1. Introduction
In fiber-reinforced plastic (FRP) laminates, manufacturing characteristics and environments are the primary causes of inner defects, such as porosity, voids, and delamination. The volume occupied by a void is considered to possess “zero property”, that is, no mechanical strength and zero density [
1]. Inner defects can significantly degrade the mechanical properties of FRP laminates, such as the tensile strength [
2], flexural strength [
2], interlaminar shear strength [
2,
3,
4], and compressive strength [
5]. In addition, when an FRP structure is subjected to load or fatigue load, inner defects, especially those at the interface, can increase delamination [
6,
7]. When delamination growth is induced by inner defects, the fatigue strength of the FRP laminate decreases (
Figure 1) [
8,
9,
10,
11]. Furthermore, prolonged exposure to a sea environment can increase the possibility of structural failure [
12,
13,
14].
Inner defects such as voids in FRP laminates can occur because of several factors, and it is difficult to identify and suppress each of these factors beforehand. This is because defects can be caused by environmental factors, such as temperature and humidity, during production, and other factors such as the proficiency of the laminate manufacturer, manufacturing method, type of reinforcing material used, and viscosity of the base material. To reduce such inner defects, several studies have analyzed the void content (volume content) for different lamination methods [
16,
17] and lamination sequences [
18]. Sophisticated quality inspection methods such as ultrasonics, infrared thermography, shearography, and radiography are primarily used for relatively thin composite structures in the aerospace industry [
19].
For composite ships, the laminate thickness is relatively larger than that in other fields; the value is in the range of 5–20 mm (
Figure 2a). For naval and cost ships, the laminate thickness is in the range of a few tens of millimeters [
20]. However, in the field of FRP shipbuilding, simple visual inspection is still widely used, and no special high-precision inspections are required.
The hand lay-up method (
Figure 2b) is the most widely adopted manufacturing method, and is preferred over vacuum assisted resin transfer molding (VARTM) and infusion methods [
22,
23,
24]. When this method is adopted for manufacturing composite ships, a higher amount of resin is used compared to composites used in other fields [
24], which can generate a relatively large amount of void content [
3]. Furthermore, the FRP laminates used in composite ships tend to be thicker because these ships are manufactured in small shipyards [
25,
26]; therefore, the possibility of inner defects such as voids is relatively high.
The quality of laminates can help to improve the safety of composite ships, which can be achieved by enhancing the manufacturing environment and the aforementioned method. However, these changes are accompanied by considerable economic burden. Therefore, understanding the uncertainty related to manufacturing quality considering various design conditions in the design stage is necessary to effectively improve the stability of FRP ships. Despite such uncertainties, shipyards are highly experienced in combining two types of fabrics to fabricate laminates, which are known to result in better quality and performance.
In the recently updated ISO standard 12215 [
27], fabric combination, building quality factor, and assessment method factor were added as design factors for designing the hull plate. These factors assign specific weights to the quality based on the impregnation rate and the presence of the tested material. Apart from these factors, other design variables also affect production quality [
25,
26]. Thus, the classification society rules for ship design, construction, and inspection have not reflected these design elements [
28,
29,
30,
31].
In this study, we aim to quantitatively analyze the impact of variations in common design conditions such as Gc and fabric combination on the fabrication quality of laminates. To achieve this, laminates consisting of a single fabric and laminates combining two different fabrics were fabricated according to variations in Gc, and the inner defect and void content were measured. Thus, we proposed a design direction for composite ship structures by considering the effects of such design condition variations on inner defects.
