1. Introduction
Industrial progress has resulted in a large volume of chemical waste contaminating water and the environment [
1]. Wastewater coming from different industrial activities such as textile, paper, and electroplating, among others, contains a diverse variety of organic contaminants [
2]. The release of dye-containing wastewater into the environment is a major concern. Due to their complex nature and stability, many of these dyes are difficult to remove [
3,
4]. Among these dyes, indigo blue (IB), which is an organic dye, is usually used in textile industries. The many industrial applications of IB all show that this organic dye is a source of water pollution and can cause serious environmental problems. Therefore, the removal of dyes from wastewater has become a serious priority due to their toxicity [
5,
6]. Several conventional methods have been applied to eliminate organic dye-contaminated effluents from wastewater, such as electrochemical technology, biological treatment, membrane separation, and advanced oxidation processes [
7,
8]. However, these technologies suffer from a variety of restrictions, such as high operational costs. Consequently, developing low-cost solutions to successfully remove dye pollutants from effluents has become a challenge [
9].
Physical treatment, such as membrane technology, has recently captured the attention and interest of several researchers. In addition, replacing organic membranes with ceramic membranes is progressively being used in many sectors due to their appealing features [
10] such as improved chemical and thermal stability, good mechanical strength, long lifetime, and low environmental effects [
11]. According to the literature, major attempts have been taken to fabricate novel ceramic membranes utilizing less expensive materials rather than typical industrial oxides (Al
2O
3, TiO
2, and ZrO
2, among others), which are costly and require a high sintering temperature currently superior to 1200 °C [
12]. From a technical perspective, several authors have investigated the development of low-cost microfiltration ceramic membranes exploiting local and natural resources. Natural pozzolan was employed to produce a flat microfiltration membrane, which was applied to treat textile effluent [
13]. The elaborated membranes were tested to treat the washing water of jeans. The findings revealed that they removed 99% of turbidity. Another natural material was employed to prepare low-cost ceramic membranes such as a clay/phosphate mixture that was used to synthesize flat microfiltration membranes for seawater desalination and industrial wastewater treatment [
14]. This ceramic membrane exhibited high turbidity removal efficiency in all tested effluent feeds (99.80%), seawater (99.62%), and synthetic solutions (99.86%). Samhari et al. [
15] investigated the fabrication of a flat microfiltration membrane from Moroccan kaolinite for the treatment of raw seawater. The filtration results showed a turbidity removal of 73% and 99%, respectively, for the raw seawater and agrifood model effluent.
The pressing technique is the most suitable for preparing flat membranes due to its simplified and quick shaping process compared to other usual preparation techniques: extrusion and calendaring [
16]. For extrusion, it is very essential to add some chemical additives such as a binder and a plasticizer to raw materials to obtain a homogenous plastic paste [
17]. Nevertheless, these organic additives can cause many disadvantages, such as an increase in membrane price, air pollution by decomposition, and/or evaporation during the sintering process, etc. [
18]. The dry pressing method has received increasing interest due to the possibility of fabricating dense membranes without defects by applying high pressure often superior to 954 MPa [
19]. Furthermore, this approach could affect both the microstructure and the physicochemical properties of the membrane. Lorente-Ayza et al. [
20] demonstrated that a pressed flat membrane support presented higher porosity and a larger pore size than an extruded tubular membrane support using the same powders based on clay, chamotte, and calcite. From an energetic point of view, the dry pressing technique does not require water, which consumes energy during the drying step. Further, the compression of raw materials leads to an increase in the contact between grains, which need a lower sintering temperature compared to non-compact materials [
21]. For all these reasons, the dry pressing technique could be considered to be an efficient method for low-cost membrane preparation.
In this context, the current work describes the development of flat microfiltration membranes by mixing natural zeolite and smectite via a dry pressing method. The raw materials are characterized by their beneficial properties and reduced cost.
The main benefits of this approach were that the raw materials used in this study were abundant and cost-effective. The mixture of zeolite with smectite provides new interesting properties in terms of membrane structure and morphology, which play a crucial role during the membrane filtration process. In addition to a decrease in the sintering temperature, it allows also a reduction of the shrinkage and swelling phenomena usually observed with clay material when it is used separately. It is noteworthy that with pure zeolite material, it was not easy to prepare a membrane with a good structure without cracks formation by the pressing method. In addition, the resulting membrane from a mixture of zeolite/smectite showed excellent properties during filtration related to color removal despite being in the ultrafiltration domain.
The effect of the sintering temperature and membrane composition on resulting properties such as porosity, microstructure, mechanical strength, and permeability was investigated. Furthermore, the efficiency of the composite microfiltration membranes was evaluated during the treatment of the colored solution. The reuse of treated water by the optimized membrane in agriculture remains a challenge for the treatment of membrane processes. Based on the literature, seed germination and seedling growth were at their maximum when using a treated colored solution and could be better than the control solution [
22,
23,
24]. Hussain et al. [
22] investigated the effect of sugar mill effluent on the growth and antioxidative potential of maize seedlings, and they reported that the treated effluent increased the growth parameters in the maize seedlings. Kathirvel et al. [
23] studied the effect of dye effluent on the growth, yield, and biochemical attributes of Bengal gram. They considered that at 20% concentration of dye effluent, the plant showed maximum germination. Furthermore, Mahawar and Akhtar [
24] demonstrated that the reduction in the percentage of seed germination at higher concentrations of dye in industrial effluent may be due to the higher amount of solids present in these effluents, which causes changes in the osmotic relationship of the seed and water. The results proved that diluted effluent could be effective for soybean crop irrigation. Consequently, in this study, water toxicity was determined through a germination test on linseeds. The model dye chosen is indigo blue, which is one of the most used dyes in the textile industry, especially in the jeans industry. We also chose it as part of the development of a global, inexpensive, and economically reliable solution for the treatment of effluents from an industrial partner, SITEX Company of Ksar Hellel–Tunisia.
2. Experiment
2.1. Membrane Materials
The raw materials used to prepare the flat composite ceramic membranes were smectite (S) and zeolite (Z). The first constituent was extracted from Jbel Stah (located about 20 km west of the city of Gafsa in the center-west of Tunisia). The main constituents of smectite are silica (49.9 wt.%) and alumina (19.77 wt.%) (
Table 1). The chemical composition analysis showed that the Turkish zeolite is essentially composed of 73.3 wt.% silica and 11.75 wt.% alumina, besides the low amounts of other oxides such as K
2O, TiO
2, CaO, and Fe
2O
3 (
Table 1). The characteristics of raw powders were detailed in previous papers [
25,
26].
Both raw materials are inexpensive and still very abundant in many countries, particularly in the developing world. As a result, obtained membranes can be produced at a low cost.
