
Silicon Wafer CMP Slurry Using a Hydrolysis Reaction Accelerator with an Amine Functional Group Remarkably Enhances Polishing Rate

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. CMP Conditions
2.3. Characterization
3. Results and Discussion
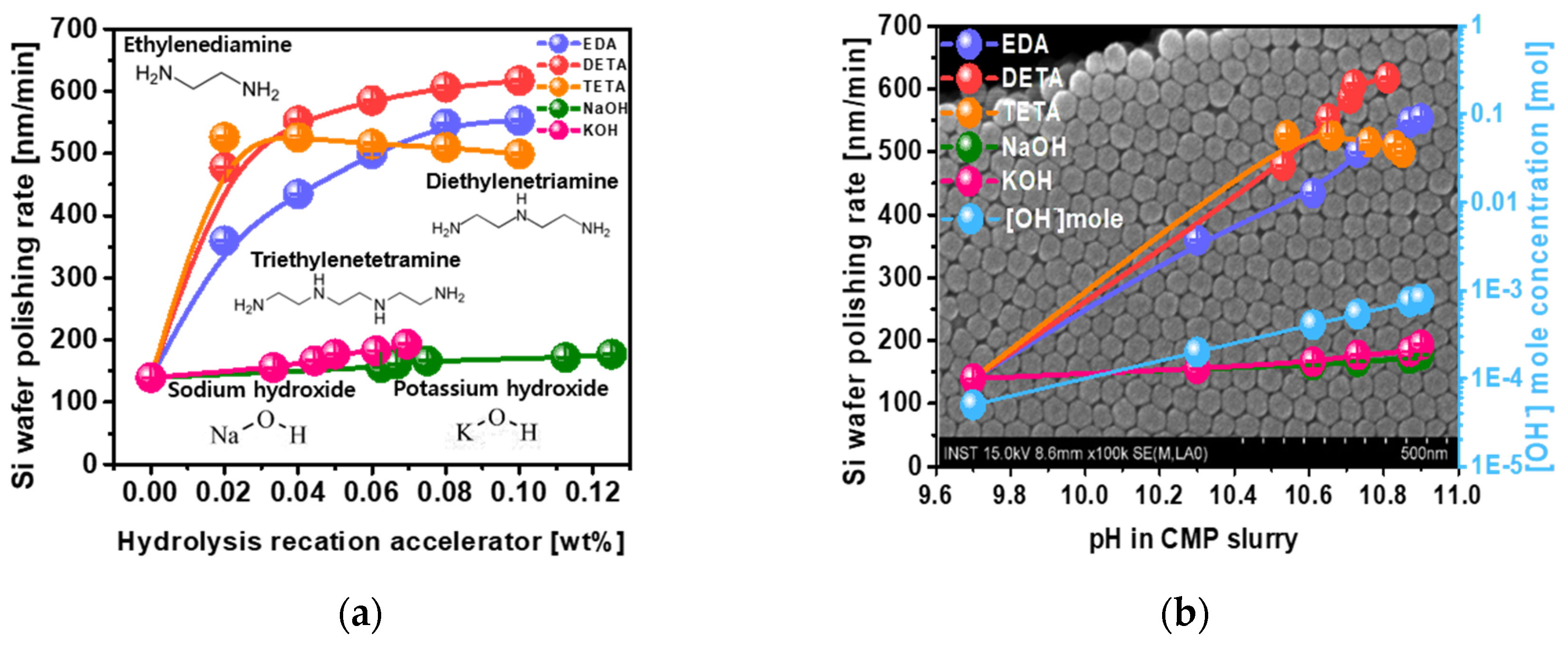
3.1. Dependency of Silicon Wafer Polishing Rate on the Chemical Structure of the Hydrolysis Reaction Accelerator (i.e., NaOH, KOH, EDA, DETA, TETA) with Amine Functional Groups and pH
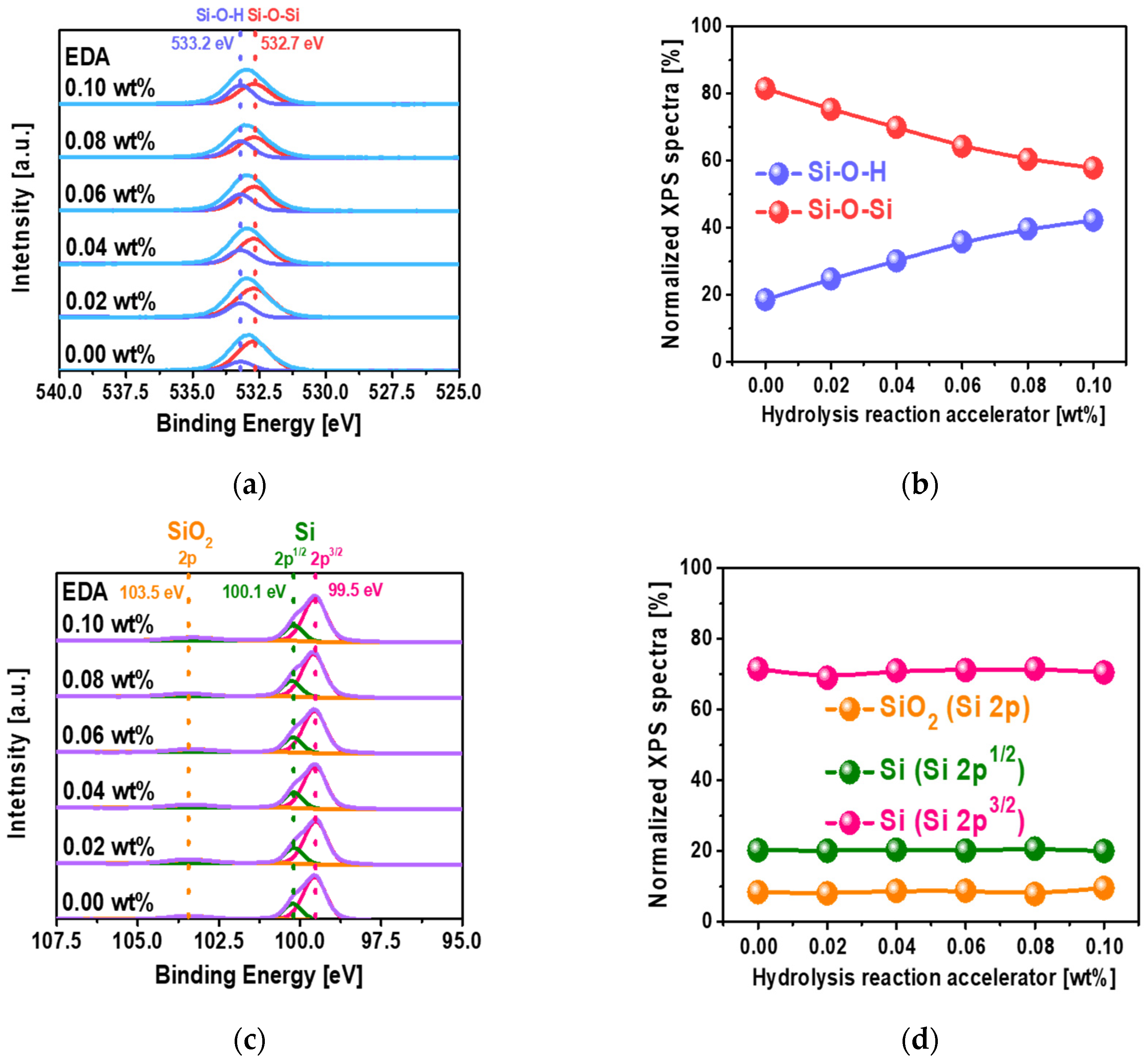
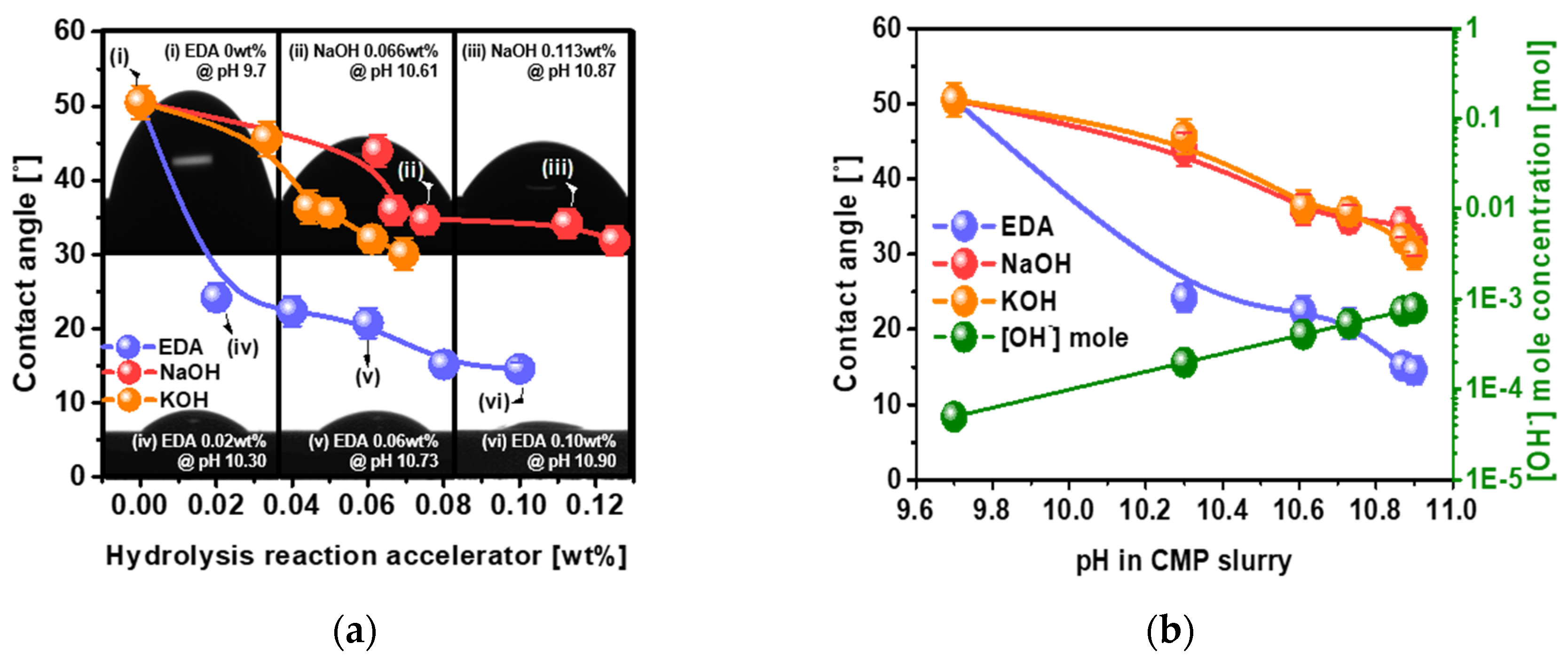
3.2. Dependencies of Chemical Properties (i.e., Chemical Composition and the Degree of Adsorption via Hydrolysis Reactions on the Concentration of the Hydrolysis Reaction Accelerator EDA) in the Si Wafer CMP Slurry
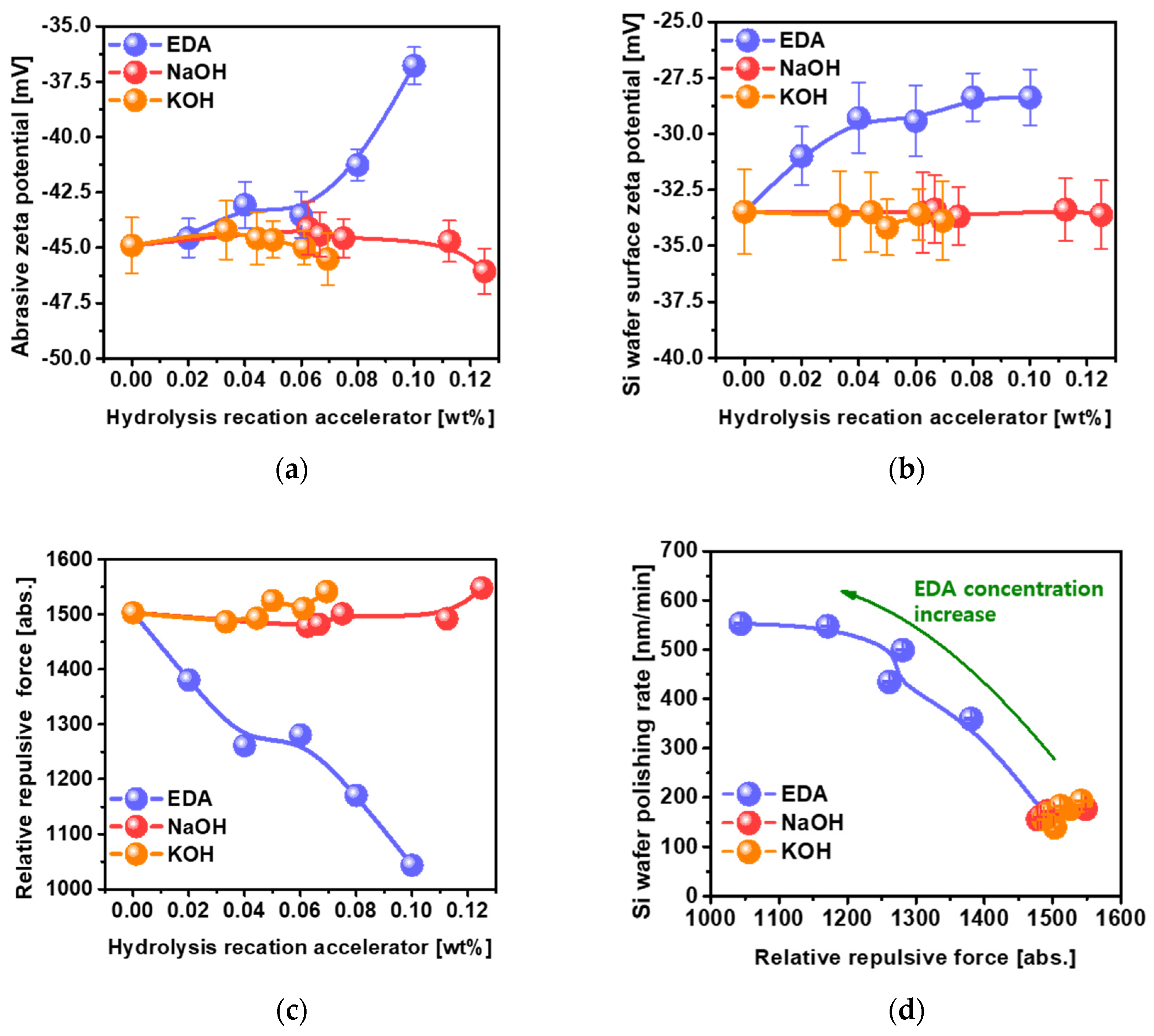
3.3. Dependency of the Mechanical Properties (i.e., Electrostatic Force between Colloidal Silica Abrasives and the Si Wafer Surface) on the Hydrolysis Reaction Accelerator (NaOH, KOH, or EDA) Concentration
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sebastian, A.; Le Gallo, M.; Khaddam-Aljameh, R.; Eleftheriou, E. Memory Devices and Applications for In-Memory Computing. Nat. Nanotechnol. 2020, 15, 529–544. [Google Scholar] [CrossRef] [PubMed]
- Ielmini, D.; Wong, H.S.P. In-Memory Computing with Resistive Switching Devices. Nat. Electron. 2018, 1, 333–343. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Belkin, D.; Li, Y.; Yan, P.; Hu, M.; Ge, N.; Jiang, H.; Montgomery, E.; Lin, P.; Wang, Z.; et al. Efficient and Self-Adaptive in-Situ Learning in Multilayer Memristor Neural Networks. Nat. Commun. 2018, 9, 7–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheng, L.; Li, Y.; Yin, K.S.; Hu, S.Y.; Su, Y.T.; Jin, M.M.; Wang, Z.R.; Chang, T.C.; Miao, X.S. Functional Demonstration of a Memristive Arithmetic Logic Unit (MemALU) for In-Memory Computing. Adv. Funct. Mater. 2019, 29, 1–9. [Google Scholar] [CrossRef]