4. Verification of Laminate Quality According to Gc and Fabric Combination Change as per Burn-Off Test
The burn-off test was adopted to identify the internal defects in the GFRP laminate. In single- and combined-material specimens, five specimens were analyzed according to all
Gc values, and a burn-off test was conducted on a total of 50 specimens. The burn-off test was conducted based on the ASTM D3171 standards [
50], and the furnace [
51] was heated to 600 °C and burned for approximately 2 h. After cooling in a desiccator, the weight was measured, and additional burning was performed for 30 min until the change in weight was within 0.001 g. Finally, the polyester was burned and the weight of the remaining fiber was measured accordingly. The results of
Gc and void content according to the burn-off test are summarized in
Figure 5. The glass content (
Gc, wt%) and void content (
Vv, %) of each specimen were, respectively, calculated using [
50].
where
Mi and
Mf are the weights of the specimens before and after calcination (g),
represents the density of the glass fiber (g/cm
3),
represents the density of the resin matrix (g/cm
3), and
represents the density of the laminate (g/cm
3).
The burn-off test results confirmed that a void content less than 3%, which is generally present in the normal-Gc (30–50 wt%) range, was present in both groups regardless of the fabric combination. However, in the high-Gc range (50–70 wt%), the void content varied according to the fabric used. For the single-material specimens, the void content increased rapidly from 50 wt% of Gc, and in the case of combined-material specimens, a void content of over 3% was present for 60 wt% of Gc. This indicates that the void content increases faster with the increase in Gc for the single-material specimen compared to that for the combined specimen.
This is because the value of
Gc can be more easily increased in the combined-material specimens than in the single-material specimens using only CSM, and this may further reduce the number of plies [
16]. Moreover, it was confirmed that the measured
Gc was slightly different from the designed
Gc in the high-
Gc region in both groups. It was difficult to maintain a high
Gc because the hand lay-up method was adopted.
5. Analysis of the Correlation between Gc, Fabric Combination Type, and Laminate Quality
The void content of the GFRP laminate was analyzed according to the change in Gc and fabric combination by using ANOVA and ANCOVA techniques to examine whether the results of the burn-off test were statistically significant. The statistical analysis results revealed that the correlation between Gc, fabric combination, and fabrication quality was determined using statistical methods.
5.1. Impact of Gc on Laminate Fabrication Quality
In the ANOVA analysis, the void content of all
Gc values in the two groups satisfied the normality and homogeneity of variances. For each group of single- and combined-material specimens, the ANOVA analysis was conducted for each
Gc level, and the results are summarized in
Table 4 and
Table 5. For single- and combined-material specimens, the degree of freedom was (4, 20), and the critical value of F was 2.87 for a significance level of 0.05. According to the ANOVA results, the F-value for the single-material specimens was 61.36, which was greater than the critical value of F (2.87). The
p-value was 6.04 × 10
−11, which was less than the significance level of 0.05. Furthermore, each
Gc level has at least one level of void content, and it was observed that the averages were different. In the case of the combined-material specimens, the F-value was 22.1 and the
p-value was 4.18 × 10
−7 according to the ANOVA table.
In both groups, the difference in the high-Gc region was larger than that in the normal-Gc region because it was difficult to fabricate a good-quality high-Gc laminate using the hand lay-up method. The void content varies according to the change in Gc level, and, therefore, the Gc of the two fabric combinations has a significant effect on the fabrication quality.
A post hoc test [
52] was conducted to determine the groups of single and combined species in which the
Gc value varied. In this case, the post hoc test method allows a pairwise comparison of all groups because the number of samples to be compared is the same. A significance level of 0.05 is used throughout the Tukey method [
52], which is a pairwise post hoc test method. The test and grouping results are presented in
Figure 6 and
Table 6, respectively.
Table 6 shows that the specimens are classified into four groups according to the average difference in void content by
Gc. Group A consists of specimens with good laminate quality and a void content of 0–3% [
3], group B is a normal group with a void content of 3–5%, group C is a poor group with a void content of 5–10%, and group D consists of specimens with a
Gc greater than or equal to 10% and is marked as being a very poor group. For specimens with
Gc in the range of 60–65 wt%, the single- and combined-material specimens possess good and normal fabrication quality. However, the fabrication quality of the
Gc 70 wt% single-material and combined-material specimens is very poor. Thus, these values can be considered to be statistically significant. These outcomes suggest that the effect of
Gc on void content is not significant in the low-
Gc regions, and in the case of high
Gc, the effect of
Gc on void content is greater.