2.2. Elaboration of Flat Composite Membranes
To study the effect of mixed zeolite and smectite on the characteristics of ceramic membranes, three different membrane compositions were considered using raw samples prepared under the same conditions (
Table 2). The choice of these compositions with a maximum smectite content less than or equal to 50 wt.% was the result of preliminary tests showing that beyond this content, shrinkage and swelling become too significant to ensure good morphology of the membrane.
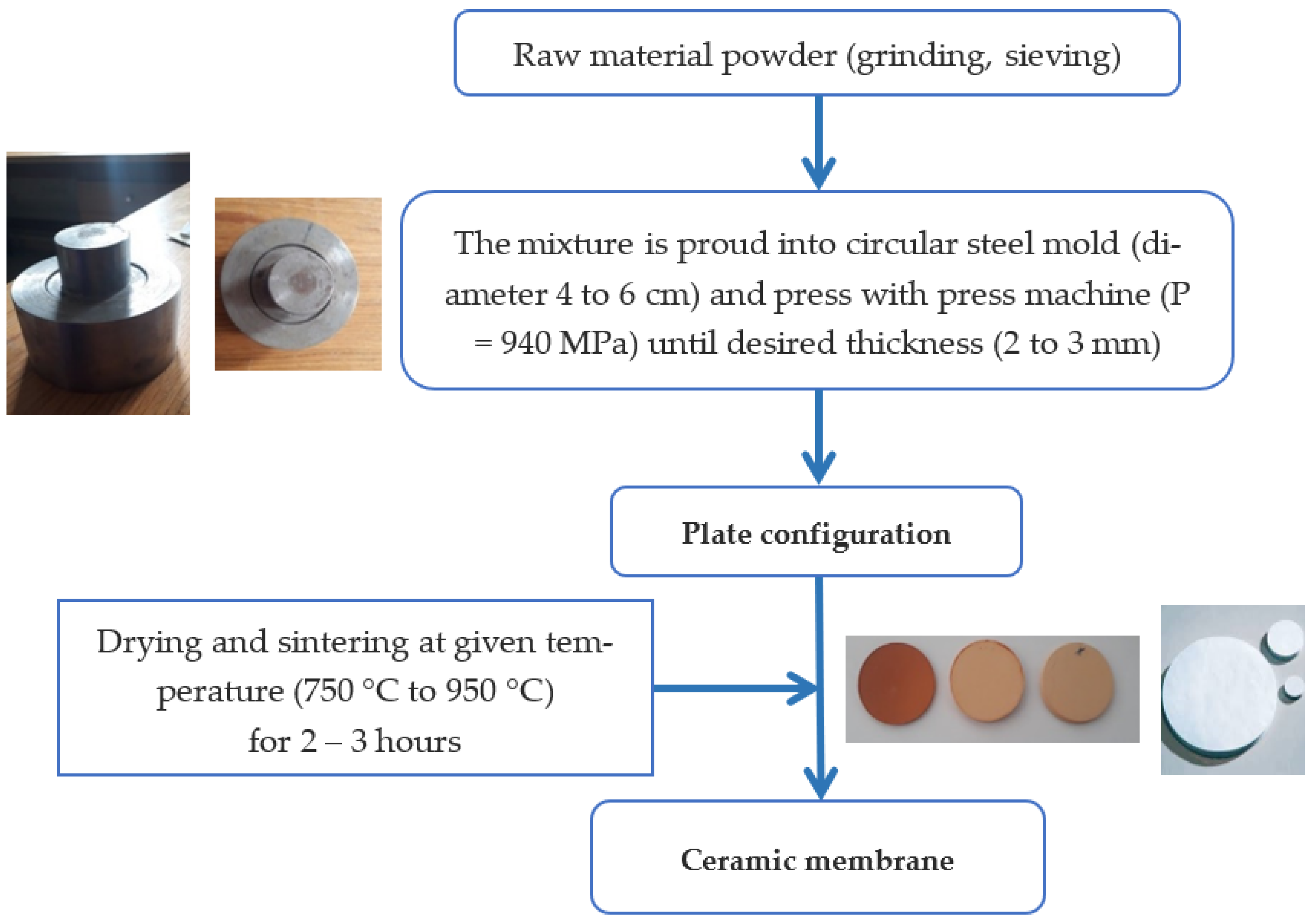
Firstly, the materials were crushed and then sieved to a fine powder with a mesh size of 100 µm. Secondly, the homogeneous mixture was uni-axially compacted under 940 MPa in a cylindrical mold forming flat disks, which were then dried in an oven at 100 °C. Finally, the sintering was carried out in a programmed furnace at various temperatures.
Figure 1 gives an illustration of this procedure.
The thermal analysis data were used to develop the customized firing procedure. Two steps have been specified, the first for the elimination of organic additives at 300 °C/2 h and the second for the sintering at various temperatures over 3 h [
26]. The temperature–time schedule is mostly determined by porosity, surface quality, and the mechanical behavior of the final membrane. The prepared flat circular membranes had a diameter of 50 mm and were 3 mm thick.
