
Influence of Soft Phase and Carbon Nanotube Content on the Properties of Hierarchical AZ61 Matrix Composite with Isolated Soft Phase

 ,
,
Abstract
:1. Introduction
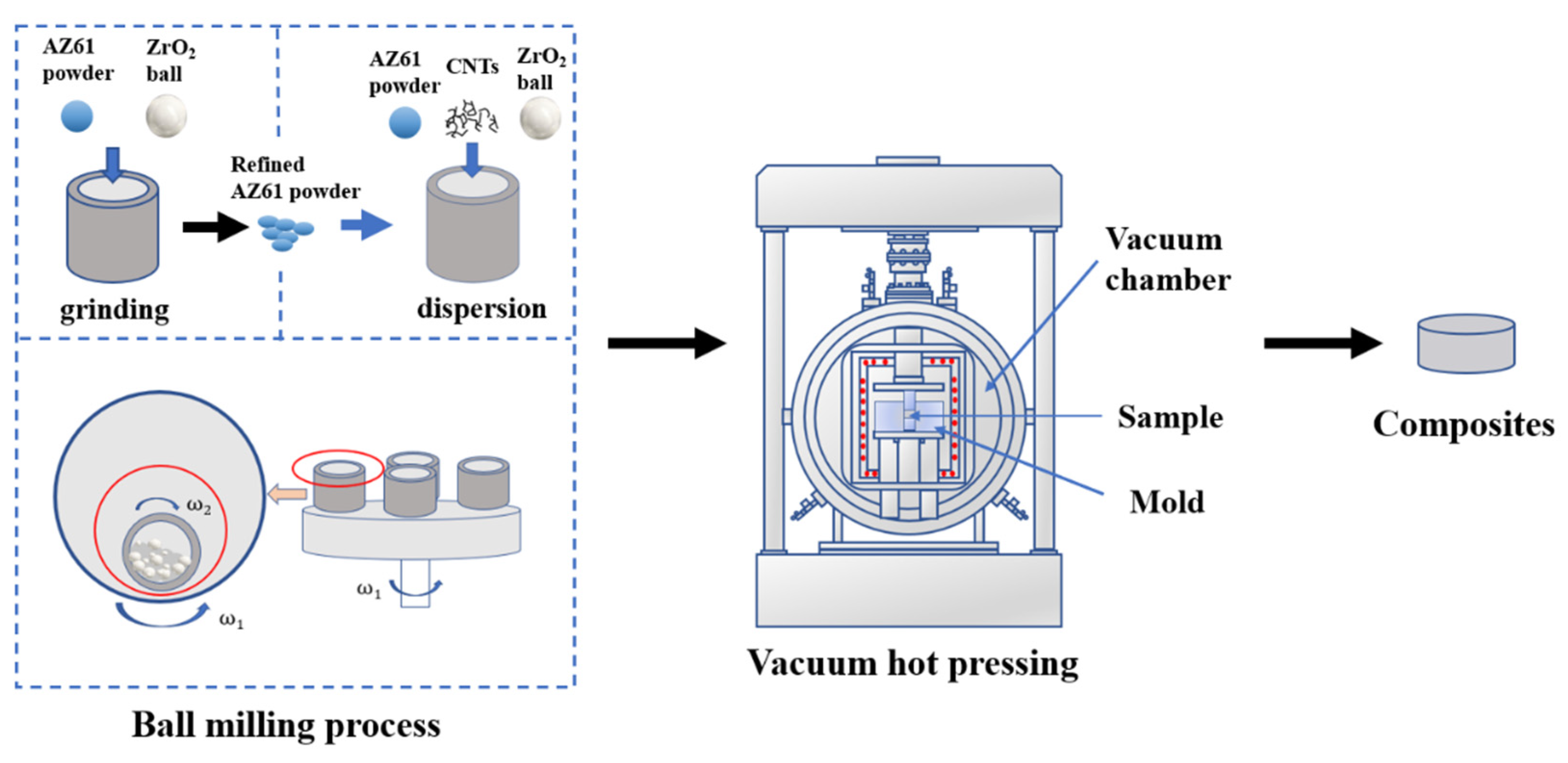
2. Materials and Methods
3. Results
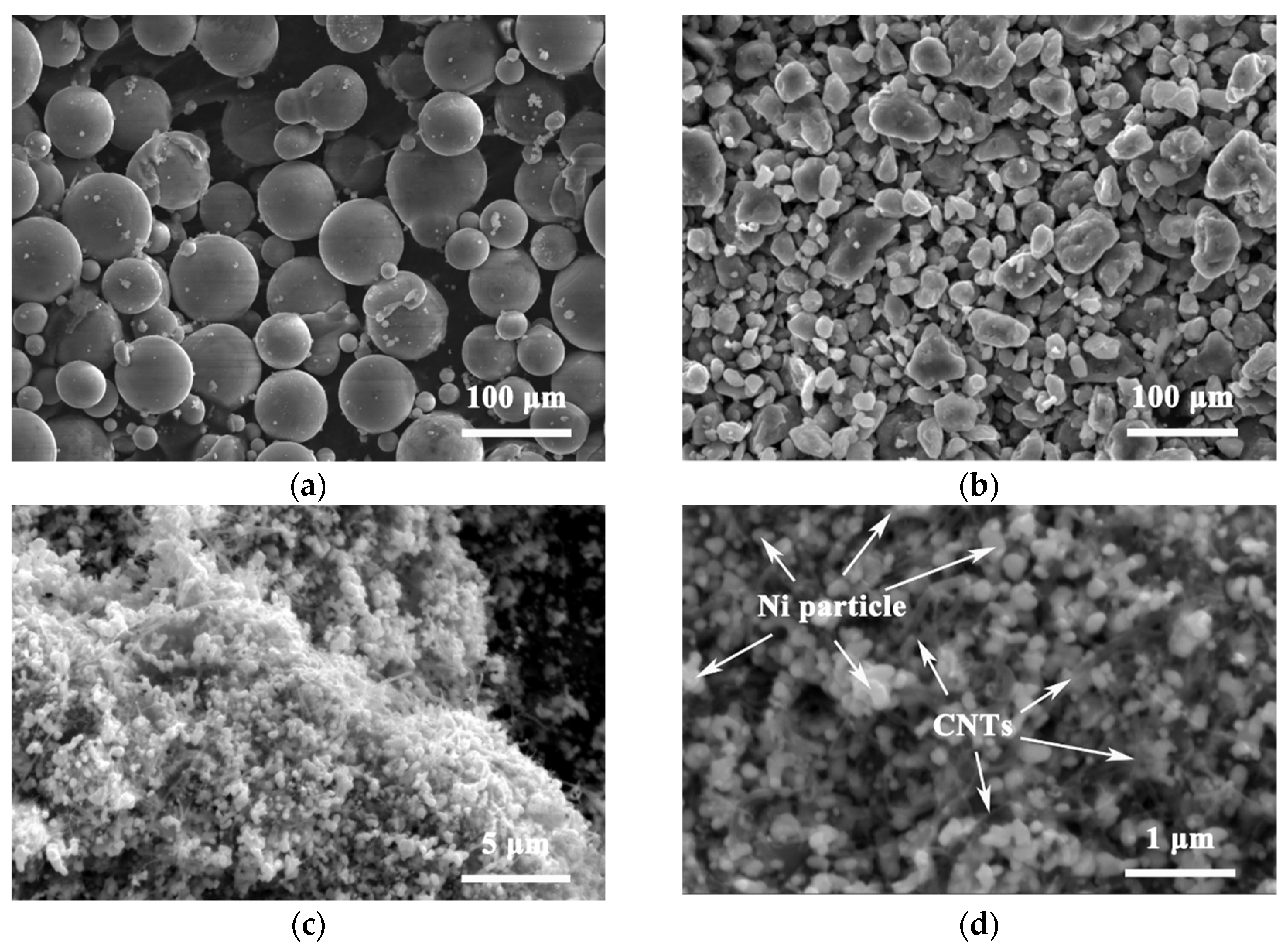
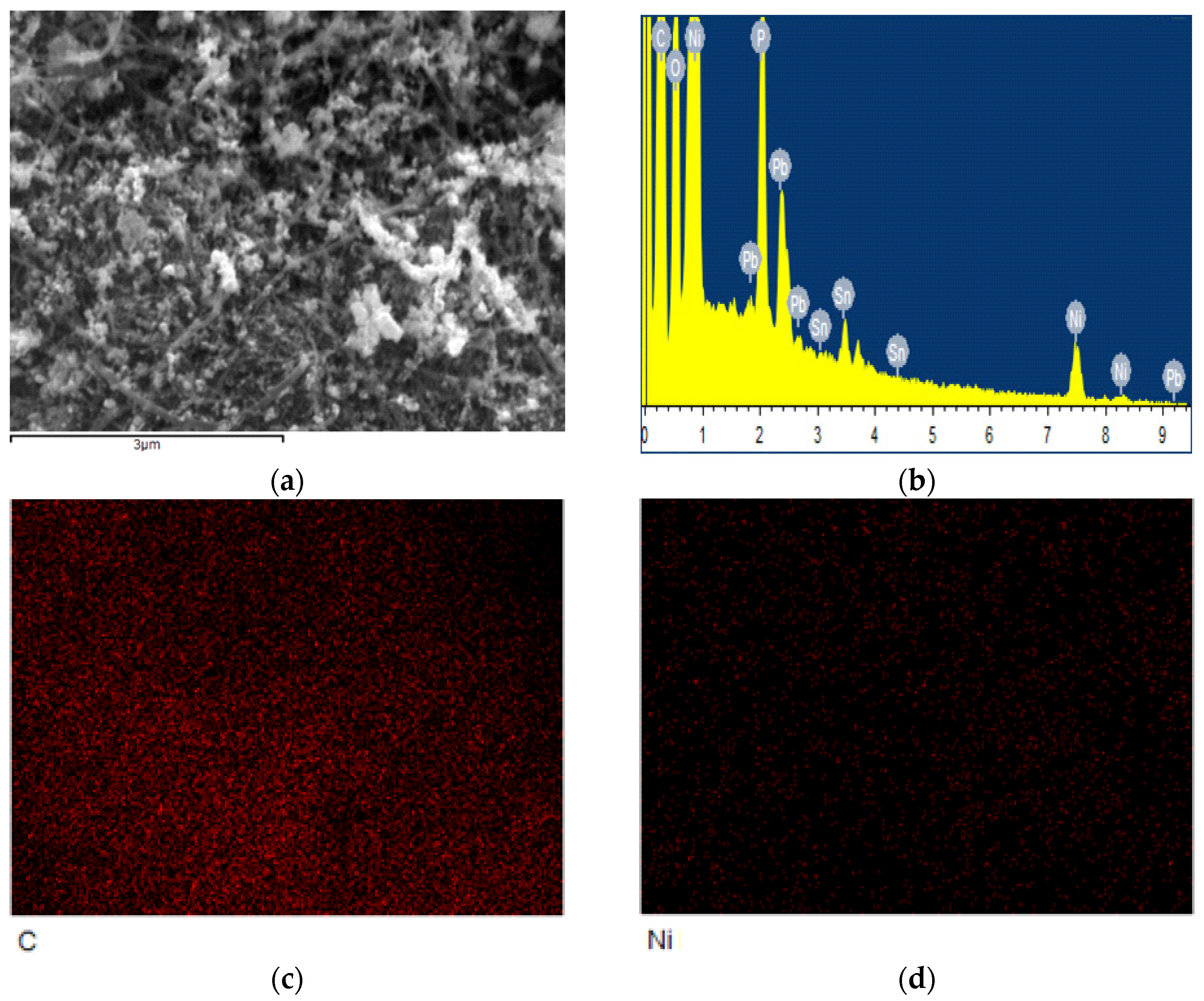
3.1. Morphology of Powder
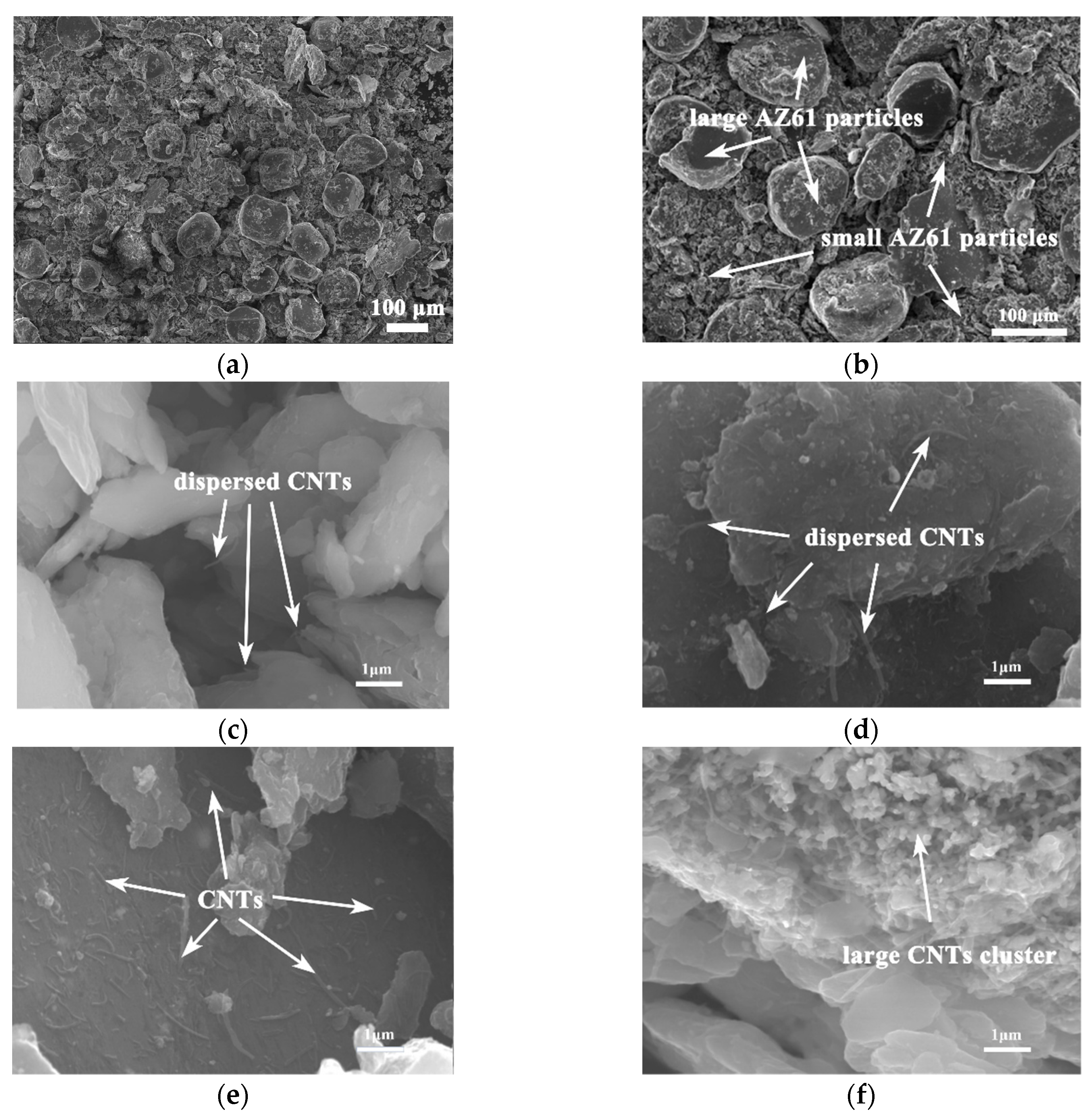
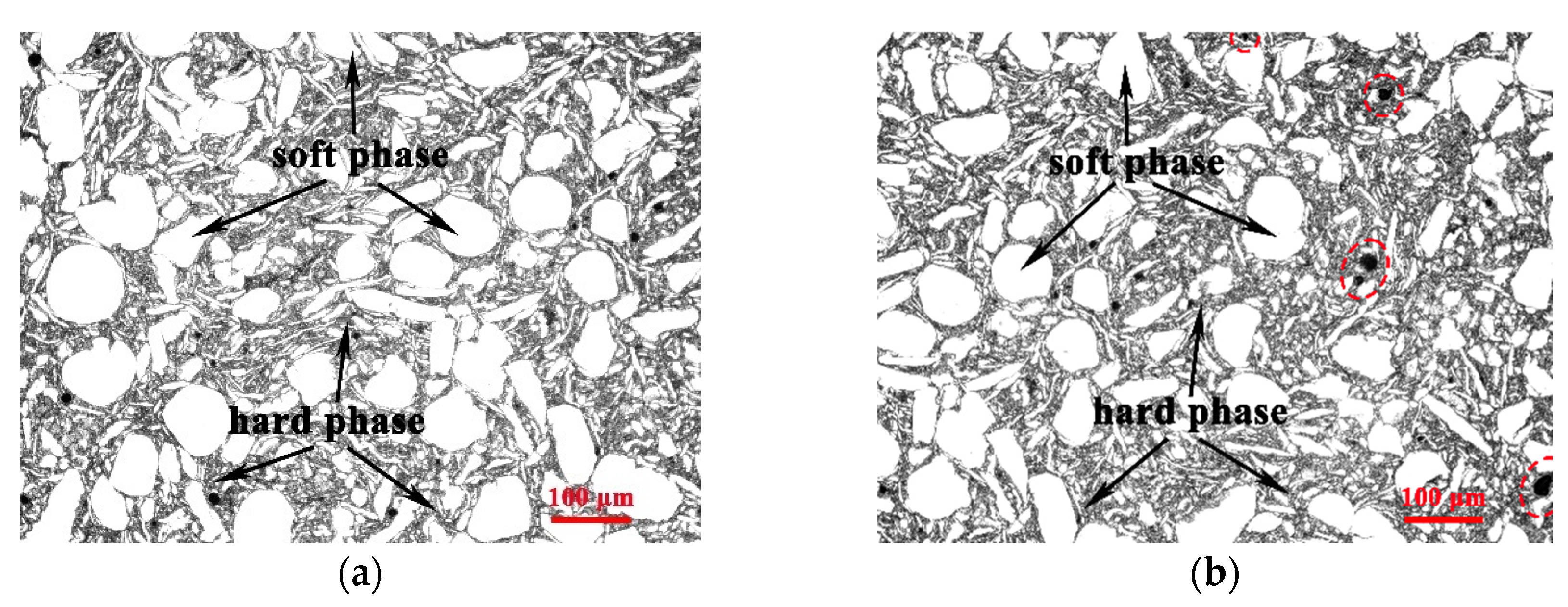
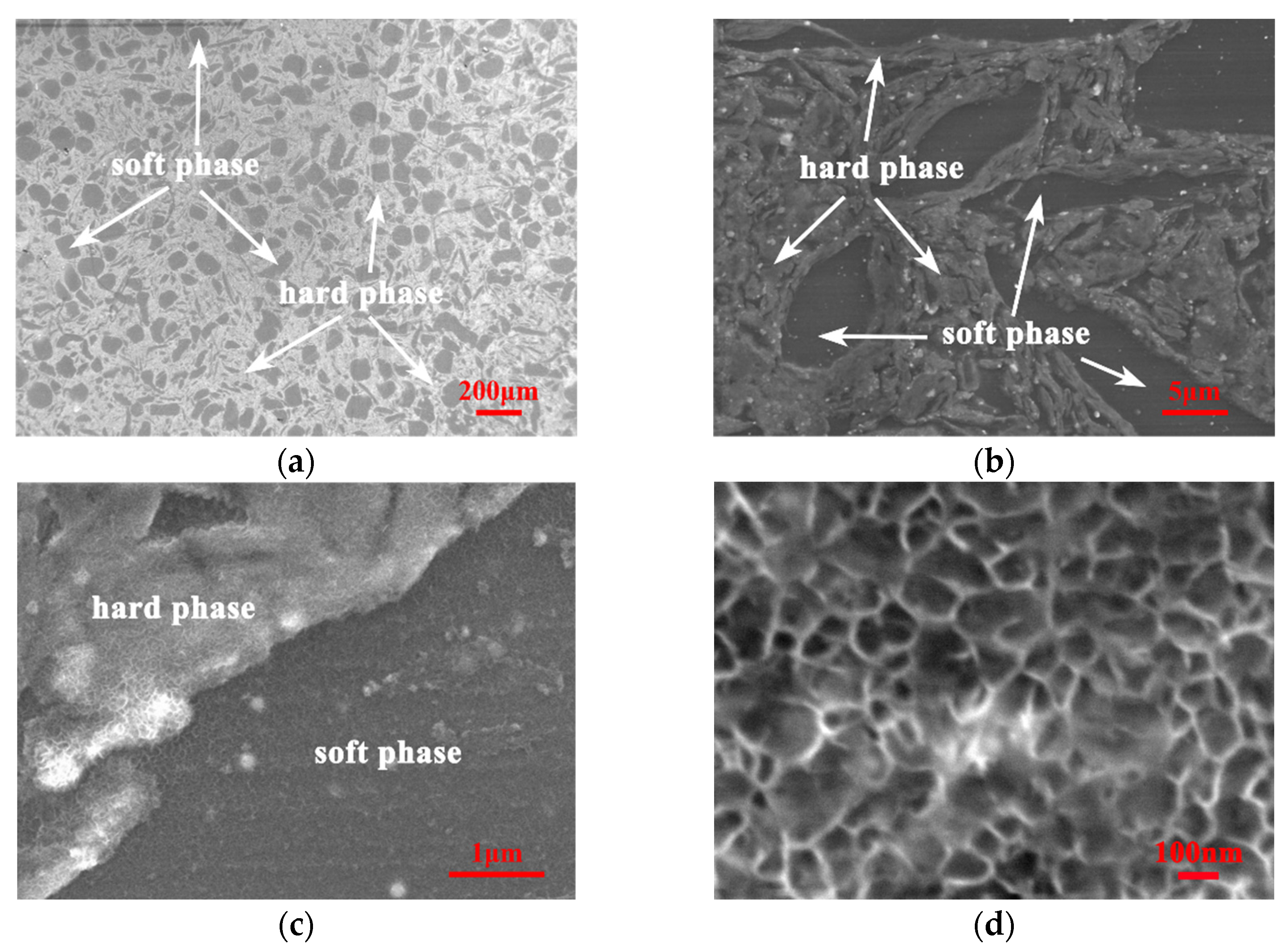
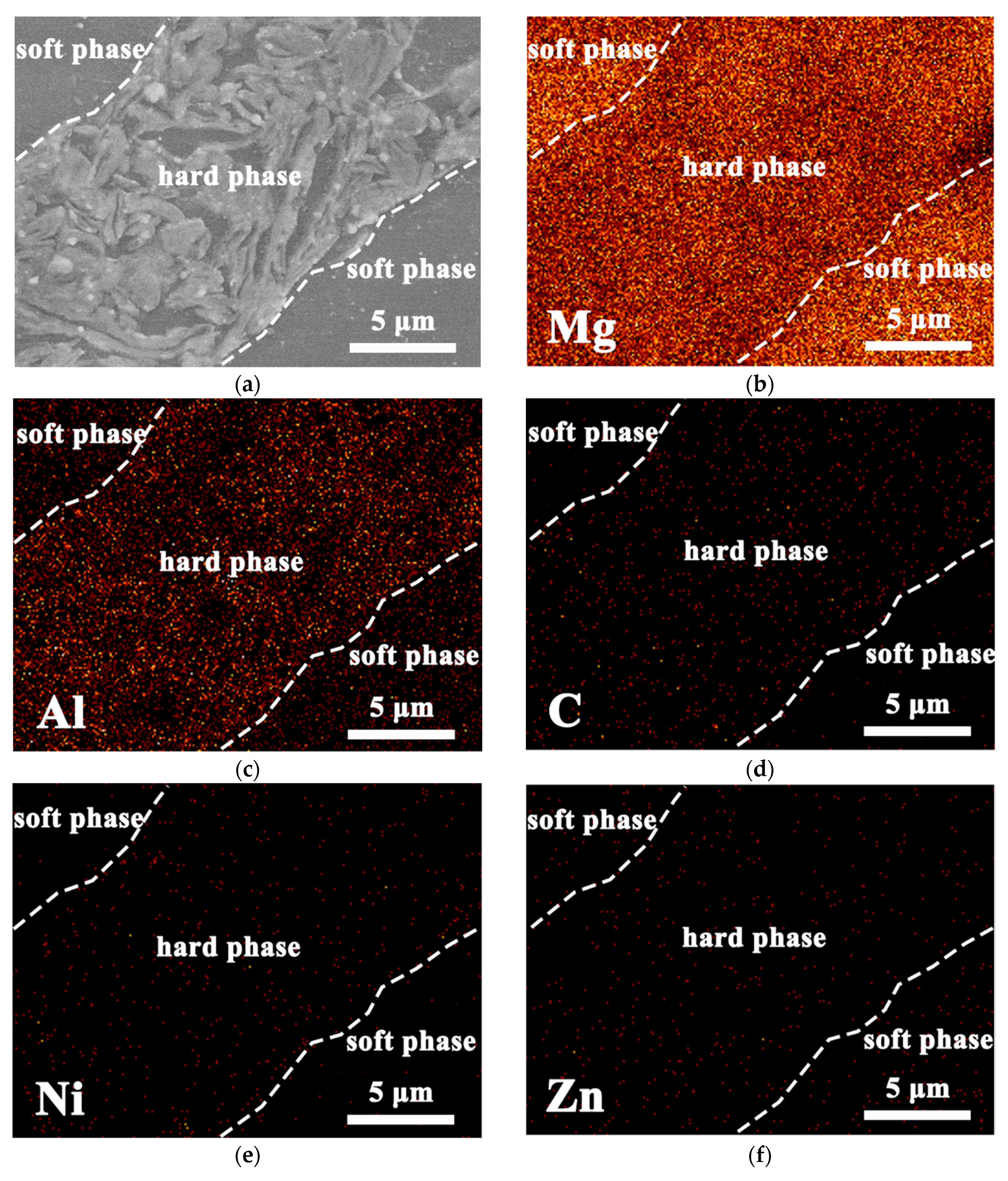
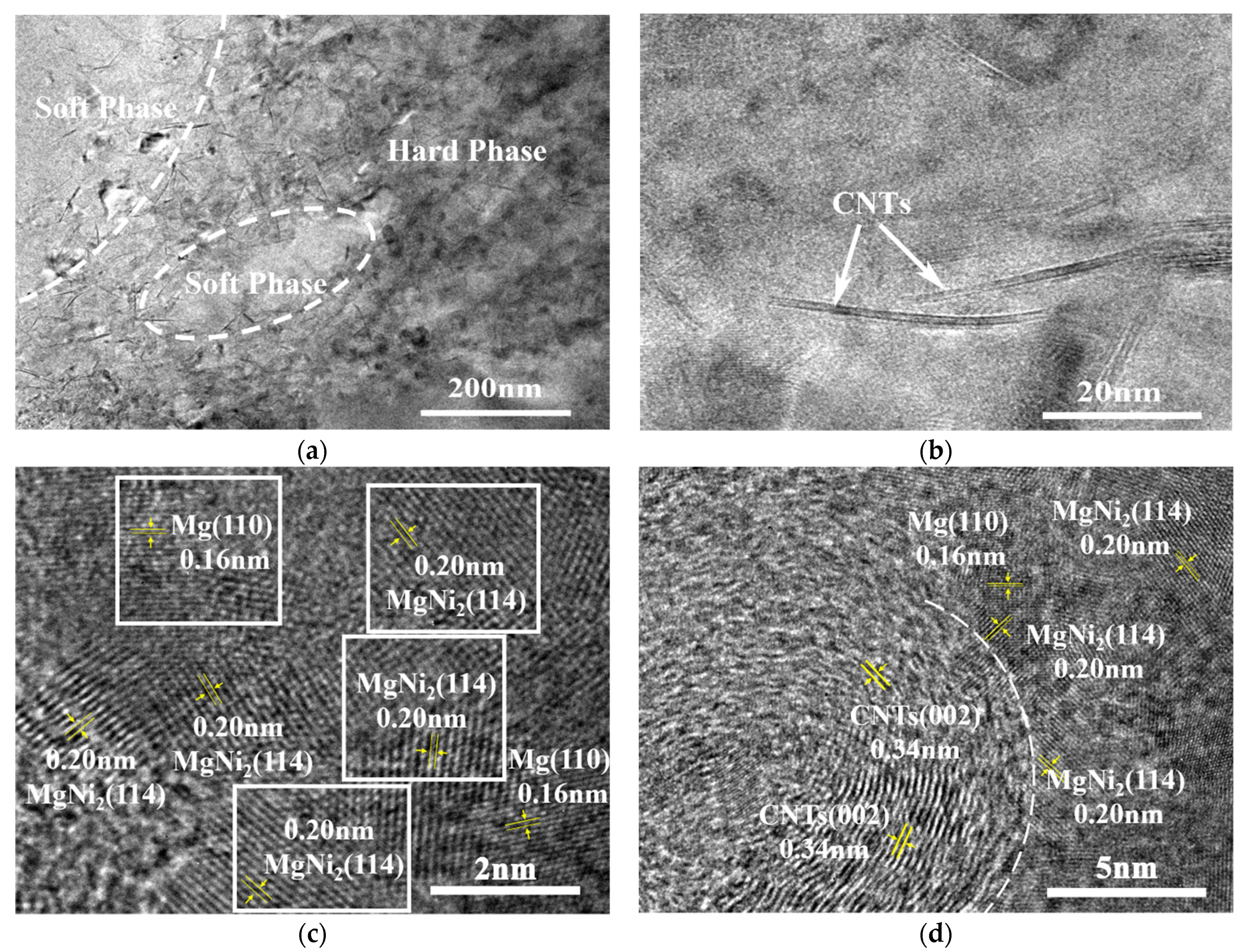
3.2. Microstructure of Composite
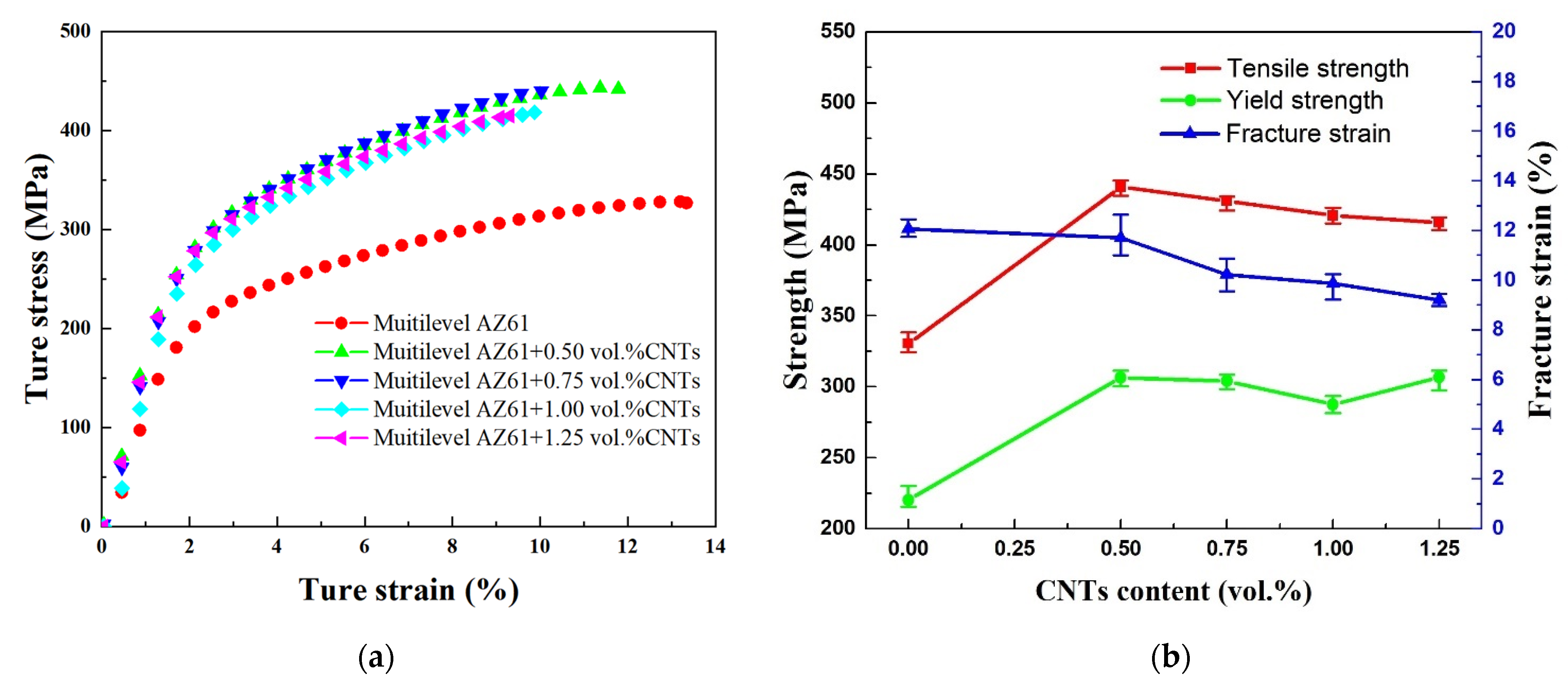
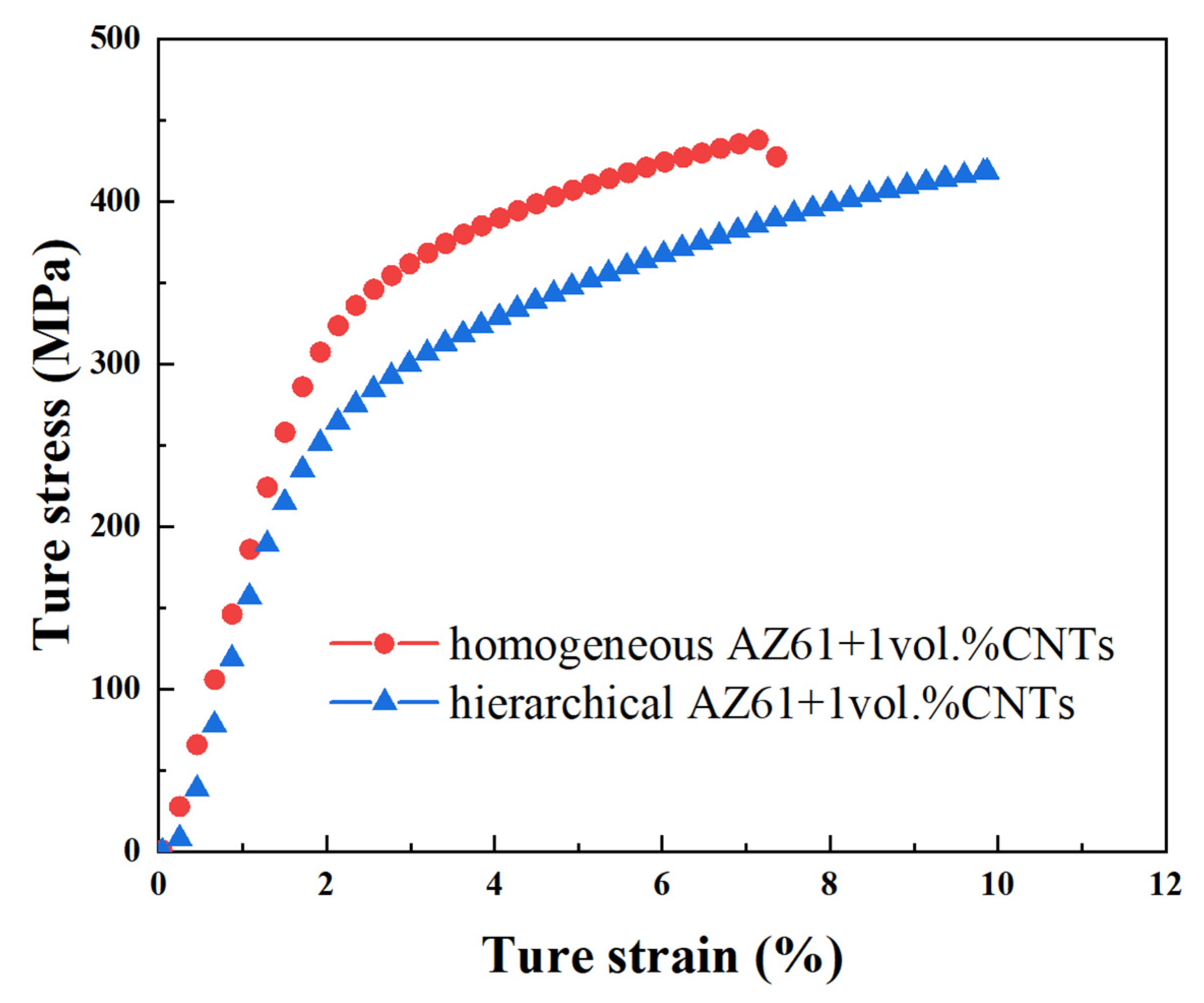
3.3. Mechanical Property
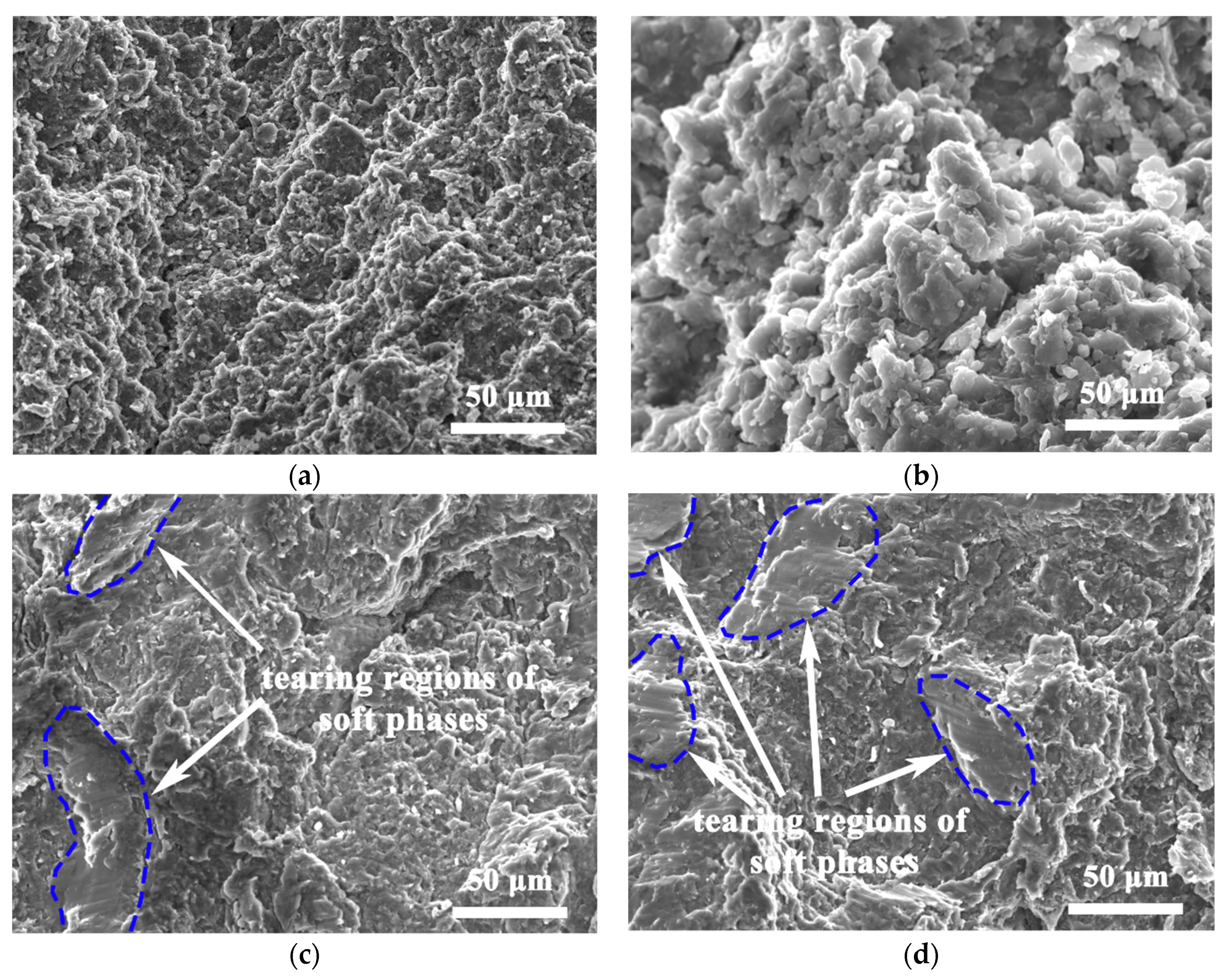
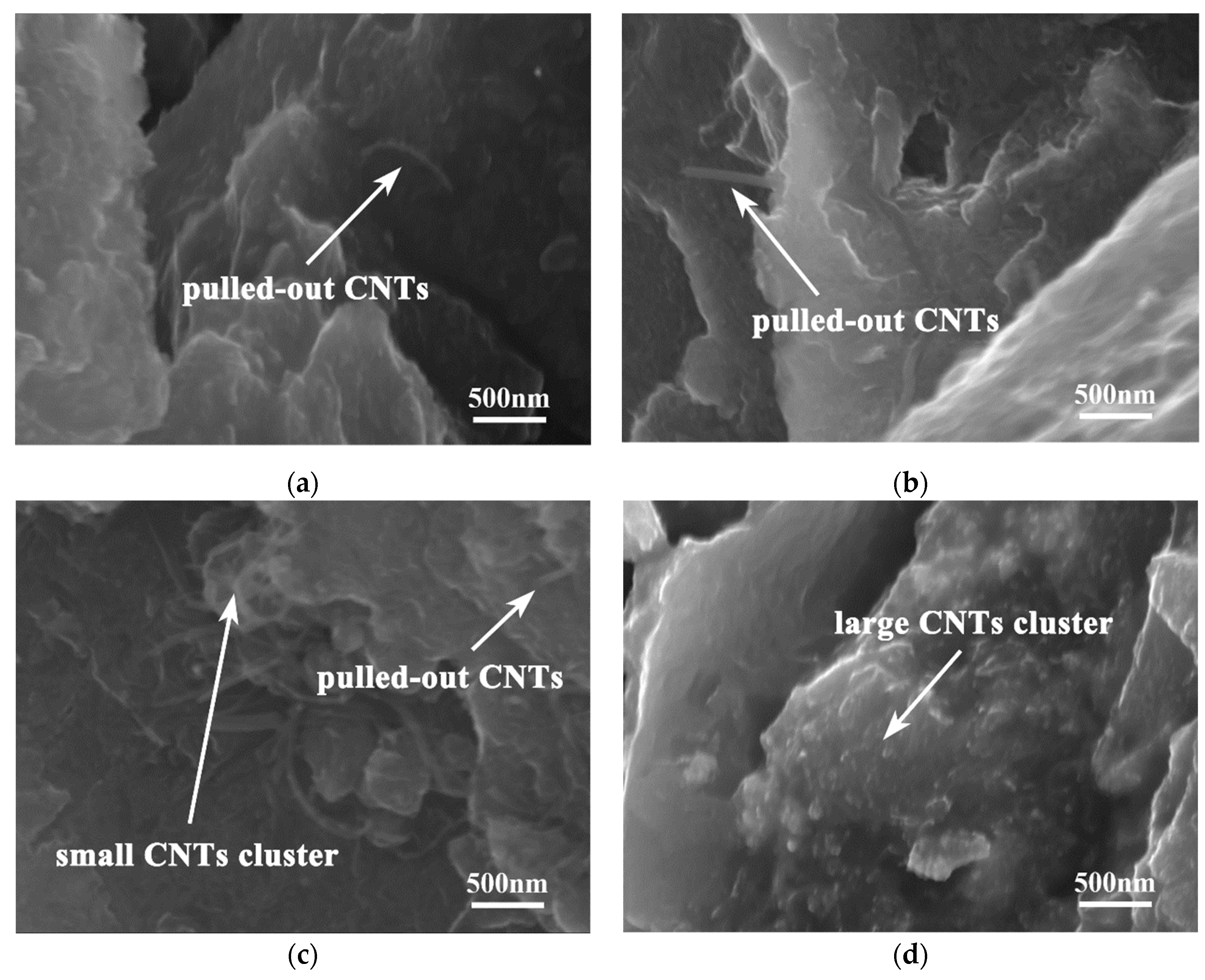
3.4. Fracture Morphology
