
WC-High Entropy Alloy Reinforced Long Life Self-Grinding Silage Knife Prepared by Laser Cladding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Laser Cladding
2.3. Microstructure Analysis
2.4. Hardness and Wear Resistance Analysis
2.5. Field Test
3. Experimental Results and Discussion
3.1. Optical Morphology
3.2. X-ray Diffraction Analysis
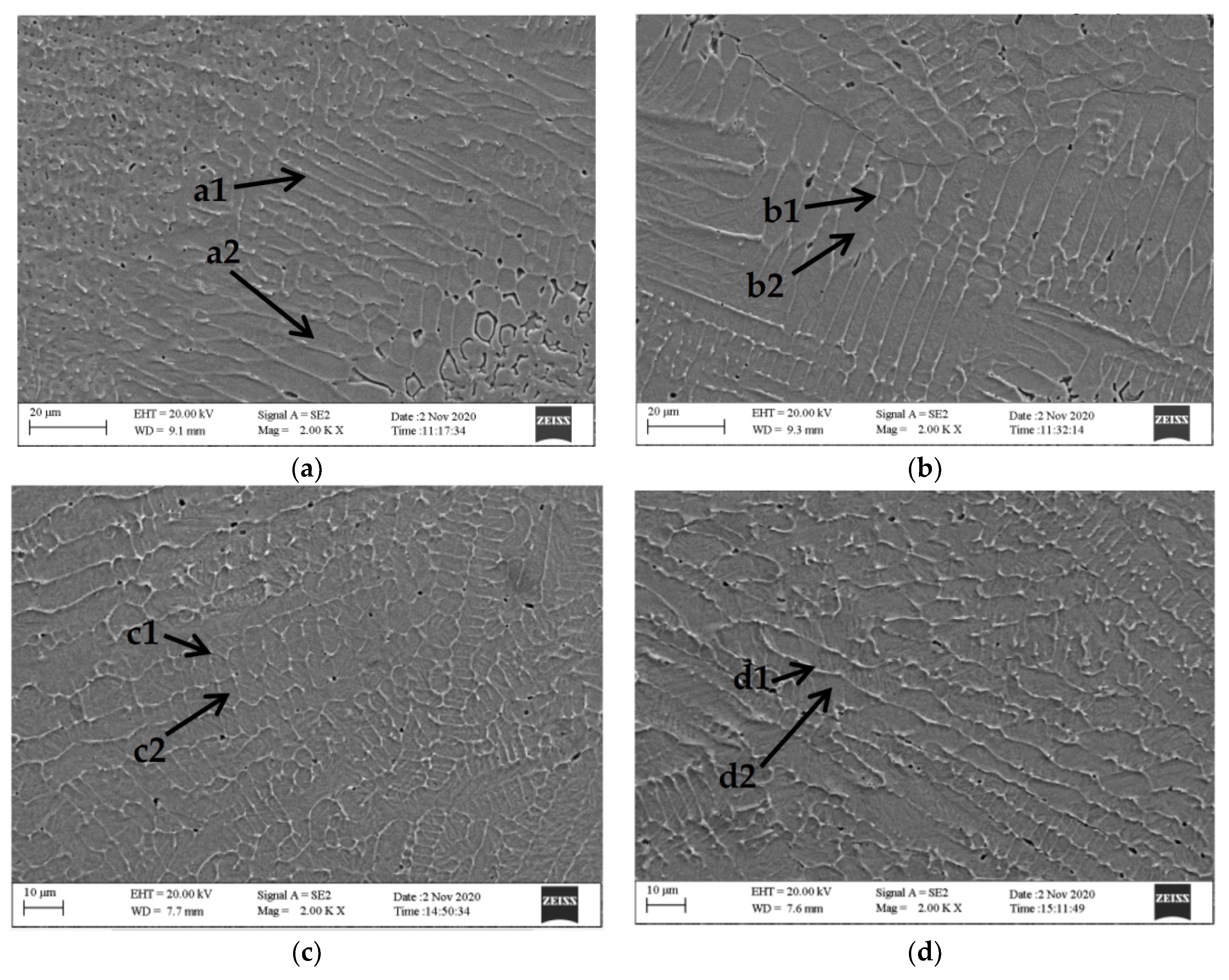
3.3. SEM and EDS Analysis
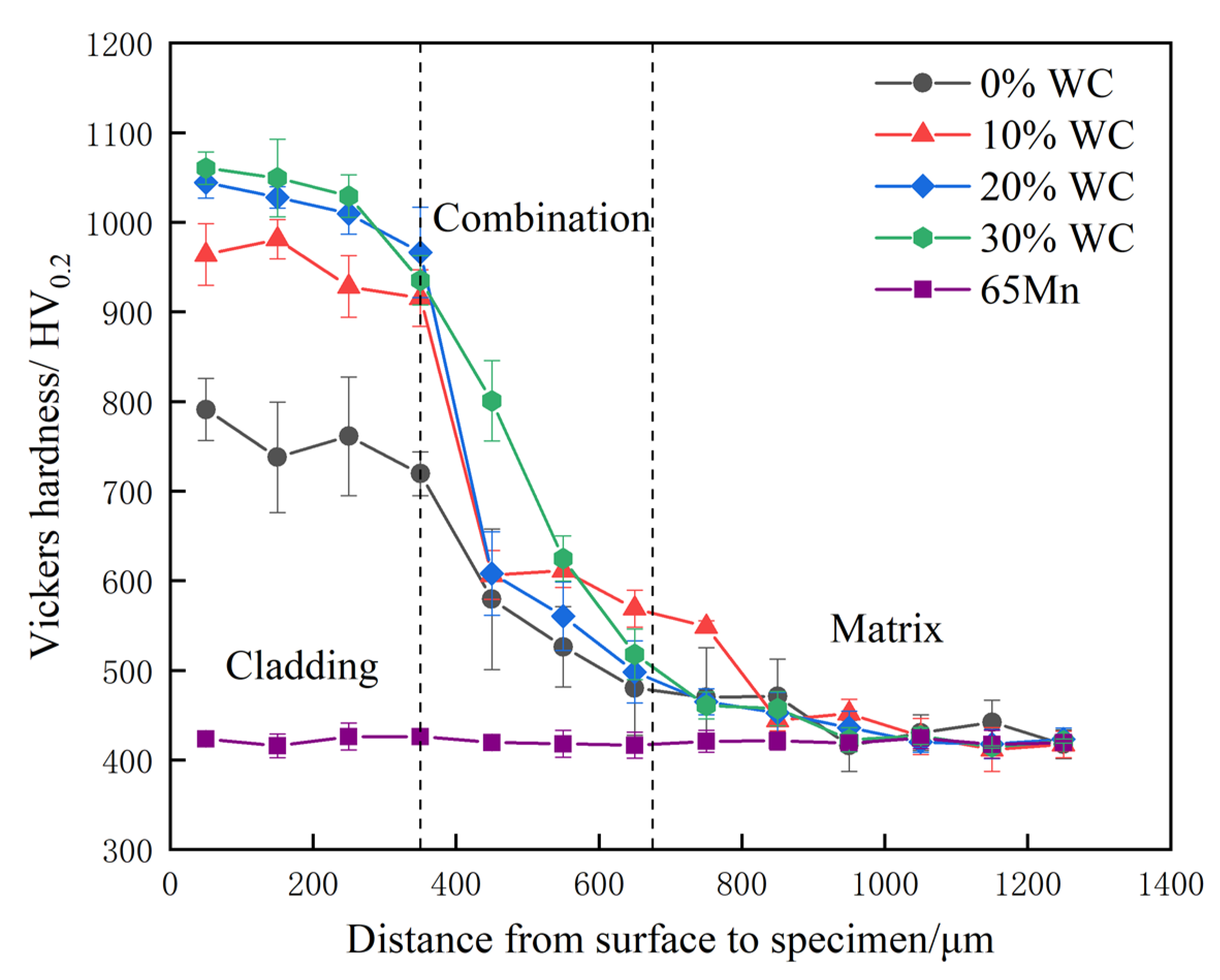
3.4. Hardness Analysis
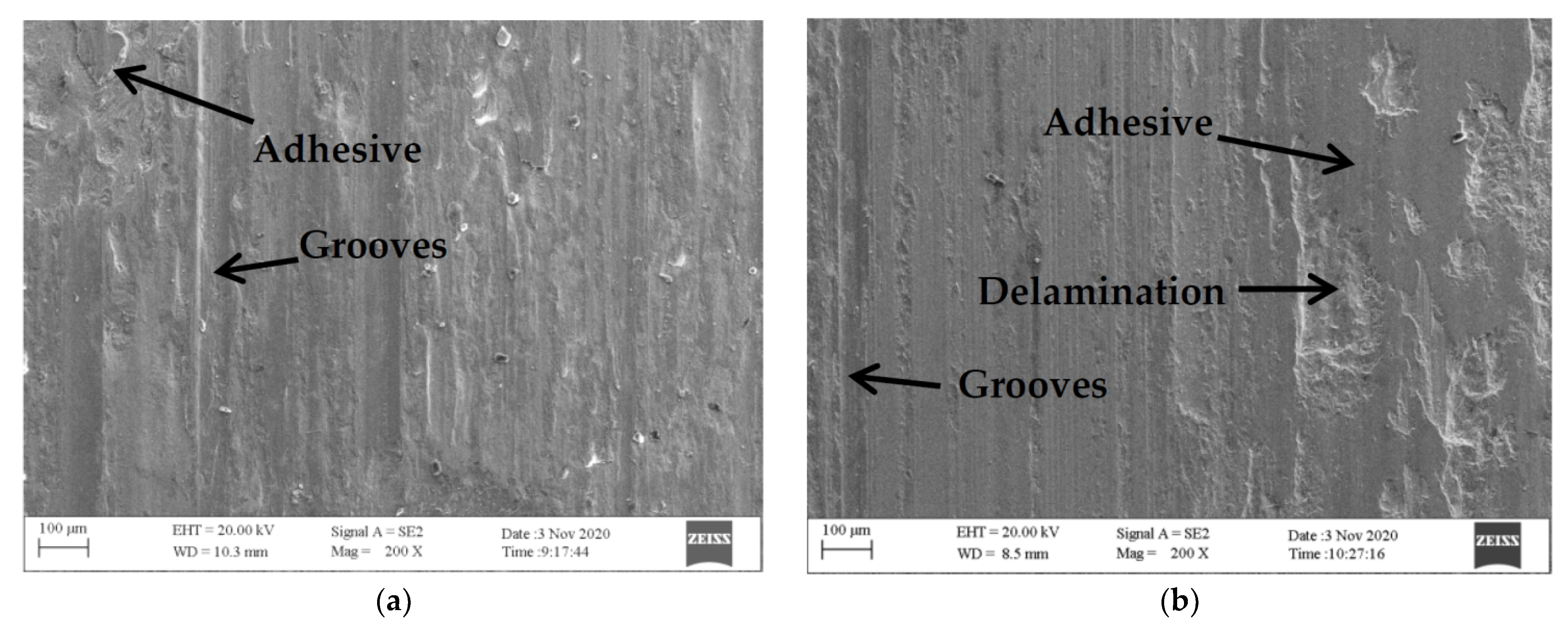
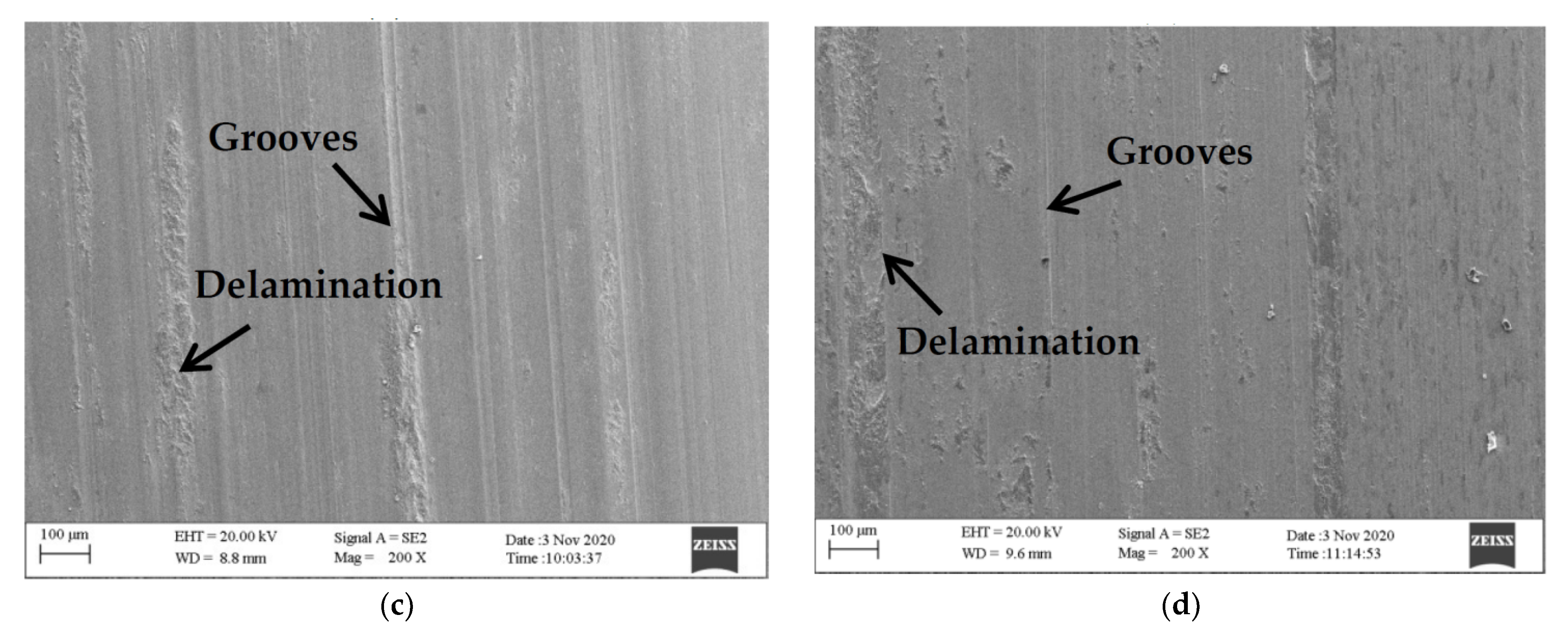
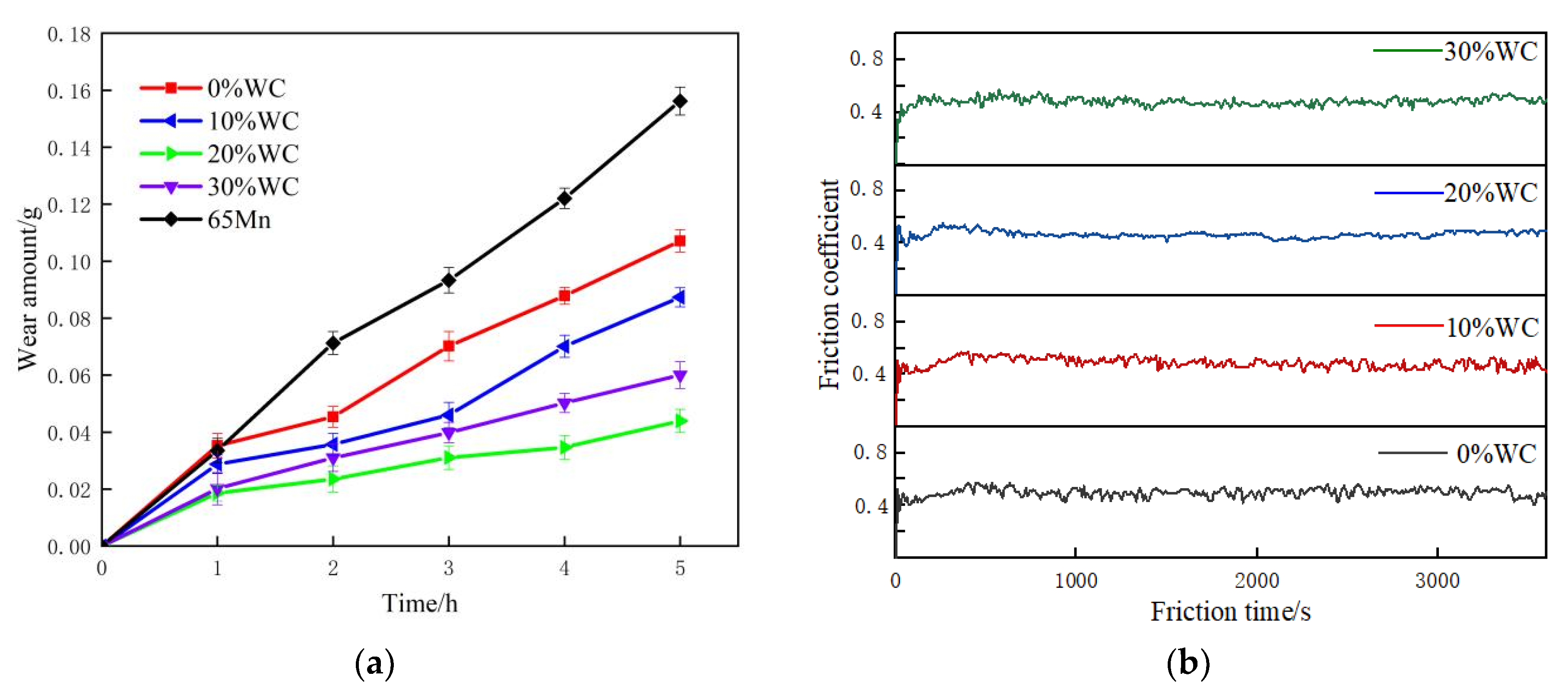
3.5. Wear Resistance Analysis
4. Field Test
