Assessing the Unreliability of Systems during the Early Operation Period of a Ship—A Case Study


Abstract
:1. Introduction
- Construction flaws, resulting from an object being improperly designed;
- Manufacturing errors, including defects occurring as a result of negligence and the inaccuracy of production processes;
- Operational errors, resulting from disregarding obligatory rules of operation, or due to the influence of certain external factors, unexpected for typical usage conditions of a given machine;
- Ageing factors leading to irreversible changes and deterioration in the strength and ability of particular components to work with each other.
2. Materials and Methods
2.1. Object of Analysis
2.2. Data on Failures
3. Results
3.1. Seawater Pump Failures
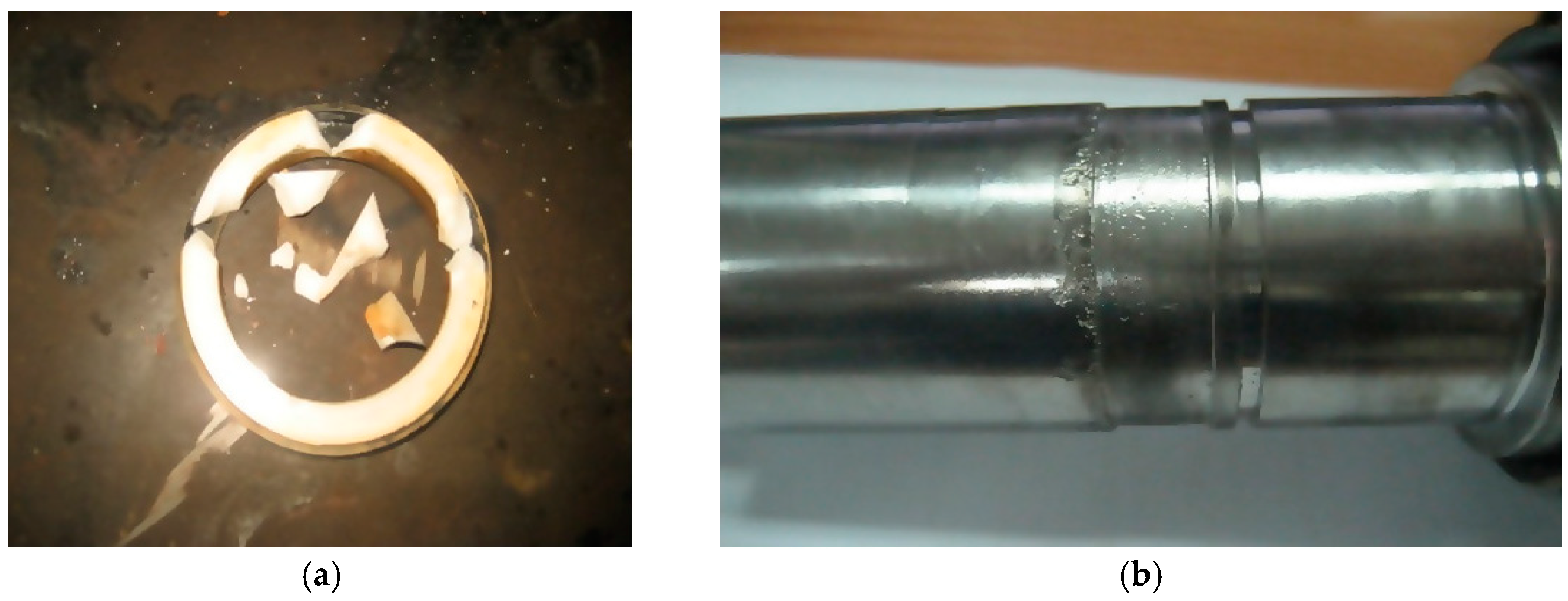
3.2. Failures of Components of the Fuel Centrifuges
3.3. Failures of Components of the Refrigerating Plant
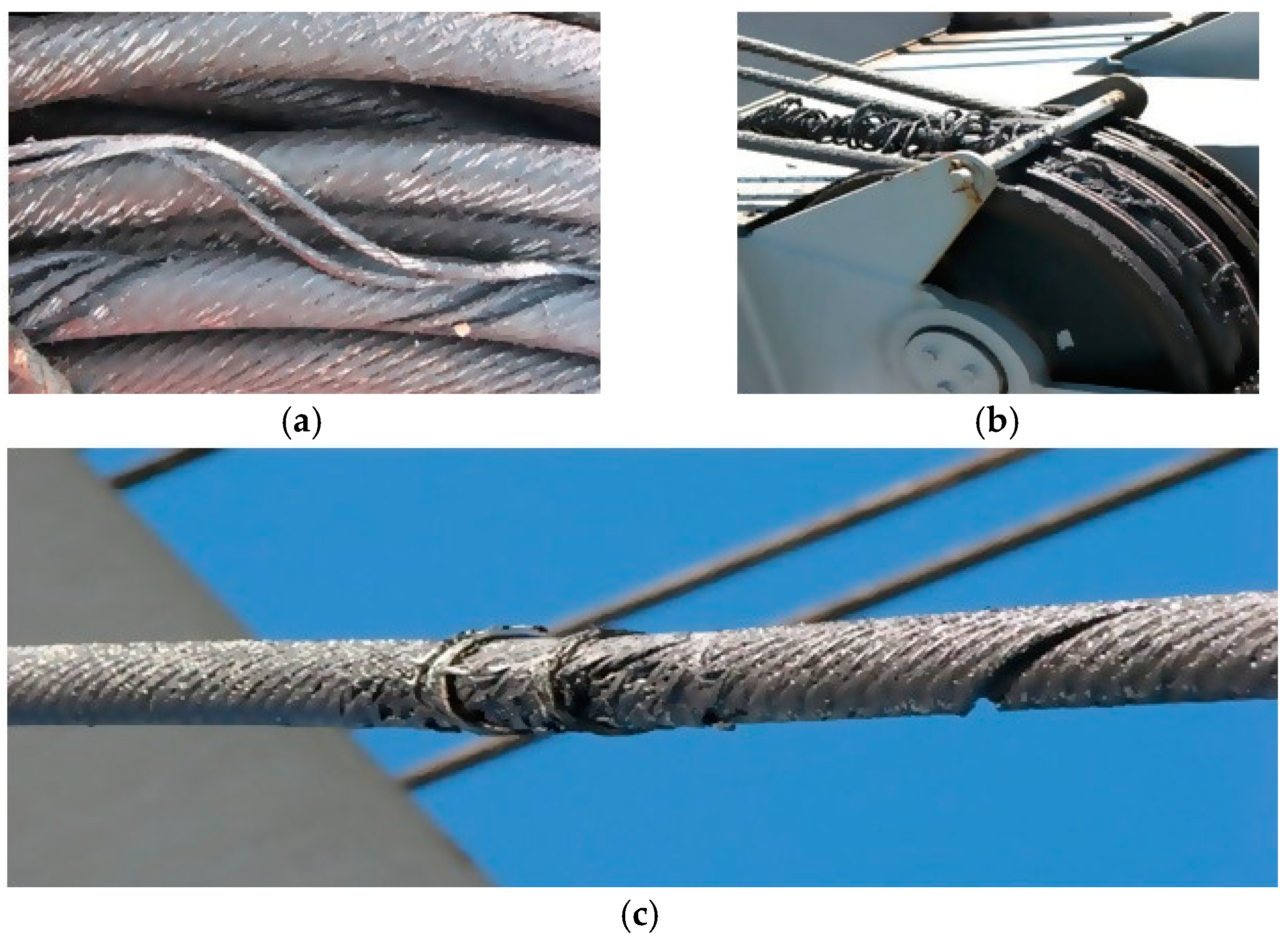
3.4. Failures of the Ship’s Technological System Components
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chybowski, L. Components Importance Analysis in Complex Technical Systems; Institute for Sustainable Technologies–National Research Institute, Scientific Publishers ITE-PIB: Radom, Poland, 2014. (In Polish) [Google Scholar]
- Rozmarynowska, M. World economic crisis and its implications for maritime transport sector. Prace Wydziału Nawig. Akad. Mor. W Gdyni 2012, 27, 21–34. (In Polish) [Google Scholar] [CrossRef] [Green Version]
- Saputra, H.; Muvariz, M.F.; Satoto, S.W.; Koto, J. Estimation of exhaust ship emission from marine traffic in the straits of Singapore and batam waterways using automatic identification system (AIS) data. J. Teknol. 2015, 77, 47–53. [Google Scholar] [CrossRef]
- Balcerski, A.; Bocheński, D. Technological and Energetic Systems of Offshore Vesselss; Publishing House of Gdansk University of Technology: Gdańsk, Poland, 1998. (In Polish) [Google Scholar]
- Chybowski, L.; Idziaszczyk, D.; Wiśnicki, B. A Comparative Components Importance analysis of A Complex Technical System with The Use of Different Importance Measures. In Systems Supporting Production Engineering. Review of Problems and Solutions; Kaźmierczak, J., Ed.; P.A. NOVA: Gliwice, Poland, 2014; pp. 23–33. [Google Scholar]
- Chybowski, L.; Laskowski, R.; Gawdzińska, K. An overview of systems supplying water into the combustion chamber of diesel engines to decrease the amount of nitrogen oxides in exhaust gas. J. Mar. Sci. Technol. 2015, 20, 393–405. [Google Scholar] [CrossRef]