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hou, J.; Du, W.; Wang, Z.; Li, S.; Liu, K.; Du, X. Combination of enhanced thermal conductivity and strength of MWCNTs reinforced Mg-6Zn matrix composite. J. Alloys Compd. 2020, 838, 155573. [Google Scholar] [CrossRef]
- Abazari, S.; Shamsipur, A.; Bakhsheshi-Rad, H.R.; Berto, F. Functionalized carbon nanotube-encapsulated magnesium-based nanocomposites with outstanding mechanical and biological properties as load-bearing bone implants. Mater. Des. 2022, 213, 110354. [Google Scholar] [CrossRef]
- Hou, J.; Du, W.; Parande, G.; Gupta, M.; Li, S. Significantly enhancing the strength + ductility combination of Mg-9Al alloy using multi-walled carbon nanotubes. J. Alloys Compd. 2019, 790, 974–982. [Google Scholar] [CrossRef]
- Shirasu, K.; Yamamoto, G.; Hashida, T. How do the mechanical properties of carbon nanotubes increase? An experimental evaluation and modeling of the engineering tensile strength of individual carbon nanotubes. Mater. Res. Express 2019, 6, 55047. [Google Scholar] [CrossRef]
- Ding, Y.; Shi, Z.; Li, Z.; Jiao, S.; Hu, J.; Wang, X.; Zhang, Y.; Wang, H.; Guo, X. Effect of CNT Content on Microstructure and Properties of CNTs/Refined-AZ61 Magnesium Matrix Composites. Nanomaterials 2022, 12, 2432. [Google Scholar] [CrossRef] [PubMed]
- Luo, X.; Zhao, K.; He, X.; Bai, Y.; De Andrade, V.; Zaiser, M.; An, L.; Liu, J. Evading strength and ductility trade-off in an inverse nacre structured magnesium matrix nanocomposite. Acta Mater. 2022, 228, 117730. [Google Scholar] [CrossRef]