- Schuman, C.D.; Kulkarni, S.R.; Parsa, M.; Mitchell, J.P.; Date, P.; Kay, B. Opportunities for Neuromorphic Computing Algorithms and Applications. Nat. Comput. Sci. 2022, 2, 10–19. [Google Scholar] [CrossRef]
- Kwon, Y.C.; Lee, S.H.; Lee, J.; Kwon, S.H.; Ryu, J.M.; Son, J.P.; Seongil, O.; Yu, H.S.; Lee, H.; Kim, S.Y.; et al. 25.4 A 20nm 6GB Function-In-Memory DRAM, Based on HBM2 with a 1.2TFLOPS Programmable Computing Unit Using Bank-Level Parallelism, for Machine Learning Applications. Dig. Tech. Pap. IEEE Int. Solid-State Circuits Conf. 2021, 64, 350–352. [Google Scholar] [CrossRef]
- Hozawa, K.; Aoki, M.; Hanaoka, Y.; Takeda, K. 300-Mm Wafer 3D Integration Technology Using Hybrid Wafer Bonding. In Proceedings of the 2013 8th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), Taipei, Taiwan, 22–25 October 2013; pp. 51–54. [Google Scholar] [CrossRef]
- Takyu, S.; Sagara, J.; Kurosawa, T. A Study on Chip Thinning Process for Ultra Thin Memory Devices. In Proceedings of the 2008 58th Electronic Components and Technology Conference, Lake Buena Vista, FL, USA, 27–30 May 2008; pp. 1511–1516. [Google Scholar] [CrossRef]
- Jourdain, A.; De Vos, J.; Rassoul, N.; Zahedmanesh, H.; Miller, A.; Beyer, G.; Beyne, E.; Walsby, E.; Patel, J.; Ansell, O.; et al. Extreme Thinning of Si Wafers for Via-Last and Multi-Wafer Stacking Applications. In Proceedings of the 2018 IEEE 68th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May 2018–1 June 2018; pp. 1529–1536. [Google Scholar] [CrossRef]
- Koyanagi, M.; Kurino, H.; Lee, W.; Sakuma, K.; Miyakawa, N.; Itani, H. Future System—On-Silicon LSI chips. IEEE Micro 1998, 18, 17–22. [Google Scholar] [CrossRef]
- Fukushima, T.; Yamada, Y.; Kikuchi, H.; Koyanagi, M. New Three-Dimensional Integration Technology Using Chip-to-Wafer Bonding to Achieve Ultimate Super-Chip Integration. Jpn. J. Appl. Phys. Part 1 Regul. Pap. Short Notes Rev. Pap. 2006, 45, 3030–3035. [Google Scholar] [CrossRef]
