
Fouling Control Strategies for High Concentrated Liquid Desiccants Concentrating Using Membrane Distillation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Liquid Desiccants
2.1.2. Membrane
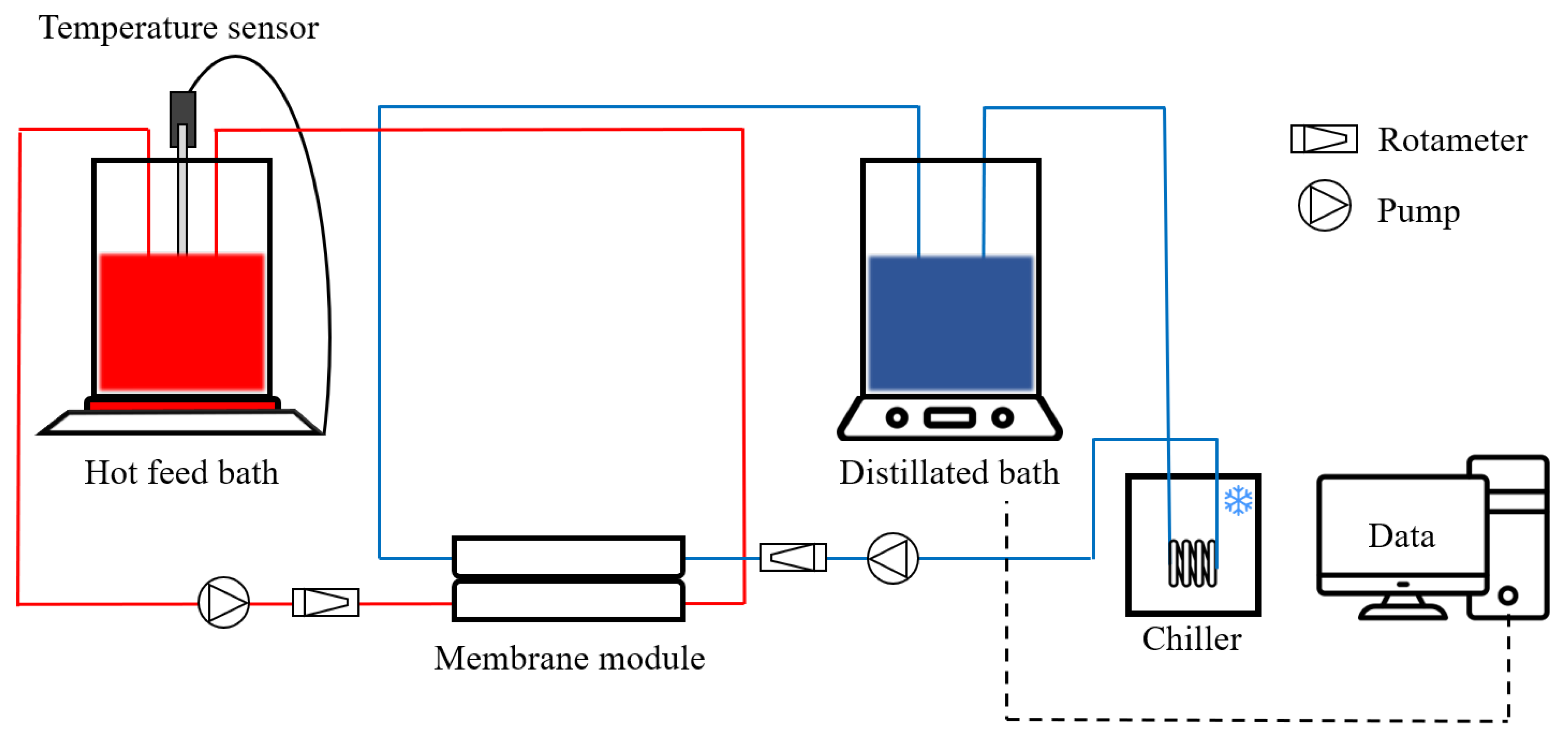
2.1.3. Direct Contact Membrane Distillation (DCMD) Set-Up
2.2. Membrane Fouling Test
2.2.1. Membrane Fouling Development