- Xiang, Y.; Wang, X.; Hu, X.; Meng, L.; Song, Z.; Li, X.; Sun, Z.; Zhang, Q.; Wu, K. Achieving ultra-high strengthening and toughening efficiency in carbon nanotubes/magnesium composites via constructing micro-nano layered structure. Compos. Part. A-Appl. S. 2019, 119, 225–234. [Google Scholar] [CrossRef]
- Liu, J.; Zhao, K.; Zhang, M.; Wang, Y.; An, L. High performance heterogeneous magnesium-based nanocomposite. Mater. Lett. 2015, 143, 287–289. [Google Scholar] [CrossRef]
- Ding, Y.; Xu, J.; Hu, J.; Gao, Q.; Guo, X.; Zhang, R.; An, L. High performance carbon nanotube-reinforced magnesium nanocomposite. Mat. Sci. Eng. A 2020, 771, 1–4. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2006, 46, 1–184. [Google Scholar] [CrossRef]
- Miao, J.; Sun, W.; Klarner, A.D.; Luo, A.A. Interphase boundary segregation of silver and enhanced precipitation of Mg17Al12 Phase in a Mg-Al-Sn-Ag alloy. Scripta Mater. 2018, 154, 192–196. [Google Scholar] [CrossRef]
- Varin, R.A.; Czujko, T.; Mizera, J. The effect of MgNi2 intermetallic compound on nanostructurization and amorphization of Mg–Ni alloys processed by controlled mechanical milling. J. Alloys Compd. 2003, 354, 281–295. [Google Scholar] [CrossRef]
- Wu, L.; Wu, R.; Zhang, J.; Hou, L.; Zhang, M. Synergistic effect of carbon nanotube and graphene nanoplatelet addition on microstructure and mechanical properties of AZ31 prepared using hot-pressing sintering. J. Mater. Res. 2018, 33, 4261–4269. [Google Scholar] [CrossRef]
- Habibi, M.K.; Paramsothy, M.; Hamouda, A.M.S.; Gupta, M. Enhanced compressive response of hybrid Mg-CNT nano-composites. J. Mater. Sci. 2011, 46, 4588–4597. