
Electrosprayed CNTs on Electrospun PVDF-Co-HFP Membrane for Robust Membrane Distillation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
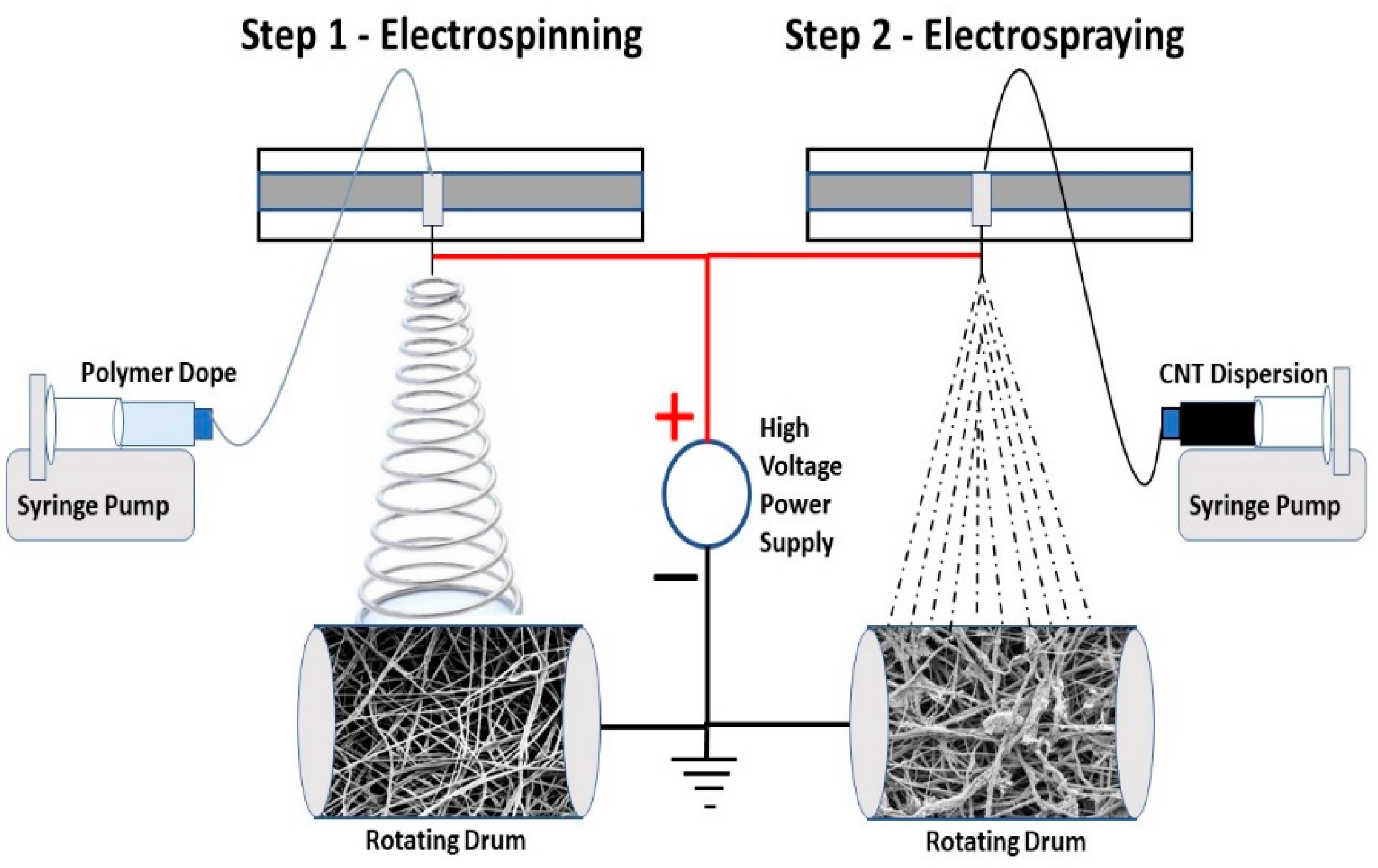
2.2. Electrospinning of PVDF-Co-HFP and Electrospraying of CNT Dispersion
2.3. Heat Pressing
2.4. Water Contact Angle Measurements
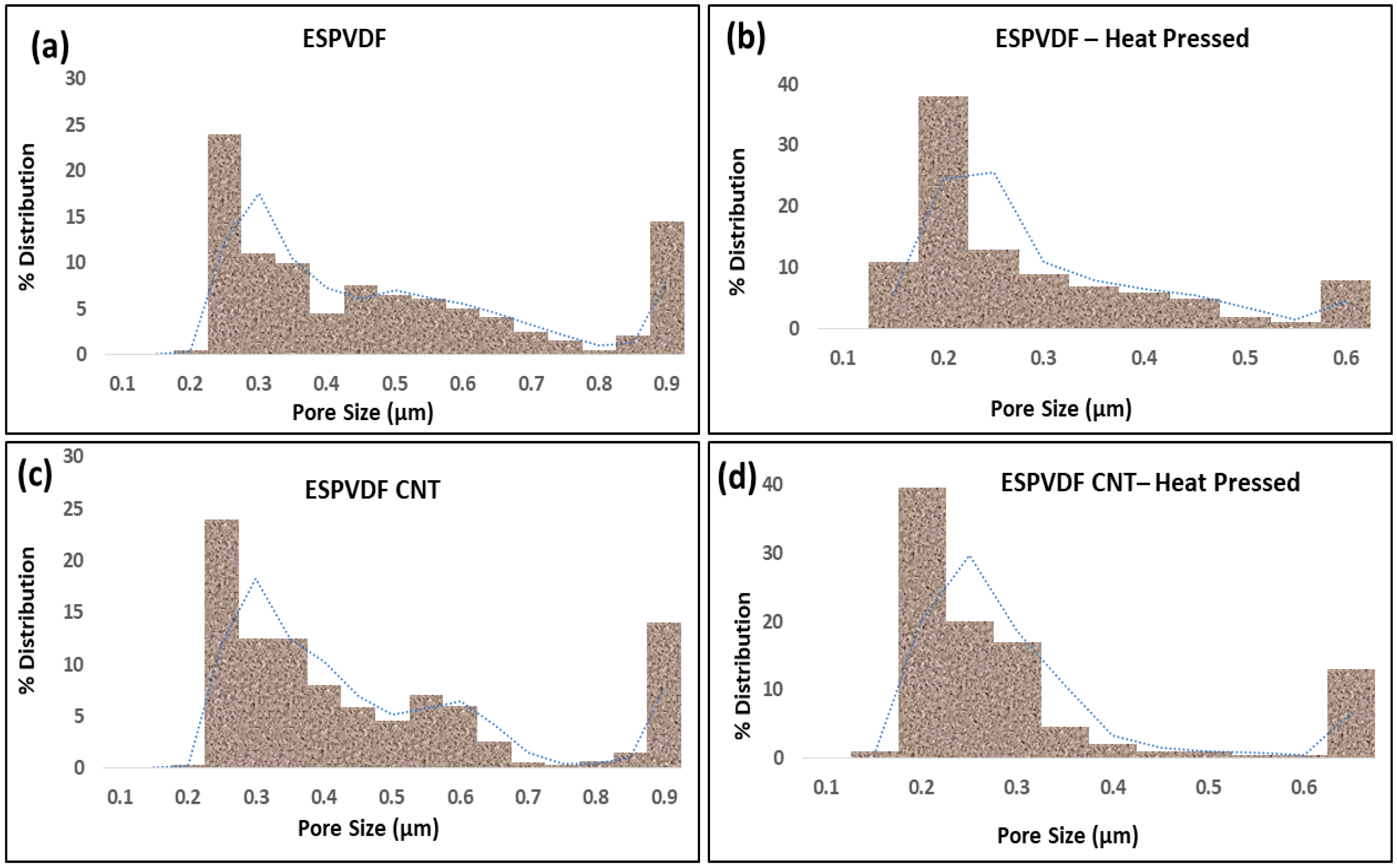
2.5. Mean Flow Pore Size, Bubble Point Measurements, and Pore Size Distribution
2.6. Liquid Entry Pressure (LEP) Test
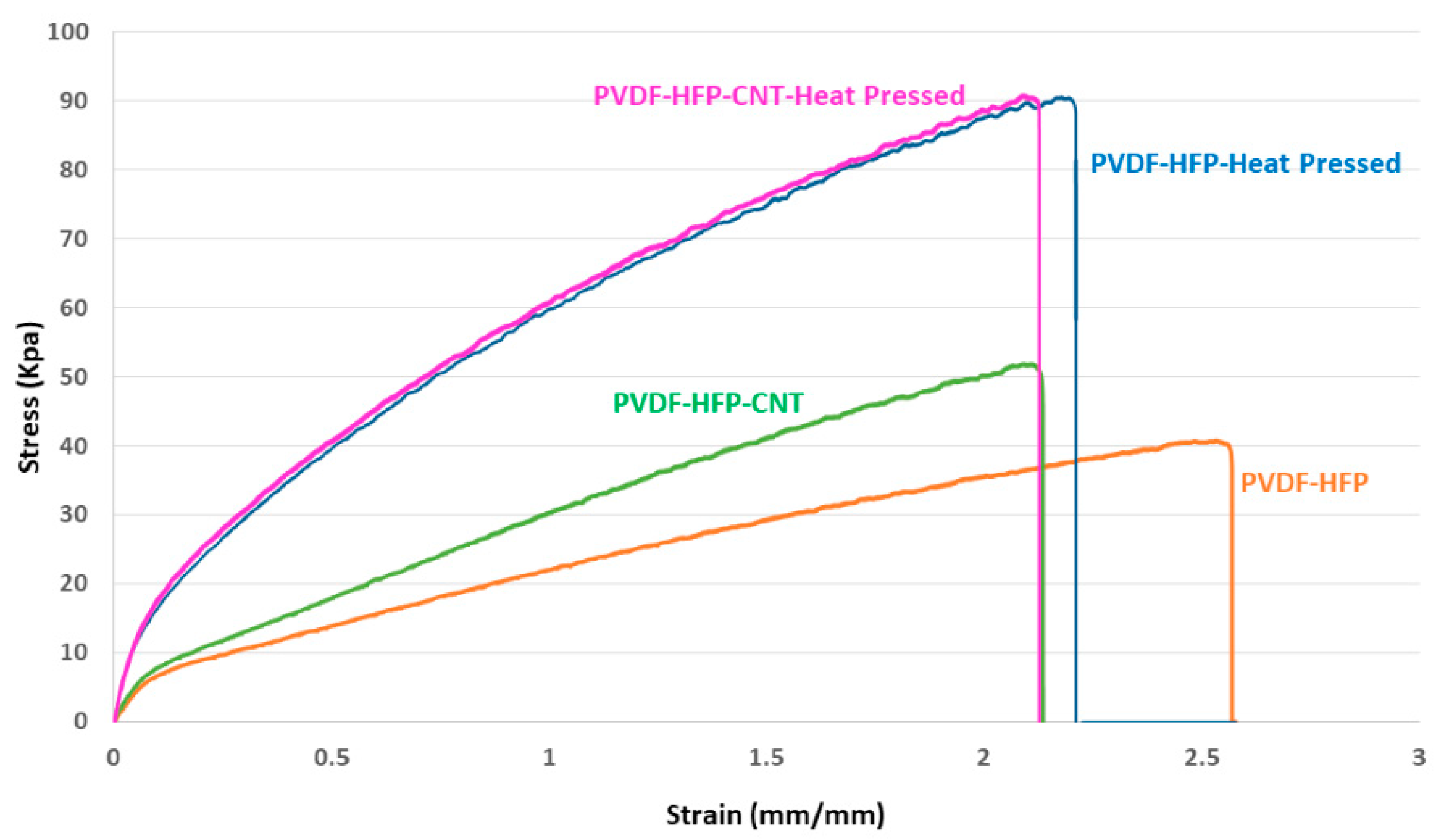
2.7. Mechanical Characterizations
2.8. Surface Morphology, Fiber Diameter Distribution, and EDS Images
2.9. Temperature Polarization Coefficient (TPC)
2.10. Direct Contact Membrane Distillation (DCMD) Experiments
3. Results and Discussion
3.1. Water Contact Angle, Heat Pressing, and Pore Size Distribution
3.2. Liquid Entry Pressure and Mechanical Properties
3.3. Surface Morphology
3.4. DCMD Experiments
4. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xue, J.; Wu, T.; Dai, Y.; Xia, Y. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef] [PubMed]
- Huang, Z.-M.; Zhang, Y.-Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Marsano, E.; Francis, L.; Giunco, F. Polyamide 6 nanofibrous nonwovens via electrospinning. J. Appl. Polym. Sci. 2010, 117, 1754–1765. [Google Scholar] [CrossRef]
- Hammami, M.A.; Croissant, J.G.; Francis, L.; Alsaiari, S.K.; Anjum, D.H.; Ghaffour, N.; Khashab, N.M. Engineering Hydrophobic Organosilica Nanoparticle-Doped Nanofibers for Enhanced and Fouling Resistant Membrane Distillation. ACS Appl. Mater. Interfaces 2017, 9, 1737–1745. [Google Scholar] [CrossRef] [Green Version]
- Francis, L.; Ahmed, F.E.; Hilal, N. Electrospun membranes for membrane distillation: The state of play and recent advances. Desalination 2022, 526, 115511. [Google Scholar] [CrossRef]
- Francis, L.; Ogunbiyi, O.; Saththasivam, J.; Lawler, J.; Liu, Z. A comprehensive review of forward osmosis and niche applications. Environ. Sci. Water Res. Technol. 2020, 6, 1986–2015. [Google Scholar] [CrossRef]
- Francis, L.; Nair, A.S.; Jose, R.; Ramakrishna, S.; Thavasi, V.; Marsano, E. Fabrication and characterization of dye-sensitized solar cells from rutile nanofibers and nanorods. Energy 2011, 36, 627–632. [Google Scholar] [CrossRef]
- Francis, L.; Venugopal, J.; Prabhakaran, M.P.; Thavasi, V.; Marsano, E.; Ramakrishna, S. Simultaneous electrospin–electrosprayed biocomposite nanofibrous scaffolds for bone tissue regeneration. Acta Biomater. 2010, 6, 4100–4109. [Google Scholar] [CrossRef]
