
Development and Evaluation of Copper Based Transparent Heat Reflectors Obtained by Magnetron Sputtering

 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
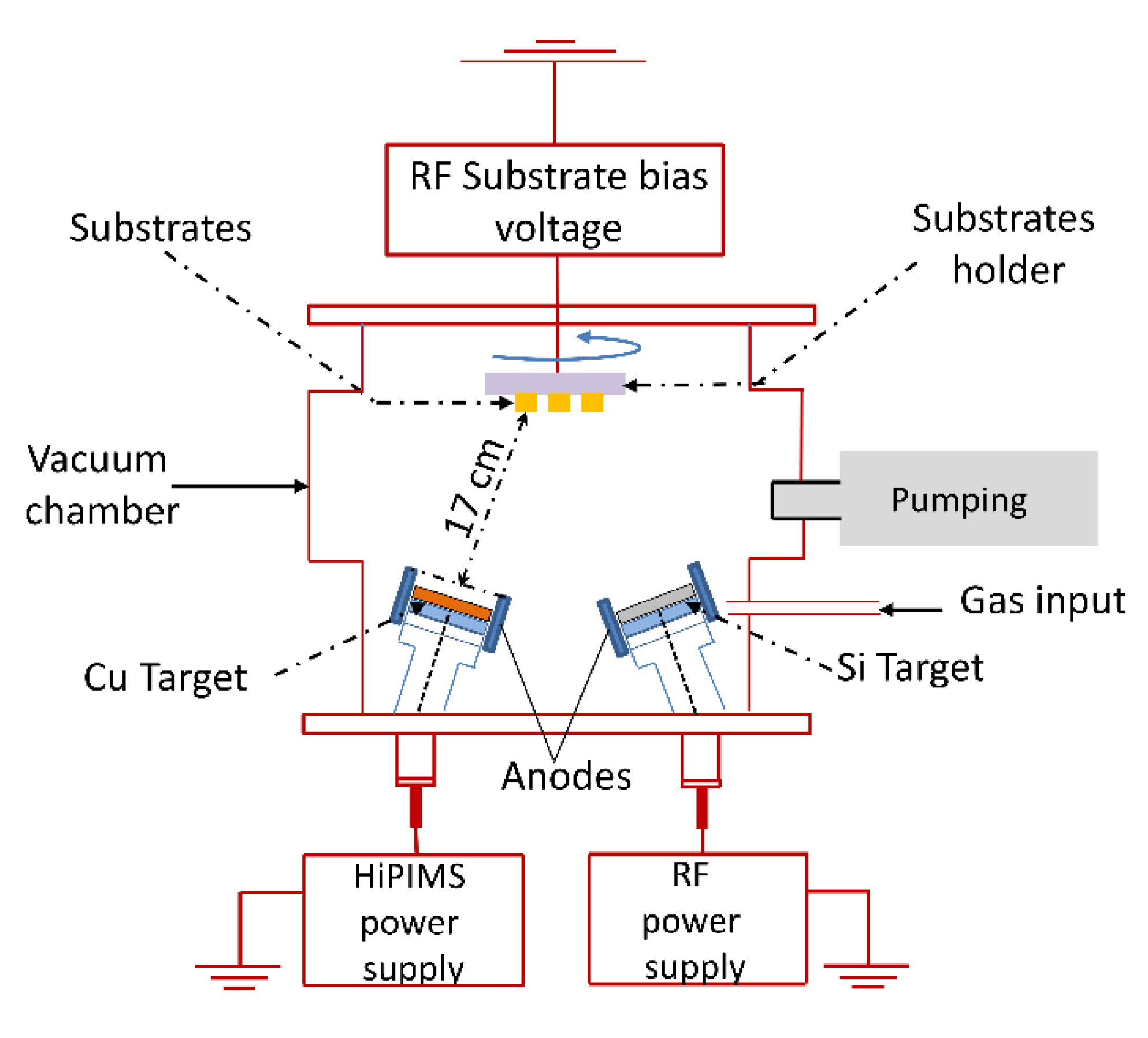
2. Materials and Methods
3. Results
3.1. Material Deposition and Characterization
3.1.1. Overall Time Stability of Transparent Heat Reflector Structures
- (i)
- For the multilayer containing the Cu layer obtained at 0 V bias voltage, one can see an important degradation of the optical properties as an increase of absorption and a decrease of reflectivity in the near infrared domain.