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Asif, M.; Aamir, M. Synergetic effect of graphene nanoplatelets (GNPs) and multi-walled carbon nanotube (MW-CNTs) on mechanical properties of pure magnesium. J. Alloys Compd. 2014, 603, 111–118. [Google Scholar] [CrossRef]
- Ng, X.W.; Hukins, D.W.L.; Goh, K.L. Influence of fibre taper on the work of fibre pull-out in short fibre composite fracture. J. Mater. Sci. 2010, 45, 1086–1090. [Google Scholar] [CrossRef]
- Huq, A.; Goh, K.L.; Zhou, Z.R.; Liao, K. On defect interactions in axially loaded single-walled carbon nanotubes. J. Appl. Phys. 2008, 103, 1624–1625. [Google Scholar] [CrossRef]
- Huq, A.M.A.; Bhuiyan, A.K.; Liao, K.; Goh, K.L. Defect-defect interaction in single-walled carbon nanotubes under torsional loading. Int. J. Mod. Phys. B 2010, 24, 1215–1226. [Google Scholar] [CrossRef]
- Luo, X.; Zhang, L.; He, X.; Liu, J.; Zhao, K.; An, L. Heterogeneous magnesium matrix nanocomposites with high bending strength and fracture toughness. J. Alloys Compd. 2021, 855, 157359. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Effect of particulate size of Al2O3 reinforcement on microstructure and mechanical behavior of solidification processed elemental Mg. J. Alloys Compd. 2006, 419, 84–90. [Google Scholar] [CrossRef]
- Paramsothy, M.; Chan, J.; Kwok, R.; Gupta, M. Addition of CNTs to enhance tensile/compressive response of magnesium alloy ZK60A. Compos. Part A-Appl. S 2011, 42, 180–188. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mass Fraction/% | Atomic Fraction/% |
| C | 57.67 | 82.43 |
| Ni | 28.47 | 8.32 |
| -- | 13.86 | 9.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Y.; Jiao, S.; Zhang, Y.; Shi, Z.; Hu, J.; Wang, X.; Li, Z.; Wang, H.; Guo, X. Influence of Soft Phase and Carbon Nanotube Content on the Properties of Hierarchical AZ61 Matrix Composite with Isolated Soft Phase. Nanomaterials 2022, 12, 2877. https://doi.org/10.3390/nano12162877
Ding Y, Jiao S, Zhang Y, Shi Z, Hu J, Wang X, Li Z, Wang H, Guo X. Influence of Soft Phase and Carbon Nanotube Content on the Properties of Hierarchical AZ61 Matrix Composite with Isolated Soft Phase. Nanomaterials. 2022; 12(16):2877. https://doi.org/10.3390/nano12162877
Chicago/Turabian StyleDing, Yunpeng, Sijia Jiao, Yizhuang Zhang, Zhiai Shi, Jinbiao Hu, Xulei Wang, Zhiyuan Li, Hanying Wang, and Xiaoqin Guo. 2022. "Influence of Soft Phase and Carbon Nanotube Content on the Properties of Hierarchical AZ61 Matrix Composite with Isolated Soft Phase" Nanomaterials 12, no. 16: 2877. https://doi.org/10.3390/nano12162877