2.3. Ceramic Membrane Characterization
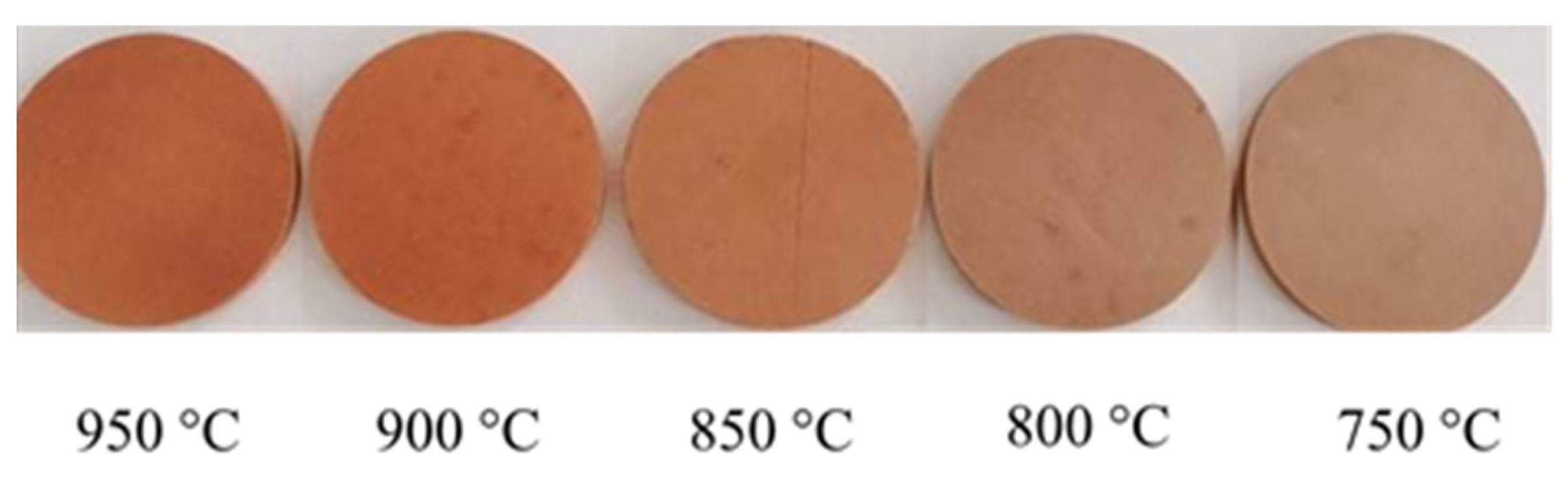
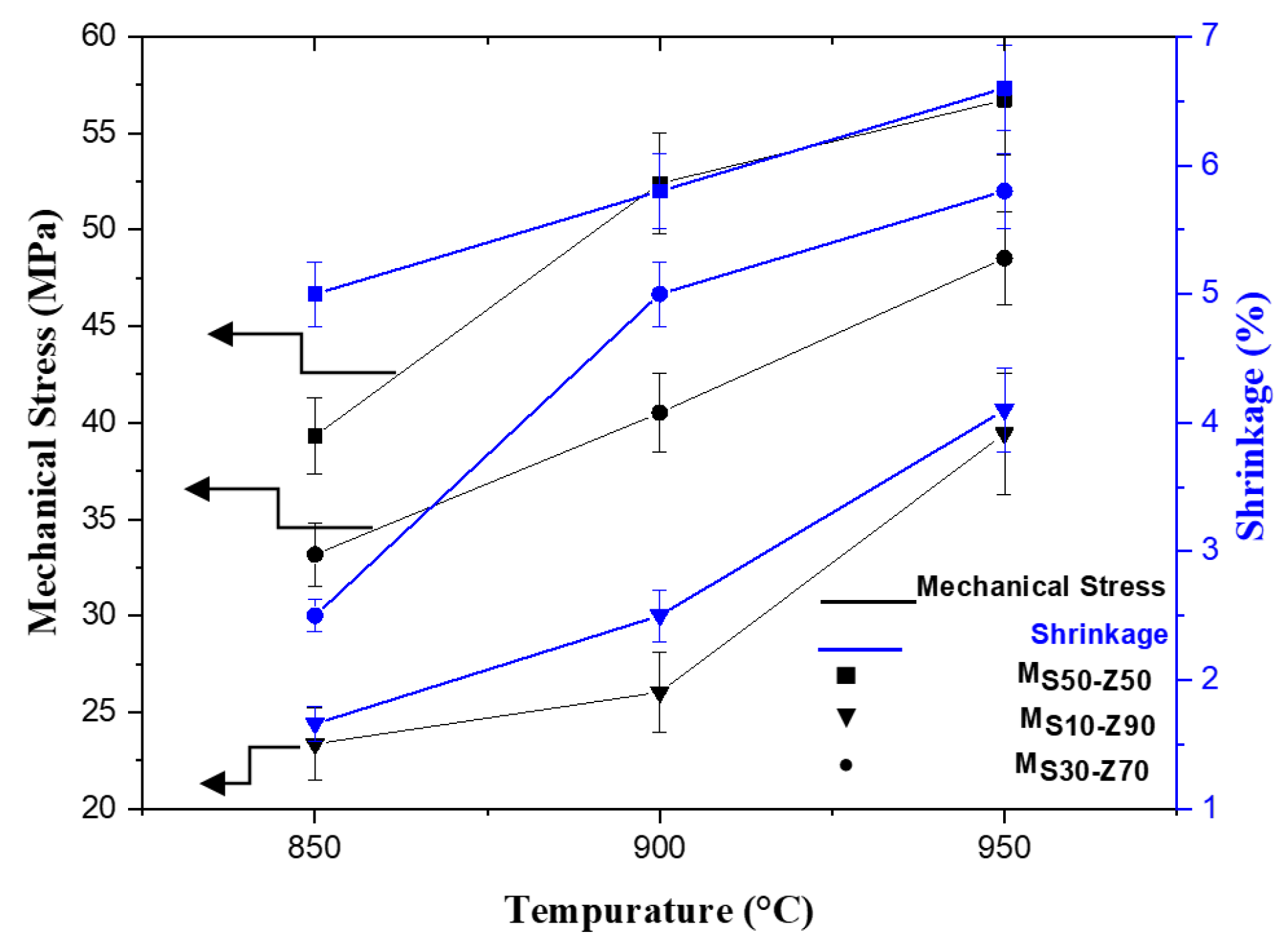
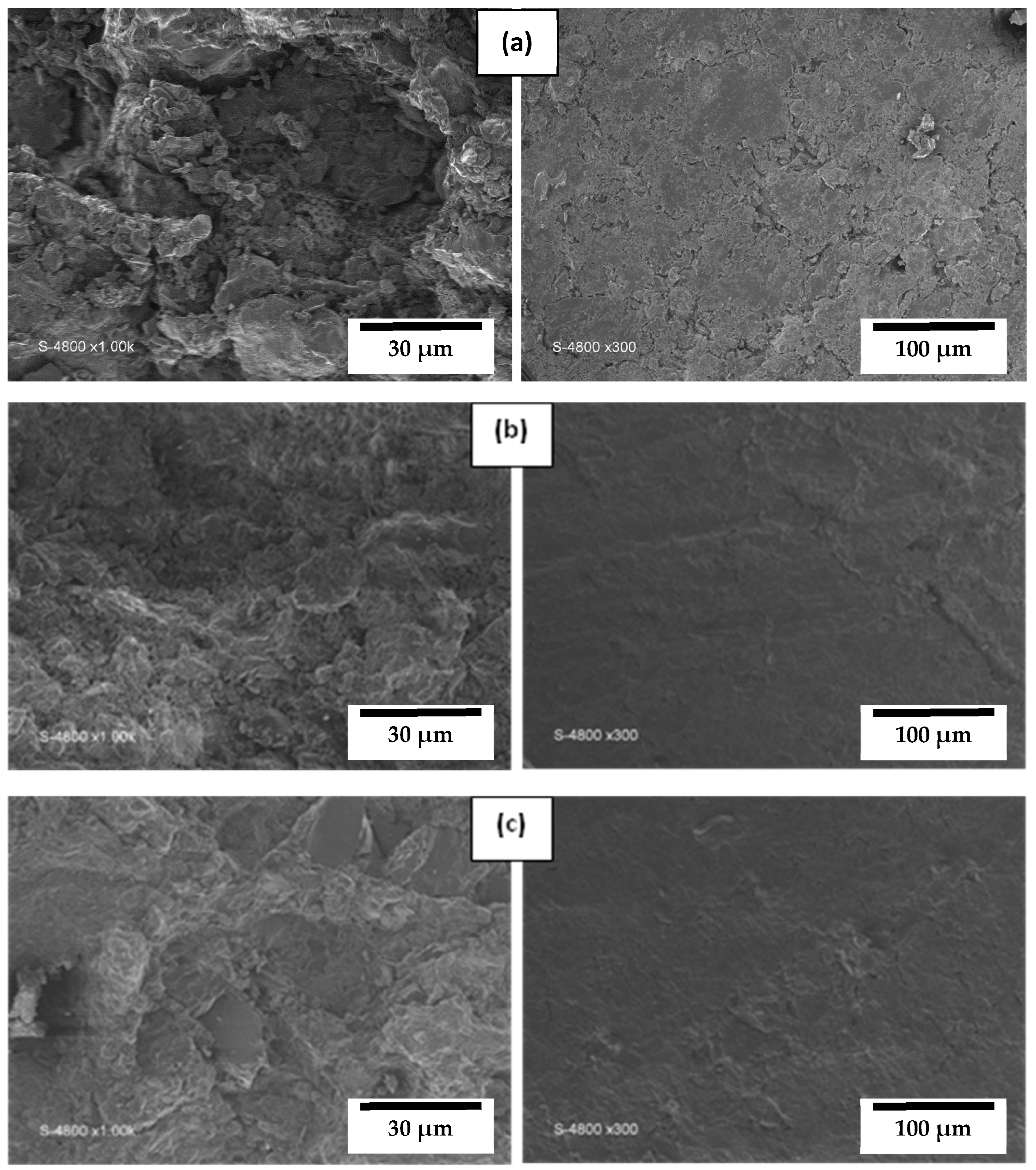
The composite circular membranes prepared from different percentages of smectite and zeolite, MS10-Z90, MS30-Z70, and MS50-Z50, were sintered at different temperatures ranging from 750 to 950 °C. The best sintering temperature was chosen based on the visual aspect, the shrinkage rate, and the mechanical tests. Then, the estimated pore size, the chemical resistance, water permeability, and the performances in the IB solutions treatment were determined for the optimal composition of the composite membrane.
The shrinkage rate (
S (%)) was determined from the measurement of the membrane diameter before (
D0 (mm)) and after (
D1 (mm)) thermal treatment [
27] (Equation (1)):
The mechanical resistance tests were carried out by the three points bending method (Lloyd Instrument, Bognor Regis, UK) to control the resistance of the membrane fired at different temperatures. The size of the samples is 45 × 12 × 2 mm3 and the distance separating the two points is 30 mm. This corresponds to the maximum bending stress at which the sample fractures.