- (ii)
- For the multilayer containing the Cu layer obtained at −50 V bias voltage, the most significant degradation can be observed. Initially this multilayer has a smaller absorption as compared with the previous case but a more pronounced degradation in the first 24 h after deposition;
- (iii)
- The multilayer containing the Cu layer obtained at −100 V bias voltage is the most stable among all, with no significant changes being observed in the first 144 h from removing the samples from the vacuum chamber.
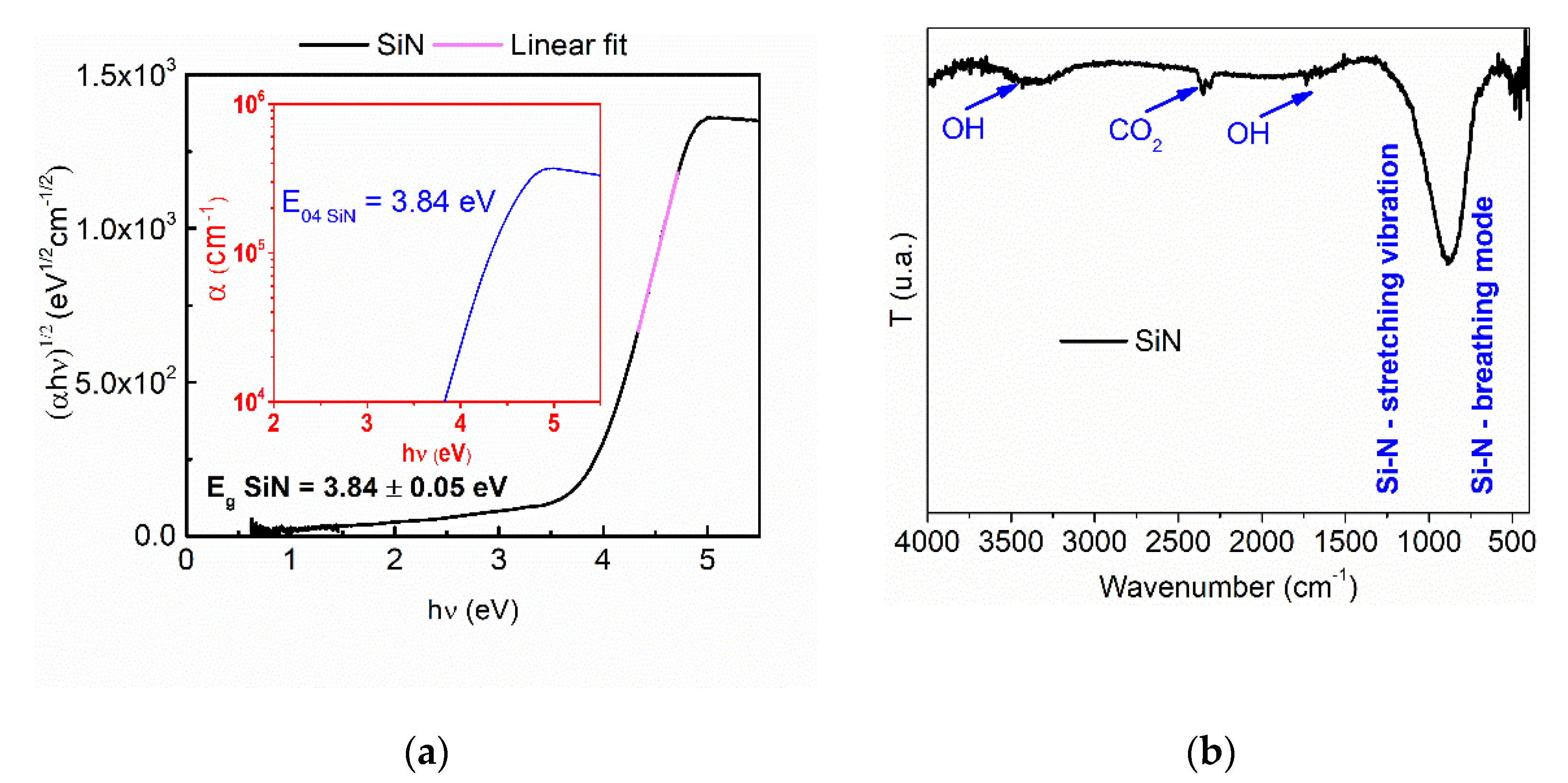
3.1.2. Optical Characteristics of Monolayer Materials
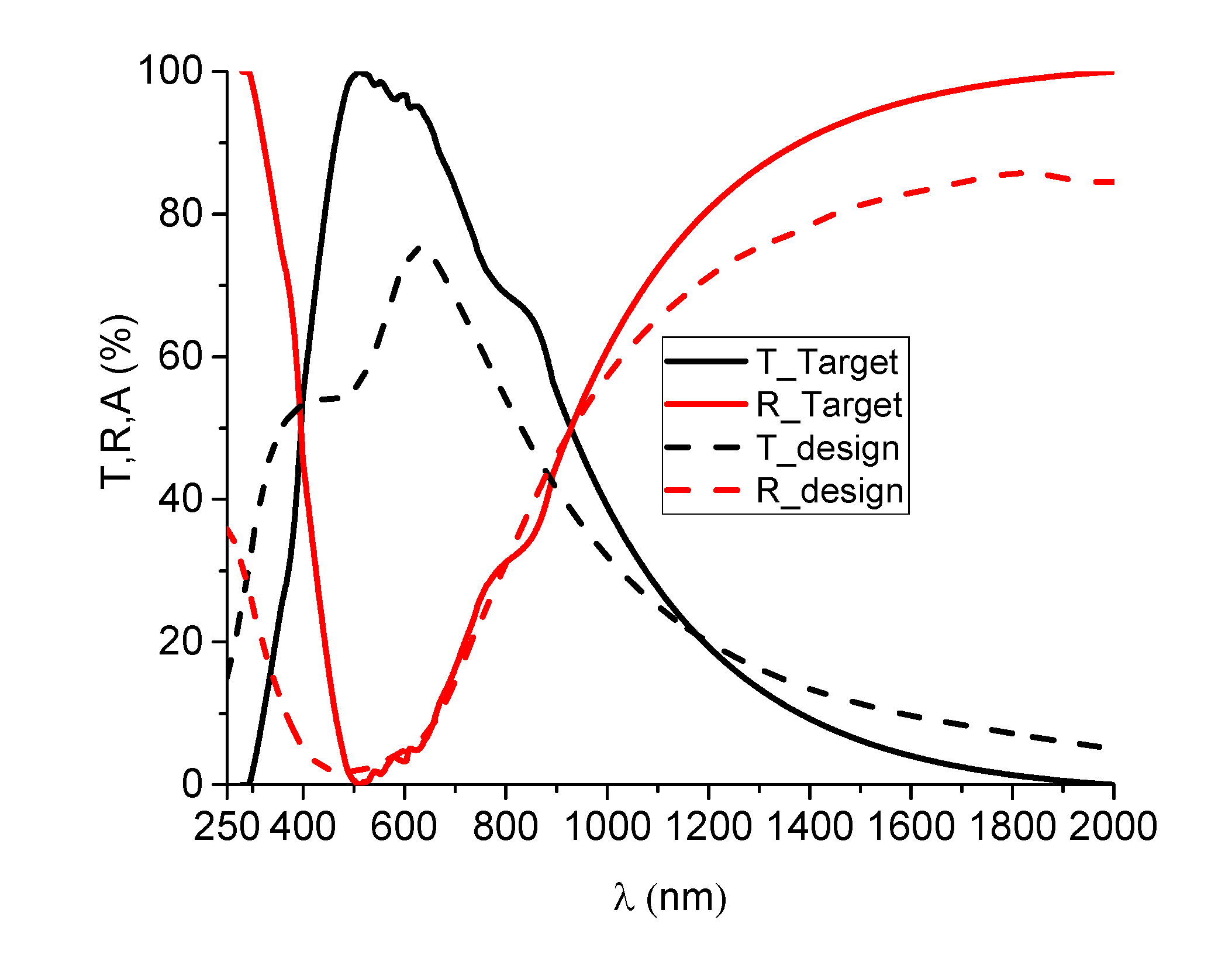
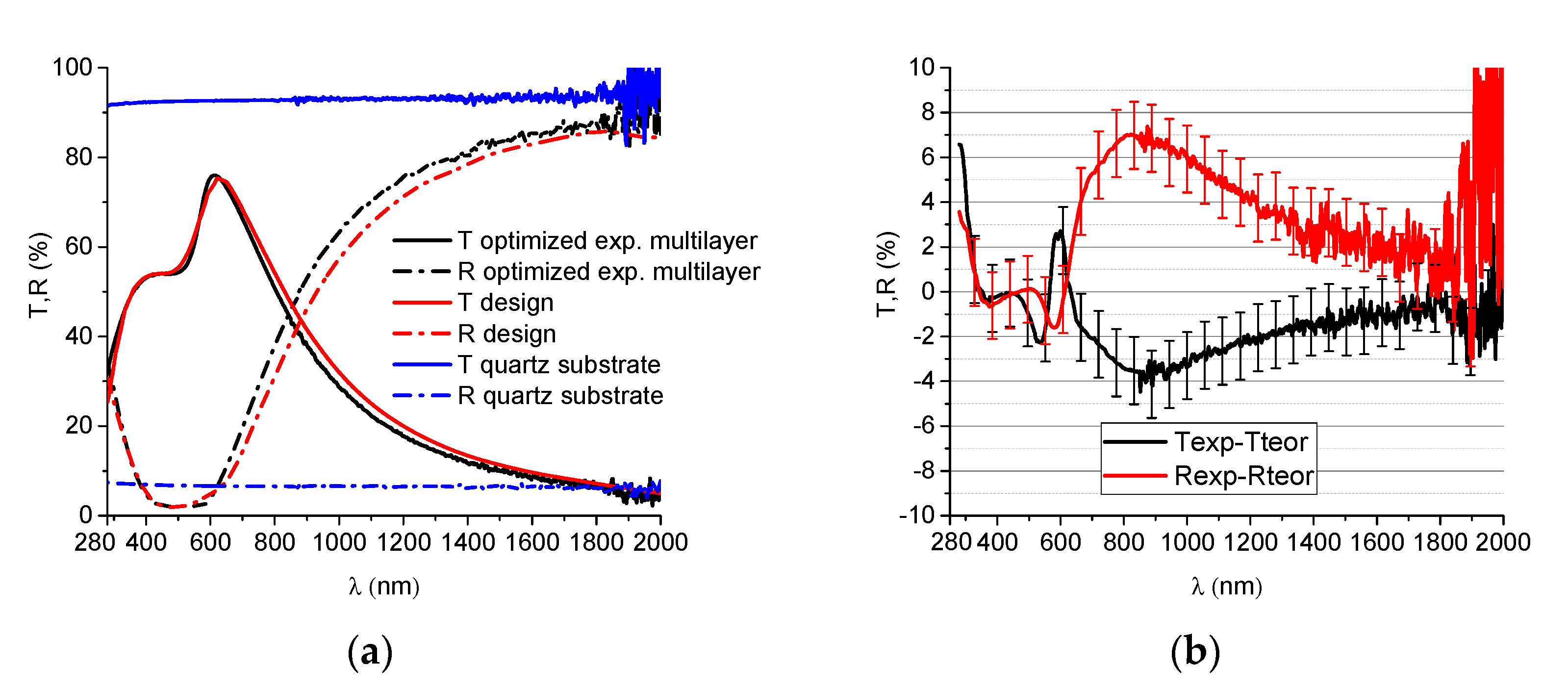
3.2. Optical Characteristic of the Designed Multilayer Structure
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blok, K.; Afanador, A.; Van Der Hoorn, I.; Berg, T.; Edelenbosch, O.Y.; Van Vuuren, D.P. Assessment of Sectoral Greenhouse Gas Emission Reduction Potentials for 2030. Energies 2020, 13, 943. [Google Scholar] [CrossRef] [Green Version]
- Rezaei, S.D.; Shannigrahi, S.; Ramakrishna, S. A Review of Conventional, Advanced, and Smart Glazing Technologies and Materials for Improving Indoor Environment. Sol. Energy Mater. Sol. Cells 2017, 159, 26–51. [Google Scholar] [CrossRef]
- Schaefer, C.; Szczyrbowski, J. Low Emissivity Coatings on Architectural Glass. Surf. Coat. Technol. 1995, 93, 37–45. [Google Scholar] [CrossRef]
- Il, L.; Stocks, B.; Meals, D.E.; Wirzbicki, G.F. Transparent Article Having Protective Silicon Nitride Film. U.S. Patent US 2004/0115443, 17 June 1994. [Google Scholar]
- Fan, J.C.C.; Hill, C.; Bachner, F.J. Transparent Heat-Mirror. U.S. Patent 4,721,349, 26 January 1988. [Google Scholar]
