
Modelling of Fractionated Condensation for Off-Flavours Reduction from Red Wine Fermentation Headspace


Abstract
:
1. Introduction
2. Experimental Section
2.1. Materials
2.1.1. Definition of the Model Solution of the Red Wine Fermentation Headspace
2.2. Experimental Setup
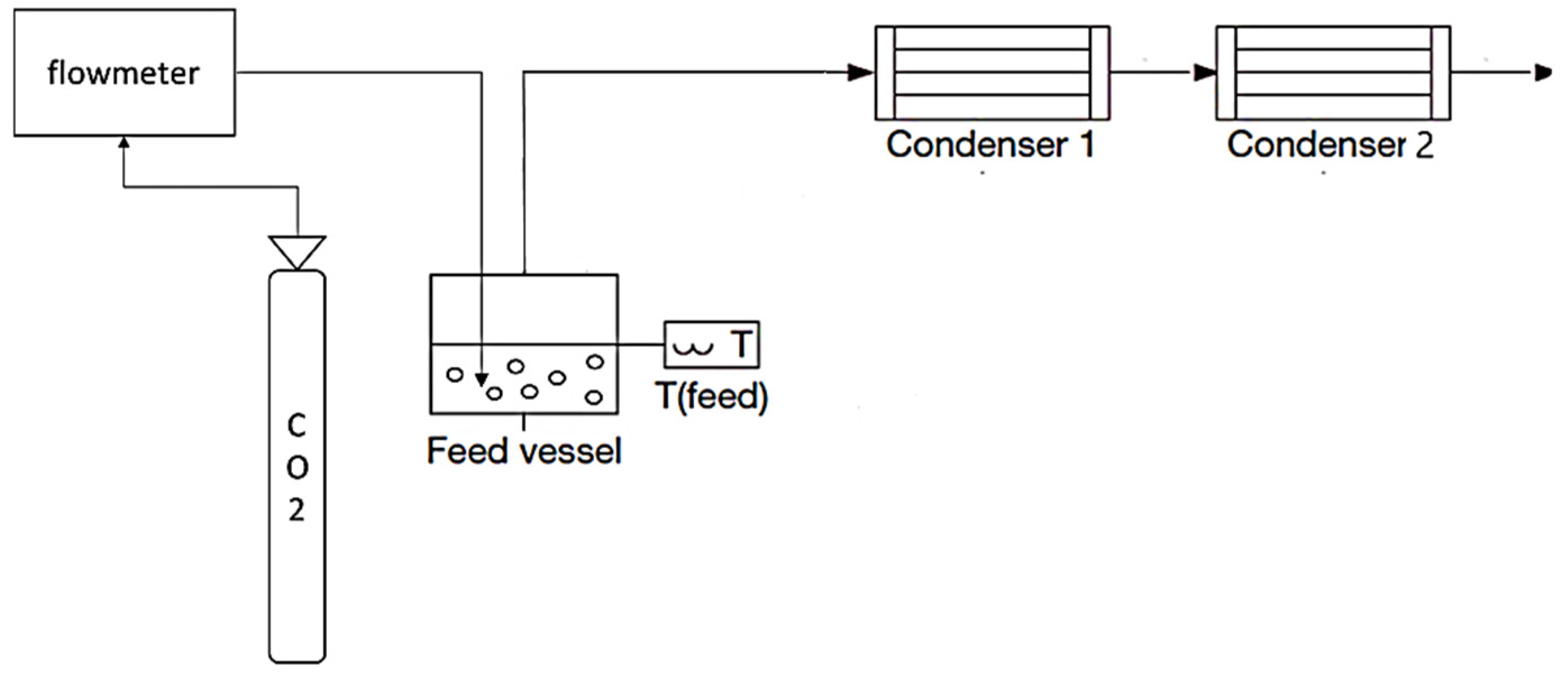
2.2.1. Fractionated Condensation with CO2 Stripping Gas Experiments
2.2.2. Vapour Permeation with CO2 Stripping Gas and Fractionated Condensation
2.3. Operating Conditions
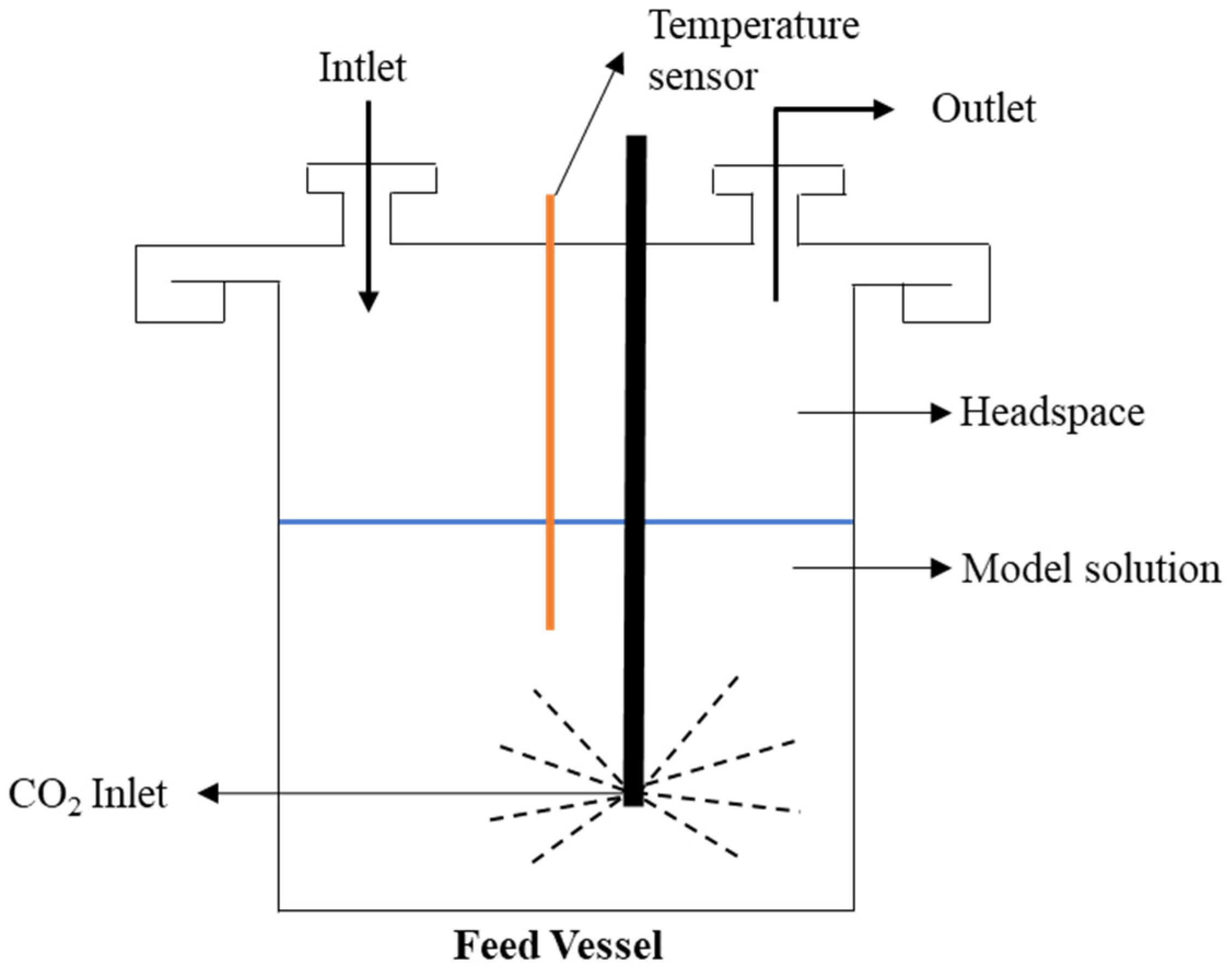
2.3.1. Feed Compartment
2.3.2. Fractionated Condensation Experiments
2.3.3. Vapour Permeation–Fractionated Condensation Experiments
2.4. Analytical Methods
2.5. Modelling of Fractionated Condensation Step
3. Results and Discussion
3.1. Fractionated Condensation of the Model Solution of Red Wine
3.2. Vapour Permeation–Fractionated Condensation Processing of the Model Solution of Red Wine
3.3. Model Validation with Experimental Values
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Variables and notations | |
| %Condens | percentage of condensation (%) |
| A | first constant of the Antoine law (−) |
| B | second constant of the Antoine law (°C for the ethyl phenols and K for the other compounds) |
| C | third constant of the Antoine law (°C for the ethyl phenols and K for the other compounds) |
| Hi | Henry’s law constant of compound (−) |
| n | molar flow rate (mol·s−1) |
| pi | partial pressure of compound i (Pa) |
| pvi | saturation vapour pressure of pure compound i (Pa) |
| pperm | total permeate pressure (Pa or mbar) |
| t | time (s) |
| T | temperature (K or °C) |
| V | volume (mL) |
| x | liquid molar fraction (−) |
| y | gas phase molar fraction (−) |
| α | selectivity (−) |