The membrane samples were observed using a Merlin Scanning Electron Microscope (SEM) from Carl Zeiss (Baden-Württemberg, Germany) with an accelerating voltage of 5 kV. Elemental mapping was carried out using an energy-dispersive X-ray detector (EDX) SDD X-Max from Oxford Instruments (Abingdon, UK) operating at 10 kV. The preparation of our samples for SEM analyses consists of three main steps: (i) rinsing the surface with ethanol, (ii) drying the sample in an oven at 90 °C for 24 h (checking the stability of the sample weight), and (iii) applying a 4 nm conductive layer of palladium/platinum in a Cressington sputter coater 208HR.
The average pore size of the membrane was calculated using the extended Hagen–Poisseuille equation [
28] (Equation (2)):
where
d (m) is the pore diameter,
δ (Pa. s) is the water viscosity,
Jw (m·s
−1) is the water flux, ε (%) is the membrane porosity,
τ is the tortuosity factor (2.5) for sphere particle packing, Δ
X (m) is the membrane thickness, and Δ
P (Pa) is the transmembrane pressure applied.
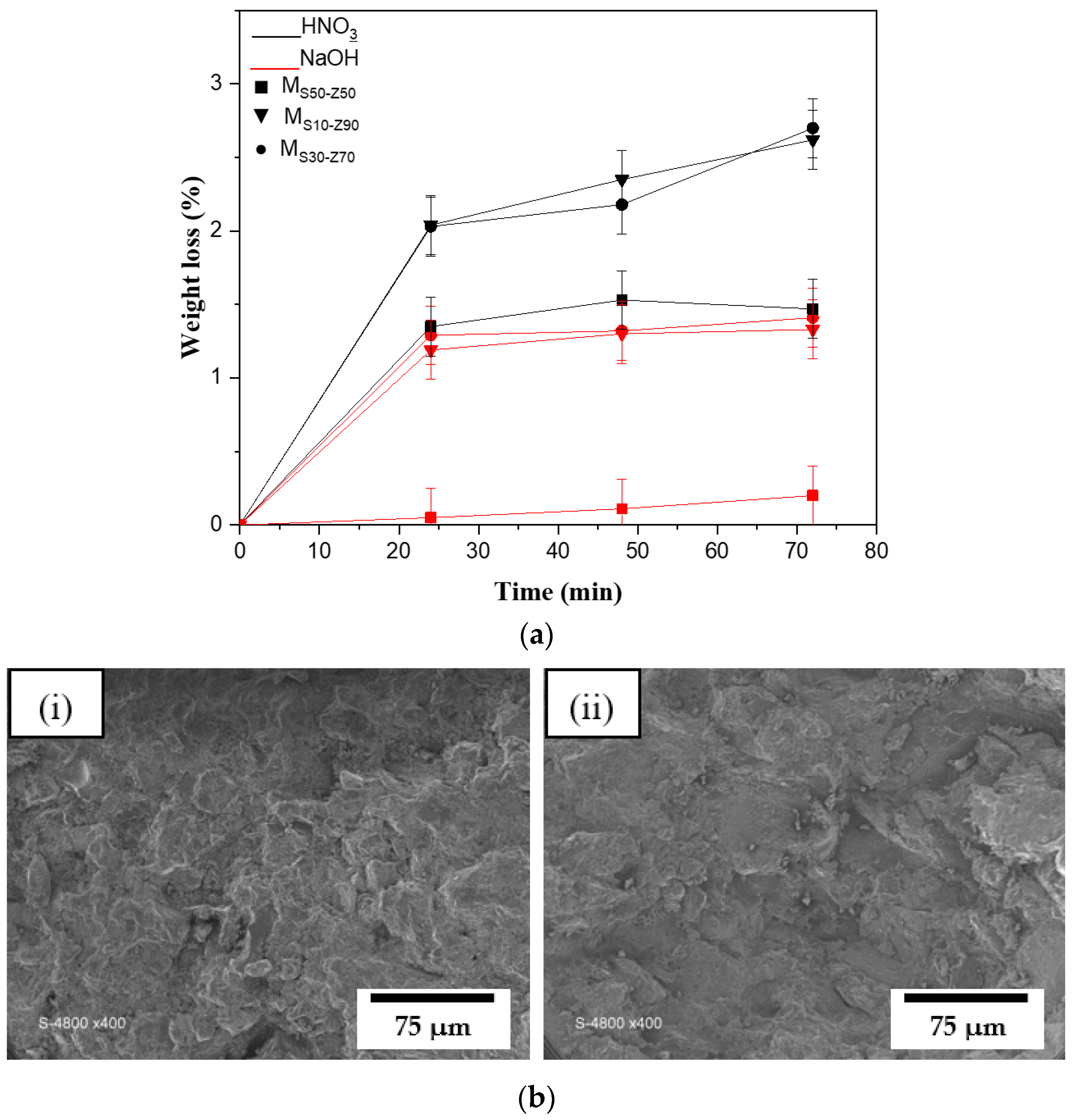
The chemical resistance was assessed by the mass loss of the membrane in HNO
3 (0.2 M) solution and in NaOH (0.5 M) solution for a week [
12].
