

Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Membrane Preparation
2.3. Scanning Electron Microscopy
2.4. Gas Permeation Measurements
3. Results and Discussion
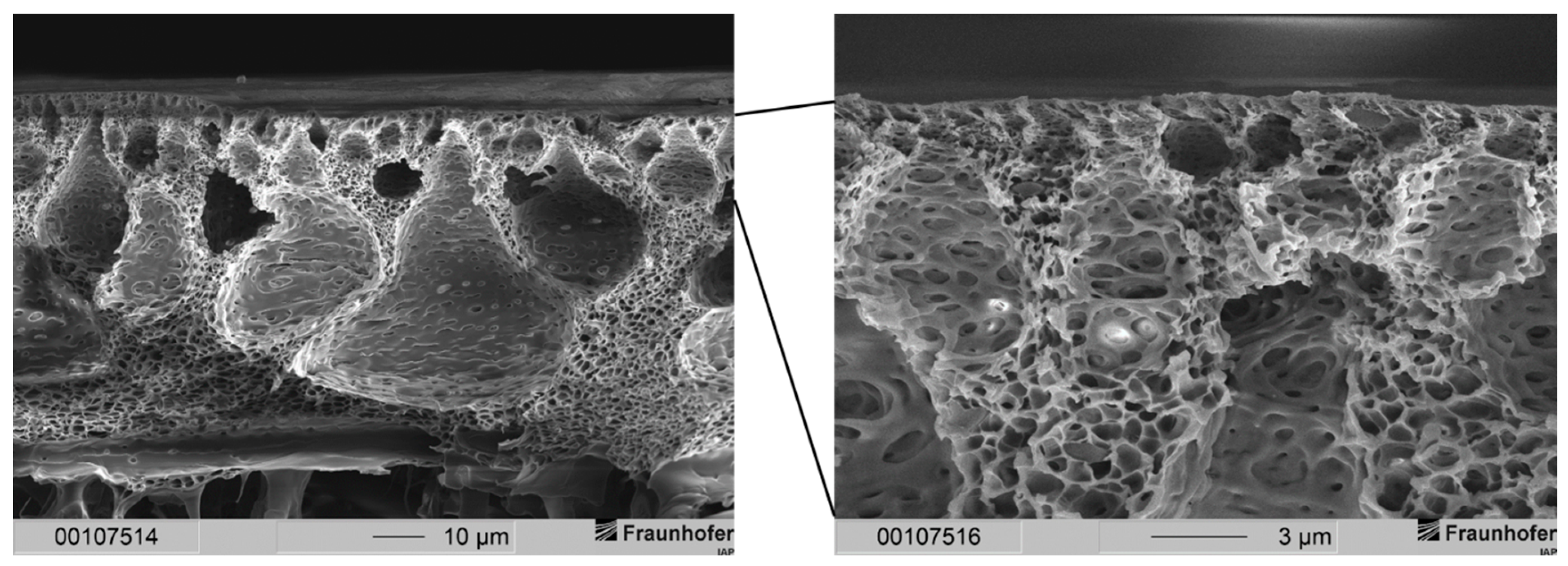
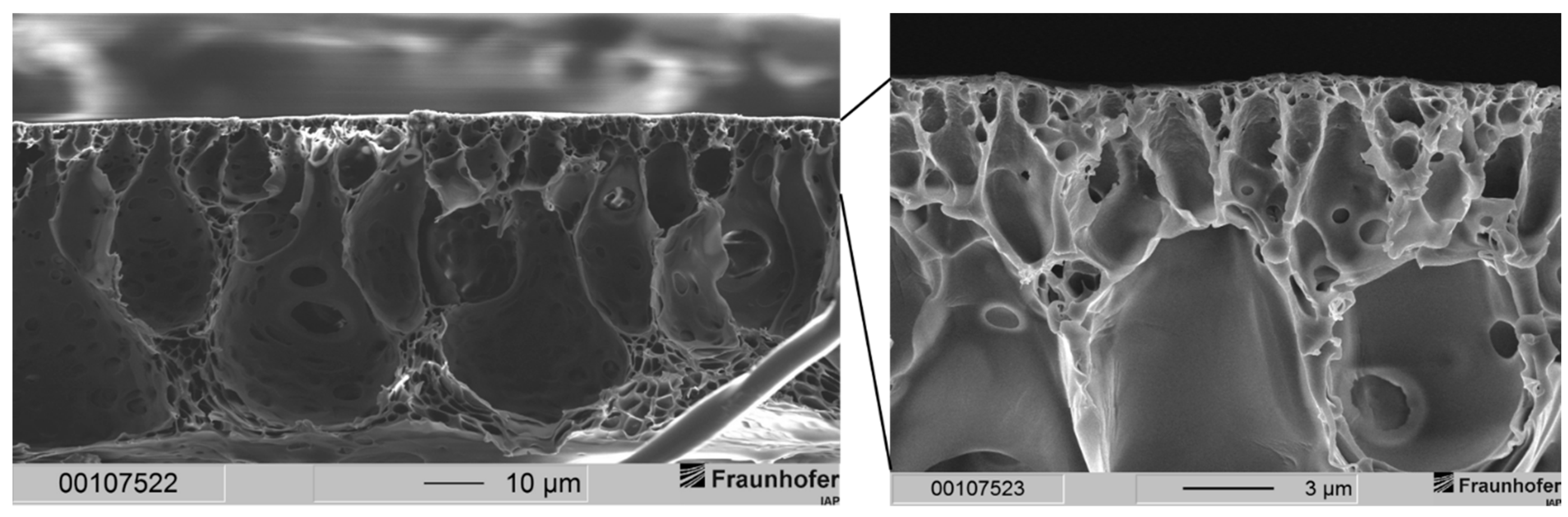
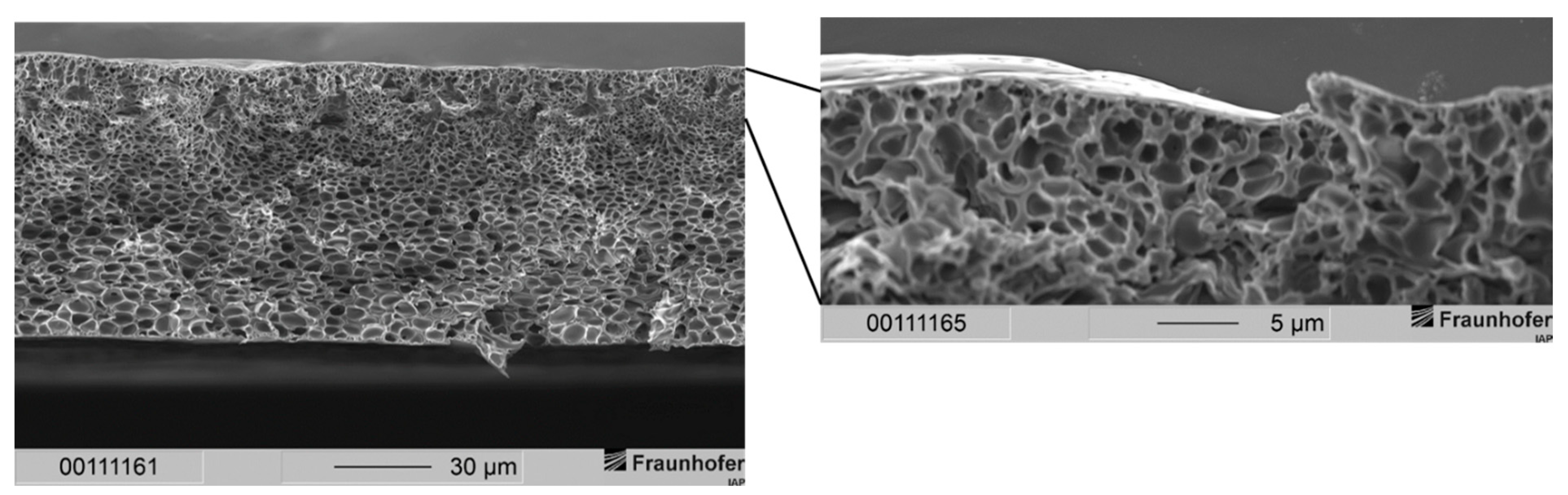
3.1. Scanning Electron Microscopy
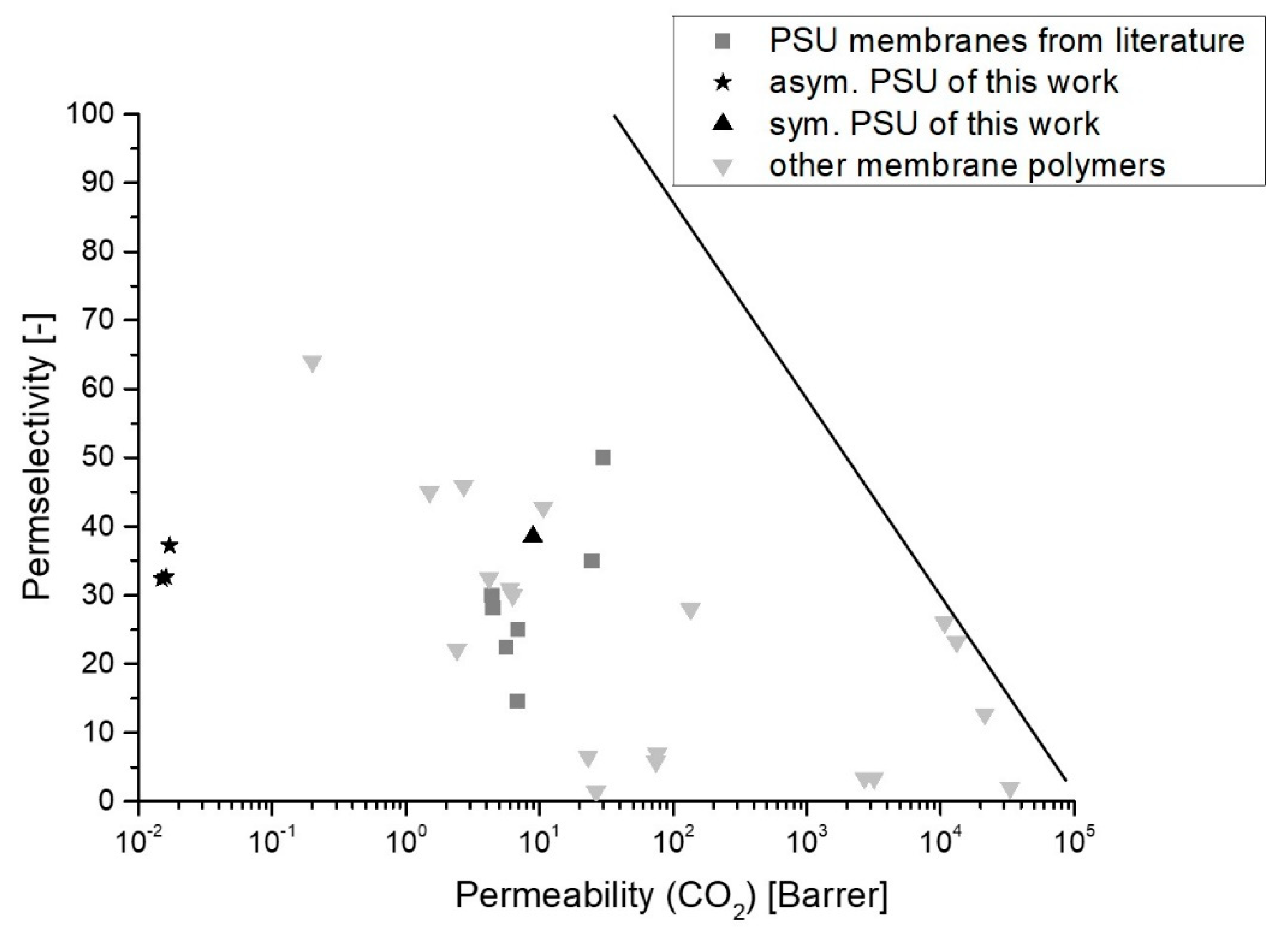
3.2. Gas Permeation Measurements

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Permeability (Barrer) | Permselectivity (–) | References | |||||
|---|---|---|---|---|---|---|---|---|
| O2 | N2 | CH4 | CO2 | O2/N2 | CO2/N2 | CO2/CH4 | [29] | |
| PSU20 | 1.05 | 0.20 | 0.21 | 6.18 | 5.4 | 30.9 | 29.3 | [29] |
| PSU15 | 1.06 | 0.18 | 0.20 | 6.01 | 5.8 | 32.7 | 30.4 | this work |
| PSU20_EtOH | 1.99 | 0.33 | 0.38 | 11.01 | 6.3 | 34.7 | 31.4 | this work |
| PSU25_80:20 | 2.28 | 0.37 | 0.40 | 12.98 | 6.1 | 34.8 | 32.4 | this work |
| PSU30_80:20 | 2.18 | 0.35 | 0.36 | 11.71 | 6.3 | 33.9 | 32.6 | this work |
| PSU25_94:6 | 1.98 | 0.29 | 0.29 | 10.84 | 6.9 | 37.5 | 37.2 | this work |
| PSU30_EIPS | 1.73 | 0.25 | 0.23 | 8.95 | 7.1 | 36.5 | 38.5 | this work |
| PSU (EIPS) | --- | --- | 0.65 | 30.0 | --- | --- | 50 | [45] |
| PSU (EIPS) | --- | --- | 0.72 | 24.8 | --- | --- | 35 | [45] |
| PSU | 1.4 | 0.25 | 0.25 | 5.48 | 5.6 | 21.9 | 21.9 | [47] |
| PSU | 8.83 * | 2.26 * | 2.84 * | 27.77 * | 4.1 | 12.3 | 9.9 | [24] |
| PDMS (coating layer) | 570 | 266 | 860 | 2770 | 2.1 | 10.3 | 3.2 | this work |
| PDMS | 500 | 250 | 800 | 2700 | 2.0 | 10.8 | 3.4 | [47] |
- The number of defects in the separation layer of asymmetric membranes is low (<10−6);
- The coating material shows significantly higher gas permeabilities compared to the coated material (see Table 3);
- The thickness of the protective layer is minimized.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shalygin, M.G.; Abramov, S.M.; Netrusov, A.I.; Teplyakov, V.V. Membrane recovery of hydrogen from gaseous mixtures of biogenic and technogenic origin. Int. J. Hydrog. Energy 2015, 40, 3438–3451. [Google Scholar] [CrossRef]