| ϒ∞i | activity coefficient of compound i in infinite dilute aqueous solution (−) |
| Subscripts (compounds) | |
| w | water |
| et | ethanol |
| i | compound i |
| j | compound j |
| inerts | inert gases |
| In relation to the membrane | |
| feed | in the feed side |
| perm | in the permeate side |
| Streams | |
| 0 | between the pervaporation module and the first condenser |
| 1 | in the first condenser |
| 1’ | between condensers |
| 2 | in the second condenser |
| condens | condenser |
References
- Ugarte, P.; Agosin, E.; Bordeu, E.; Villalobos, J.I. Reduction of 4-ethylphenol and 4-ethylguaiacol concentration in red wines using reverse osmosis and adsorption. Am. J. Enol. Vitic. 2005, 56, 30–36. [Google Scholar]
- Šućur, S.; Čadež, N.; Košmerl, T. Volatile phenols in wine: Control measures of Brettanomyces/Dekkera yeasts. Acta Agric. Slov. 2016, 107, 453–472. [Google Scholar] [CrossRef]
- Meticulous Research. Food Flavors Market by Origin (Natural, Nature-Identical, and Artificial), Type (Vanilla, Dairy, and Spices & Herbs), Form (Liquid), and Application (Beverages, Dairy Products, Confectionery Products, and Meat Products)—Global Forecasts to 2028; Meticulous Market Research: Maharashtra, India, 2022. [Google Scholar]
- Saffarionpour, S.; Ottens, M. Recent Advances in Techniques for Flavor Recovery in Liquid Food Processing. Food Eng. Rev. 2018, 10, 81–94. [Google Scholar] [CrossRef]
- Perestrelo, R.; Silva, C.; Câmara, J.S. Off-Flavors in Alcoholic Beverages: An Overview. In Food Aroma Evolution; Bordiga, M., Nollet, L.M.L., Eds.; CRC press: Boca Raton, FL, USA, 2019; pp. 595–622. [Google Scholar]
- Lima, A.; Oliveira, C.; Santos, C.; Campos, F.M.; Couto, J.A. Phenolic composition of monovarietal red wines regarding volatile phenols and its precursors. Eur. Food Res. Technol. 2018, 244, 1985–1994. [Google Scholar] [CrossRef]