2.4. Filtration Tests
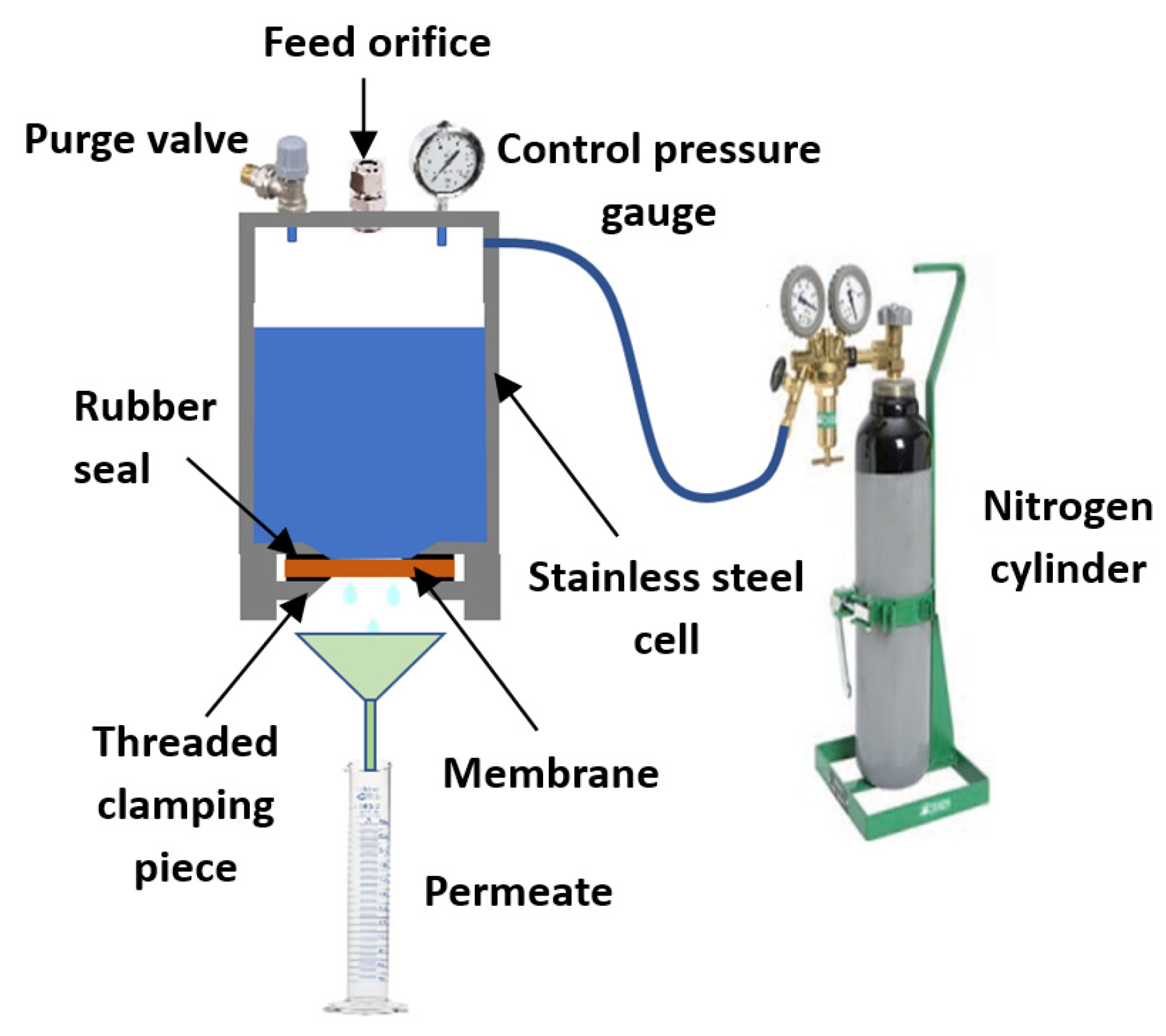
The performances of the composite membranes were evaluated at different transmembrane pressures (TMP) using a homemade set-up (
Figure 2). A nitrogen gas cylinder was used to maintain the working pressure, which was controlled by a control pressure gauge and a purge valve. The membrane was placed between two rubber seals to seal the device (
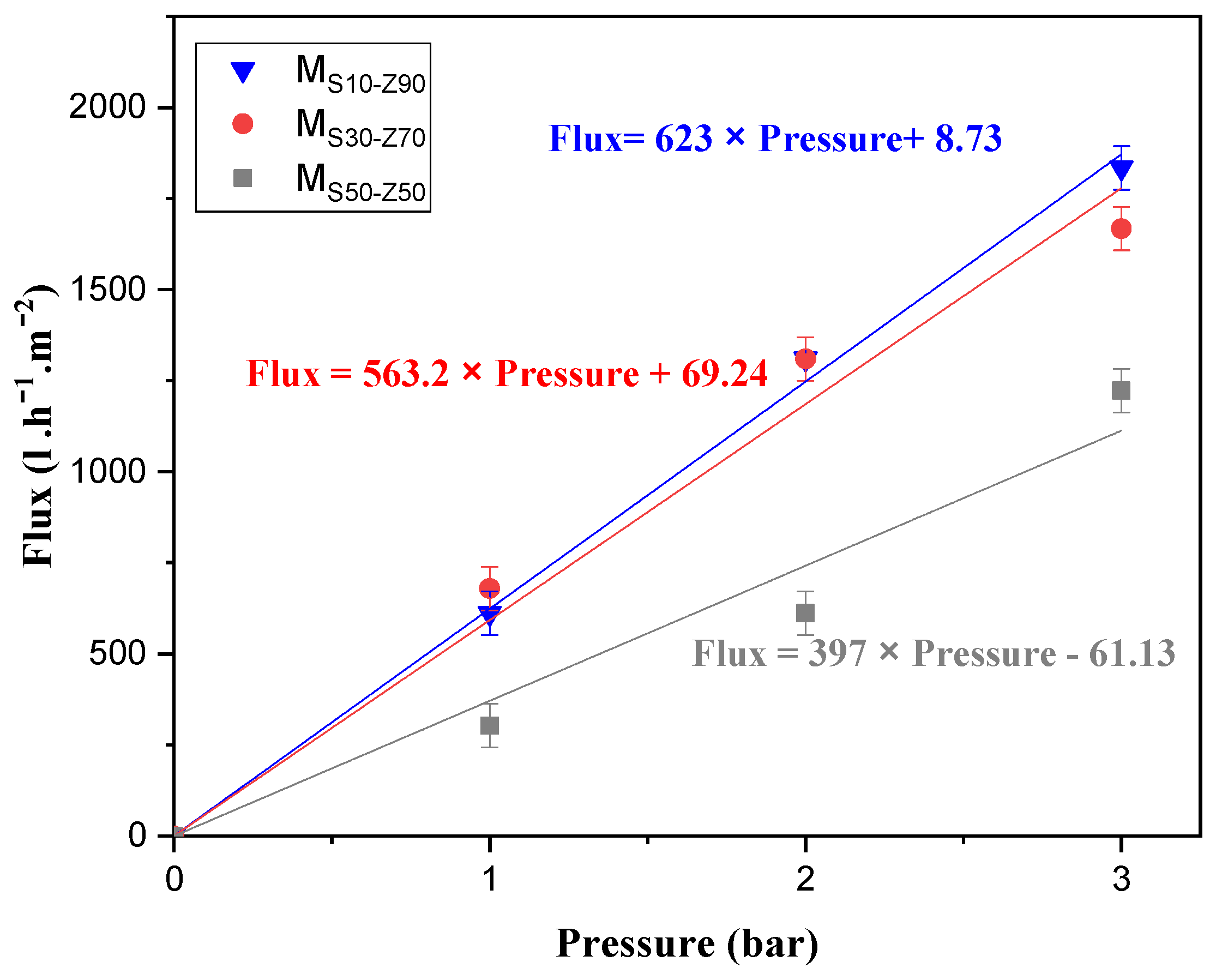
Figure 2). A threaded clamping piece was used to exert the pressure required to achieve this seal. The solution was introduced from the top via a filling orifice. Before the filtration tests, the synthesized membrane was soaked for 24 h in distilled water. Water permeability of the membrane was evaluated according to Darcy’s laws (Equations (3) and (4)):
where
Jw (m·s
−1) is the water flux,
V (L) is the permeate volume collected during the time interval
t (h),
A is the effective membrane area (m
2),
Lp is water permeability (L·h
−1·bar
−1·m
2), and ∆
P is the applied transmembrane pressure (bar).
The prepared membranes were used to treat the colored solution containing indigo blue (IB) dye. IB is an organic dye classified among the most important of the indigoid dyes. Its chemical formula is C16H10N2O2, and its chemical structure is given hereunder. IB is very useful in the textile industry, especially in the production of