5.2. Analysis of the Relationship between Fabric Combination and Laminate Fabrication Quality
The effect of change in the fabric combination of GFRP laminates on the fabrication quality was analyzed. The ANCOVA method was used because Gc has a significant effect on void content; furthermore, Gc was set as the covariance when analyzing the relationship between fabric combination and void content.
ANCOVA is a blend of ANOVA and regression. When using the ANCOVA technique, the normality test and homogeneity of variances must be satisfied, in addition to two other preconditions. Furthermore, the linearity of regression between the covariance and the dependent variable and the homogeneity of the regression slope must also be satisfied. The correlation between the fabric combination and void content was identified while checking the preconditions.
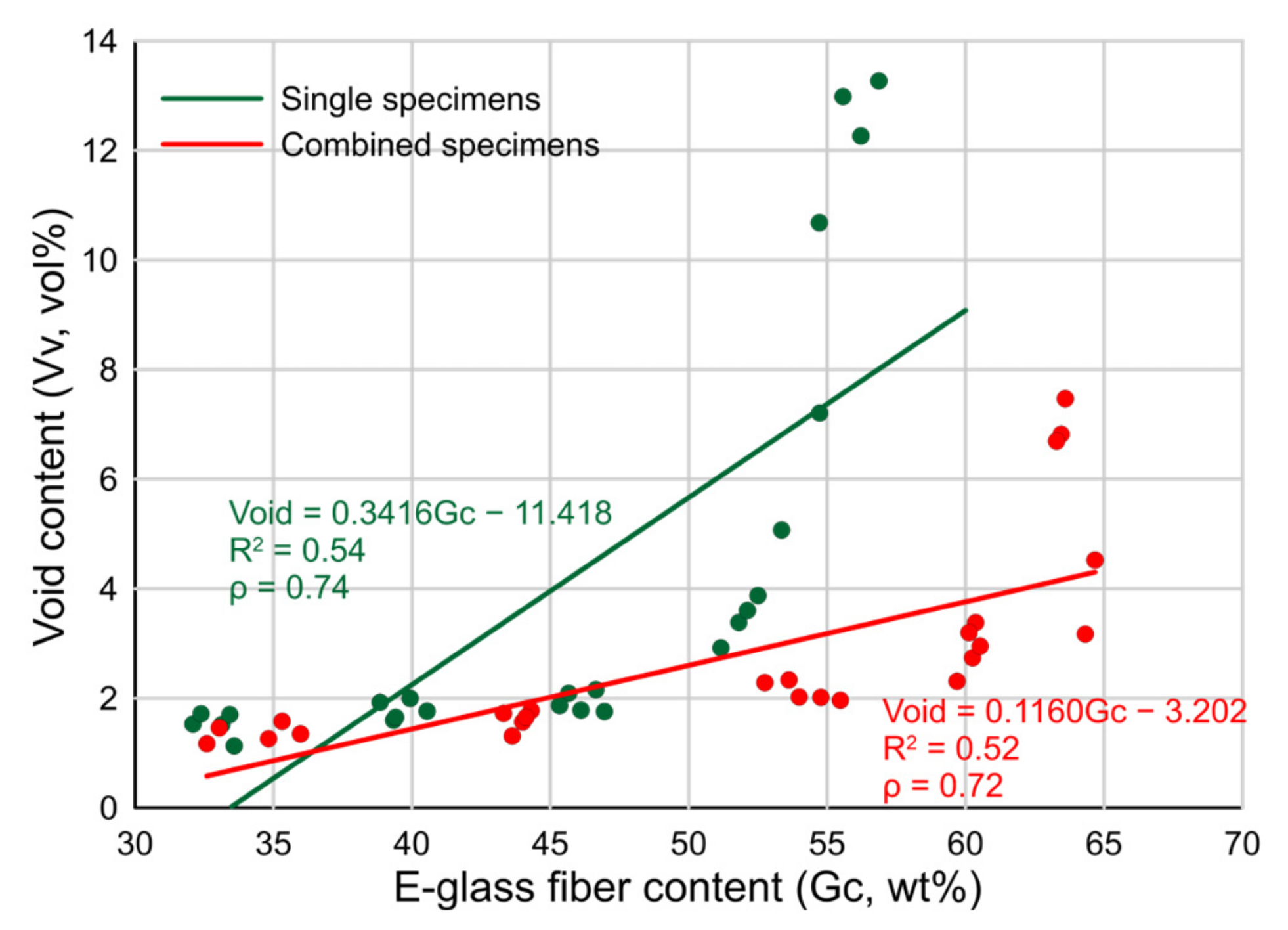
The normality test and homogeneity of variances were previously satisfied, and the additional preconditions were analyzed. Pearson’s correlation analysis was performed to confirm whether there was a linear relationship between
Gc and the void content to verify the linearity between the covariance and the dependent variable. The analysis results are presented in
Figure 7. The correlation coefficient (
ρ) of single-material specimens was confirmed to be 0.74, and for the combined specimens,
ρ was 0.72, which confirmed that both groups had a strong linear relationship. These results indicate that the effect of
Gc on void content is statistically significant. In addition, a regression model was added to the results of the correlation analysis for each of the two fabric combinations to check whether the homogeneity of the regression slope was satisfied (
Figure 7). The coefficient of determination (R
2) was 0.54 and 0.52, respectively, and as a result, the regression model was statistically significant. However, it can be inferred that there is an interaction between
Gc and the independent variable fabric combination (
Figure 7 and
Table 7).
Table 7 confirms that a change in the fabric combination has a significant effect on void content (F-value 6.92;
p-value 0.0116). However, the effect of the fabric combination on the void content cannot be identified collectively in the entire
Gc region because the trend of change in the void content of the two fabric combinations according to
Gc, which is the covariance, is different and there is a certain interaction.