- IEEE Electronics Packaging Society Heterogeneous Integration Roadmap 2021 Edition. Chapter 23: Wafer-Level Packaging (WLP) 2021 Edition. 2021. Available online: https://eps.ieee.org/technology/heterogeneous-integration-roadmap/2021-edition.html (accessed on 10 October 2022).
- Van der Plas, G.; Beyne, E. Design and Technology Solutions for 3D Integrated High Performance Systems. In Proceedings of the Design and Technology Solutions for 3D Integrated High Performance Systems, Kyoto, Japan, 13–19 June 2021. [Google Scholar]
- Duan, G.; Kanaoka, Y.; McRee, R.; Nie, B.; Manepalli, R. Die Embedding Challenges for EMIB Advanced Packaging Technology. In Proceedings of the 2021 IEEE 71st Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 1 June–4 July 2021; pp. 1–7. [Google Scholar] [CrossRef]
- Lee, F.J.C.; Wong, M.; Tzou, J.; Yuan, J.; Chang, D.; Rusu, S. Heterogeneous System-Level Package Integration-Trends and Challenges. In Proceedings of the 2020 IEEE Symposium on VLSI Technology, Honolulu, HI, USA, 16–19 June 2020. [Google Scholar] [CrossRef]
- Lau, J.H. Recent Advances and Trends in Advanced Packaging. IEEE Trans. Compon. Packag. Manuf. Technol. 2022, 12, 228–252. [Google Scholar] [CrossRef]
- Mii, Y.J. Semiconductor Innovations, from Device to System. In Proceedings of the 2022 IEEE Symposium on VLSI Technology and Circuits (VLSI Technology and Circuits), Honolulu, HI, USA, 12–17 June 2022; pp. 276–281. [Google Scholar] [CrossRef]
- Lee, M.Y.; Kang, H.G.; Kanemoto, M.; Paik, U.; Park, J.G. Effect of Alkaline Agent in Colloidal Silica Slurry for Polycrystalline Silicon Chemical Mechanical Polishing. Jpn. J. Appl. Phys. Part 1 Regul. Pap. Short Notes Rev. Pap. 2007, 46, 5089–5094. [Google Scholar] [CrossRef]
- Hwang, H.-S.; Park, J.-H.; Choi, E.-S.; Ahn, J.-W.; Park, J.-G. Effect of NH4OH Concentration on Surface Qualities of a Silicon Wafer after Final-Touch Polishing. J. Electrochem. Soc. 2011, 158, H641. [Google Scholar] [CrossRef]
- Wang, Y.G.; Zhang, L.C.; Biddut, A. Chemical Effect on the Material Removal Rate in the CMP of Silicon Wafers. Wear 2011, 270, 312–316. [Google Scholar] [CrossRef]