jeans. This dye is a dark blue crystalline powder that sublimes at 390–392 °C. It is insoluble in water, alcohol, or ether, but soluble in DMSO, chloroform, nitrobenzene, and concentrated sulfuric acid. IB must be reduced to a soluble form (leuco form) through a strong binding agent (sodium hydrosulfite in our case). In this study, the IB dye was provided by SITEX company located in Ksar Hellal–Tunisia and specialized in the textile industry.
The IB molecule absorbs light in the orange part of the spectrum (λ
max = 613 nm). It owes its deep color to the conjugation of the double bonds, i.e., the double bonds within the molecule are adjacent and the molecule is planar. In white indigo, the double bonds conjugation is blocked because the molecule is non-planar.
![Membranes 13 00865 i001]()
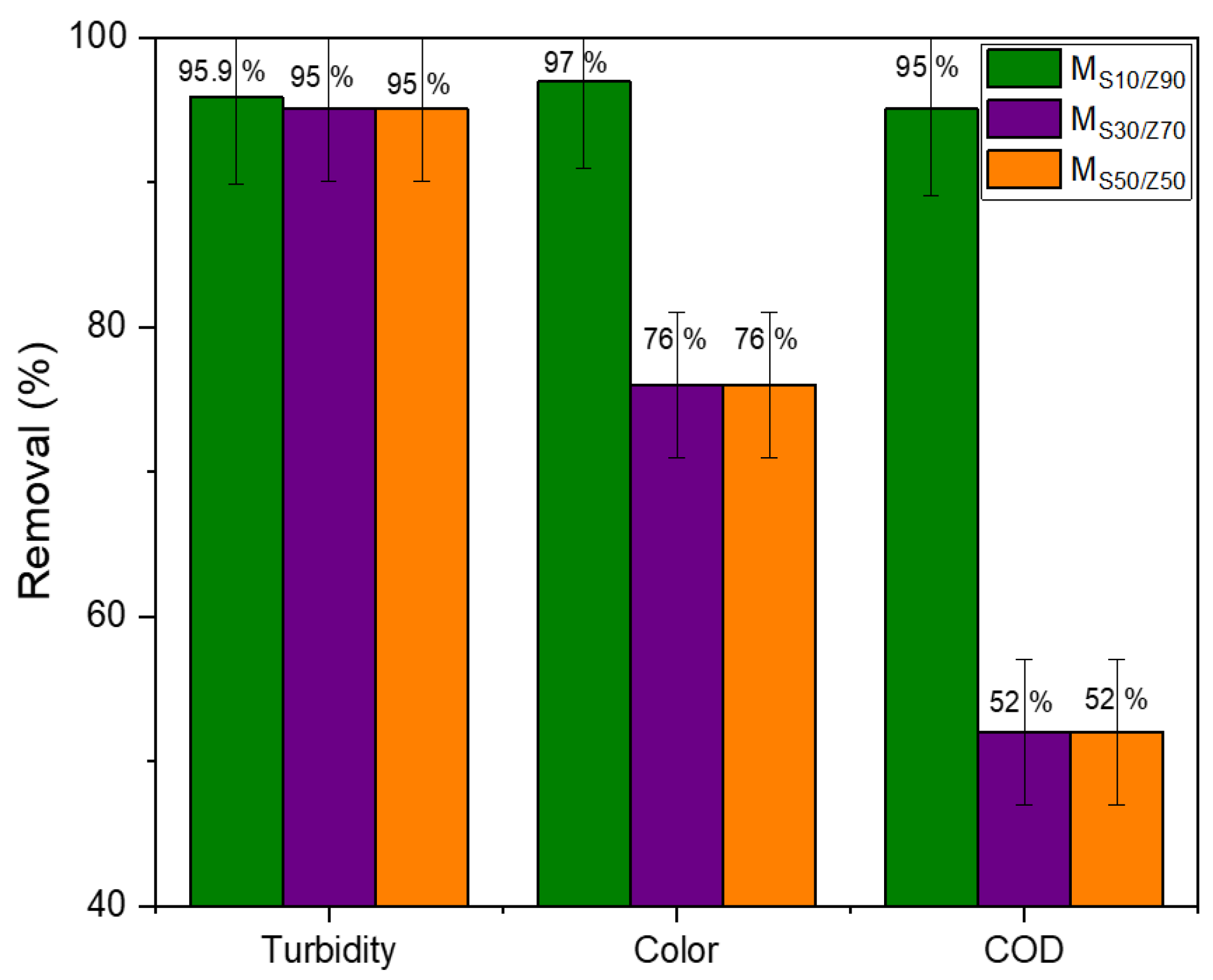
The physicochemical characterization of the raw and treated IB solution was determined by measuring three parameters: turbidity retention, COD, and color. The turbidity was measured by a turbidimeter (model 2100A, Hach, Loveland, CO, USA) in accordance with the standard method 2130B. The COD was measured using a colorimetric technique (COD 10119, Fisher Bioblock Scientific, Waltham, MA, USA). The color intensity was determined from absorbance values obtained with a UV/visible spectrophotometer (Aquanova Jenway) at the 620 nm wavelength.