- Ryckebosch, E.; Drouillon, M.; Vervaeren, H. Techniques for transformation of biogas to biomethane. Biomass Bioenergy 2011, 35, 1633–1645. [Google Scholar] [CrossRef]
- Fachagentur Nachwachsende Rohstoffe e. V. Broschüre Biogas; Fachagentur Nachwachsende Rohstoffe e. V.: Gülzow-Prüzen, Germany, 2012. [Google Scholar]
- Cerveira, G.S.; Borges, C.P.; Kronemberger, F.D.A. Gas permeation applied to biogas upgrading using cellulose acetate and polydimethylsiloxane membranes. J. Clean. Prod. 2018, 187, 830–838. [Google Scholar] [CrossRef]
- Subramanian, S.; Heydweiller, J.C.; Stern, S.A. Dual-mode sorption kinetics of gases in glassy polymers. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 1209–1220. [Google Scholar] [CrossRef]
- Graham, T. XVIII. On the absorption and dialytic separation of gases by colloid septa. Phil. Trans. R. Soc. Lond. 1866, 156, 399–439. [Google Scholar]
- Pinnau, I.; Hellums, M.W.; Koros, W.J. Gas transport through homogeneous and asymmetric polyestercarbonate membranes. Polymer 1991, 32, 2612–2617. [Google Scholar] [CrossRef]
- Pfromm, P.H.; Pinnau, I.; Koros, W.J. Gas transport through integral-asymmetric membranes: A comparison to isotropic film transport properties. J. Appl. Polym. Sci. 1993, 48, 2161–2171. [Google Scholar] [CrossRef]
- Smit, E.; Mulder, M.H.V.; Smolders, C.A.; Karrenbeld, H.; van Erden, J.; Feil, D. Modelling of the diffusion of carbon dioxide in polyimide matrices by computer simulation. J. Membr. Sci. 1992, 13, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Bos, A.; Pünt, I.G.M.; Wessling, M.; Strathmann, H. CO2-induced plasticization phenomena in glassy polymers. J. Membr. Sci. 1999, 155, 67–78. [Google Scholar] [CrossRef]
- Sada, E.; Kumazawa, H.; Xu, P.; Wang, S.-T. Permeation of pure carbon dioxide and methane and binary mixtures through cellulose acetate membranes. J. Polym. Sci. Part B Polym. Phys. 1990, 28, 113–125. [Google Scholar] [CrossRef]
- Donohue, M.D.; Minhas, B.S.; Lee, S.Y. Permeation behavior of carbon dioxide-methane mixtures in cellulose acetate membranes. J. Membr. Sci. 1989, 42, 197–214. [Google Scholar] [CrossRef]