- Hood, T.G.; Meyer, S.F. Low Transmission Heat-Reflective Glazing Materials. U.S. Patent 5,306,54, 26 April 1994. [Google Scholar]
- Awad, M.A.; Raaif, M. Optical and Electrical Performance of Transparent Conductive TiO2/Cu/TiO2 Multilayers Prepared by Magnetron Sputtering. J. Mater. Sci. Mater. Electron. 2018, 29, 2815–2824. [Google Scholar] [CrossRef]
- Peng, L.; Jiang, S.; Guo, R.; Xu, J.; Li, X.; Miao, D.; Wang, Y.; Shang, S. IR Protection Property and Color Performance of TiO2/Cu/TiO2 Coated Polyester Fabrics. J. Mater. Sci. Mater. Electron. 2018, 29, 16188–16198. [Google Scholar] [CrossRef]
- Dalapati, G.K.; Kushwaha, A.K.; Sharma, M.; Suresh, V.; Shannigrahi, S.; Zhuk, S.; Masudy-Panah, S. Transparent Heat Regulating (THR) Materials and Coatings for Energy Saving Window Applications: Impact of Materials Design, Micro-Structural, and Interface Quality on the THR Performance. Prog. Mater. Sci. 2018, 95, 42–131. [Google Scholar] [CrossRef]
- Colin, J.; Jamnig, A.; Furgeaud, C.; Michel, A.; Pliatsikas, N.; Sarakinos, K.; Abadias, G. In Situ and Real-Time Nanoscale Monitoring of Ultra-Thin Metal Film Growth Using Optical and Electrical Diagnostic Tools. Nanomaterials 2020, 10, 2225. [Google Scholar] [CrossRef]
- Vitelaru, C.; Parau, A.C.; Dinu, M.; Pana, I.; Constantin, L.R.; Sobetkii, A.; Iordache, I. Transparent Silver Coatings with Copper Addition for Improved Conductivity by Combined DCMS and HiPIMS Process. Metals 2022, 12, 1264. [Google Scholar] [CrossRef]
- Dalapati, G.K.; Wang, S.; Chi, D. A Multilayer Coating. WO2016/171620, 27 October 2016. [Google Scholar]