5. Conclusions
- (1)
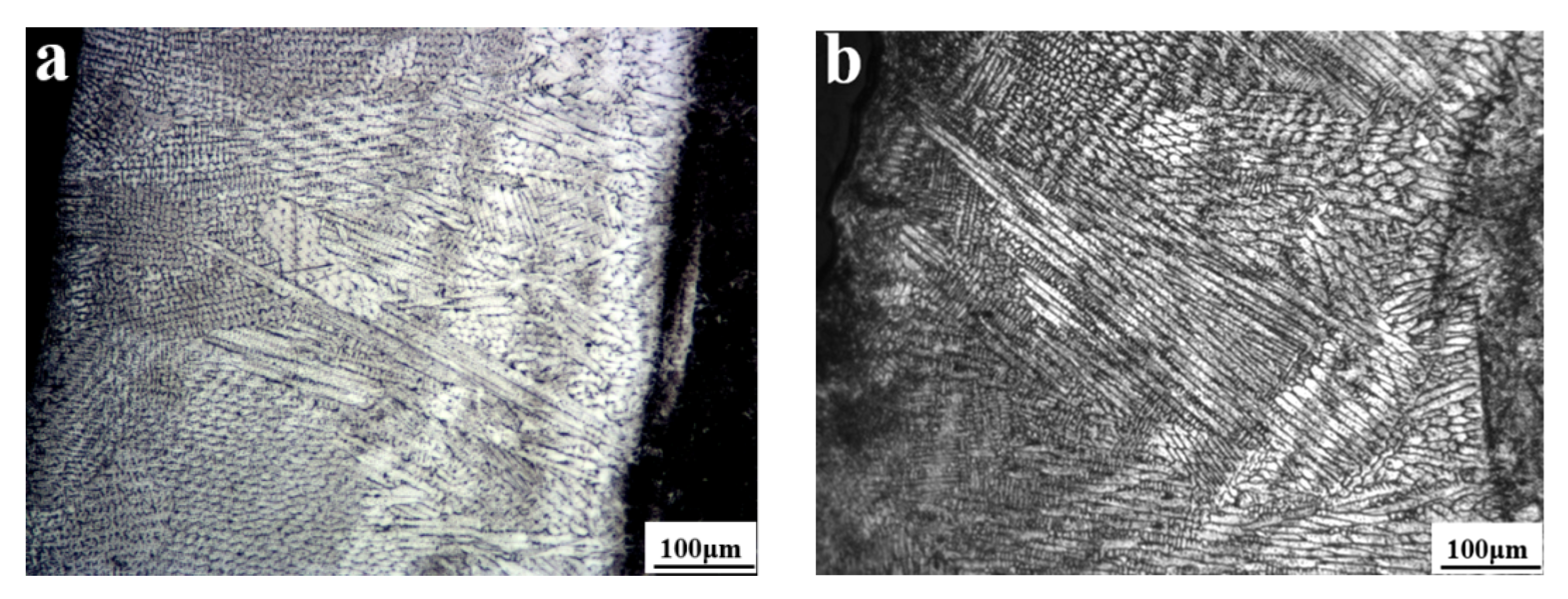
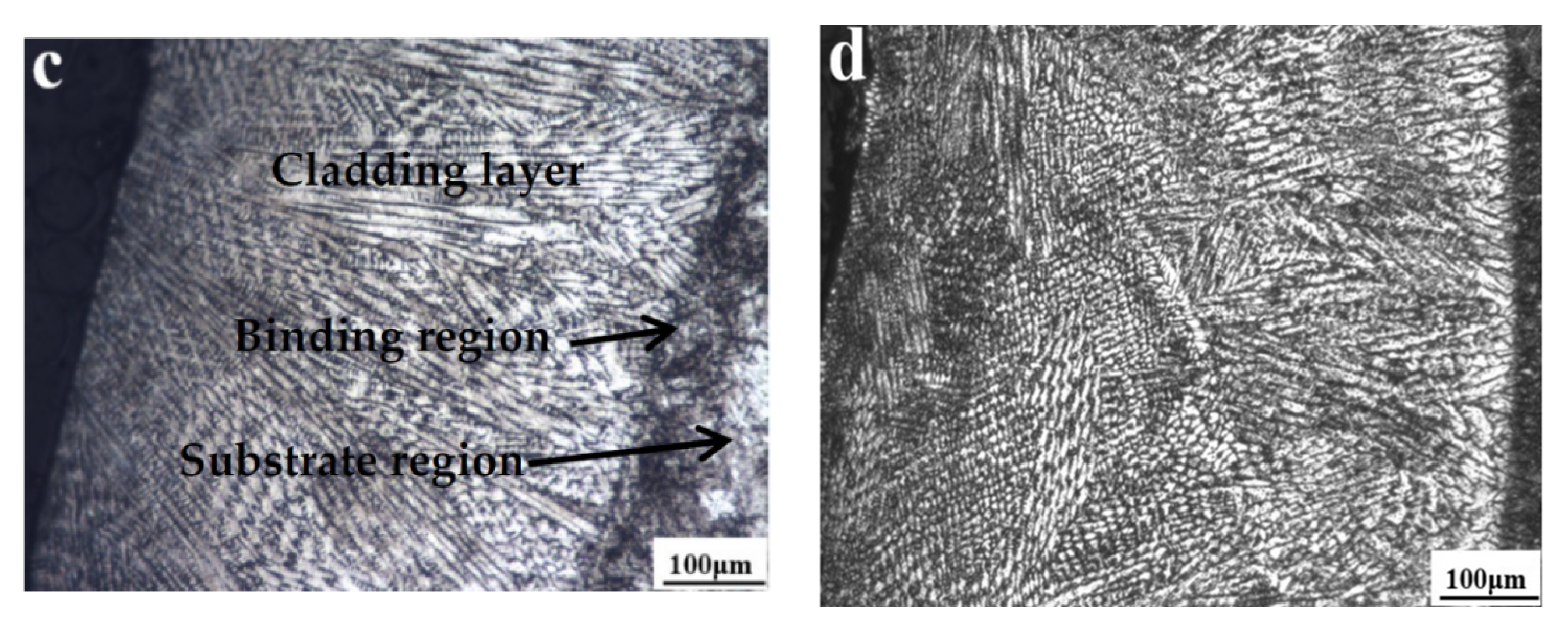
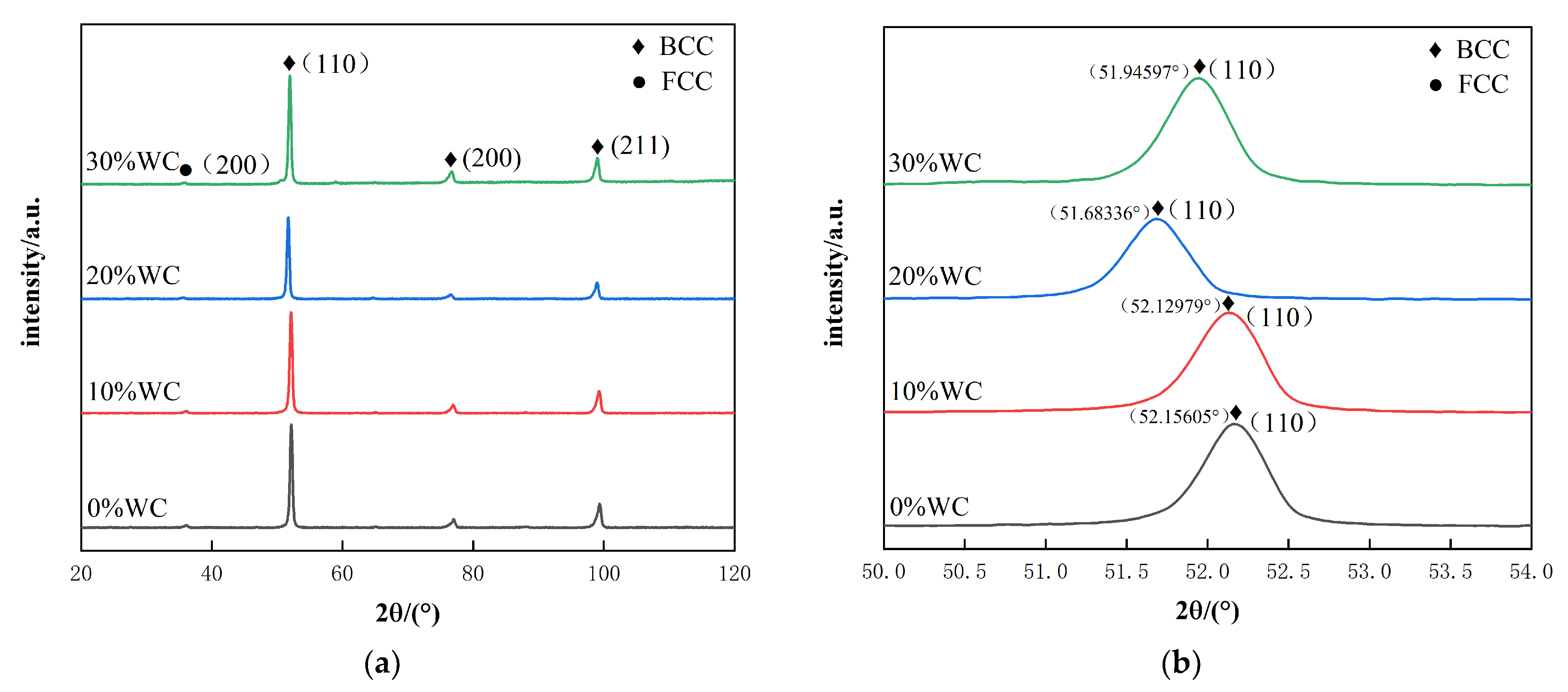
- In the process of laser cladding, WC particles decomposed and part of W/C atoms dissolved into the lattice of HEA, which resulted in lattice distortion. The addition of WC refined the microstructure of cladding layer and improved its hardness. The hardness was up to 1060 (HV0.2) for the cladding layer;
- (2)
- Although the addition of WC increased wear resistance of AlCoCrFeNi alloy, the wear loss did not decrease with the increase of WC content. The wear resistance of AlCoCrFeNi(WC)0.2 was the best.