- Wedral, D.; Shewfelt, R.; Frank, J. The challenge of Brettanomyces in wine. LWT-Food Sci. Technol. 2010, 43, 1474–1479. [Google Scholar] [CrossRef]
- Milheiro, J.; Filipe-Ribeiro, L.; Vilela, A.; Cosme, F.; Nunes, F.M. 4-Ethylphenol, 4-ethylguaiacol and 4-ethylcatechol in red wines: Microbial formation, prevention, remediation and overview of analytical approaches. Crit. Rev. Food Sci. Nutr. 2019, 59, 1367–1391. [Google Scholar] [CrossRef] [PubMed]
- Guerrini, L.; Angeloni, G.; Masella, P.; Calamai, L.; Parenti, A. A Technological Solution to Modulate the Aroma Profile during Beer Fermentation. Food Bioprocess Technol. 2018, 11, 1259–1266. [Google Scholar] [CrossRef]
- Guerrini, L.; Masella, P.; Spugnoli, P.; Spinelli, S.; Calamai, L.; Parenti, A. A condenser to recover organic volatile compounds during vinification. Am. J. Enol. Vitic. 2016, 67, 163–168. [Google Scholar] [CrossRef]
- Morakul, S.; Mouret, J.R.; Nicolle, P.; Trelea, I.C.; Sablayrolles, J.M.; Athes, V. Modelling of the gas-liquid partitioning of aroma compounds during wine alcoholic fermentation and prediction of aroma losses. Process Biochem. 2011, 46, 1125–1131. [Google Scholar] [CrossRef]
- Ribeiro, C.P.; Lage, P.L.C.; Borges, C.P. A combined gas-stripping vapour permeation process for aroma recovery. J. Memb. Sci. 2004, 238, 9–19. [Google Scholar] [CrossRef]
- Schäfer, T.; Crespo, J.G. Aroma recovery by organophilic pervaporation. In Flavours and Fragrances; Berger, R.G., Ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 427–437. [Google Scholar]
- Karlsson, H.O.E.; Trägårdh, G. Aroma recovery during beverage processing. J. Food Eng. 1997, 34, 159–178. [Google Scholar] [CrossRef]