- Kovacs, G.T.A.; Maluf, N.I.; Petersen, K.E. Bulk Micromachining of Silicon. Proc. IEEE 1998, 86, 1536–1551. [Google Scholar] [CrossRef] [Green Version]
- Ogawa, H.; Yanagisawa, M.; Kikuchi, J.; Horiike, Y. Study on the Mechanism of Silicon Chemical Mechanical Polishing Employing in Situ Infrared Spectroscopy. Jpn. J. Appl. Phys. Part 1 Regul. Pap. Short Notes Rev. Pap. 2003, 42, 587–592. [Google Scholar] [CrossRef]
- Tong, Q.Y.; Fountain, G.; Enquist, P. Room Temperature SiO2/SiO2 Covalent Bonding. Appl. Phys. Lett. 2006, 89, 3–6. [Google Scholar] [CrossRef]
- Xiao, Y.; Lasaga, A.C. Ab Initio Quantum Mechanical Studies of the Kinetics and Mechanisms of Quartz Dissolution: OH- Catalysis. Geochim. Cosmochim. Acta 1996, 60, 2283–2295. [Google Scholar] [CrossRef]
- Seidel, H.; Csepregi, L.; Heuberger, A.; Baumgärtel, H. Anisotropic Etching of Crystalline Silicon in Alkaline Solutions: II. Influence of Dopants. J. Electrochem. Soc. 1990, 137, 3626–3632. [Google Scholar] [CrossRef]
- Pietsch, G.J.; Chabal, Y.J.; Higashi, G.S. The Atomic-Scale Removal Mechanism during Chemo-Mechanical Polishing of Si(100) and Si(111). Surf. Sci. 1995, 331–333, 395–401. [Google Scholar] [CrossRef]
- Veera Dandu, P.R.; Peethala, B.C.; Penta, N.K.; Babu, S.V. Role of Amines and Amino Acids in Enhancing the Removal Rates of Undoped and P-Doped Polysilicon Films during Chemical Mechanical Polishing. Colloids Surf. A Physicochem. Eng. Asp. 2010, 366, 68–73. [Google Scholar] [CrossRef]
- Dandu Veera, P.R.; Natarajan, A.; Hegde, S.; Babu, S.V. Selective Polishing of Polysilicon during Fabrication of Microelectromechanical Systems Devices. J. Electrochem. Soc. 2009, 156, H487. [Google Scholar] [CrossRef]
- Weiwei, L. The Mechanism of Organic Base and Surfactant in Silicon Wafer CMP Process. ECS Trans. 2011, 34, 691–697. [Google Scholar] [CrossRef]