- (3)
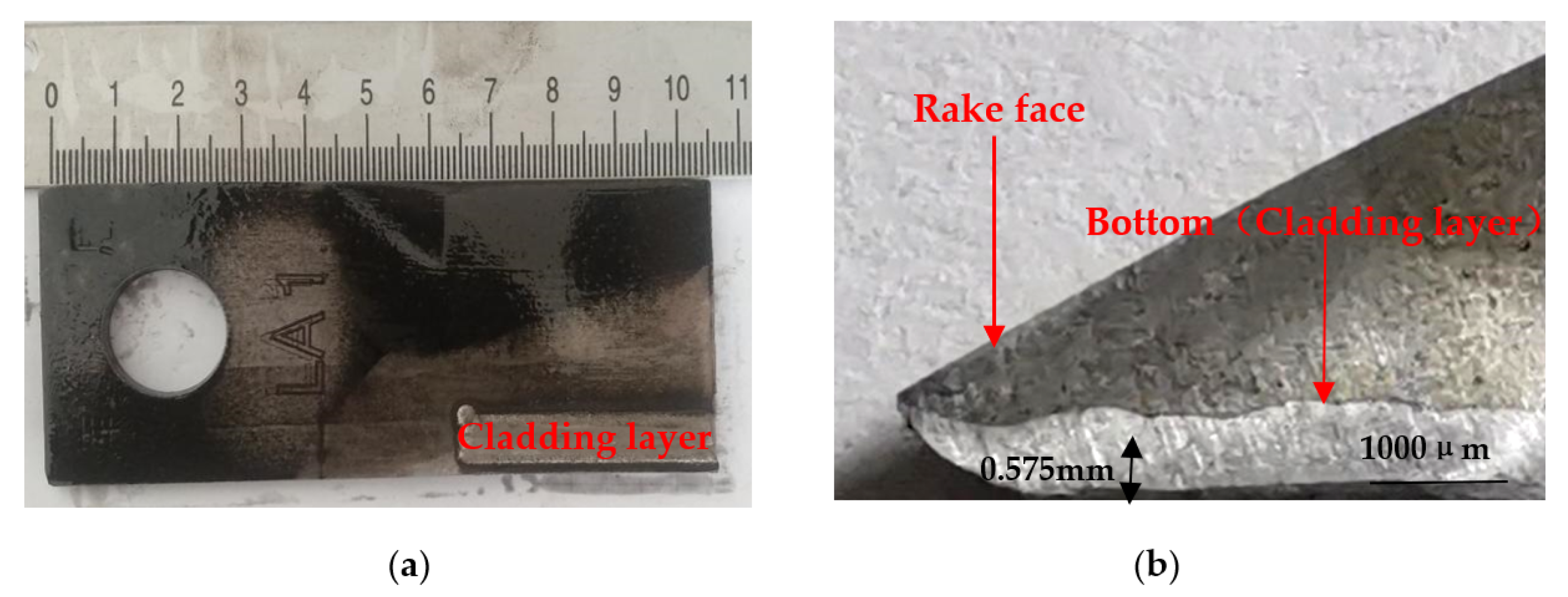
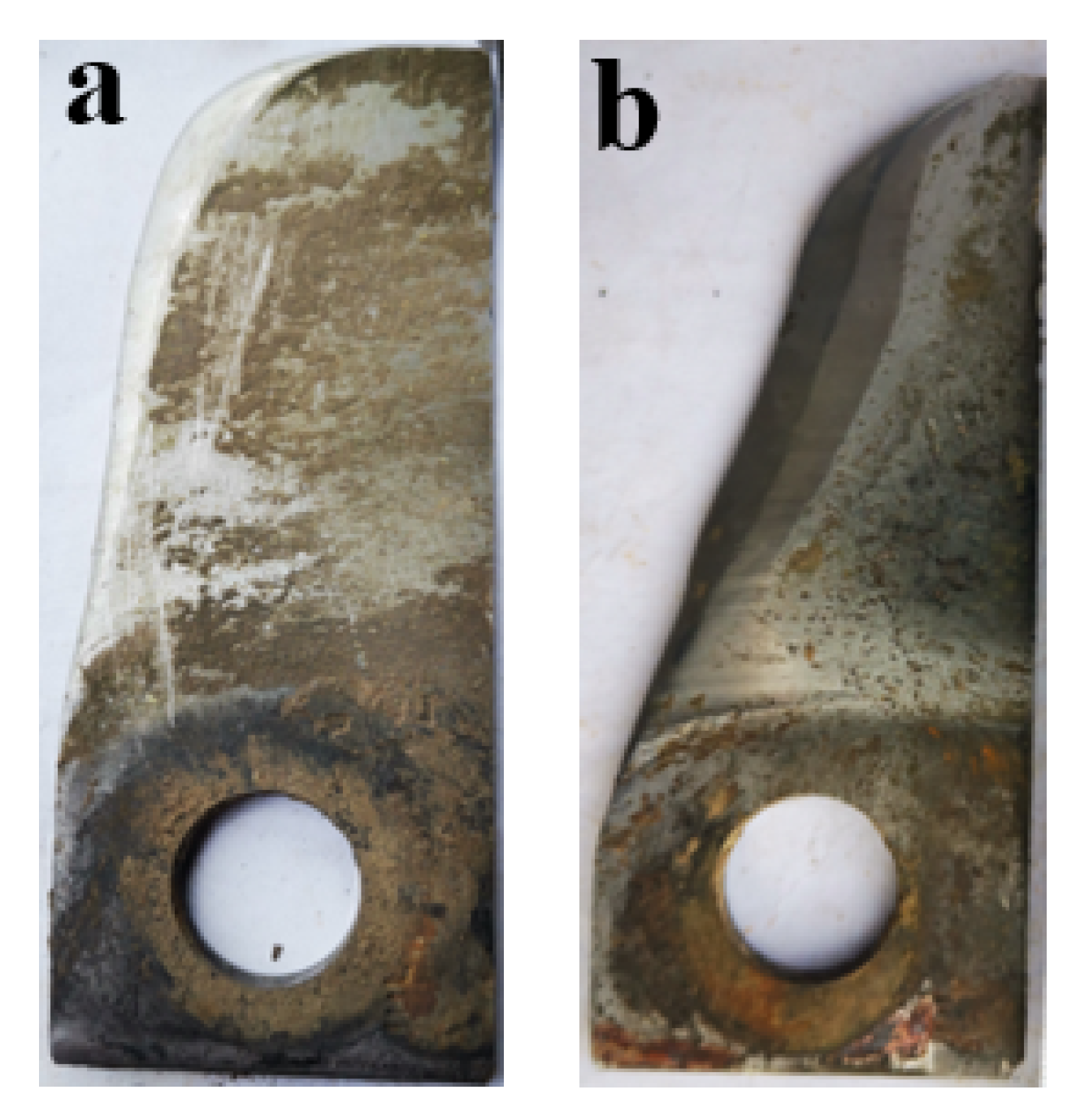
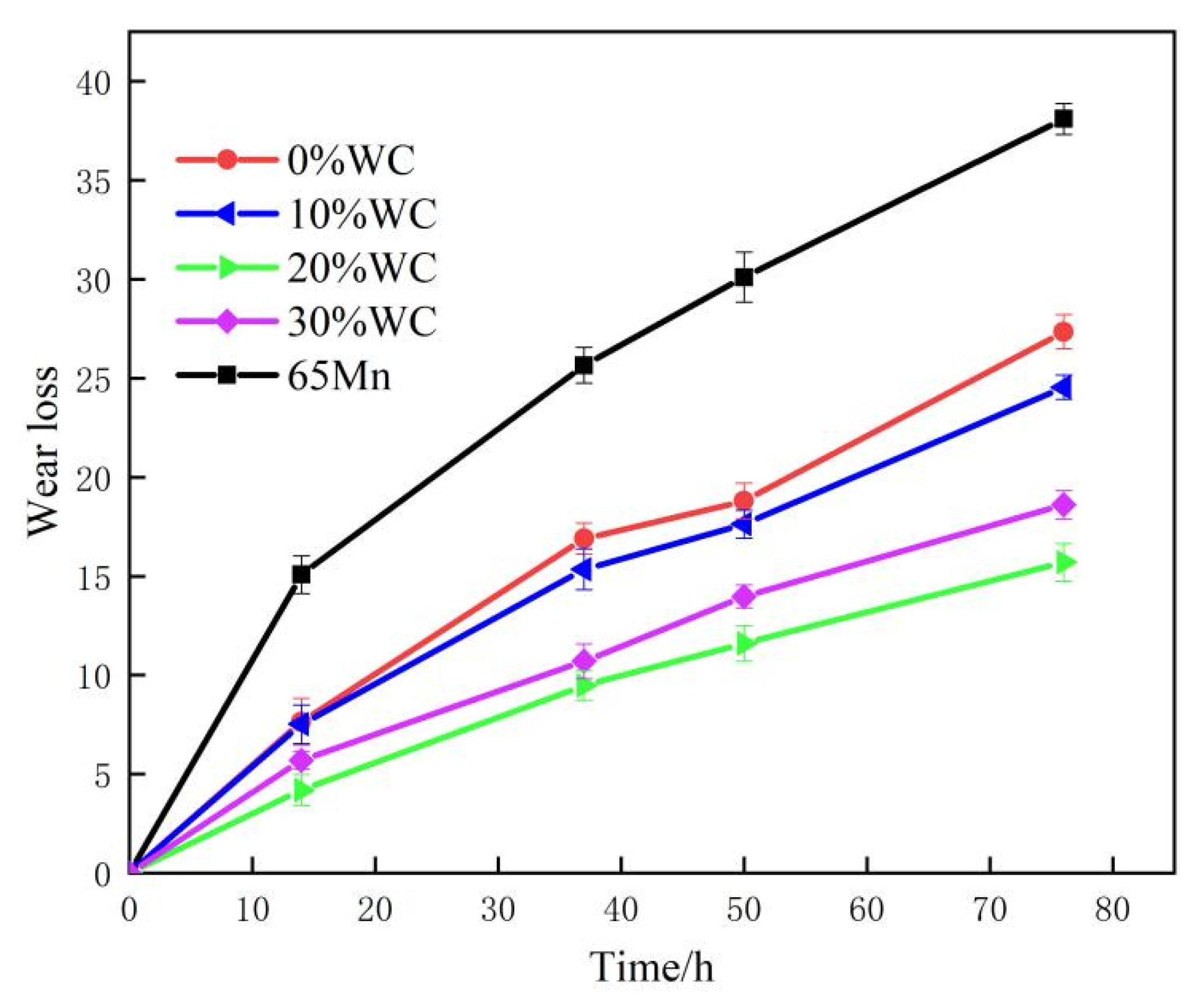
- The self-grinding edge can formed during operation for knives cladded with the AlCoCrFeNi(WC)x. The life of the knives was significantly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Karl, J.W.; Veit, W.; John, K.S. Optimizing Fuel Consumption and Knife Wear in a Self-Propelled Forage Chopper by Improving the Grinding Strategy. In Proceedings of the ASABE Annual International Meeting 2009, Reno, Nevada, 22–24 June 2009; Volume 6, pp. 1–18. [Google Scholar]
- Victor, A.; Arifa, W.; Sergei, L.; Alexander, K. Improving of the wear resistance of working parts agricultural machinery by the implementation of the effect of self-sharpening. Int. J. Eng. Tech. 2016, 5, 126–130. [Google Scholar]
- Jiang, W.P. Bio-inspired self-sharpening cutting tool surface for finish hard turning of steel. CIRP Annals 2014, 63, 517–520. [Google Scholar] [CrossRef]
- Wang, W.; Song, Y.P.; Xu, L.F.; Gao, D.S.; Li, F.D.; Song, Z.H.; Geng, X.Y. Microstructure and hardness distribution of hardness gradient materials via vacuum composite rolling process. J. Trans. Mater. Heat Treat. 2018, 39, 87–91. [Google Scholar]
- Xu, L.F.; Tian, C.; Liu, T.; Li, F.D.; Song, Z.H.; Cao, C.M.; Yuan, H.T. Preparation of knife with self-sharp edge by laser caldding Ni-based WC composite coating. J. Agric. Eng. 2020, 10, 72–78. [Google Scholar]
- Rostek, T.; Homberg, W. Locally Graded Steel Materials for Self-Sharpening Cutting Blades. J. Procedia Eng. 2017, 207, 2185–2190. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- CantorI, B.; Chang, T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Bernd, G.; Easo, P.G.; Robert, O.R. Processing, Microstructure and Mechanical Properties of the CrMnFeCoNi High-Entropy Alloy. Miner. Met. Mater. Soc. 2015, 67, 2262–2270. [Google Scholar]
- Wang, Y.T.; Chen, W.; Zhang, J.; Zhou, J.Q. A quantitative understanding on the mechanical behavior of AlCoCrFeNi2.1 eutectic high-entropy alloy. J. Alloys Compd. 2021, 850, 156610. [Google Scholar] [CrossRef]
- Wang, L.M.; Chen, C.C.; Ye, J.W.; Ke, S.T. The microstructure and strengthening mechanism of thermal spray coating NixCo0.6Fe0.2CrySizAlTi0.2 high-entropy alloys. Mater. Chem. Phys. 2011, 126, 880–885. [Google Scholar] [CrossRef]
- Liang, J.T.; Cheng, K.C.; Chen, Y.C.; Chiu, S.M.; Chiu, C.; Lee, J.W.; Chen, S.H. Comparisons of plasma-sprayed and sputtering Al0.5CoCrFeNi2 high-entropy alloy coatings. Surf. Coat. Tech. 2020, 403, 126411. [Google Scholar] [CrossRef]
- Ye, Q.F.; Feng, K.; Li, Z.G.; Lu, F.G.; Li, R.F.; Huang, J.; Wu, Y.X. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396, 1420–1423. [Google Scholar] [CrossRef]