- Laskowski, R.; Chybowski, L.; Gawdzińska, K. An engine room simulator as a tool for environmental education of marine engineers. New Contrib. Inf. Syst. Technol. Adv. Intell. Syst. Comput. 2015, 354, 311–322. [Google Scholar] [CrossRef]
- Chybowski, L. Qualitative and Quantitative Multi-Criteria Models of the Importance of the Components in Reliability structure of a Complex Technical System. J. KONBIN 2012, 4, 33–48. [Google Scholar] [CrossRef]
- Batalden, B.-M.; Sydnes, A. What causes ‘very serious’ maritime accidents? In Safety and Reliability—Theory and Applications; Cepin, M., Bris, R., Eds.; Taylor and Francis Group: London, UK, 2017; pp. 3067–3074. [Google Scholar]
- Gawdzińska, K.; Chybowski, L.; Przetakiewicz, W. Proper matrix-reinforcement bonding in cast metal matrix composites as a factor of their good quality. Arch. Civ. Mech. Eng. 2016, 16, 553–563. [Google Scholar] [CrossRef]
- Zółkiewski, S. Diagnostics and transversal vibrations control of rotating beam by means of Campbell diagrams. Key Eng. Mater. 2014, 588, 91–100. [Google Scholar] [CrossRef]
- Łuczak, A.; Mazur, T. Physical Ageing of Machine Parts; Polish Technical and Scientific Publishing-WNT: Warsaw, Poland, 1981. (In Polish) [Google Scholar]
- Popov, V.L. Contact Mechanics and Friction: Physical Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- Ziemba, S. (Ed.) Physical Aspects of Durability and Reliability of Technical Objects; Polish Scientific Publishers PWN: Warsaw, Poland, 1976. (In Polish) [Google Scholar]
- Chybowski, L.; Żółkiewski, S. Basic reliability structures of complex technical systems. New Contrib. Inf. Syst. Technol. Adv. Intell. Syst. Comput. 2015, 354, 333–342. [Google Scholar] [CrossRef]
- Matuszak, Z. Modeli Otkazov I Prinadlieznost Danich Ob Otkazach K Gieneralnoi Sobokupnosti Na Primierie Sudovych Energieticzieskich Ustanovok; KGTU: Kaliningrad, Russia, 2002; ISBN 5-94826-015-1. [Google Scholar]
- Czajgucki, J.Z. Reliability of Marine Diesel Power Plants; Wydawnictwo Morskie: Gdańsk, Poland, 1984. (In Polish) [Google Scholar]
- OREDA Handbook 2015. Offshore and Onshore Reliability Data, 6th ed.; SINTEF: Trondheim, Norway, 2015; Volume 1.
- Laskowski, R. Evaluation of Susceptibility to Failures of Components of Ship Power Plant. Master’s Thesis, Faculty of Marine Engineering, Maritime University of Szczecin, Szczecin, Poland, 2012. (In Polish). [Google Scholar]
- Kostrzewa, W.; Gawdzińska, K.; Bejger, A. The use of Pareto-Lorenz analysis for the determination of faults in fishing vessel refrigerating systems. Sci. J. Marit. Univ. Szczec. 2013, 36, 90–93. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Overall length | 189.99 | M |