- Brazinha, C.; Crespo, J.G. Aroma recovery from hydro alcoholic solutions by organophilic pervaporation: Modelling of fractionation by condensation. J. Memb. Sci. 2009, 341, 109–121. [Google Scholar] [CrossRef]
- Pereira, M.J.; Brazinha, C.; Crespo, J.G. Pervaporation recovery of valuable aromas from by-products of the seafood industry: Modelling of fractionated condensation for off-flavour removal. Sep. Purif. Technol. 2022, 286, 120441. [Google Scholar] [CrossRef]
- Morakul, S.; Athes, V.; Mouret, J.R.; Sablayrolles, J.M. Comprehensive study of the evolution of gas-liquid partitioning of aroma compounds during wine alcoholic fermentation. J. Agric. Food Chem. 2010, 58, 10219–10225. [Google Scholar] [CrossRef] [PubMed]
- Pour Nikfardjam, M.; May, B.; Tschiersch, C. 4-Ethylphenol and 4-ethylguaiacol contents in bottled wines from the German ‘Württemberg’ region. Eur. Food Res. Technol. 2009, 230, 333–341. [Google Scholar] [CrossRef]
- Schafer, T. Recovery of Wine-Must Aroma by Pervaporation; Universidade Nova de Lisboa: Lisbon, Portugal, 2002. [Google Scholar]
- Sancho, M.F.; Rao, M.A.; Downing, D.L. Infinite Dilution Activity Coefficients of Apple Juice Aroma Compounds. J. Food Eng. 1997, 34, 145–158. [Google Scholar] [CrossRef]
- Lipnizki, F.; Hausmanns, S. Hydrophobic Pervaporation of Binary and Ternary Solutions: Evaluation of Fluxes, Selectivities, and Coupling Effects. Sep. Sci. Technol. 2005, 39, 2235–2259. [Google Scholar] [CrossRef]
- Karlsson, H.O.E.; Trligkdh, G. Aroma compound recovery with pervaporation—the effect of high ethanol concentrations. J. Membr. Sci. 1994, 1, 189–198. [Google Scholar] [CrossRef]
- Site of National Institute of Standards and Technology. Available online: http://webbook.nist.gov (accessed on 15 May 2022).
