1 | −1011.3 | 0.95 | |
| (β-321) | 127.3 | 127.0 | 127.2 | 127.2 | 127.6 | −522.6 | 0.73 | |
| X-ray 1 (along the sample’s axis) | (212) | 120.4 | 120.3 | 120.5 | 120.4 | 121.1 | −1273.1 | 0.86 |
| (105) | 122.7 | 122.7 | 122.8 | 122.8 | 123.2 | −931.9 | 0.89 | |
| (β-321) | 126.7 | 127.1 | 127.2 | 127.2 | 127.8 | −1794.1 | 0.91 | |
| X-ray 1 back side (along the sample’s axis) | (212) | 120.3 | 120.3 | 120.3 | 120.6 | 120.1 | −1478.4 | 0.98 |
| (105) | 122.6 | 122.6 | 122.7 | 122.9 | 123.2 | −1002.4 | 0.96 | |
| (β-321) | 127.1 | 127.1 | 127.1 | 127.5 | 127.7 | −1042.8 | 0.97 | |
| X-ray 2 (along the sample’s axis) | (212) | 121.0 | 120.9 | 120.8 | 120.9 | 120.9 | 118.9 | 0.34 |
| (105) | 123.1 | 123.1 | 123.1 | 123.1 | 123.1 | −34.3 | 0.40 | |
| (β-321) | 127.7 | 127.6 | 127.7 | 127.6 | 127.7 | 32.3 | 0.06 | |
| X-ray 2 (along the sample’s axis) | (212) | 120.7 | 120.7 | 120.7 | 120.7 | 120.8 | 237.3 | 0.86 |
| (105) | 122.9 | 122.9 | 122.9 | 122.9 | 122.9 | 291.0 | 0.87 | |
| (β-321) | 127.5 | 127.6 | 127.5 | 127.5 | 127.6 | 97.3 | 0.21 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somov, P.A.; Statnik, E.S.; Kan, Y.; Pisarev, V.S.; Eleonsky, S.I.; Ozherelkov, D.Y.; Salimon, A.I. FIB-DIC Residual Stress Evaluation in Shot Peened VT6 Alloy Validated by X-ray Diffraction and Laser Speckle Interferometry. Nanomaterials 2022, 12, 1235. https://doi.org/10.3390/nano12071235
Somov PA, Statnik ES, Kan Y, Pisarev VS, Eleonsky SI, Ozherelkov DY, Salimon AI. FIB-DIC Residual Stress Evaluation in Shot Peened VT6 Alloy Validated by X-ray Diffraction and Laser Speckle Interferometry. Nanomaterials. 2022; 12(7):1235. https://doi.org/10.3390/nano12071235
Chicago/Turabian StyleSomov, Pavel A., Eugene S. Statnik, Yuliya Kan, Vladimir S. Pisarev, Svyatoslav I. Eleonsky, Dmitry Yu. Ozherelkov, and Alexey I. Salimon. 2022. "FIB-DIC Residual Stress Evaluation in Shot Peened VT6 Alloy Validated by X-ray Diffraction and Laser Speckle Interferometry" Nanomaterials 12, no. 7: 1235. https://doi.org/10.3390/nano12071235