- Thoppey, N.M.; Gorga, R.E.; Bochinski, J.; Clarke, L.I. Effect of Solution Parameters on Spontaneous Jet Formation and Throughput in Edge Electrospinning from a Fluid-Filled Bowl. Macromolecules 2012, 45, 6527–6537. [Google Scholar] [CrossRef]
- Haider, A.; Haider, S.; Kang, I.-K. A comprehensive review summarizing the effect of electrospinning parameters and potential applications of nanofibers in biomedical and biotechnology. Arab. J. Chem. 2018, 11, 1165–1188. [Google Scholar] [CrossRef]
- Vatanpour, V.; Kose-Mutlu, B.; Koyuncu, I. Electrospraying technique in fabrication of separation membranes: A review. Desalination 2022, 533, 115765. [Google Scholar] [CrossRef]
- Lijo, F.; Marsano, E.; Vijila, C.; Barhate, R.S.; Vijay, V.K.; Ramakrishna, S.; Thavasi, V. Electrospun polyimide/titanium dioxide composite nanofibrous membrane by electrospinning and electrospraying. J. Nanosci. Nanotechnol. 2011, 11, 1154–1159. [Google Scholar] [CrossRef] [PubMed]
- Attia, H.; Johnson, D.J.; Wright, C.J.; Hilal, N. Robust superhydrophobic electrospun membrane fabricated by combination of electrospinning and electrospraying techniques for air gap membrane distillation. Desalination 2018, 446, 70–82. [Google Scholar] [CrossRef] [Green Version]
- Francis, L.; Giunco, F.; Balakrishnan, A.; Marsano, E. Synthesis, characterization and mechanical properties of nylon–silver composite nanofibers prepared by electrospinning. Curr. Appl. Phys. 2010, 10, 1005–1008. [Google Scholar] [CrossRef]
- Francis, L.; Balakrishnan, A.; Sanosh, K.; Marsano, E. Characterization and tensile strength of HPC–PEO composite fibers produced by electrospinning. Mater. Lett. 2010, 64, 1806–1808. [Google Scholar] [CrossRef]
- Zhang, R.; Ma, Y.; Lan, W.; Sameen, D.; Ahmed, S.; Dai, J.; Qin, W.; Li, S.; Liu, Y. Enhanced photocatalytic degradation of organic dyes by ultrasonic-assisted electrospray TiO2/graphene oxide on polyacrylonitrile/β-cyclodextrin nanofibrous membranes. Ultrason. Sonochem. 2020, 70, 105343. [Google Scholar] [CrossRef] [PubMed]
- Hilal, N.; Kochkodan, V. Surface modified microfiltration membranes with molecularly recognising properties. J. Membr. Sci. 2002, 213, 97–113. [Google Scholar] [CrossRef]
- Kochkodan, V.M.; Hilal, N.; Goncharuk, V.V.; Al-Khatib, L.; Levadna, T.I. Effect of the surface modification of polymer membranes on their microbiological fouling. Colloid J. 2006, 68, 267–273. [Google Scholar] [CrossRef]
- Tawalbeh, M.; Al Mojjly, A.; Al-Othman, A.; Hilal, N. Membrane separation as a pre-treatment process for oily saline water. Desalination 2018, 447, 182–202. [Google Scholar] [CrossRef] [Green Version]