2.2.2. Fouling Mechanism Analysis
2.3. Membrane Fouling Control Strategies
2.3.1. Water Flushing
2.3.2. Air Backwashing
2.3.3. Membrane Feed Spacer
2.4. Analytical Methods
2.4.1. MD Flux and Its Decline
2.4.2. LD Rejection Efficiency
2.4.3. Membrane Fouling Characterization
3. Results and Discussion
3.1. LD Concentration by DCMD
3.1.1. Effect of Feed Temperature in DI Water
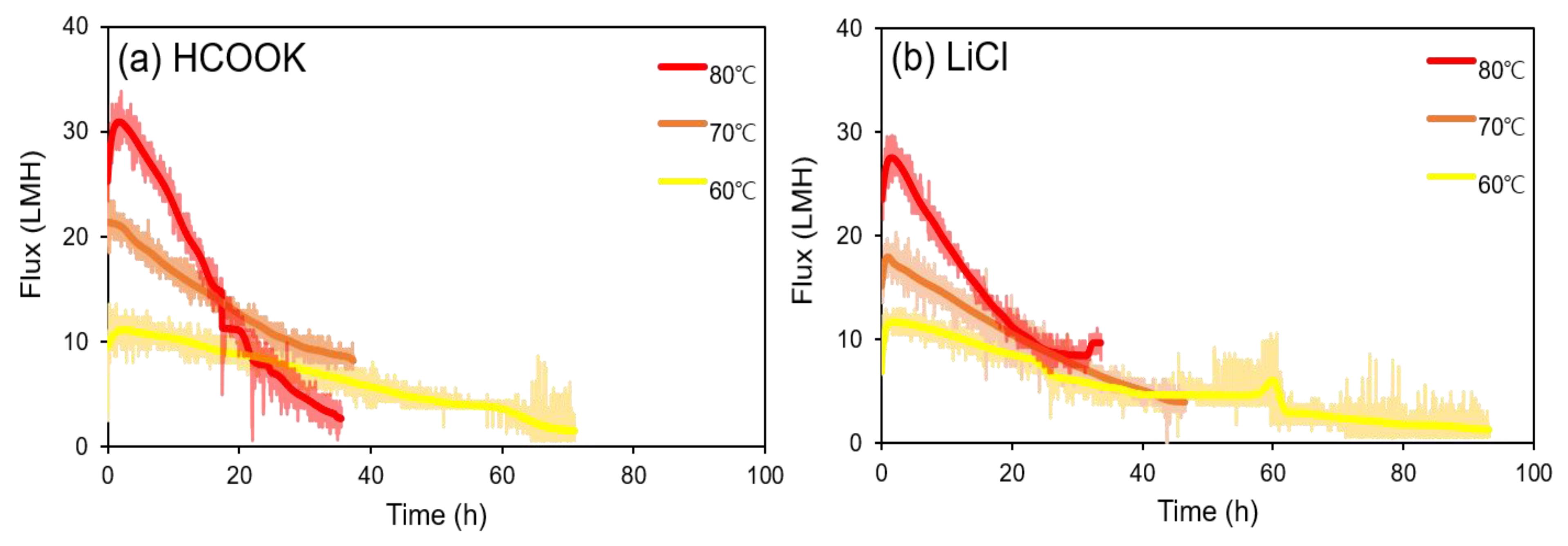
3.1.2. The Effect of Feed Temperature in LDs
3.2. MD Performance Analysis with Flux and LD Concentration
3.3. Fouling Behavior and Its Mechanism
3.3.1. Membrane Fouling Mechanism
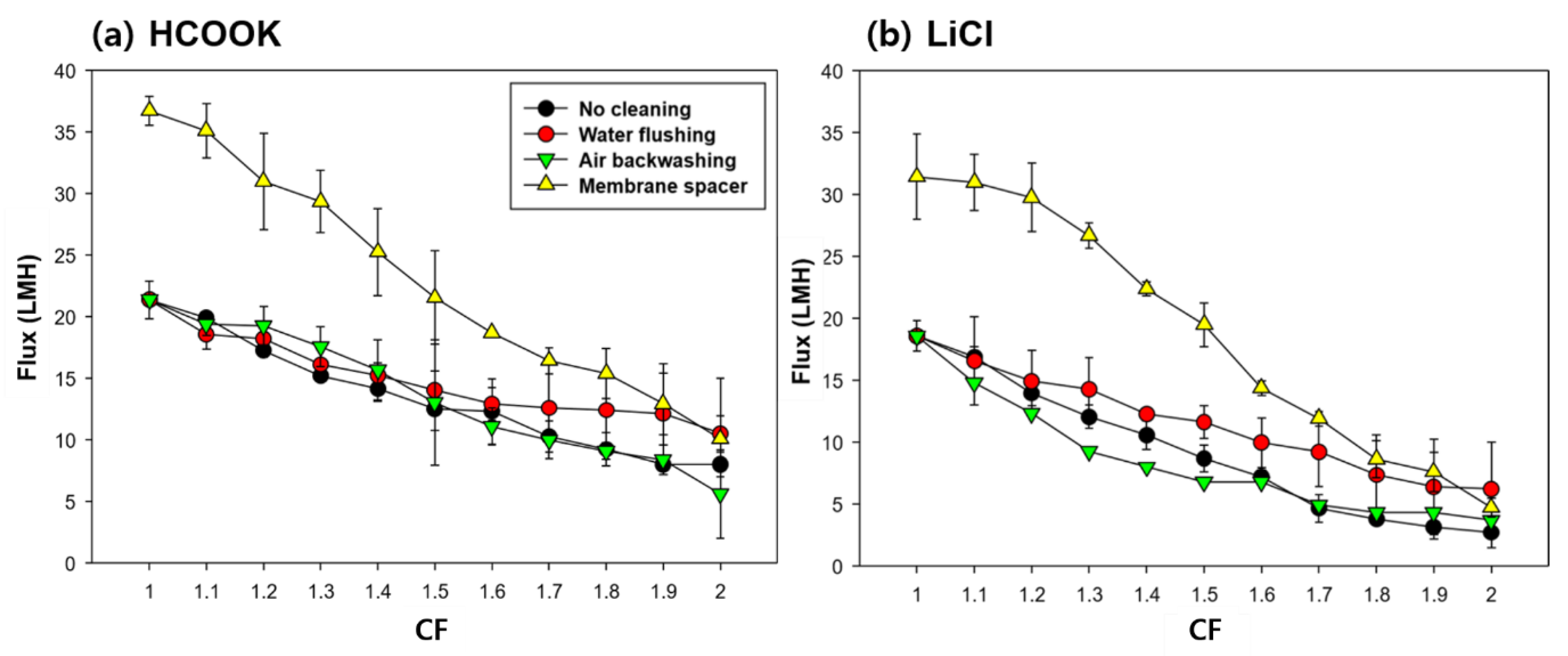
3.3.2. No Cleaning
3.3.3. Water Flushing
3.3.4. Air Back Washing
3.3.5. Membrane Spacer