| Length between perpendiculars | 185 | M |
| Moulded breadth | 32.26 | M |
| Summer draught | 12.8 | M |
| Dead weight | 56,728 | tonne |
| Speed | 13 | knots |
| System | Failed Component | Description of Failure Type | Time to First Failure [h] | Type of Wear/Character of Event | Method of Restoration |
|---|---|---|---|---|---|
| Seawater cooling system | Seawater pump no. 1 | Leaking mechanical seal; water leak | 2257 | Corrosion, unfiltered water, abrasive wear, thermal strain | Pump repair: Replacement of mechanical seal and bearing |
| Seawater pump no. 2 | Leaking mechanical seal; water leak; secondary shaft failure | 1983 | Corrosion, unfiltered water, abrasive wear, thermal strain | Pump repair: Replacement of mechanical seal, bearing and sealing ring | |
| Steam system | Heating coil of the fuel container | Fracture of a weld | 3600 | Overheating | Blanking off a pipe |
| Left water-level gauge of the boiler | Fracture of a glass | 4320 | Overheating | Replacement of seals and glasses | |
| Right water-level gauge of the boiler | Fracture of a seal | 5760 | Fatigue wear, material defects | Replacement of seals and glasses | |
| HFO purifying system | Pump supplying the centrifuge | Leaking mechanical seal; fuel leak | 2155 | Abrasive wear, thermal strain | Pump repair: Replacement of mechanical seal |
| HFO purifier | Leak of fuel from the barrel; fractured PTFE sealing ring of barrel cover | 2640 | Vibrations, abrasive wear in higher temperature | Replacement of sealing ring | |
| HFO purifier | Bowl opens inadvertently during centrifuge operation | 3035 | Vibrations, abrasive wear in higher temperature | Replacement of PTFE plugs of rubber sealing rings. | |
| Compressed air system | Pressure reducing valve (3/0.7 MPa) | Excessive pressure on the outlet; failed membrane and springs | 5760 | Vibrations | Valve repair: Replacement of the spring and rubber membrane. |
| System of cleaning main engine scavenging air coolers | Valve on the pump outlet | Fractured mechanical seal shield; fractured fixing of valve body | 6480 | Vibrations | Replacement of valve |
| System | Failed Component | Description of Failure Type | Time to First Failure [h] | Type of Wear/Character of Event | Method of Restoration |
|---|---|---|---|---|---|
| Sanitary water system | Heater circulating pump | Leaking mechanical seal; water leak | 3600 | Overheating | Pump repair: Mechanical seal replacement |
| Thermostatic valve | Fractured housing of a control unit; water temperature not on a defined level | 5760 | Vibrations, Fatigue wear | Control unit replacement | |