- Dalapati, G.K.; Masudy-Panah, S.; Chua, S.T.; Sharma, M.; Wong, T.I.; Tan, H.R.; Chi, D. Color Tunable Low Cost Transparent Heat Reflector Using Copper and Titanium Oxide for Energy Saving Application. Sci. Rep. 2016, 6, 20182. [Google Scholar] [CrossRef] [Green Version]
- Ionescu, M.I.; Bensebaa, F.; Luan, B.L. Study of Optical and Electrical Properties of ZnO/Cu/ZnO Multilayers Deposited on Flexible Substrate. Thin Solid Films 2012, 525, 162–166. [Google Scholar] [CrossRef]
- Ebner, D.; Bauch, M.; Dimopoulos, T. High Performance and Low Cost Transparent Electrodes Based on Ultrathin Cu Layer. Opt. Express 2017, 25, A240–A252. [Google Scholar] [CrossRef]
- Platzman, I.; Brener, R.; Haick, H.; Tannenbaum, R. Oxidation of Polycrystalline Copper Thin Films at Ambient Conditions. J. Phys. Chem. C 2008, 112, 1101–1108. [Google Scholar] [CrossRef]
- Iijima, J.; Lim, J.W.; Hong, S.H.; Suzuki, S.; Mimura, K.; Isshiki, M. Native Oxidation of Ultra High Purity Cu Bulk and Thin Films. Appl. Surf. Sci. 2006, 253, 2825–2829. [Google Scholar] [CrossRef]
- Cemin, F.; Lundin, D.; Cammilleri, D.; Maroutian, T.; Lecoeur, P.; Minea, T. Low Electrical Resistivity in Thin and Ultrathin Copper Layers Grown by High Power Impulse Magnetron Sputtering. J. Vac. Sci. Technol. A 2016, 34, 051506. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.H.; Wu, J.; Jiang, F.; Ma, D.L.; Chen, C.Z.; Sun, H.; Leng, Y.X.; Huang, N. Plasma Characteristics and Properties of Cu Films Prepared by High Power Pulsed Magnetron Sputtering. Vacuum 2017, 135, 93–100. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.L.; Vasilovici, O.; Popa, G. Optimization of Deposition Rate in HiPIMS by Controlling the Peak Target Current. J. Phys. D Appl. Phys. 2015, 48, 495204. [Google Scholar] [CrossRef]