- Hilal, N.; Khayet, M.; Wright, C. Membrane Modification: Technology and Applications, 1st ed.; 164 B/W Illustrations; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Emadzadeh, D.; Lau, W.; Matsuura, T.; Hilal, N.; Ismail, A. The potential of thin film nanocomposite membrane in reducing organic fouling in forward osmosis process. Desalination 2014, 348, 82–88. [Google Scholar] [CrossRef]
- Lee, W.; Ng, Z.; Hubadillah, S.; Goh, P.; Lau, W.; Othman, M.; Ismail, A.; Hilal, N. Fouling mitigation in forward osmosis and membrane distillation for desalination. Desalination 2020, 480, 114338. [Google Scholar] [CrossRef]
- Abu Seman, M.; Khayet, M.; Hilal, N. Development of antifouling properties and performance of nanofiltration membranes modified by interfacial polymerisation. Desalination 2011, 273, 36–47. [Google Scholar] [CrossRef]
- Giwa, A.; Hasan, S.; Yousuf, A.; Chakraborty, S.; Johnson, D.; Hilal, N. Biomimetic membranes: A critical review of recent progress. Desalination 2017, 420, 403–424. [Google Scholar] [CrossRef] [Green Version]
- Khalil, A.; Ahmed, F.E.; Hashaikeh, R.; Hilal, N. 3D printed electrically conductive interdigitated spacer on ultrafiltration membrane for electrolytic cleaning and chlorination. J. Appl. Polym. Sci. 2022, 139, 52292. [Google Scholar] [CrossRef]
- Alpatova, A.; Verbych, S.; Bryk, M.; Nigmatullin, R.; Hilal, N. Ultrafiltration of water containing natural organic matter: Heavy metal removing in the hybrid complexation–ultrafiltration process. Sep. Purif. Technol. 2004, 40, 155–162. [Google Scholar] [CrossRef]
- Amy, G.; Ghaffour, N.; Li, Z.; Francis, L.; Linares, R.V.; Missimer, T.; Lattemann, S. Membrane-based seawater desalination: Present and future prospects. Desalination 2017, 401, 16–21. [Google Scholar] [CrossRef]
- Gonzalez-Vogel, A.; Felis-Carrasco, F.; Rojas, O.J. 3D printed manifolds for improved flow management in electrodialysis operation for desalination. Desalination 2021, 505, 114996. [Google Scholar] [CrossRef]
- Hammami, M.A.; Francis, L.; Croissant, J.; Ghaffour, N.; Alsaiari, S.; Khashab, N.M. Periodic Mesoporous Organosilica-Doped Nanocomposite Membranes and Systems Including Same. EP3471864B1, 2 February 2022. [Google Scholar]
- Ghaffour, N.; Francis, L.; Li, Z.; Valladares, R.; Alsaadi, A.S.; Ghdaib, M.A.; Amy, G.L. Osmotically and Thermally Isolated forward Osmosis-Membrane Distillation (FO-MD) Integrated Module for Water Treatment Applications. US10688439B2, 23 June 2020. [Google Scholar]