| Ballast-bilge system | Power plant bilge pump | Decrease of pump efficiency | 60 | Abrasive wear/human error (improper operation) | Pump repair: Replacement of rotor and stator |
| Level sensor in left bow bilge well | Damaged high water level signal in the well | 4320 | Corrosive wear/human error (improper system of a sealing ring) | Sensor replacement | |
| Ballast pump no. 2 | Fractured mechanical seal; water leak | 275 | Corrosion, unfiltered water, abrasive wear, thermal strain | Pump repair: Replacement of mechanical seal and bearing | |
| Ballast pump no. 1 | Fractured mechanical seal; water leak | 315 | Corrosion, unfiltered water, abrasive wear, thermal strain | Pump repair: Replacement of mechanical seal and bearing | |
| Provision refrigeration plant | Refrigerating compressor no. 1 | Overload of the electric motor; too high power consumption; thermal safety device turned off the electric motor. Reason: Fracture of two pumping valves of the compressor; secondary contamination of cooling system | 3320 | Vibrations, abrasive wear, fatigue wear in higher temperature | Valve plate replacement |
| System | Failed Component | Description of Failure Type | Time to First Failure [h] | Type of Wear/Character of Event | Method of Restoration |
|---|---|---|---|---|---|
| Drive of cargo bay hatches | Hydraulic oil control system | Oil leak out of cut-off ball valve; fractured sealing | 267 | Fatigue wear/human error (improper system) | Seal replacement |
| Ship’s transhipment system | Grab of crane no. 4 | Deformation of arm and jaw of the grab | 135 | Plastic strain/human error (improper operation) | Damage not repaired |
| Lift rope of crane no. 3 | Rope failure; fractured strand | 283 | Fatigue wear, material defects | Rope replacement | |
| Lift rope of crane no. 1 | Rope failure; fractured strand | 314 | Fatigue wear, material defects | Rope replacement |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chybowski, L.; Gawdzińska, K.; Laskowski, R. Assessing the Unreliability of Systems during the Early Operation Period of a Ship—A Case Study. J. Mar. Sci. Eng. 2019, 7, 213. https://doi.org/10.3390/jmse7070213
Chybowski L, Gawdzińska K, Laskowski R. Assessing the Unreliability of Systems during the Early Operation Period of a Ship—A Case Study. Journal of Marine Science and Engineering. 2019; 7(7):213. https://doi.org/10.3390/jmse7070213
Chicago/Turabian StyleChybowski, Leszek, Katarzyna Gawdzińska, and Rafał Laskowski. 2019. "Assessing the Unreliability of Systems during the Early Operation Period of a Ship—A Case Study" Journal of Marine Science and Engineering 7, no. 7: 213. https://doi.org/10.3390/jmse7070213