- Erb, A.J.; Paul, D.R. Gas sorption and transport in polysulfone. J. Membr. Sci. 1981, 8, 11–22. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 2nd ed.; J. Wiley: Chichester, NY, USA, 2004. [Google Scholar]
- Mulder, M.H.V. Basic Principles of Membrane Technology; Kluwer Academic Publishers Group: Dordrecht, The Netherlands, 1998. [Google Scholar]
- Pinnau, I.; Koros, W.J. Influence of quench medium on the structures and gas permeation properties of polysulfone membranes made by wet and dry/wet phase inversion. J. Membr. Sci. 1992, 71, 81–96. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. Structures and gas separation properties of asymmetric polysulfone membranes made by dry, wet, and dry/wet phase inversion. J. Appl. Polym. Sci. 1991, 43, 1491–1502. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. A qualitative skin layer formation mechanism for membranes made by dry/wet phase inversion. J. Polym. Sci. Part B Polym. Phys. 1993, 31, 419–427. [Google Scholar] [CrossRef]
- Smolders, C.A.; Reuvers, A.J.; Boom, R.M.; Wienk, I.M. Microstructures in phase-inversion membranes. Part 1. Formation of macrovoids. J. Membr. Sci. 1992, 73, 259–275. [Google Scholar] [CrossRef] [Green Version]
- So, M.T.; Eirich, F.R.; Strathman, H.; Baker, R.W. Preparation of asymmetric loeb-sourirajan membranes. Polym. Lett. Ed. 1973, 11, 201–205. [Google Scholar] [CrossRef]
- Wijmans, J.G.; Baaij, J.P.B.; Smolders, C.A. The mechanism of formation of microporous or skinned membranes produced by immersion precipitation. J. Membr. Sci. 1983, 14, 263–274. [Google Scholar] [CrossRef] [Green Version]
- Guillen, G.R.; Ramon, G.Z.; Kavehpour, H.P.; Kaner, R.B.; Hoek, E.M.V. Direct microscopic observation of membrane formation by nonsolvent induced phase separation. J. Membr. Sci. 2013, 431, 212–220. [Google Scholar] [CrossRef]
- Guillen, G.R.; Pan, Y.; Li, M.; Hoek, E.M.V. Preparation and Characterization of Membranes Formed by Nonsolvent Induced Phase Separation: A Review. Ind. Eng. Chem. Res. 2011, 50, 3798–3817. [Google Scholar] [CrossRef]