5.3. Analysis of the Relationship between Fabric Combination and Laminate Fabrication Quality Based on the Gc Region
In general, for
Gc values equal to or greater than 0.5, it is difficult to maintain the fabrication quality when manufacturing GFRP hull plates [
22,
39]. For hull plate manufacturing, the
Gc values in the normal-
Gc region (30–50 wt%) are more commonly applied [
20,
23,
24]. In addition, to investigate the effect of the fabric combination on the void content results, the
Gc values were divided into two groups: normal
Gc (30–50 wt%) and high
Gc (50–70 wt%).
The corresponding data of the classified
Gc regions were re-analyzed to confirm that they sufficed the precondition of ANCOVA. For the homogeneity of variances, all conditions were assumed to be satisfied. In addition, Pearson’s correlation analysis for the void contents classified into each section (
ρ = 0.65–0.96,
Figure 8) confirmed that linearity was satisfied. Therefore, it was confirmed that the normal-
Gc interval satisfies the homogeneity of the regression slope at a significance level of 0.05 (significance level: 0.05;
p-value = 0.80). Therefore, it can be inferred that the regression slopes were different from each other (significance level: 0.05,
p-value = 3.55 × 10
−7).
The outcomes of the aforementioned analysis confirm that the interaction occurred in the high-Gc region. However, the slopes of both models show an increasing trend. Therefore, for the high-Gc region, the significance of the void content according to the change in the Gc and fabric combination can be evaluated by determining the significance of the void content for 50 wt% specimens with Gc, which exhibits the smallest difference between the regression line slope and the two regressions. In the normal-Gc region, ANCOVA analysis can be performed directly.
The void content regression slopes according to the changes in
Gc in the normal-
Gc and high-
Gc regions were compared. In the normal-
Gc region, the slopes of the regression models of the two groups are similar and tend to increase even with a small increase in
Gc. However, in the high-
Gc region, the slope of the regression model of the single-material specimens was greater than that of the combined-material specimens by a factor of 6.46. This implies that the increase in void content in single-material specimens is greater than that in combined specimens, as
Gc increases by a factor of 6.46. These results are the reason why the interaction occurred when the void content was analyzed for all of the sections in
Figure 7.