- Francis, L.; Ghaffour, N.; Alsaadi, A. Submerged Membrane Distillation for Desalination of Water. US20160310900A1, 27 October 2016. [Google Scholar]
- Francis, L.; Ghaffour, N.; Alsaadi, A.S.; Nunes, S.P.; Amy, G.L. PVDF hollow fiber and nanofiber membranes for fresh water reclamation using membrane distillation. J. Mater. Sci. 2013, 49, 2045–2053. [Google Scholar] [CrossRef] [Green Version]
- Alsaadi, A.S.; Francis, L.; Maab, H.; Amy, G.L.; Ghaffour, N. Evaluation of air gap membrane distillation process running under sub-atmospheric conditions: Experimental and simulation studies. J. Membr. Sci. 2015, 489, 73–80. [Google Scholar] [CrossRef] [Green Version]
- Soukane, S.; Naceur, M.W.; Francis, L.; Alsaadi, A.; Ghaffour, N. Effect of feed flow pattern on the distribution of permeate fluxes in desalination by direct contact membrane distillation. Desalination 2017, 418, 43–59. [Google Scholar] [CrossRef]
- Francis, L.; Maab, H.; Alsaadi, A.; Nunes, S.; Ghaffour, N.; Amy, G. Fabrication of electrospun nanofibrous membranes for membrane distillation application. Desalination Water Treat. 2013, 51, 1337–1343. [Google Scholar] [CrossRef] [Green Version]
- Maab, H.; Al Saadi, A.; Francis, L.; Livazovic, S.; Ghafour, N.; Amy, G.L.; Nunes, S.P. Polyazole Hollow Fiber Membranes for Direct Contact Membrane Distillation. Ind. Eng. Chem. Res. 2013, 52, 10425–10429. [Google Scholar] [CrossRef]
- Nunes, S.P.; Maab, H.; Francis, L. Polyazole Membrane for Water Purification. EP2626127A2, 1 June 2022. [Google Scholar]
- Ahmed, F.E.; Hashaikeh, R.; Hilal, N. Hybrid technologies: The future of energy efficient desalination—A review. Desalination 2020, 495, 114659. [Google Scholar] [CrossRef]
- Kebria, M.R.S.; Rahimpour, A. Membrane Distillation: Basics, Advances, and Applications. Advances in Membrane Technologies; Abdelrasoul, A., Ed.; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-G.; Alsaadi, A.S.; Karam, A.M.; Francis, L.; Soukane, S.; Ghaffour, N. Total water production capacity inversion phenomenon in multi-stage direct contact membrane distillation: A theoretical study. J. Membr. Sci. 2017, 544, 126–134. [Google Scholar] [CrossRef] [Green Version]
- Alsaadi, A.S.; Ghaffour, N.; Li, J.D.; Gray, S.; Francis, L.; Maab, H.; Amy, G.L. Modeling of air-gap membrane distillation process. In Proceedings of the AMTA/AWWA Membrane Technology Conference and Exposition, San Antonio, TX, USA, 25–28 February 2013; Volume 1, p. 33, ISBN 978-1-62748-415-2. [Google Scholar]
- Orfi, J.; Loussif, N. Modeling of a membrane distillation unit for desalination. In Desalination: Methods, Costs and Technology; Nova science Publishers, Inc.: Hauppauge, NY, USA, 2010. [Google Scholar]