3.4. Fouling Analysis
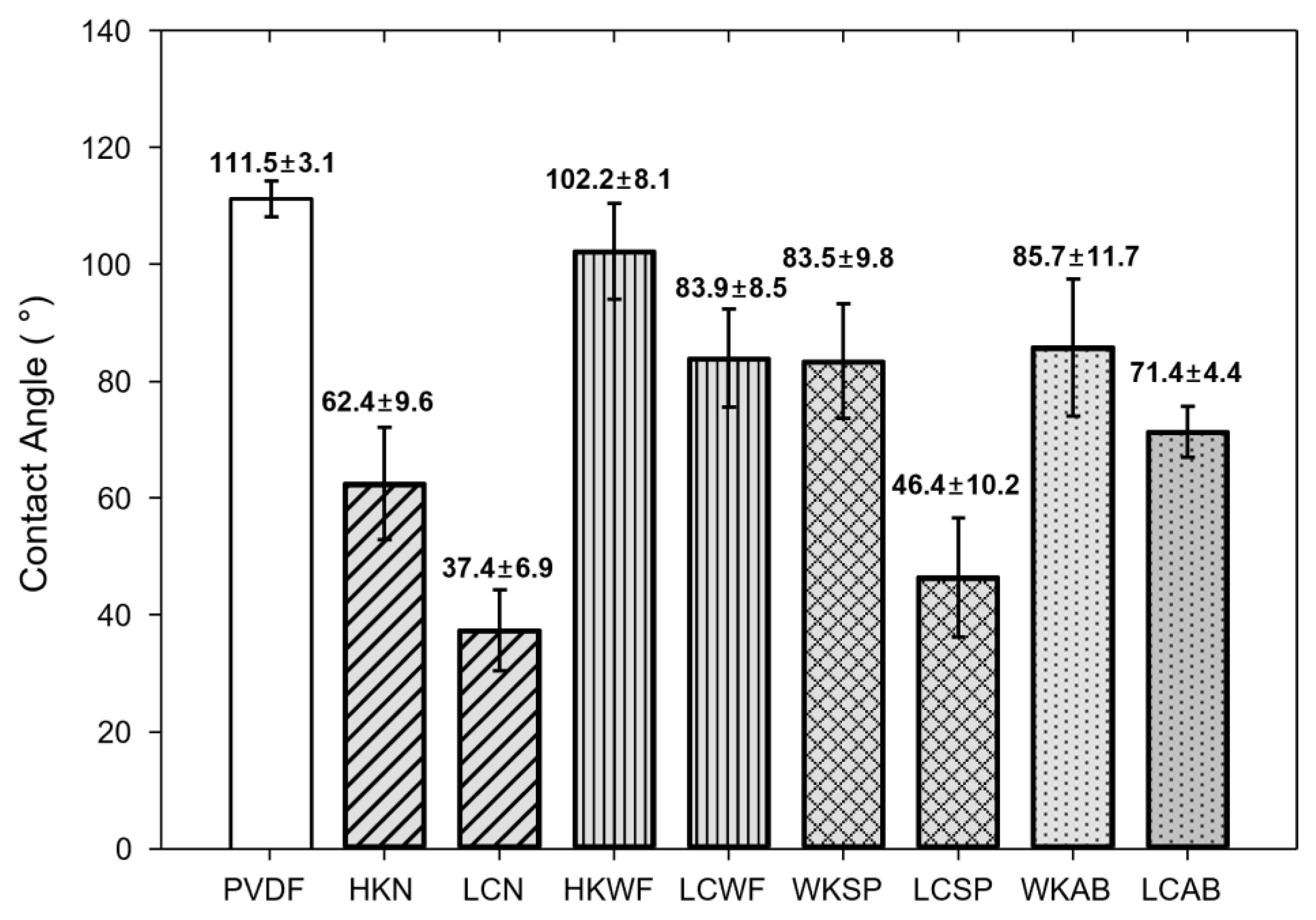
3.4.1. Contact Angle Analysis
3.4.2. LD Concentration
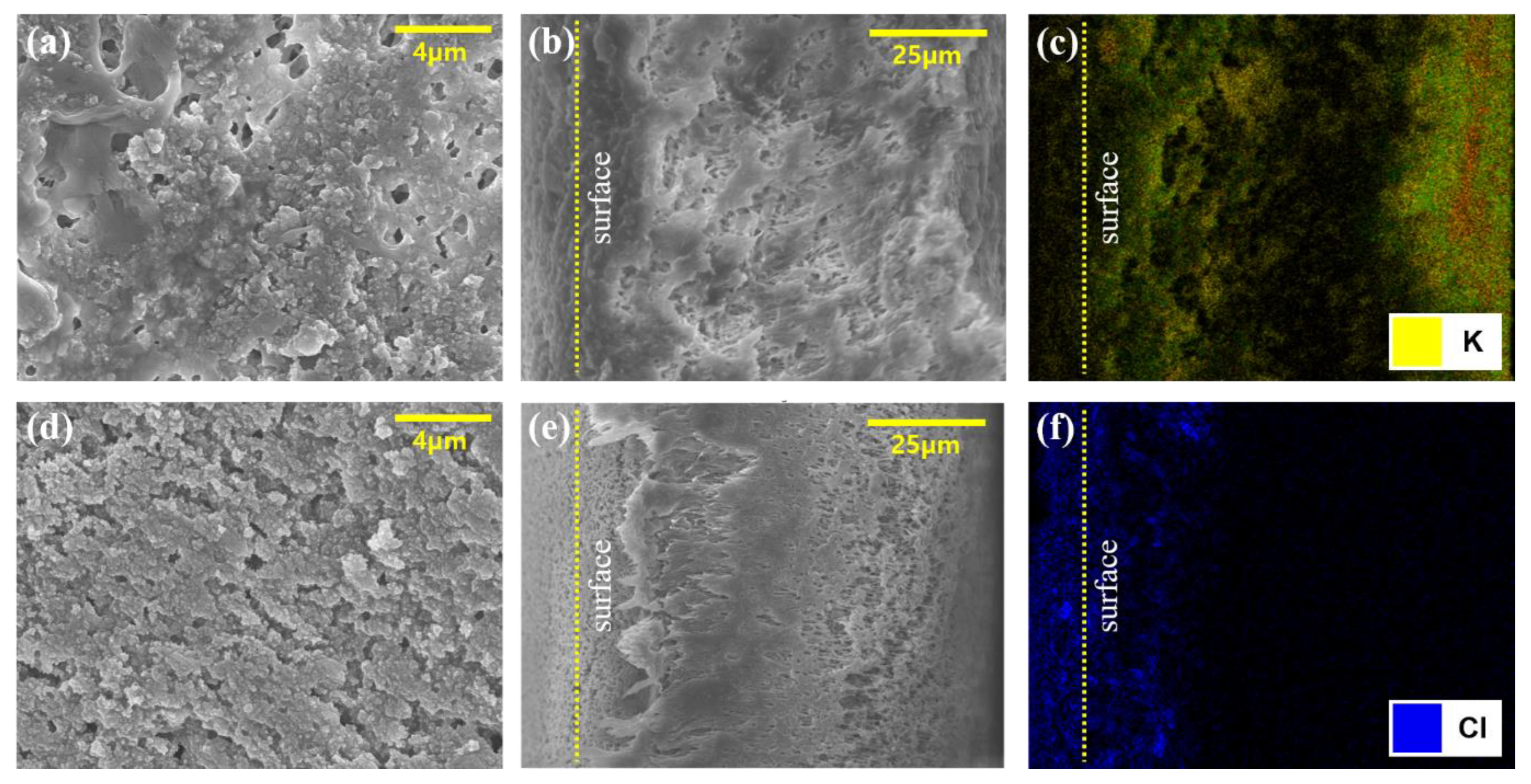
3.4.3. Optical Results with SEM and SEM-EDS Analysis
4. Conclusions
- Membrane SP showed the highest flux result; however, the flux reduction rate was high compared to no cleaning and AB. However, WF could maintain the flux stably.
- The WF method was the most effective for inhibiting membrane damage and reducing membrane fouling based on rejection efficiency, fouling mechanism, contact angle, and SEM-EDS.
- In this study, if the WF method is operated with the SP, a higher flux could be maintained in a longer time and concentrated LDs in a shorter time.