- Ismail, A.F.; Ng, B.C.; Rahman, W.A.W.A. Effects of shear rate and forced convection residence time on asymmetric polysulfone membranes structure and gas separation performance. Sep. Purif. Technol. 2003, 33, 255–272. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lai, P.Y. Effects of phase inversion and rheological factors on formation of defect-free and ultrathin-skinned asymmetric polysulfone membranes for gas separation. Sep. Purif. Technol. 2003, 33, 127–143. [Google Scholar] [CrossRef]
- Wijmans, J.G.; Kant, J.; Mulder, M.H.V.; Smolders, C.A. Phase separation phenomena in solutions of polysulfone in mixtures of a solvent and a nonsolvent: Relationship with membrane formation. Polymer 1985, 26, 1539–1545. [Google Scholar] [CrossRef] [Green Version]
- Frommer, M.A.; Messalem, R.M. Mechanism of membrane formation. VI. Convective flows and large void formation during membrane precipitation. Ind. Eng. Chem. Prod. Res. Dev. 1973, 12, 328–333. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lai, P.Y. Development of defect-free asymmetric polysulfone membranes for gas separation using response surface methodology. Sep. Purif. Technol. 2004, 40, 191–207. [Google Scholar] [CrossRef]
- Kluge, S.; Weiß, M. Fabrication and Characterization of Polysulfone Membranes for Gas Separation. Chem. Ing. Tech. 2022, 94, 585–593. [Google Scholar] [CrossRef]
- Nunes, S.P.; Peinemann, K.-V. (Eds.) Membrane Technology: In the Chemical Industry; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Lau, W.W.Y.; Guiver, M.D.; Matsuura, T. Phase separation in polysulfone/solvent/water and polyethersulfone/solvent/water systems. J. Membr. Sci. 1991, 59, 219–227. [Google Scholar] [CrossRef] [Green Version]
- Broens, L.; Altena, F.W.; Smolders, C.A. Asymmetric membrane structures as a result of phase separation phenomena. Desalination 1980, 32, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Müller, M.; Abetz, V. Nonequilibrium processes in polymer membrane formation: Theory and experiment. Chem. Rev. 2021, 121, 14189–14231. [Google Scholar] [CrossRef]