- Yang, H.; Liu, Y.; Sun, M.; Li, Y. The Micro Morphology Correction Function of a Silicon Wafer CMP Surface. J. Semicond. 2014, 35, 053002. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Y.; Qi, F.; Zhao, D.; Liu, W. A Material Removal Model for Silicon Oxide Layers in Chemical Mechanical Planarization Considering the Promoted Chemical Reaction by the down Pressure. Tribol. Int. 2016, 93, 11–16. [Google Scholar] [CrossRef]
- Sato, R. Basic Properties of Fixed Abrasive Polishing by Alumina Abrasive Grain for Si Wafer-Effects of Actual Contact Area and Grain Size. Int. J. Autom. Technol. 2014, 8, 592–597. [Google Scholar] [CrossRef]
- Moon, B.-S.; Hwang, H.-S.; Park, J.-G. Influences of Organic Additive Molecular Weight in Colloidal-Silica-Based Slurry on Final Polishing Characteristics of Silicon Wafer. J. Electrochem. Soc. 2011, 159, H107–H111. [Google Scholar] [CrossRef]
- Park, J.H.; Kanemoto, M.; Pair, U.; Park, J.G. Nanotopography Impact of Surfactant Concentration and Molecular Weight of Nano-Ceria Slurry on Remaining Oxide Thickness Variation after Shallow Trench Isolation Chemical Mechanical Polishing. Jpn. J. Appl. Phys. Part 1 Regul. Pap. Short Notes Rev. Pap. 2007, 46, 5076–5079. [Google Scholar] [CrossRef]
- Klocke, F.; Zunke, R. Removal Mechanisms in Polishing of Silicon Based Advanced Ceramics. CIRP Ann. Manuf. Technol. 2009, 58, 491–494. [Google Scholar] [CrossRef]
- Cho, J.Y.; Cui, H.; Park, J.H.; Yi, S.H.; Park, J.G. Role of Hydrogen Peroxide in Alkaline Slurry on the Polishing Rate of Polycrystalline Ge2Sb2Te5 Film in Chemical Mechanical Polishing. Electrochem. Solid-State Lett. 2010, 13, 159–162. [Google Scholar] [CrossRef]
- Park, K.S.; Kang, H.G.; Kanemoto, M.; Park, J.G.; Paik, U. Selectivity Enhancement in the Removal of SiO2 and Si3N4, Films with Addition of Triethanolamine in a Ceria Slurry during Shallow Trench Isolation Chemical Mechanical Polishing. J. Korean Phys. Soc. 2008, 53, 1337–1342. [Google Scholar] [CrossRef]
- Cui, H.; Park, J.-H.; Park, J.-G. Study of Ruthenium Oxides Species on Ruthenium Chemical Mechanical Planarization Using Periodate-Based Slurry. J. Electrochem. Soc. 2012, 159, H335–H341. [Google Scholar] [CrossRef]