- Fu, Y.; Huang, C.; Du, C.W.; Li, J.; Dai, C.D.; Luo, H.; Liu, Z.Y.; Li, X.G. Evolution in microstructure, wear, corrosion, and tribocorrosion behavior of Mo-containing high-entropy alloy coatings fabricated by laser cladding. Corros. Sci. 2021, 191, 109727. [Google Scholar] [CrossRef]
- Liu, B.; Wang, J.; Liu, Y.; Fang, Q.H.; Wu, Y.; Chen, S.Q.; Liu, C.T. Microstructure and mechanical properties of equimolar FeCoCrNi high entropy alloy prepared via powder extrusion. Intermetallics 2016, 75, 25–30. [Google Scholar] [CrossRef]
- Nam, S.; Lee, H.W.; Jung, I.H.; Kim, Y.M. Microstructural Characterization of TiC-Reinforced Metal Matrix Composites Fabricated by Laser Cladding Using FeCrCoNiAlTiC High Entropy Alloy Powder. Appl. Sci. 2021, 11, 6580. [Google Scholar] [CrossRef]
- Xiong, T.; Zheng, S.J.; Pang, J.Y.; Ma, X.L. High-strength and high-ductility AlCoCrFeNi2.1 eutectic high-entropy alloy achieved via precipitation strengthening in a heterogeneous structure. Scripta Mater. 2020, 186, 336–340. [Google Scholar] [CrossRef]
- Peng, Y.B.; Zhang, W.; Li, T.C.; Zhang, M.Y.; Wang, L.; Song, Y.; Hu, S.H.; Hu, Y. Microstructures and mechanical properties of FeCoCrNi high entropy alloy/WC reinforcing particles composite coatings prepared by laser cladding and plasma cladding. Int. J. Refract. Met. Hard Mater. 2019, 84, 105044. [Google Scholar] [CrossRef]
- Xu, J.; Wang, S.; Shang, C.; Huang, S.; Wang, Y. Microstructure and Properties of CoCrFeNi(WC) High-Entropy Alloy Coatings Prepared Using Mechanical Alloying and Hot Pressing Sintering. Coatings 2019, 9, 16. [Google Scholar] [CrossRef] [Green Version]
- Shu, D.; Li, Z.G.; Zhang, K.; Yao, C.W.; Li, D.Y.; Dai, Z.B. In situ synthesized high volume fraction WC reinforced Ni-based coating by laser cladding. Mater. Lett. 2017, 195, 178–181. [Google Scholar] [CrossRef]
- Wang, J.Y.; Yang, H.L.; Liu, Z.L.; Ji, S.X.; Li, R.D.; Ruan, J.M. A novel Fe40Mn40Cr10Co10/SiC medium-entropy nanocomposite reinforced by the nanoparticles-woven architectural structures. J. Alloys Compd. 2019, 772, 272–279. [Google Scholar] [CrossRef]
- Peng, Y.B.; Zhang, W.; Li, T.C.; Zhang, M.Y.; Wang, L.; Hu, S.H. Microstructures and wear-resistance of WC-reinforced high entropy alloy composite coatings by plasma cladding: Effect of WC morphology. Surf. Eng. 2021, 37, 678–687. [Google Scholar] [CrossRef]
- Li, X.F.; Feng, Y.H.; Liu, B.; Yi, D.H.; Yang, X.H.; Zhang, W.D.; Chen, G.; Liu, Y.; Bai, P.K. Influence of NbC particles on microstructure and mechanical properties of AlCoCrFeNi high-entropy alloy coatings prepared by laser cladding. J. Alloys Compd. 2019, 788, 485–494. [Google Scholar] [CrossRef]