- Helmersson, U.; Lattemann, M.; Bohlmark, J.; Ehiasarian, A.P.; Gudmundsson, J.T. Ionized Physical Vapor Deposition (IPVD): A Review of Technology and Applications. Thin Solid Films 2006, 513, 1–24. [Google Scholar] [CrossRef] [Green Version]
- Pana, I.; Parau, A.C.; Dinu, M.; Kiss, A.E.; Constantin, L.R.; Vitelaru, C. Optical Properties and Stability of Copper Thin Films for Transparent Thermal Heat Reflectors. Metals 2022, 12, 262. [Google Scholar] [CrossRef]
- Szczyrbowski, J.; Bräuer, G.; Ruske, M.; Schilling, H.; Zmelty, A. New Low Emissivity Coating Based on TwinMag® Sputtered TiO2 and Si3N4 Layers. Thin Solid Films 1999, 351, 254–259. [Google Scholar] [CrossRef]
- Hartig, K.W.; Larson, S.L.; Lingle, P.J. Dual Silver Layer Low-e Glass Coating System and Insulating Glass Units Made Therefrom. U.S. Patent 5,557,462, 17 September 1996. [Google Scholar]
- Hartig, K.W.; Lingle, P.J. High Performance, Durable, Low-E Glass. U.S. Patent 5,344,718, 6 September 1994. [Google Scholar]
- Xu, K.; Du, M.; Hao, L.; Mi, J.; Lin, Y.; Li, S.; Wang, J.; Deng, X. Optical Optimization and Thermal Stability of SiN/Ag/SiN Based Transparent Heat Reflecting Coatings. Infrared Phys. Technol. 2022, 122, 104089. [Google Scholar] [CrossRef]
- An, T.; Tian, H.; Zheng, W. X-ray Reflectivity and Diffraction Investigation on TiN/SiNx Nanolayered Coatings Deposited by Magnetron Sputtering. Powder Diffr. 2007, 22, 352–355. [Google Scholar] [CrossRef]
- Chang, C.L.; Lin, C.Y.; Yang, F.C.; Tang, J.F. The Effect of Match between High Power Impulse and Bias Voltage: Tin Coating Deposited by High Power Impulse Magnetron Sputtering. Coatings 2021, 11, 822. [Google Scholar] [CrossRef]