- McKelvey, S.A.; Koros, W.J. Phase separation, vitrification, and the manifestation of macrovoids in polymeric asymmetric membranes. J. Membr. Sci. 1996, 112, 29–39. [Google Scholar] [CrossRef]
- Hołda, A.K.; Vankelecom, I.F.J. Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 2015, 132, 42130–42147. [Google Scholar] [CrossRef]
- Kruse, J. Freies Volumen in Membranpolymeren—Positronenannihilationslebensdauerspektroskopie an Ausgewählten Systemen. Dissertation, Christian-Albrechts-Universität zu Kiel, Kiel, Germany, 2007. [Google Scholar]
- Matsuoka, S. Handbook of Thermal Analysis and Calorimetry, 8th ed.; Hanser: New York, NY, USA, 1992. [Google Scholar]
- Kesting, R.E. The solvent size effect: Solvents and solvent complexes viewed as transient templates which control free volume in the skins of integrally-skinned phase inversion membranes. J. Polym. Sci. Part C Polym. Lett. 1989, 27, 187–190. [Google Scholar] [CrossRef]
- Al-Qasas, N.; Thibault, J.; Kruczek, B. The effect of the downstream pressure accumulation on the time-lag accuracy for membranes with non-linear isotherms. J. Membr. Sci. 2016, 511, 119–129. [Google Scholar] [CrossRef]
- Minelli, M.; Oradei, S.; Fiorini, M.; Sarti, G.C. CO2 induced plasticization in glassy polymeric membranes for gas separation. In Proceedings of the 9th International Conference on “Times of Polymers and Composites”, Ishia, Italy, 17–21 June 2018. [Google Scholar]
- Kraume, M.; Peters, T. Entwicklungen und Perspektiven druckgetriebener Membranverfahren. Chem. Ing. Tech. 2005, 77, 473–485. [Google Scholar] [CrossRef]
- Kim, S.; Lee, Y.M. High performance polymer membranes for CO2 separation. Curr. Opin. Chem. Eng. 2013, 2, 238–244. [Google Scholar] [CrossRef]
- Alqaheem, Y.; Alomair, A.; Vinoba, M.; Pérez, A. Polymeric Gas-Separation Membranes for Petroleum Refining. Int. J. Polym. Sci. 2017, 2017, 1–19. [Google Scholar] [CrossRef]