- Kim, Y.H.; Lee, S.M.; Lee, K.J.; Paik, U.; Park, J.G. Constraints on Removal of Si3N4 Film with Conformation-Controlled Poly(Acrylic Acid) in Shallow-Trench Isolation Chemical-Mechanical Planarization (STI CMP). J. Mater. Res. 2008, 23, 49–54. [Google Scholar] [CrossRef]
- Belkhir, N.; Aliouane, T.; Bouzid, D. Correlation between Contact Surface and Friction during the Optical Glass Polishing. Appl. Surf. Sci. 2014, 288, 208–214. [Google Scholar] [CrossRef]
- Bae, S.H.; Yang, S.-M.; Kim, D.H. Effects of Chemical Reaction on the Polishing Rate and Surface Planarity in the Copper CMP. Korea-Aust. Rheol. J. 2002, 14, 63–70. [Google Scholar]
- Cho, J.Y.; Cui, H.; Park, J.H.; Park, H.S.; Park, J.G. Effect of Nonionic Polymer as Corrosion Inhibitor in Alkaline Media for Polycrystalline Ge2Sb2Te5 Chemical Mechanical Planarization. Electrochem. Solid-State Lett. 2011, 14, 450–452. [Google Scholar] [CrossRef]
- Park, J.-H.; Cui, H.; Hwang, H.-S.; Paik, U.; Park, J.-G. Effect of Organic Amine in Colloidal Silica Slurry on Polishing-Rate Selectivity of Copper to Tantalum-Nitride Film in Copper Chemical Mechanical Planarization. ECS Meet. Abstr. 2008, MA2008-01, 690. [Google Scholar] [CrossRef]
- Park, K.W.; Kang, H.G.; Kanemoto, M.; Park, J.G.; Paik, U. Effects of the Size and the Concentration of the Abrasive in a Colloidal Silica (SiO2) Slurry with Added TMAH on Removal Selectivity of Polysilicon and Oxide Films in Polysilicon Chemical Mechanical Polishing. J. Korean Phys. Soc. 2007, 51, 214–223. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Kim, S.-K.; Park, J.-G.; Paik, U. Increase in the Adsorption Density of Anionic Molecules on Ceria for Defect-Free STI CMP. J. Electrochem. Soc. 2010, 157, H72. [Google Scholar] [CrossRef]
- Kim, S.-K.; Kim, Y.-H.; Paik, U.; Park, J.-G. Influence of Crystalline Structure of Ceria on the Remaining Particles in the STI CMP. J. Electrochem. Soc. 2007, 154, H642. [Google Scholar] [CrossRef]