- Guruvenket, S.; Mohan Rao, G. Effect of Ion Bombardment and Substrate Orientation on Structure and Properties of Titanium Nitride Films Deposited by Unbalanced Magnetron Sputtering. J. Vac. Sci. Technol. A 2002, 20, 678–682. [Google Scholar] [CrossRef] [Green Version]
- Avino, F.; Fonnesu, D.; Koettig, T.; Bonura, M.; Senatore, C.; Perez Fontenla, A.T.; Sublet, A.; Taborelli, M. Improved Film Density for Coatings at Grazing Angle of Incidence in High Power Impulse Magnetron Sputtering with Positive Pulse. Thin Solid Films 2020, 706, 138058. [Google Scholar] [CrossRef]
- Choi, H.M.; Choi, S.K.; Anderson, O.; Bange, K. Influence of Film Density on Residual Stress and Resistivity for Cu Thin Films Deposited by Bias Sputtering. Thin Solid Films 2000, 358, 202–205. [Google Scholar] [CrossRef]
- Yubao, Z.; Zhigang, L.; Jinfeng, L.; Nan, Z.; Hongtao, Z. Effect of Bias Voltage on Microstructure and Properties of Magnetron Sputtering TaN Coating. IOP Conf. Ser. Earth Environ. Sci. 2019, 267, 042126. [Google Scholar] [CrossRef] [Green Version]
- Tikhonravov, A.V. OptiLayer Thin Film Soft-Ware. 2003. Available online: https://www.optilayer.com (accessed on 22 March 2022).
- Stenzel, O. Experimental Determination of Thin Film Optical Constants BT—Optical Coatings: Material Aspects in Theory and Practice; Stenzel, O., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 117–158. ISBN 978-3-642-54063-9. [Google Scholar]
- Hegedüs, N.; Balázsi, K.; Balázsi, C. Silicon Nitride and Hydrogenated Silicon Nitride Thin Films: A Review of Fabrication Methods and Applications. Materials 2021, 14, 5658. [Google Scholar] [CrossRef]