- Henis, J.M.S.; Tripodi, M.K. Composite hollow fiber membranes for gas separation: The resistance model approach. J. Membr. Sci. 1981, 8, 233–246. [Google Scholar] [CrossRef]
- Almuhtaseb, R.M.; Awadallah-F, A.; Al-Muhtaseb, S.A.; Khraisheh, M. Influence of casting solvents on co2/ch4 separation using polysulfone membranes. Membranes 2021, 11, 286. [Google Scholar] [CrossRef]
- Ismail, A.F.; Khulbe, K.C.; Matsuura, T. Gas Separation Membranes; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Rösler, H.-W. Membrantechnolgie in der Prozessindustrie–polymere Membranwerkstoffe. Chem. Ing. Tech. 2005, 77, 487–503. [Google Scholar] [CrossRef]
- Julian, H.; Wenten, I.G. Polysulfone membranes for CO2/CH4 separation: State of the art. IOSR J. Eng. 2012, 2, 484–495. [Google Scholar] [CrossRef]
- Ahn, J.; Chung, W.-J.; Pinnau, I.; Guiver, M.D. Polysulfone/silica nanoparticle mixed-matrix membranes for gas separation. J. Membr. Sci. 2008, 314, 123–133. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Chen, L.; Johnson, J.K.; Marand, E. Polysulfone and functionalized carbon nanotube mixed matrix membranes for gas separation: Theory and experiment. J. Membr. Sci. 2007, 294, 147–158. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. Gas-permeation properties of asymmetric polycarbonate, polyestercarbonate, and fluorinated polyimide membranes prepared by the generalized dry–wet phase inversion process. J. Appl. Polym. Sci. 1992, 46, 1195–1204. [Google Scholar] [CrossRef]
- Aitken, C.L.; Koros, W.J.; Paul, D.R. Effect of structural symmetry on gas transport properties of polysulfones. Macromolecules 1992, 25, 3424–3434. [Google Scholar] [CrossRef]
- Shishatskii, A.M.; Yampol’skii, Y.P.; Peinemann, K.-V. Effects of film thickness on density and gas permeation parameters of glassy polymers. J. Membr. Sci. 1996, 112, 275–285. [Google Scholar] [CrossRef]
- Turk, B.S.; Merkel, T.C.; Lopez-Ortiz, A.; Gupta, R.P.; Portzer, J.W.; Krishnan, G.N.; Freeman, B.D.; Fleming, G.K. Novel Technologies for Gaseous Contaminants Control: Final Report for the Base Program; National Energy Technology Laboratory (NETL): Pittsburgh, PA, USA; Morgantown, WV, USA; Albany, OR, USA, 2001. [Google Scholar]