- Jeong, G.P.; Park, J.S.; Lee, S.J.; Kim, P.-S.; Han, M.H.; Hong, S.W.; Kim, E.S.; Park, J.H.; Choo, B.K.; Kang, S.B.; et al. Polymer Link Breakage of Polyimide-Film-Surface Using Hydrolysis Reaction Accelerator for Enhancing Chemical–Mechanical-Planarization Polishing-Rate. Sci. Rep. 2022, 12, 3366. [Google Scholar] [CrossRef]
- Seo, E.-B.; Bae, J.-Y.; Kim, S.-I.; Choi, H.-E.; Kim, P.; Lee, J.-C.; Son, Y.-H.; Yun, S.-S.; Park, J.-H.; Park, J.-G. Influence of Scavenger on Abrasive Stability Enhancement and Chemical and Mechanical Properties for Tungsten-Film Chemical-Mechanical-Planarization. ECS J. Solid State Sci. Technol. 2020, 9, 065001. [Google Scholar] [CrossRef]
- Seo, E.-B.; Bae, J.-Y.; Kim, S.-I.; Choi, H.-E.; Son, Y.-H.; Yun, S.-S.; Park, J.-H.; Park, J.-G. Interfacial Chemical and Mechanical Reactions between Tungsten-Film and Nano-Scale Colloidal Zirconia Abrasives for Chemical-Mechanical-Planarization. ECS J. Solid State Sci. Technol. 2020, 9, 054001. [Google Scholar] [CrossRef]
- Yun, S.S.; Son, Y.H.; Jeong, G.-P.; Lee, J.; Jeong, J.; Bae, J.Y.; Kim, S.I.; Park, J.H.; Park, J.G. Dishing-Free Chemical Mechanical Planarization for Copper Films. Colloids Surfaces A Physicochem. Eng. Asp. 2021, 616, 126143. [Google Scholar] [CrossRef]
- Kim, S.I.; Jeong, G.P.; Lee, S.J.; Lee, J.C.; Lee, J.M.; Park, J.H.; Bae, J.Y.; Park, J.G. Scavenger with Protonated Phosphite Ions for Incredible Nanoscale ZrO2-Abrasive Dispersant Stability Enhancement and Related Tungsten-Film Surface Chemical–Mechanical Planarization. Nanomaterials 2021, 11, 3296. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.M.; Lee, J.C.; Kim, S.I.; Lee, S.J.; Bae, J.Y.; Park, J.H.; Park, J.G. Surface Transformation of Spin-on-Carbon Film via Forming Carbon Iron Complex for Remarkably Enhanced Polishing Rate. Nanomaterials 2022, 12, 969. [Google Scholar] [CrossRef] [PubMed]
- Pietsch, G.J.; Higashi, G.S.; Chabal, Y.J. Chemomechanical Polishing of Silicon: Surface Termination and Mechanism of Removal. Appl. Phys. Lett. 1994, 64, 3115–3117. [Google Scholar] [CrossRef]