- Khayet, M. Membranes and theoretical modeling of membrane distillation: A review. Adv. Colloid Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef]
- Eleiwi, F.; Ghaffour, N.; Alsaadi, A.S.; Francis, L.; Laleg-Kirati, T.M. Dynamic modeling and experimental validation for direct contact membrane distillation (DCMD) process. Desalination 2016, 384, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Alsaadi, A.; Ghaffour, N.; Li, J.-D.; Gray, S.; Francis, L.; Maab, H.; Amy, G. Modeling of air-gap membrane distillation process: A theoretical and experimental study. J. Membr. Sci. 2013, 445, 53–65. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-G.; Kim, Y.-D.; Kim, W.-S.; Francis, L.; Amy, G.; Ghaffour, N. Performance modeling of direct contact membrane distillation (DCMD) seawater desalination process using a commercial composite membrane. J. Membr. Sci. 2015, 478, 85–95. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Ladner, D.A. Computational Modeling of Spacers Printed Directly onto Reverse Osmosis Membranes for Enhanced Module Packing Capacity and Improved Hydrodynamics. SSRN Electron. J. 2022; preprint. [Google Scholar] [CrossRef]
- Olatunji, S.O.; Camacho, L.M. Heat and Mass Transport in Modeling Membrane Distillation Configurations: A Review. Front. Energy Res. 2018, 6, 130. [Google Scholar] [CrossRef]
- Shirzadi, M.; Li, Z.; Yoshioka, T.; Matsuyama, H.; Fukasawa, T.; Fukui, K.; Ishigami, T. CFD Model Development and Experimental Measurements for Ammonia–Water Separation Using a Vacuum Membrane Distillation Module. Ind. Eng. Chem. Res. 2022, 61, 7381–7396. [Google Scholar] [CrossRef]
- Maab, H.; Francis, L.; Al-Saadi, A.; Aubry, C.; Ghaffour, N.; Amy, G.; Nunes, S.P. Synthesis and fabrication of nanostructured hydrophobic polyazole membranes for low-energy water recovery. J. Membr. Sci. 2012, 423–424, 11–19. [Google Scholar] [CrossRef]
- Tijing, L.D.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Recent progress of membrane distillation using electrospun nanofibrous membrane. J. Membr. Sci. 2014, 453, 435–462. [Google Scholar] [CrossRef]
- Varela-Corredor, F.; Bandini, S. Testing the applicability limits of a membrane distillation process with ceramic hydrophobized membranes: The critical wetting temperature. Sep. Purif. Technol. 2020, 250, 117205. [Google Scholar] [CrossRef]
- Seraj, S.; Mohammadi, T.; Tofighy, M.A. Graphene-based membranes for membrane distillation applications: A review. J. Environ. Chem. Eng. 2022, 10, 107974. [Google Scholar] [CrossRef]