- Yaws, C.L. The Yaws Handbook of Vapor Pressure: Antoine Coefficients; Gulf Professional Publishing: Waltham, MA, USA, 2015; ISBN 012803002X. [Google Scholar]
- Ohlrogge, K.; Wind, J.; Brinkmann, T. Membranes for Recovery of Volatile Organic Compounds. in Comprehensive Membrane Science and Engineering. Compr. Membr. Sci. Eng. 2010, 2, 213–242. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (A) | Aroma Compound | Family of Chemicals | Reason to Include the Aroma in the Model Solution | Concentration of the Model Solution | ||
| Ethyl acetate | Esters | Esters are the most abundant aromas produced by wine yeasts. Ethyl acetate, isoamyl acetate and ethyl hexanoate are considered the main component of a fruit flavour [17] | 50 ppm | |||
| Ethyl hexanoate | 8 ppm | |||||
| Isoamyl acetate | 6 ppm | |||||
| 4-ethylphenol | Phenols | When volatile phenols reach limiting concentrations *, they affect the quality of the wine leading to aroma defects normally described as “horse sweat”, “animal” and “medicinal” [6] | 0.6 ppm | |||
| 4-ethylguaiacol | 1 ppm | |||||
| * The odour threshold is 440 ppb for 4-EP and 33 ppb for 4-EG [18]. | ||||||
| (B) | Compound | MW (g/mol) | BP (°C) | Pvi25 °C (Pa) | ϒ∞25 °C, water | ϒ∞25 °C, 10% Etoh |
| Ethyl acetate | 88.11 | 77.10 | 12,622.12 | 50 | 37 | |
| Ethyl hexanoate | 144.21 | 167.00 | 49,898.73 | 12,615 | 9014 | |
| Isoamyl acetate | 130.18 | 142.50 | 1,470,959.90 | 3865 | 2280 | |
| 4-ethyl guaiacol | 152.19 | 236.50 | 7.56 | 8383 | * | |
| 4-ethyl phenol | 122.16 | 217.90 | 33.19 | 23,742 | * | |
| (MW = molecular weight, BP = boiling point, pvi = saturation vapour pressure, ϒ∞ = activity coefficient at infinite dilution). * For ethyl phenols, the activity coefficient of the aromas in a mixture with 10% ethanol was not calculated due to the lack of information about the activity coefficients at 70 °C in water | ||||||
| Compound | A | B | C | Range of Temperature (°C) | Reference |
|---|---|---|---|---|---|
| Water | 5.40 | 1838.68 | −31.74 | −015 to 29.85 | [23] |
| Ethanol | 5.25 | 1598.67 | −46.42 | −0.15 to 78.55 | [23] |
| Ethyl acetate | 4.23 | 1245.70 | −55.19 | - | [23] |
| Ethyl hexanoate | 15.99 | 3118.28 | −106.76 | - | [19] |
| Isoamyl acetate | 16.50 | 2871.68 | −110.92 | - | [19] |
| 4-Ethyl phenol | 7.62 | 1955.30 | 195.46 | 99.76 to 244.80 | [23] |
| 4-Ethyl guaiacol | 7.90 | 2203.80 | 234.22 | 85.27 to 233.09 | [24] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, M.J.; Ferreira, A.; Brazinha, C.; Crespo, J. Modelling of Fractionated Condensation for Off-Flavours Reduction from Red Wine Fermentation Headspace. Membranes 2022, 12, 875. https://doi.org/10.3390/membranes12090875
Pereira MJ, Ferreira A, Brazinha C, Crespo J. Modelling of Fractionated Condensation for Off-Flavours Reduction from Red Wine Fermentation Headspace. Membranes. 2022; 12(9):875. https://doi.org/10.3390/membranes12090875
Chicago/Turabian StylePereira, Maria João, António Ferreira, Carla Brazinha, and João Crespo. 2022. "Modelling of Fractionated Condensation for Off-Flavours Reduction from Red Wine Fermentation Headspace" Membranes 12, no. 9: 875. https://doi.org/10.3390/membranes12090875