- Regarding energy consumption, WF involves higher pumping energy but for a short time (1 min per h). However, marginal energy is required in other cleaning methods (AB and SP). It is clear that energy saving is mainly attributed to long-term operations with efficient cleaning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abdel-Salam, A.H.; Ge, G.; Simonson, C.J. Performance analysis of a membrane liquid desiccant air-conditioning system. Energy Build. 2013, 62, 559–569. [Google Scholar] [CrossRef]
- Kinsara, A.A.; Elsayed, M.M.; Al-Rabghi, O.M. Proposed energy-efficient air-conditioning system using liquid desiccant. Appl. Therm. Eng. 1996, 16, 791–806. [Google Scholar] [CrossRef]
- Dai, Y.; Wang, R.; Zhang, H.; Yu, J. Use of liquid desiccant cooling to improve the performance of vapor compression air conditioning. Appl. Therm. Eng. 2001, 21, 1185–1202. [Google Scholar] [CrossRef]
- Cheng, Q.; Zhang, X. Zhang, Review of solar regeneration methods for liquid desiccant air-conditioning system. Energy Build. 2013, 67, 426–433. [Google Scholar] [CrossRef]
- Mei, V.C.; Chen, F.C.; Lavan, Z.; Collier, R.K., Jr.; Meckler, G. An Assessment of Desiccant Cooling and Dehumidification Technology; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1992. [Google Scholar]
- Conde, M.R. Properties of aqueous solutions of lithium and calcium chlorides: Formulations for use in air conditioning equipment design. Int. J. Therm. Sci. 2004, 43, 367–382. [Google Scholar] [CrossRef]
- Wen, T.; Luo, Y.; Wang, M.; She, X. Comparative study on the liquid desiccant dehumidification performance of lithium chloride and potassium formate. Renew. Energy 2021, 167, 841–852. [Google Scholar] [CrossRef]
- Yao, M.; Woo, Y.C.; Tijing, L.D.; Shim, W.-G.; Choi, J.-S.; Kim, S.-H.; Shon, H.K. Effect of heat-press conditions on electrospun membranes for desalination by direct contact membrane distillation. Desalination 2016, 378, 80–91. [Google Scholar] [CrossRef]
- Su, W.; Lu, Z.; She, X.; Zhou, J.; Wang, F.; Sun, B.; Zhang, X. Liquid desiccant regeneration for advanced air conditioning: A comprehensive review on desiccant materials, regenerators, systems and improvement technologies. Appl. Energy 2022, 308, 118394. [Google Scholar] [CrossRef]
- Ghaffour, N.; Bundschuh, J.; Mahmoudi, H.; Goosen, M.F.A. Renewable energy-driven desalination technologies: A comprehensive review on challenges and potential applications of integrated systems. Desalination 2015, 356, 94–114. [Google Scholar] [CrossRef]
- Hsu, S.; Cheng, K.; Chiou, J. Chiou, Seawater desalination by direct contact membrane distillation. Desalination 2002, 143, 279–287. [Google Scholar] [CrossRef]
- Ali, A.; Macedonio, F.; Drioli, E.; Aljlil, S.; Alharbi, O. Experimental and theoretical evaluation of temperature polarization phenomenon in direct contact membrane distillation. Chem. Eng. Res. Des. 2013, 91, 1966–1977. [Google Scholar] [CrossRef]
- Martínez-Díez, L.; Vázquez-González, M.I. Temperature and concentration polarization in membrane distillation of aqueous salt solutions. J. Membr. Sci. 1999, 156, 265–273. [Google Scholar] [CrossRef]
- Abdel-Karim, A.; Leaper, S.; Skuse, C.; Zaragoza, G.; Gryta, M.; Gorgojo, P. Membrane cleaning and pretreatments in membrane distillation—A review. Chem. Eng. J. 2021, 422, 129696. [Google Scholar] [CrossRef]
- Alkhatib, A.; Ayari, M.A.; Hawari, A.H. Hawari, Fouling mitigation strategies for different foulants in membrane distillation. Chem. Eng. Process. Process Intensif. 2021, 167, 108517. [Google Scholar] [CrossRef]
- Abdelrasoul, A.; Doan, H.; Lohi, A. Fouling in Membrane Filtration and Remediation Methods. In Mass Transfer-Advances in Sustainable Energy and Environment Oriented Numerical Modeling; IntechOpen: London, UK, 2013; p. 195. [Google Scholar]