- Chen, L.-H.; Chen, Y.-R.; Huang, A.; Chen, C.-H.; Su, D.-Y.; Hsu, C.-C.; Tsai, F.-Y.; Tung, K.-L. Nanostructure depositions on alumina hollow fiber membranes for enhanced wetting resistance during membrane distillation. J. Membr. Sci. 2018, 564, 227–236. [Google Scholar] [CrossRef]
- Feng, H.; Li, H.; Li, M.; Zhang, X. Construction of omniphobic PVDF membranes for membrane distillation: Investigating the role of dimension, morphology, and coating technology of silica nanoparticles. Desalination 2022, 525, 115498. [Google Scholar] [CrossRef]
- Francis, L.; Ghaffour, N.; Amy, G. Fabrication and Characterization of Functionally Graded Poly(vinylidine fluoride)-Silver Nanocomposite Hollow Fibers for Sustainable Water Recovery. Sci. Adv. Mater. 2014, 6, 2659–2665. [Google Scholar] [CrossRef]
- Shahabadi, S.M.S.; Rabiee, H.; Seyedi, S.M.; Mokhtare, A.; Brant, J.A. Superhydrophobic dual layer functionalized titanium dioxide/polyvinylidene fluoride- co -hexafluoropropylene (TiO2/PH) nanofibrous membrane for high flux membrane distillation. J. Membr. Sci. 2017, 537, 140–150. [Google Scholar] [CrossRef]
- Jia, W.; Kharraz, J.A.; Sun, J.; An, A.K. Hierarchical Janus membrane via a sequential electrospray coating method with wetting and fouling resistance for membrane distillation. Desalination 2021, 520, 115313. [Google Scholar] [CrossRef]
- Su, C.; Horseman, T.; Cao, H.; Christie, K.S.; Li, Y.; Lin, S. Robust Superhydrophobic Membrane for Membrane Distillation with Excellent Scaling Resistance. Environ. Sci. Technol. 2019, 53, 11801–11809. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.K.; Kim, H.; Lee, H.; Lim, G.; Cho, S.J. A pore-size tunable superhydrophobic membrane for high-flux membrane distillation. J. Membr. Sci. 2021, 641, 119862. [Google Scholar] [CrossRef]
- Gethard, K.; Sae-Khow, O.; Mitra, S. Water Desalination Using Carbon-Nanotube-Enhanced Membrane Distillation. ACS Appl. Mater. Interfaces 2010, 3, 110–114. [Google Scholar] [CrossRef] [PubMed]
- Song, J.; Deng, Q.; Huang, M.; Kong, Z. Carbon nanotube enhanced membrane distillation for salty and dyeing wastewater treatment by electrospinning technology. Environ. Res. 2021, 204, 111892. [Google Scholar] [CrossRef]
- Yazgan-Birgi, P.; Ali, M.I.H.; Arafat, H.A. Estimation of liquid entry pressure in hydrophobic membranes using CFD tools. J. Membr. Sci. 2018, 552, 68–76. [Google Scholar] [CrossRef]
- Tomaszewska, M. Temperature Polarization. In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–2. [Google Scholar] [CrossRef]