- Seo, J.; Yoon, K.S.; Moon, J.; Kim, K.; Sigmund, W.; Paik, U. Effects of Physico-Chemical Properties between Poly(Ethyleneimine) and Silica Abrasive on Copper Chemical Mechanical Planarization. Microelectron. Eng. 2014, 113, 50–54. [Google Scholar] [CrossRef]
- Son, Y.H.; Park, J.G.; Choo, B.K.; Kang, S. bae Self-Stopping Slurry for Planarizing Extremely High Surface Film Topography in Nanoscale Semiconductor Devices. J. Korean Phys. Soc. 2021, 79, 44–48. [Google Scholar] [CrossRef]
- Park, J.H.; Cui, H.; Yi, S.H.; Park, J.G.; Paik, U. Effect of Abrasive Material Properties on Polishing Rate Selectivity of Nitrogen-Doped Ge2Sb2 Te5 to SiO2 Film in Chemical Mechanical Polishing. J. Mater. Res. 2008, 23, 3323–3329. [Google Scholar] [CrossRef]
- Cook, L.M. Chemical Processes in Glass Polishing. J. Non-Cryst. Solids 1990, 120, 152–171. [Google Scholar] [CrossRef]
- Luo, Q.; Ramarajan, S.; Babu, S.V. Modification of the Preston Equation for the Chemical-Mechanical Polishing of Copper. Thin Solid Films 1998, 335, 160–167. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bae, J.-Y.; Han, M.-H.; Lee, S.-J.; Kim, E.-S.; Lee, K.; Lee, G.-s.; Park, J.-H.; Park, J.-G. Silicon Wafer CMP Slurry Using a Hydrolysis Reaction Accelerator with an Amine Functional Group Remarkably Enhances Polishing Rate. Nanomaterials 2022, 12, 3893. https://doi.org/10.3390/nano12213893
Bae J-Y, Han M-H, Lee S-J, Kim E-S, Lee K, Lee G-s, Park J-H, Park J-G. Silicon Wafer CMP Slurry Using a Hydrolysis Reaction Accelerator with an Amine Functional Group Remarkably Enhances Polishing Rate. Nanomaterials. 2022; 12(21):3893. https://doi.org/10.3390/nano12213893
Chicago/Turabian StyleBae, Jae-Young, Man-Hyup Han, Seung-Jae Lee, Eun-Seong Kim, Kyungsik Lee, Gon-sub Lee, Jin-Hyung Park, and Jea-Gun Park. 2022. "Silicon Wafer CMP Slurry Using a Hydrolysis Reaction Accelerator with an Amine Functional Group Remarkably Enhances Polishing Rate" Nanomaterials 12, no. 21: 3893. https://doi.org/10.3390/nano12213893