- Tauc, J. Optical Properties of Amorphous Semiconductors BT—Amorphous and Liquid Semiconductors; Tauc, J., Ed.; Springer: Boston, MA, USA, 1974; pp. 159–220. ISBN 978-1-4615-8705-7. [Google Scholar]
- Ku, S.L.; Lee, C.C. Optical and Structural Properties of Silicon Nitride Thin Films Prepared by Ion-Assisted Deposition. Opt. Mater. 2010, 32, 956–960. [Google Scholar] [CrossRef]
- Signore, M.A.; Sytchkova, A.; Dimaio, D.; Cappello, A.; Rizzo, A. Deposition of Silicon Nitride Thin Films by RF Magnetron Sputtering: A Material and Growth Process Study. Opt. Mater. 2012, 34, 632–638. [Google Scholar] [CrossRef]
- Pana, I.; Vitelaru, C.; Kiss, A.; Zoita, N.C.; Dinu, M.; Braic, M. Design, Fabrication and Characterization of TiO2-SiO2 multilayer with Tailored Color Glazing for Thermal Solar Collectors. Mater. Des. 2017, 130, 275–284. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pana, I.; Parau, A.C.; Dinu, M.; Kiss, A.E.; Constantin, L.R.; Vitelaru, C. Development and Evaluation of Copper Based Transparent Heat Reflectors Obtained by Magnetron Sputtering. Nanomaterials 2022, 12, 3544. https://doi.org/10.3390/nano12193544
Pana I, Parau AC, Dinu M, Kiss AE, Constantin LR, Vitelaru C. Development and Evaluation of Copper Based Transparent Heat Reflectors Obtained by Magnetron Sputtering. Nanomaterials. 2022; 12(19):3544. https://doi.org/10.3390/nano12193544
Chicago/Turabian StylePana, Iulian, Anca C. Parau, Mihaela Dinu, Adrian E. Kiss, Lidia R. Constantin, and Catalin Vitelaru. 2022. "Development and Evaluation of Copper Based Transparent Heat Reflectors Obtained by Magnetron Sputtering" Nanomaterials 12, no. 19: 3544. https://doi.org/10.3390/nano12193544