- Merkel, T.C.; Bondar, V.I.; Nagai, K.; Freeman, B.D.; Pinnau, I. Gas sorption, diffusion, and permeation in poly (dimethylsiloxane). J. Polym. Sci. Part B Polym. Phys. 2000, 38, 415–434. [Google Scholar] [CrossRef]
- Mansoori, S.A.A.; Pakizeh, M.; Jomekian, A. CO2 and H2 selectivity properties of PDMS/PSf membrane prepared at different conditions. Front. Chem. Sci. Eng. 2011, 5, 500–513. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lorna, W. Penetrant-induced plasticization phenomenon in glassy polymers for gas separation membrane. Sep. Purif. Technol. 2002, 27, 173–194. [Google Scholar] [CrossRef]
- Adewole, J.K.; Ahmad, A.L.; Ismail, S.; Leo, C.P. Current challenges in membrane separation of CO2 from natural gas: A review. Int. J. Greenh. Gas Control 2013, 17, 46–65. [Google Scholar] [CrossRef]
- Staude, E. Membranen und Membranprozesse: Grundlagen und Anwendungen; VCH Verlagsgesellschaft: Weinheim, Germany, 1992. [Google Scholar]
- Comesaña-Gándara, B.; Chen, J.; Bezzu, C.G.; Carta, M.; Rose, I.; Ferrari, M.-C.; Esposito, E.; Fuoco, A.; Jansen, J.C.; McKeown, N.B. Redefining the Robeson upper bounds for CO2/CH4 and CO2/N2 separations using a series of ultrapermeable benzotriptycene-based polymers of intrinsic microporosity. Energy Environ. Sci. 2019, 12, 2733–2740. [Google Scholar] [CrossRef] [Green Version]
- Robeson, L.M. The upper bound revisited. J. Membr. Sci. 2008, 320, 390–400. [Google Scholar] [CrossRef]








| Condition | Value and Unit |
|---|---|
| composition of casting solution | 20 wt.-% PSU 60 wt.-% THF 15 wt.-% DMAc 5 wt.-% MeOH |
| gap height of casting knife | 250 µm |
| casting speed | 17 mm/s |
| free standing duration | ≈3 s |
| precipitation medium | ethanol for 4 min |
| washing step | 60 s under running water (top and bottom side each) |
| drying step | 16 h in fume hood |
| lab temperature | 22 °C |
| post-treatment | coating with PDMS protective layer after drying step |