- Francis, L.; Ghaffour, N.; Alsaadi, A.; Nunes, S.; Amy, G. Performance evaluation of the DCMD desalination process under bench scale and large scale module operating conditions. J. Membr. Sci. 2013, 455, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Alsaadi, A.S.; Francis, L.; Amy, G.L.; Ghaffour, N. Experimental and theoretical analyses of temperature polarization effect in vacuum membrane distillation. J. Membr. Sci. 2014, 471, 138–148. [Google Scholar] [CrossRef] [Green Version]
- Francis, L.; Ghaffour, N.; Alsaadi, A.A.; Amy, G.L. Material gap membrane distillation: A new design for water vapor flux enhancement. J. Membr. Sci. 2013, 448, 240–247. [Google Scholar] [CrossRef]
- Kim, Y.; Li, S.; Francis, L.; Li, Z.; Linares, R.V.; Alsaadi, A.S.; Abu-Ghdaib, M.; Son, H.S.; Amy, G.; Ghaffour, N. Osmotically and Thermally Isolated Forward Osmosis–Membrane Distillation (FO–MD) Integrated Module. Environ. Sci. Technol. 2019, 53, 3488–3498. [Google Scholar] [CrossRef]
- Alsaadi, A.S.; Alpatova, A.; Lee, J.-G.; Francis, L.; Ghaffour, N. Flashed-feed VMD configuration as a novel method for eliminating temperature polarization effect and enhancing water vapor flux. J. Membr. Sci. 2018, 563, 175–182. [Google Scholar] [CrossRef]
- Kim, Y.-D.; Francis, L.; Lee, J.-G.; Ham, M.-G.; Ghaffour, N. Effect of non-woven net spacer on a direct contact membrane distillation performance: Experimental and theoretical studies. J. Membr. Sci. 2018, 564, 193–203. [Google Scholar] [CrossRef]
- Francis, L.; Ghaffour, N.; Al-Saadi, A.S.; Amy, G.L. Submerged membrane distillation for seawater desalination. Desalination Water Treat. 2014, 55, 2741–2746. [Google Scholar] [CrossRef]
- Kim, Y.-B.; Lee, H.-S.; Francis, L.; Kim, Y.-D. Innovative swirling flow-type microbubble generator for multi-stage DCMD desalination system: Focus on the two-phase flow pattern, bubble size distribution, and its effect on MD performance. J. Membr. Sci. 2019, 588, 117197. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Gorin, Y.G.; Yeszhanov, A.B.; Kozlovskiy, A.L.; Zdorovets, M.V. Preparation of PET track-etched membranes for membrane distillation by photo-induced graft polymerization. Mater. Chem. Phys. 2018, 205, 55–63. [Google Scholar] [CrossRef]
- Kuang, Z.; Long, R.; Liu, Z.; Liu, W. Analysis of temperature and concentration polarizations for performance improvement in direct contact membrane distillation. Int. J. Heat Mass Transf. 2019, 145, 118724. [Google Scholar] [CrossRef]