We also checked whether there was a significant difference in the predicted value of void content based on the change in the fabric combination in each Gc region. For the normal-Gc region, when the Gc is at 30 wt% according to the regression model of the single- and combined-material specimens, approximately 15% lower combined specimens were found compared to the single-material specimens; the difference was also significant (significance level: 0.05, p-value = 0.00306). For the high-Gc region, the slopes of both regression models exhibited an increase, and, therefore, the Gc with the smallest difference between the two regression models determines the significance of the void content of 50 wt% specimens. Therefore, the significance of the void content was evaluated based on the change in fabric combination. These results confirm that the difference (1.65%) in each void content of the single- and combined-material specimens was statistically significant (significance level: 0.05, p-value = 0.011).
Thus, the analysis results of fabric combination and void content in the normal- and high-
Gc regions confirm that the decrease in the void content is more statistically significant for the combined-material specimens than for the single-material specimens in both regions. For the high-
Gc region, there was a significant difference in voids generated according to the change in the fabric combination.
Figure 9 shows the dimensionless results obtained by normalizing the analysis results from
Figure 8 using the fiber content guidance based on fabric types proposed in ISO 12215 (2019). In ISO 12215 (2019), a default value of 0.3 is suggested for CSM, and when CSM and WR are combined, a default value of 0.410 is proposed for
Gc. As observed in
Figure 9, even when considering the characteristics of fabric types, the
Gc/ISO
Gc guidance exhibits significant deviation of approximately 1.5. In particular, for single-material specimens using only CSM, there was a noticeable deviation from the ISO recommendation in the region beyond 1.5. Once again, the decrease in void content due to fabric combination was confirmed.
6. Design Direction for Composite Hull Structure According to Fabrication Quality
The analysis of the manufacturing quality (void content) based on changes in
Gc and fabric combination confirmed that they were statistically significant. Previous studies confirmed that defects such as voids directly affect the physical properties of the laminate. In this chapter, considering the effect of these voids on physical properties, we will discuss the design direction based on fabrication quality. We used the hull plate thickness design and physical property estimation formulas presented in the ISO international standard for the analysis [
27]. Equation (3) is the estimation formula of the required thickness of the hull plate presented in the ISO international standard, and it considers the flexural strength when designing the main structural material. However, if the thickness decreases, rigidity issues may exist that require longitudinal strength evaluations to be conducted. In this study, the analysis focused solely on the thickness, excluding these considerations. In this paper, it is explained by the change in flexural strength based on the void content.
where b, k
c,
k2b,
P, and
represent the short dimension of the design area (m), curvature correction factor, coefficient of the long dimension/short dimension ratio of the design area, design pressure (kN/m
2), and flexural strength of the laminate, respectively.
According to Equation (3), the required thickness of the hull plate increases when the flexural strength of the laminate decreases. When defects such as voids occur in the GFRP laminate, the flexural strength decreases because this part is manufactured using a Gc value lower than the designed value, given that it additionally occupies the volume as an empty air pocket. In accordance with this correlation, we analyzed how it is more reasonable to design according to the void content in the entire Gc region. Therefore, Gc, which is the weight ratio of fibers defined so far in this chapter, was converted into a volume ratio, and then it was analyzed by estimating the flexural strength presented in the ISO regulations. This is because the void content is the total volume ratio of the space composed of empty air pockets that excludes the solid space of fibers and resins in the composite material laminate.
Parameters for the comparative analysis of the flexural strength estimation formula of the ISO international standard were selected for the two types of fabric combinations, single and combined, and the 30.00 wt% Gc range and 60.00 wt% Gc range were used. A Gc of 30.00 wt% (16.64 vol%), which is used for manufacturing primary structural materials such as hull plates of small ships, was achieved using the hand lay-up method. A Gc of 60.00 wt% (41.12 vol%) was used for the production of substructural materials such as stiffeners. Thus, the value of Gc according to the void content was also calculated.