The retention values were calculated using to the following equation (Equation (5)):
where
Cf is the pollutant concentration in feed solution and
CP is the pollutant concentration in permeate. The IB solution (feed stream) treated in this study had a turbidity of 30 NTU, a COD of 152.5 mg·L
−1, and an absorbance of 0.061 at 620 nm.
2.5. Separation and Fouling Mechanisms
The IB retention by the membrane was evaluated using the mass balance equation (Equation (6)):
where
Ci,
Cp, and
Cr are the initial, permeate, and retentate IB concentrations, and
Vi,
Vp, and
Vr are, respectively, the initial, permeate, and retentate volumes.
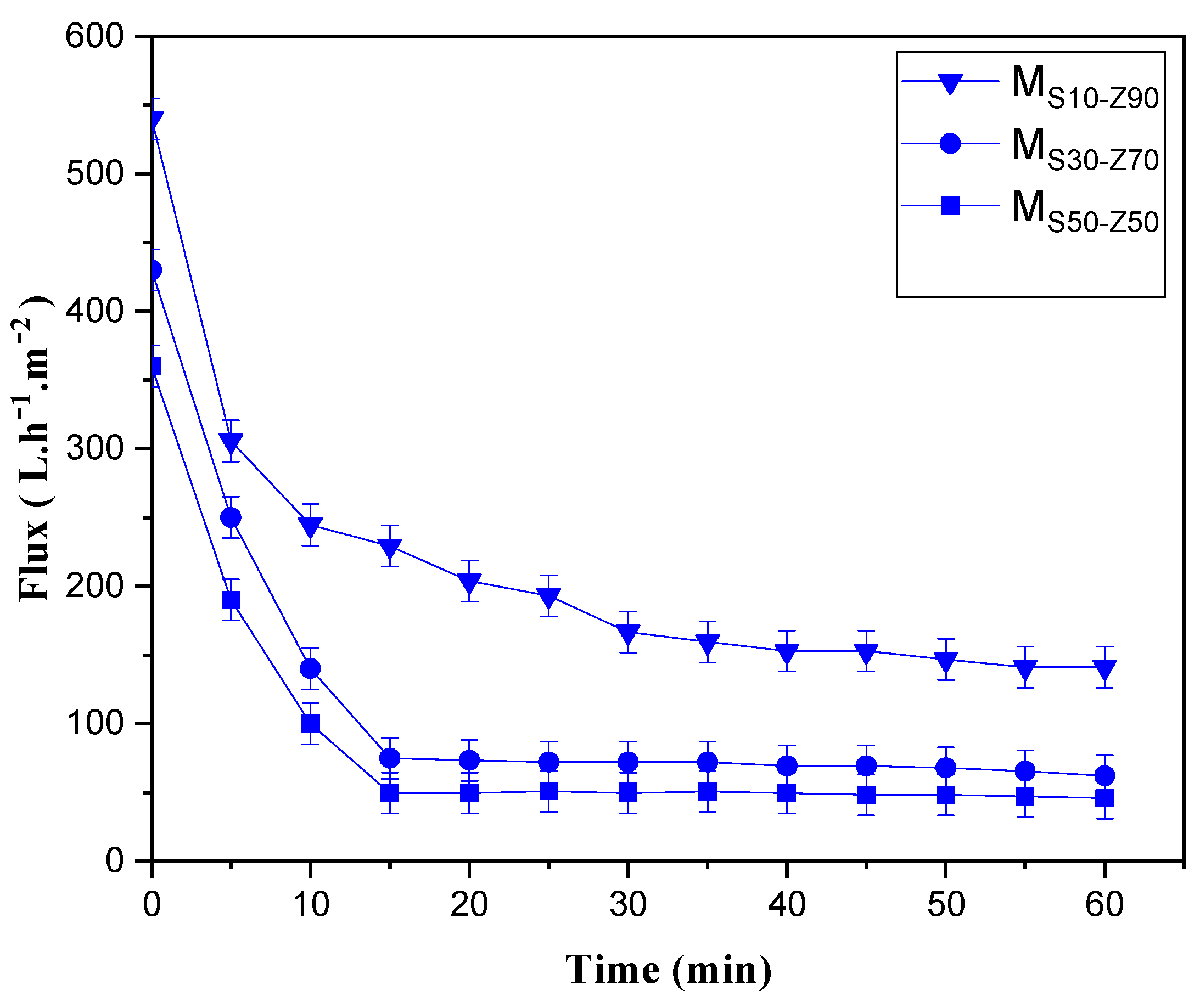
To explain the permeate flux decrease during the MF operations, we have used the Hermia empirical model based on four equations related to (i) a complete pore-blocking (Equation (7)), (ii) a standard pore-blocking (Equation (8)), (iii) an intermediate pore-blocking (Equation (9)), and (iv) a cake filtration (Equation (10)). The details of this model are reported by Vinoth Kumar et al. [
29].
where
Jw is the flux,
t is the filtration time,
K is the slope of the line, and
J0 is the ordinate at the origin.
2.6. Determination of Fouling Resistances and Membrane Regeneration
The antifouling characteristics of our membranes were evaluated under an optimal pressure of 1 bar for 1 h by determining the flux recovery ratio (FRR) according to the following equation (Equation (11)):
Jw1 is the water flux of the virgin membrane and Jw2 is the water permeate flux of the fouled membrane. Jw2 is determined after membrane rinsing with distilled water.