| Condition | Value and Unit |
|---|---|
| composition of casting solution | 25 wt.-% PSU 58.28 wt.-% THF 3.72 wt.-% DMAc 13 wt.-% MeOH |
| gap height of casting knife | 250 µm |
| casting speed | 17 mm/s |
| free standing duration | ≈3 s |
| precipitation medium | water for 4 min |
| washing step | 60 s under running water (top and bottom side each) |
| drying step | 16 h in fume hood |
| lab temperature | 23 °C |
| post-treatment | coating with PDMS protective layer after drying step |
| Membrane | Separation Layer Thickness (Å) | CO2 Permeability Based on New Separation Layer Thickness (Barrer) |
|---|---|---|
| PSU25_80:20 | 230 | 0.015 |
| PSU30_80:20 | 384 | 0.016 |
| PSU25_94:6 | 463 | 0.017 |
| Membrane | Diffusion Coefficient | References | |||
|---|---|---|---|---|---|
| O2 | N2 | CH4 | CO2 | ||
| PSU20_EtOH | 1.72 × 10−8 | 3.47 × 10−9 | 2.40 × 10−9 | 1.43 × 10−8 | this work |
| PSU25_80:20 | 2.51 × 10−14 | 5.98 × 10−15 | 3.15 × 10−15 | 1.57 × 10−14 | this work |
| PSU30_80:20 | 3.41 × 10−14 | 9.10 × 10−15 | 5.64 × 10−15 | 2.29 × 10−14 | this work |
| PSU25_94:6 | 3.43 × 10−14 | 7.69 × 10−15 | 4.43 × 10−15 | 2.59 × 10−14 | this work |
| PSU30_EIPS | 4.06 × 10−8 | 1.07 × 10−8 | 6.24 × 10−9 | 2.46 × 10−8 | this work |
| PSU | --- | --- | 4.44 × 10−9 | 4.40 × 10−8 | [13] |
| PSU | 5.0 × 10−8 | 1.0 × 10−8 | 4.0 × 10−9 | 2.0 × 10−8 | [54] |
| PSU | --- | --- | --- | 2.60 × 10−8 | [10] |
| PDMS | 3.40 × 10−5 | 3.40 × 10−5 | 2.20 × 10−5 | 2.20 × 10−5 | [55] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kluge, S.; Kose, T.; Tutuş, M. Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes. Membranes 2022, 12, 654. https://doi.org/10.3390/membranes12070654
Kluge S, Kose T, Tutuş M. Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes. Membranes. 2022; 12(7):654. https://doi.org/10.3390/membranes12070654
Chicago/Turabian StyleKluge, Steven, Tillmann Kose, and Murat Tutuş. 2022. "Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes" Membranes 12, no. 7: 654. https://doi.org/10.3390/membranes12070654