For a
Gc of 30 wt%, the void contents of 1.46% and 1.25% were applied for the single and combined material in accordance with the regression analysis formula for each fabric combination (
Figure 8), respectively. For the 60 wt%
Gc, which exists in the high-
Gc region, the void contents of 20.21% and 3.79% were applied for the single and combined materials, respectively. The results of the comparison of
Gc before and after considering the void content are presented in
Table 8, and the estimation results for the flexural strength are illustrated in
Figure 10.
Table 8 indicates that, in the case of
Gc at 30 wt%, the change in
Gc was 0.37% for the single-material laminates and 0.32% for the combined-material laminates. Furthermore, a very small decrease was confirmed. For
Gc at 60 wt%, the single- and combined-material laminates decreased by 4.21% and 1.51%, respectively. In other words, the case of
Gc at 30 wt% remained almost the same regardless of the fabric combination change. However, the decrease in
Gc for the single-material laminate in the case of
Gc at 60 wt% was greater than that for the combined-material laminate by a factor of 4.6.
Figure 10 shows that, unlike ISO 12215 (2008), ISO 12215 (2019) estimates have different physical properties according to the change in fabric combination. Furthermore, it suggests a higher flexural strength of the laminate. The effect of the change in
Gc according to the difference in the void content on the flexural strength is the same in normal
Gc, as evident from the analysis results of the changes in
Gc. However, for the case of 30 wt%
Gc, the strength decreases by approximately 15% and 3% for the single- and combined-material laminates. Furthermore, the strength decreased according to the fabric combination by a factor of five.
Therefore, it can be inferred that there are no significant changes in the case of Gc with a 30 wt% laminate, even if it is manufactured according to the design regulations. However, in the case of Gc at 60 wt%, the value can vary based on the design regulations, which result in safety issues post-manufacturing. To overcome this issue, the effect of void content on the strength must be considered in the design stage, and it is necessary to design the required thickness in accordance with the design regulations. Therefore, if the same Gc conditions are used, a laminate composed solely of CSM should pay more attention to the effect of void content on fabrication quality, and it also requires considering a higher safety margin compared to a laminate combined with WR.
7. Conclusions
In this study, fabrication defects caused by changes in Gc and the fabric combination when designing the GFRP laminate of the composite ship were analyzed. The design direction of the composite hull plate in accordance with the fabrication quality was proposed. In the entire Gc region, the combined-material laminate showed less void content than the chopped strand mat single-material laminate; the effect was more pronounced in the high-Gc region than that in the normal-Gc region. The statistical analysis results confirmed that the difference in void content caused by the change in fabric combination was statistically significant in the entire Gc region.
The design direction was presented in accordance with the void content based on the ISO international standard (2008, 2019). In the normal-Gc region, there were no safety issues even if the laminate was designed according to the specified rules regardless of the change in fabric combination. However, in the high-Gc region, the laminate was manufactured using the hand lay-up approach in accordance with the specified design rules. A laminate with a higher thickness than that specified in the design rules is more suitable because of the safety issues. Thus, the single-material laminate should be designed such that its thickness is greater than that of the combined-material laminate. This is because a single-material laminate possess a maximum void content of 14%, which is twice as large as that of a combined-material laminate.
In particular, for composite ships such as fishing boats, work boats, yachts, and special purpose vessels, more cost is invested in the production process rather than the design process, and in reality, the rules are also focused on inspecting fabricated structures. Through the results of this study, it was confirmed that the quality of the primary structure, the hull laminate, is affected by the design conditions even when the production conditions are the same. Material design conditions such as the Gc range and fabric combination widely used in yards affect the quality of the laminate fabrication. Although a design factor for fabrication quality has been added in the current ISO international standards (2019), it is routinely applied only with a constant weight according to the change in the fabrication method, regardless of the change in the Gc and fabric combination. Therefore, based on the results of this study, it can be inferred that it is more effective to apply weights according to the impact of design conditions, such as Gc, fabric combination, and the fabrication method, on the quality of laminate. Furthermore, a separate design for each fabric combination was found to be more effective in the high-Gc region than that in the normal-Gc region.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}