The membrane regeneration was accomplished initially by water rinsing followed by an acid–basic treatment with the circulation of 2 wt.% solutions of NaOH at 80 °C for 30 min, then a 2 wt.% solution of HNO
3 at 60 °C also for 30 min. Finally, the membrane was rinsed with distilled water until a neutral pH was obtained [
12]. The efficiency of the cleaning protocol was confirmed by measuring water permeability after the cleaning cycle, which must be almost equal to that of the new membrane. A water permeability reduction of 10% can be considered acceptable after some fifty uses and cycles of regeneration.
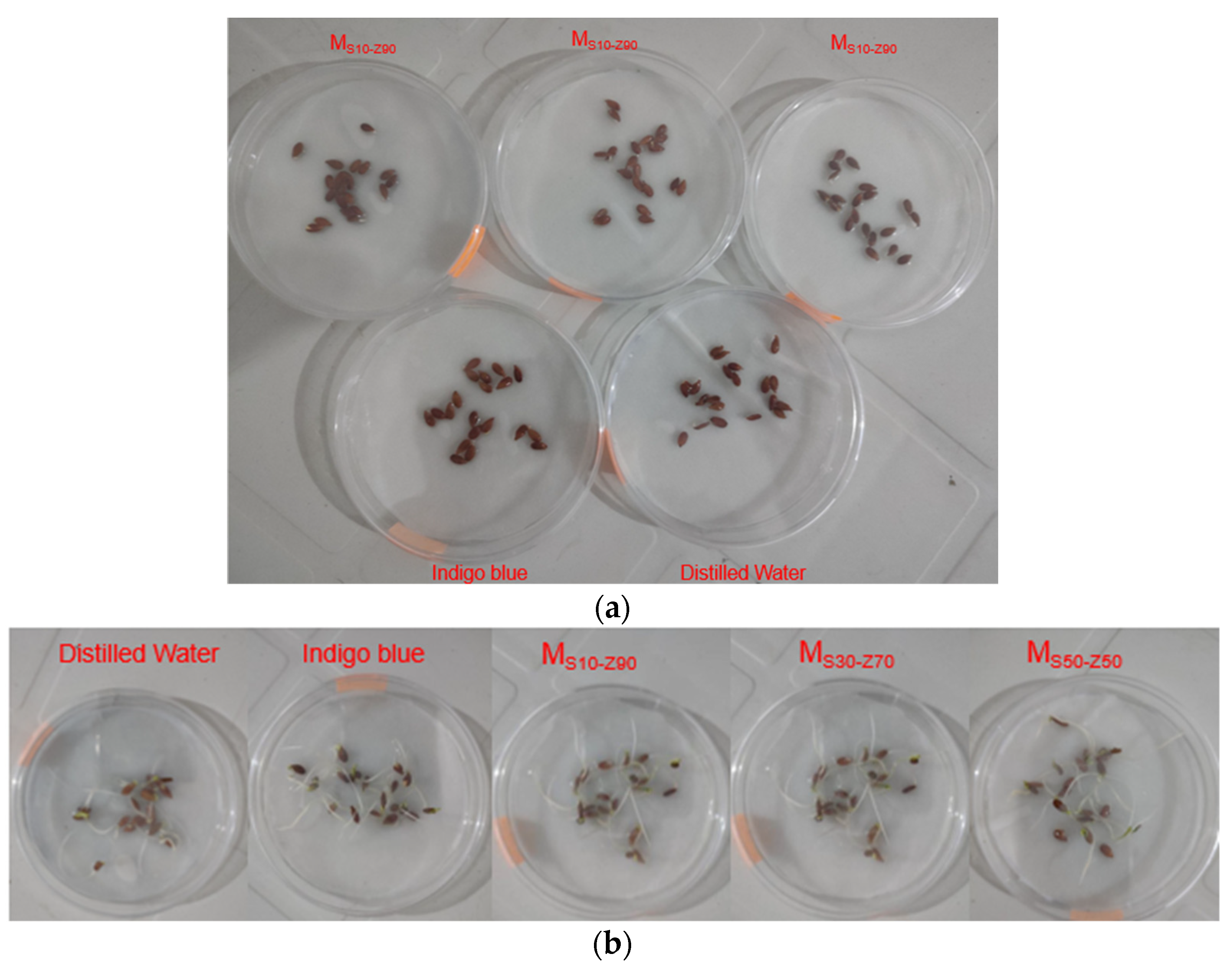
2.7. Germination Test
Germination experiments based on the AFNOR standard X31 201 were carried out to investigate the toxicity of the permeate and feed IB solution following the treatment utilizing the three prepared membranes. Twenty grains of linseed were used in glass Petri dishes with a cover and a layer of filter paper. The Petri dishes were then put in the dark for 10 days, into a controlled incubator at 20 °C, and the germination percentage (%) was calculated using the following Equation (12):
where
GR is the germination percentage,
NGS is the number of germinated seeds, and
NTS is the total number of seeds.
5. Comparative Study
The performances of the three synthesized composite membranes were compared with the different types of low-cost membranes reported in the literature. The membrane characteristics obtained by the dry pressing process applied to the treatment of dyeing wastewater are illustrated in
Table 6. It is clear that M
S10-Z90 composite MF membranes based on smectite and zeolite present a lower sintering temperature of 850 °C compared with composite membranes from low-cost materials sintered in the range of 900–1100 °C [
29,
31,
32,
33,
35,
42]. In addition, M
S10-Z90, M
S30-Z70, and M
S50-Z50 membranes displayed good properties, especially in terms of their mechanical resistance, which is higher than 23 MPa. From the literature studies, mechanical strength in the range of 14.42–16.13 MPa was observed for three flat membranes from Moroccan clays [
30]. On the other hand, in the works of Manni et al. [
43], the synthesized membrane made from natural magnesite showed a very low mechanical resistance of only 6.1 MPa despite being sintered at a relatively high sintering temperature of 1100 °C. Taking into account the filtration performances, the value of permeate flux (70–170 L·h
−1·m
−2 at 1 bar) found in this study is higher than the value mentioned by Beqqour et al. [
33] (20 L·h
−1·m
−2 at 0.12 bar) using a new flat membrane made from natural pozzolan and micronized phosphate. Also, different MF flat membranes based on phosphate, clay, and waste materials reported in the literature presented permeate flux in the range of 30–45 L·h
−1·m
−2, which is lower than the values achieved in this work [
27,
32,
36].
It is clear that the MF membranes developed in this study present good performance compared with other membranes reported in the literature.
This comparative study indicates that MS10-Z90 displays a great potential for the application in textile industry wastewater treatment.

 and
and 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}