- Łukasz, R.; Damian, K.; Lidia, L. CoCrFeMnNi high entropy alloy matrix nanocomposite with addition of Al2O3. Intermetallics. 2017, 86, 104–109. [Google Scholar]
- Xu, G.J.; Muneharu, K.; Liu, Z.J.; Zhang, H. Characteristics of Ni-based coating layer formed by laserand plasma cladding processes. Mat. Sci. Eng. A 2006, 417, 63–72. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Chen, P.J.; Hao, J.B. Microstructural characterization and corrosion behaviour of AlCoCrFeNiTix high-entropy alloy coatings fabricated by laser cladding. Surf. Coat. Tech. 2019, 361, 63–74. [Google Scholar] [CrossRef]
- Liu, H.; Sun, S.F.; Zhang, T.; Zhang, G.Z.; Yang, H.F.; Hao, J.B. Effect of Si addition on microstructure and wear behavior of AlCoCrFeNi high-entropy alloy coatings prepared by laser cladding. Surf. Coat. Tech. 2021, 405, 126522. [Google Scholar] [CrossRef]
- Cui, Z.Z.; Qin, Y.C. Metallurgy and Heat Treatment; Machine Press: Beijing, China, 2015. [Google Scholar]
- Marco, G.P.; Gianluca, F.; Flavia, G.; Davide, M.; Livio, B. Development of a new high entropy alloy for wear resistance: FeCoCrNiW0.3 and FeCoCrNiW0.3 + 5 at.% of C. Mater. Design. 2017, 115, 247–254. [Google Scholar]
- Dong, Y.; Zhou, K.Y.; Lu, Y.P.; Gao, X.X.; Wang, T.M.; Li, T.J. Effect of vanadium addition on the microstructure and properties of AlCoCrFeNi high entropy alloy. Mater. Design. 2014, 57, 67–72. [Google Scholar] [CrossRef]
- Takeuchi, A.; Inoue, A. Classification of Bulk Metallic Glasses by Atomic Size Difference, Heat of Mixing and Period of Constituent Elements and Its Application to Characterization of the Main Alloying Element. Mater. Trans. 2005, 46, 2817–2829. [Google Scholar] [CrossRef] [Green Version]
- Huang, T.D.; Jiang, L.; Zhang, C.L.; Jiang, H.; Lu, Y.P.; Li, T.J. Effect of carbon addition on the microstructure and mechanical properties of CoCrFeNi high entropy alloy. Sci. China Technol. Sci. 2018, 6, 117–123. [Google Scholar] [CrossRef]
- Sangwon, P.; Chulho, P.; Youngsang, N.; Hyoung-Seop, K.; Namhyun, K. Effects of (W, Cr) carbide on grain refinement and mechanical properties for CoCrFeMnNi high entropy alloys. J. Alloys Compd. 2019, 770, 222–228. [Google Scholar]
- Liu, R.; Li, D.Y. Modification of Archard’s equation by taking account of elastic/pseudoelastic properties of materials. Wear. 2001, 251, 956–964. [Google Scholar] [CrossRef]