- Servi, A.T.; Kharraz, J.; Klee, D.; Notarangelo, K.; Eyob, B.; Guillen-Burrieza, E.; Liu, A.; Arafat, H.A.; Gleason, K.K. A systematic study of the impact of hydrophobicity on the wetting of MD membranes. J. Membr. Sci. 2016, 520, 850–859. [Google Scholar] [CrossRef]
- Alanezi, A.A.; Bassyouni, M.; Abdel-Hamid, S.M.S.; Ahmed, H.S.; Abdel-Aziz, M.H.; Zoromba, M.S.; Elhenawy, Y. Theoretical Investigation of Vapor Transport Mechanism Using Tubular Membrane Distillation Module. Membranes 2021, 11, 560. [Google Scholar] [CrossRef]
- Tomaszewska, M. Temperature Polarization Coefficient (TPC). In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1880–1881. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Electrospinning | Electrospraying |
|---|---|---|
| Solution/Dispersion Concentration | 10 w/w % PVDF-Co-HFP in 7:3 Acetone:DMAc | 0.02 w/w % MWCNT in 50:50 Ethanol:Water |
| Applied Potential (kV) | 25 | 20 |
| Working Distance (cm) | 15 | 15 |
| Flow Rate (mL/hour) | 1 | 0.5 |
| Speed of Collector Drum (rpm) | 100 | 100 |
| Spinneret Speed (mm/S) | 5 | 5 |
| Membrane | ESPVDF-HFP | ESPVDF-HFP-HP | ESPVDF-HFP-CNT | ESPVDF-HFP-CNT-HP |
|---|---|---|---|---|
| Water contact angle | 136 ± 2 | 132 ± 3° | 140 ± 3° | 136 ± 2° |
| Minimum pore size (µm) | 0.083 | 0.051 | 0.091 | 0.049 |
| Mean Flow Pore Size (µm) | 0.448 | 0.285 | 0.411 | 0.257 |
| Pore size at the bubble point or maximum pore size (µm) | 0.921 | 0.615 | 0.92 | 0.715 |
| Membrane Characteristics | PVDF-HFP | PVDF-HFP-CNT | PVDF-HFP Heat Pressed | PVDF-HFP-CNT Heat Pressed |
|---|---|---|---|---|
| LEP (KPa) | 120 | 125 | 145 | 150 |
| Elongation at break (%) | 257 | 212 | 221 | 212 |
| Tensile Strength (KPa) | 40.5 | 51.5 | 89.5 | 90.6 |
| Salt Ions | Permeate (ppm) | Rejection (%) |
|---|---|---|
| Sodium | 24.80 | 99.8 |
| Magnesium | 2.69 | 99.8 |
| Potassium | 1.48 | 99.6 |
| Calcium | 1.51 | 99.7 |
| Lithium | <0.0 | 100 |
| Boron | 0.037 | 99.6 |
| Chloride | 46.38 | 99.8 |
| Sulfate | 5.49 | 99.8 |
| Nitrate | 0.99 | 99.8 |
| Bromide | 0.0094 | 99.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Francis, L.; Hilal, N. Electrosprayed CNTs on Electrospun PVDF-Co-HFP Membrane for Robust Membrane Distillation. Nanomaterials 2022, 12, 4331. https://doi.org/10.3390/nano12234331
Francis L, Hilal N. Electrosprayed CNTs on Electrospun PVDF-Co-HFP Membrane for Robust Membrane Distillation. Nanomaterials. 2022; 12(23):4331. https://doi.org/10.3390/nano12234331
Chicago/Turabian StyleFrancis, Lijo, and Nidal Hilal. 2022. "Electrosprayed CNTs on Electrospun PVDF-Co-HFP Membrane for Robust Membrane Distillation" Nanomaterials 12, no. 23: 4331. https://doi.org/10.3390/nano12234331