- Julian, H.; Ye, Y.; Li, H.; Chen, V. Scaling mitigation in submerged vacuum membrane distillation and crystallization (VMDC) with periodic air-backwash. J. Membr. Sci. 2018, 547, 19–33. [Google Scholar] [CrossRef]
- Guo, H.; Peng, C.; Ma, W.; Yuan, H.; Yang, K. Study on the heat and mass transfer in ultrasonic assisting vacuum membrane distillation. Membr. Water Treat. 2017, 8, 293–310. [Google Scholar] [CrossRef]
- Zou, T.; Dong, X.; Kang, G.; Zhou, M.; Li, M.; Cao, Y. Fouling behavior and scaling mitigation strategy of CaSO4 in submerged vacuum membrane distillation. Desalination 2018, 425, 86–93. [Google Scholar] [CrossRef]
- Ye, Y.; Chen, V.; Le-Clech, P. Evolution of fouling deposition and removal on hollow fibre membrane during filtration with periodical backwash. Desalination 2011, 283, 198–205. [Google Scholar] [CrossRef]
- Alwatban, A.M.; Alshwairekh, A.M.; Alqsair, U.F.; Alghafis, A.A.; Oztekin, A. Performance improvements by embedded spacer in direct contact membrane distillation—Computational study. Desalination 2019, 470, 114103. [Google Scholar] [CrossRef]
- Zhou, J.; Noor, N.; Wang, F.; Zhang, X. Simulation and experiment on direct contact membrane distillation regenerator in the liquid dehumidification air-conditioning system. Build. Environ. 2020, 168, 106496. [Google Scholar] [CrossRef]
- Hermans, P.H.; Bredée, H.L. Principles of the mathematical treatment of constant-pressure filtration. J. Soc. Chem. Ind. 2022, 55, 1–4. [Google Scholar]
- Liu, X.; Yi, X.; Jiang, Y. Mass transfer performance comparison of two commonly used liquid desiccants: LiBr and LiCl aqueous solutions. Energy Convers. Manag. 2011, 52, 180–190. [Google Scholar] [CrossRef]
- Naidu, G.; Jeong, S.; Choi, Y.; Jang, E.; Hwang, T.-M.; Vigneswaran, S. Application of vacuum membrane distillation for small scale drinking water production. Desalination 2014, 354, 53–61. [Google Scholar] [CrossRef]
- Lin, W.; Wang, Q.; Sun, L.; Wang, D.; Cabrera, J.; Li, D.; Hu, L.; Jiang, G.; Wang, X.-M.; Huang, X. The critical role of feed spacer channel porosity in membrane biofouling: Insights and implications. J. Membr. Sci. 2022, 649, 120395. [Google Scholar] [CrossRef]
- Taamneh, Y.; Bataineh, K. Improving the performance of direct contact membrane distillation utilizing spacer-filled channel. Desalination 2017, 408, 25–35. [Google Scholar] [CrossRef]
- Lin, W.; Zhang, Y.; Li, D.; Wang, X.-M.; Huang, X. Roles and performance enhancement of feed spacer in spiral wound membrane modules for water treatment: A 20-year review on research evolvement. Water Res. 2021, 198, 117146. [Google Scholar] [CrossRef] [PubMed]
- Lin, W.; Li, D.; Wang, Q.; Wang, X.-M.; Huang, X. Dynamic evolution of membrane biofouling in feed channels affected by spacer–membrane clearance and the induced hydrodynamic conditions. J. Membr. Sci. 2023, 668, 121209. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ha, S.; Lee, J.; Jeong, S.; Jeong, S. Fouling Control Strategies for High Concentrated Liquid Desiccants Concentrating Using Membrane Distillation. Membranes 2023, 13, 222. https://doi.org/10.3390/membranes13020222
Ha S, Lee J, Jeong S, Jeong S. Fouling Control Strategies for High Concentrated Liquid Desiccants Concentrating Using Membrane Distillation. Membranes. 2023; 13(2):222. https://doi.org/10.3390/membranes13020222
Chicago/Turabian StyleHa, Seonguk, Jieun Lee, Seongeom Jeong, and Sanghyun Jeong. 2023. "Fouling Control Strategies for High Concentrated Liquid Desiccants Concentrating Using Membrane Distillation" Membranes 13, no. 2: 222. https://doi.org/10.3390/membranes13020222