- Zhou, R.; Chen, G.; Liu, B.; Wang, J.W.; Han, L.L.; Liu, Y. Microstructures and wear behaviour of (FeCoCrNi)1-x(WC)x high entropy alloy composites. Int. J. Refract. Met. Hard Mater. 2018, 75, 56–62. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Quasi-static solid particle damage in brittle solids I. Observations, analysis and implications. Acta Metal. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Xu, L.F.; Song, Z.H.; Li, M.X.; Li, F.D.; Guo, J.; Gao, M. Self-Grinding Silage Knife Strengthened with Ni–WC Alloy Prepared by Laser Cladding. Appl. Sci. 2021, 11, 10236. [Google Scholar] [CrossRef]
- Song, Y.P.; Wang, Z.; Wu, K.; Li, F.D.; Song, Z.H.; Yang, X. Fabrication of self-sharpening blades with metalloceramics materials and low-damaged cutting mechanism of alfalfa. J. Trans. Chin. Soc. Agric. Mach. 2020, 51, 421–426. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Si | Mn | S | P | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| Content (wt%) | 0.64 | 0.23 | 1.15 | 0.028 | 0.032 | 0.23 | 0.15 | 0.2 |
| Element | Atomic Radius (pm) | Pauling Electronegativity |
|---|---|---|
| Al | 143 | 1.61 |
| Co | 125 | 1.88 |
| Cr | 128 | 1.66 |
| Fe | 127 | 1.83 |
| Ni | 125 | 1.91 |
| W | 141 | 2.36 |
| C | 86 | 2.55 |
| WC Content | Location | Al | Co | Cr | Fe | Ni | W | C |
|---|---|---|---|---|---|---|---|---|
| 0 | a1 | 6.52 | 13.49 | 13.75 | 44.60 | 13.96 | 0 | 7.47 |
| a2 | 6.01 | 13.88 | 12.61 | 48.64 | 12.63 | 0 | 6.22 | |
| 10% | b1 | 5.04 | 11.56 | 11.05 | 54.17 | 11.67 | 0.35 | 5.61 |
| b2 | 2.81 | 12.02 | 11.24 | 58.17 | 9.99 | 0.26 | 5.02 | |
| 20% | c1 | 2.28 | 3.90 | 5.00 | 75.39 | 3.84 | 0.41 | 9.18 |
| c2 | 2.16 | 3.98 | 3.90 | 80.83 | 3.50 | 0 | 5.36 | |
| 30% | d1 | 2.89 | 5.79 | 15.73 | 58.12 | 5.34 | 2.76 | 9.36 |
| d2 | 3.30 | 6.73 | 6.31 | 70.06 | 6.26 | 0.38 | 6.96 |
| Mixing Enthalpy | Al | Co | Cr | Fe | Ni | C | W |
|---|---|---|---|---|---|---|---|
| Al | / | ||||||
| Co | −19 | / | |||||
| Cr | −10 | −4 | / | ||||
| Fe | −11 | −1 | −1 | / | |||
| Ni | −22 | 0 | −7 | −2 | / | ||
| C | −36 | −42 | −61 | −50 | −39 | / | |
| W | 26 | −1 | 1 | 0 | −3 | −60 | / |
| Content of WC/% | 0 | 10 | 20 | 30 |
|---|---|---|---|---|
| Average friction coefficient | 0.506 | 0.485 | 0.472 | 0.480 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Li, M.; Song, Z.; Li, F.; Guo, J.; Gao, M. WC-High Entropy Alloy Reinforced Long Life Self-Grinding Silage Knife Prepared by Laser Cladding. Nanomaterials 2022, 12, 1013. https://doi.org/10.3390/nano12061013
Xu L, Li M, Song Z, Li F, Guo J, Gao M. WC-High Entropy Alloy Reinforced Long Life Self-Grinding Silage Knife Prepared by Laser Cladding. Nanomaterials. 2022; 12(6):1013. https://doi.org/10.3390/nano12061013
Chicago/Turabian StyleXu, Lingfeng, Mingxiang Li, Zhanhua Song, Fade Li, Jing Guo, and Ming Gao. 2022. "WC-High Entropy Alloy Reinforced Long Life Self-Grinding Silage Knife Prepared by Laser Cladding" Nanomaterials 12, no. 6: 1013. https://doi.org/10.3390/nano12061013