
Preparation of Edible Films with Lactobacillus plantarum and Lactobionic Acid Produced by Sweet Whey Fermentation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Microorganism, Inoculum, Substrate, and Fermentation Conditions
2.1.1. Microorganism and Growth Conditions
2.1.2. Sweet Whey Preparation
2.1.3. Culture in a Stirred Tank Bioreactor
2.1.4. Detection and Elimination of Bacterial Endotoxins
2.2. Film Preparation
2.3. Film Characterization
2.3.1. Composition of the Film
2.3.2. Thickness and Mechanical Properties
2.3.3. Water Solubility (WS)
2.3.4. Optical Transmittance and Transparency Index
2.3.5. Colour Properties
2.3.6. Scanning Electron Microscopy (SEM)
2.3.7. Viability of Lactobacillus plantarum CECT 9567 and Lactobionic Acid Evolution inside the Films under Storage Conditions
2.4. Statistical Analysis
3. Results and Discussion
3.1. Analysis of Fermented Whey Composition and Removal of Endotoxins
3.2. Characterization of the Films
3.2.1. Thickness and Mechanical Properties of the Films
3.2.2. Water Solubility (WS)
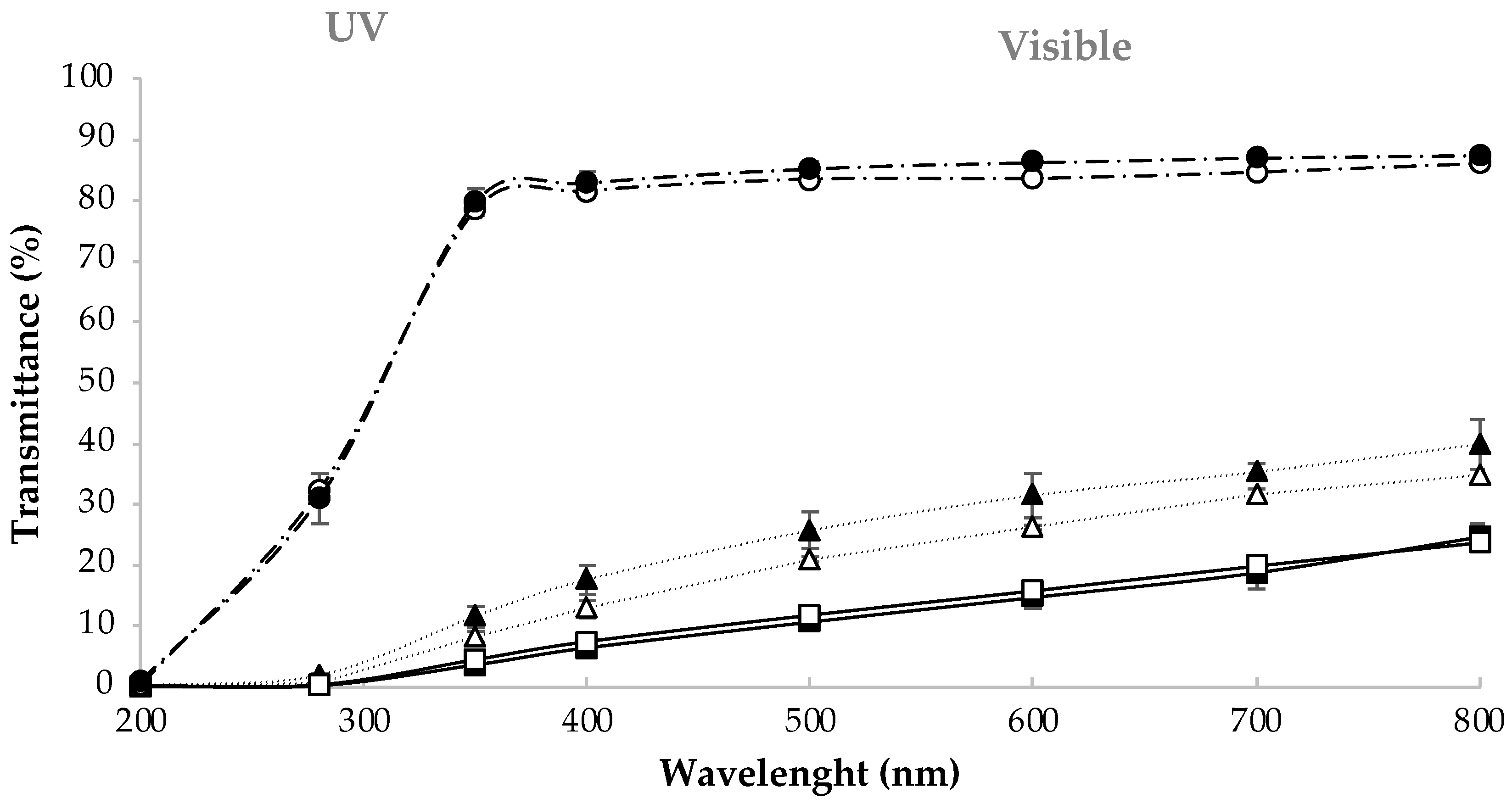
3.2.3. Light Transmittance and Transparency Index
3.2.4. Colour Properties
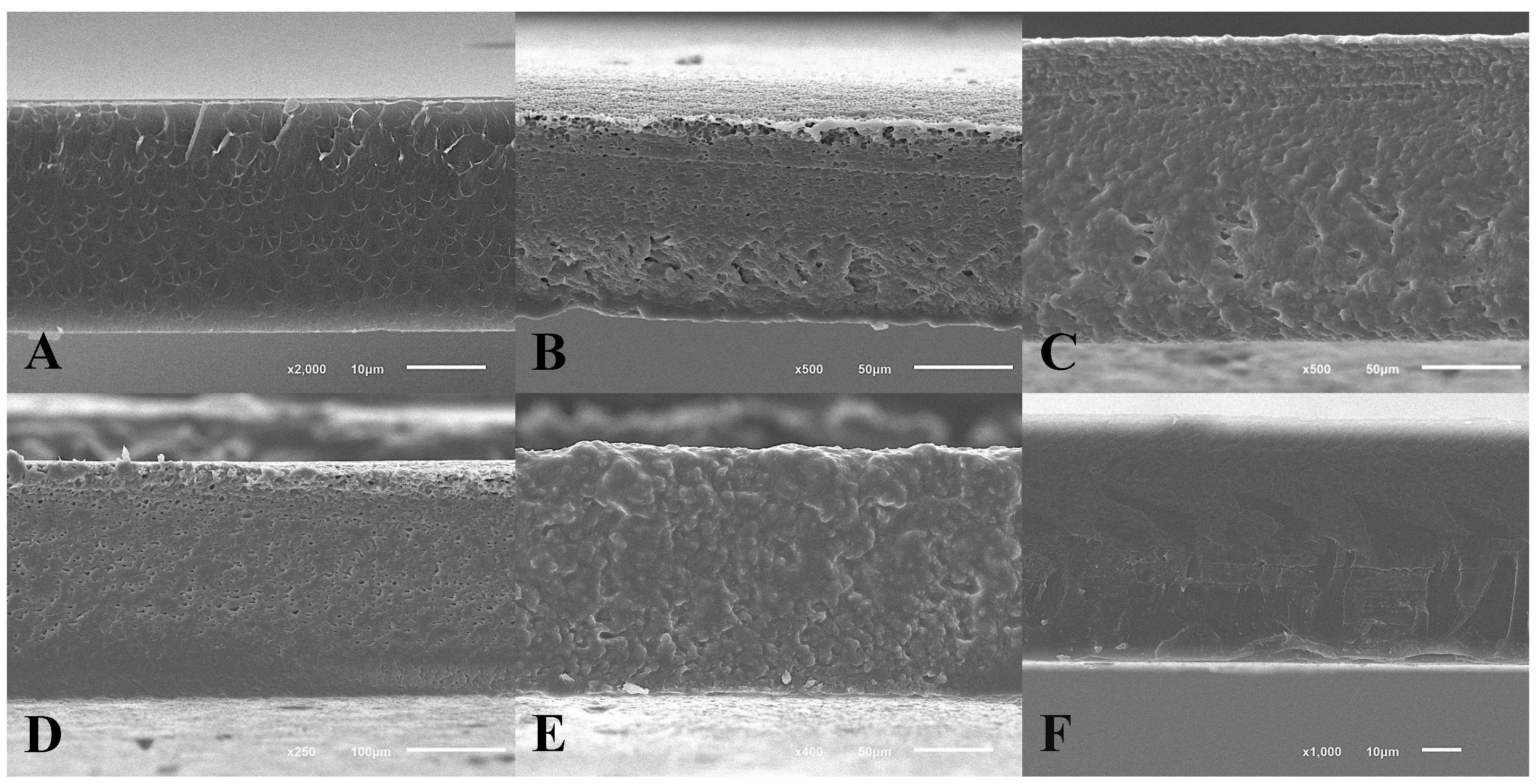
3.2.5. Scanning Electron Microscopy
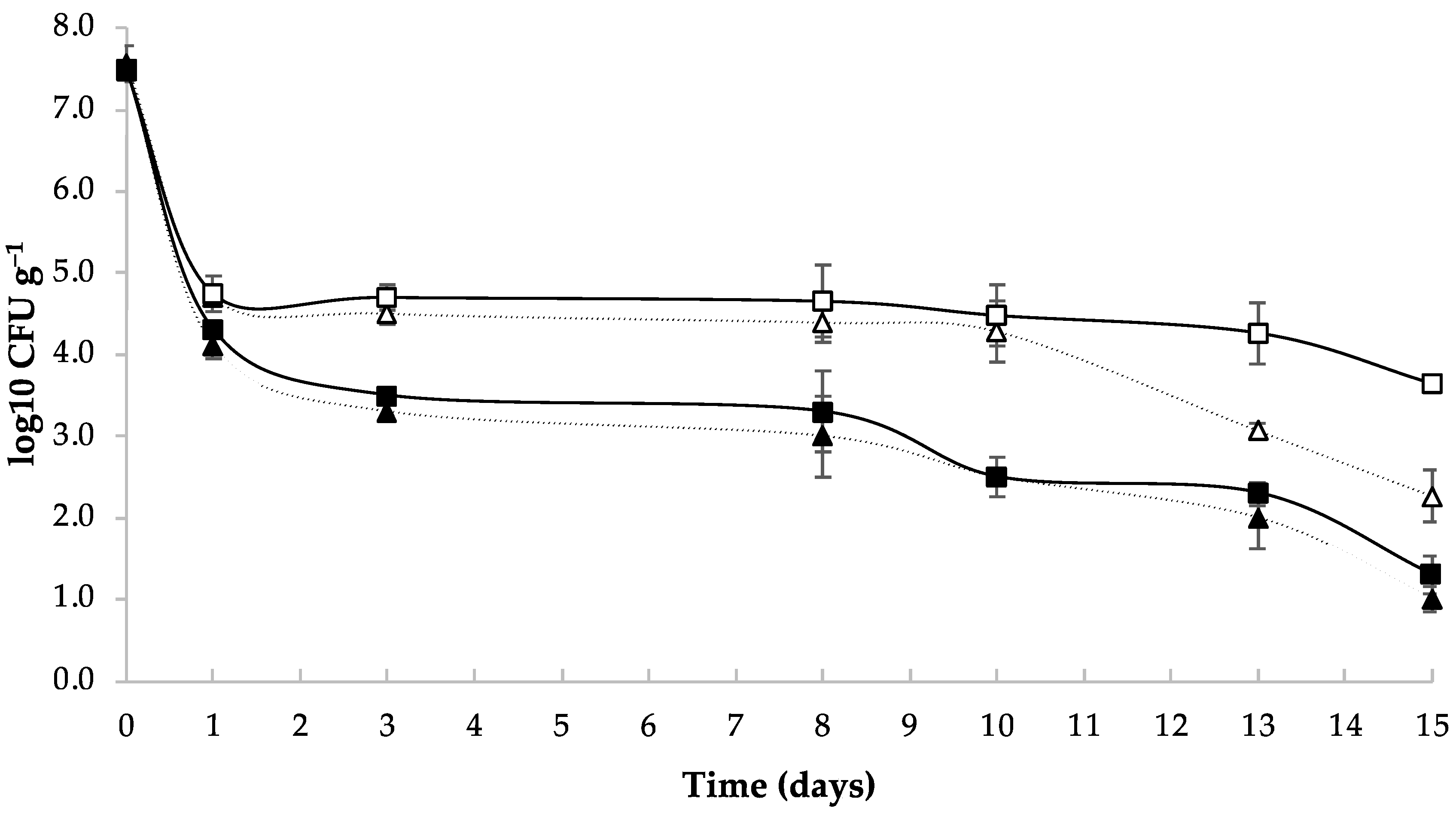
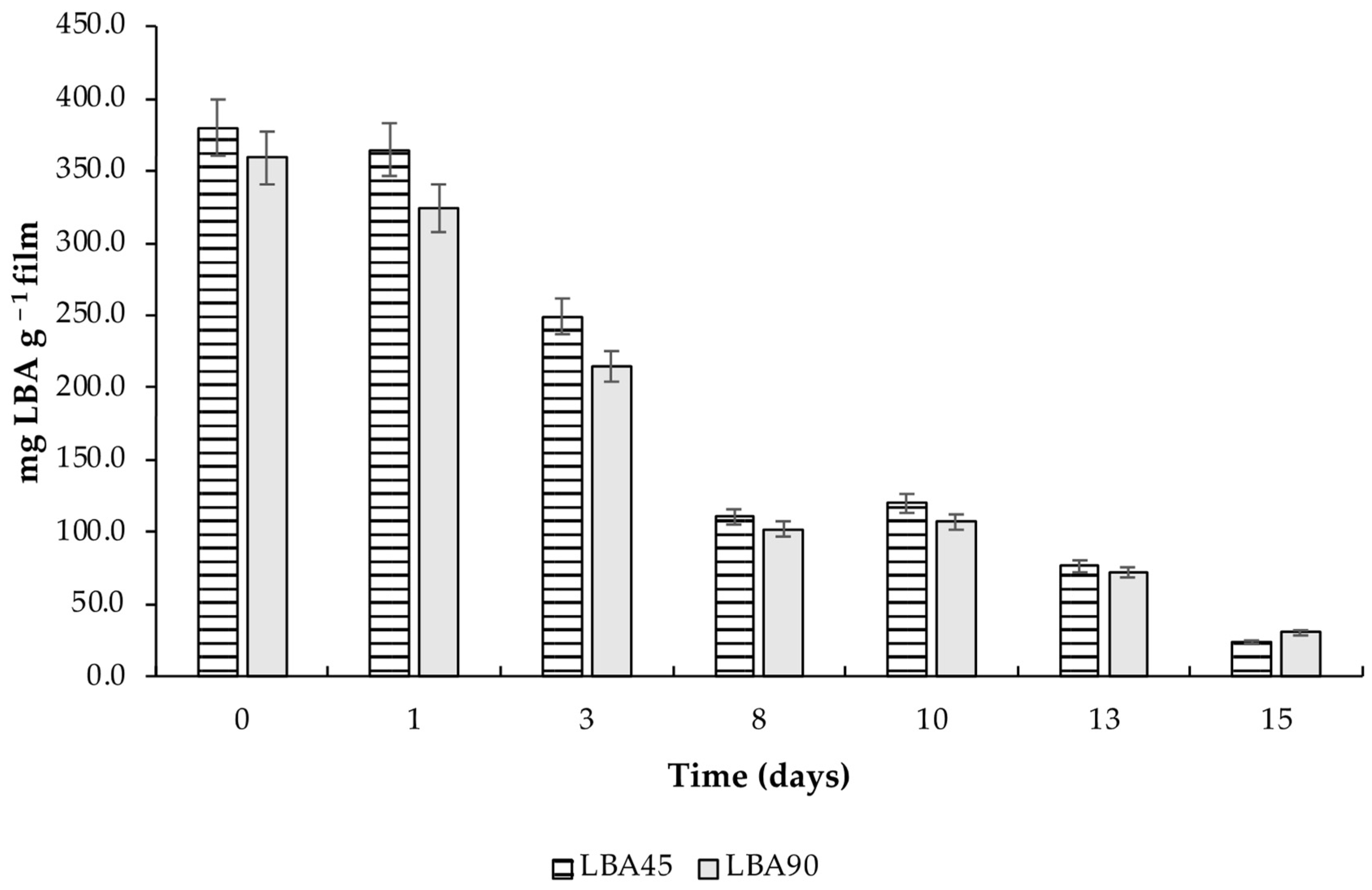
3.2.6. Viability of Lactobacillus plantarum CECT 9567 and Lactobionic Acid Evolution inside the Films under Storage Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- Fernandes, L.M.; Guimaraes, J.T.; Pimentel, T.C.; Esmerino, E.A.; Freitas, M.Q.; Carvalho, C.W.P.; Adriano, G.C.; Silva, M.C. Chapter 7-Edible whey protein films and coatings added with prebiotic ingredients. In Agri-Food Industry Sytrategies for Healthy Diets and Sustainability; Academic Press: Cambridge, MA, USA, 2020; pp. 177–193. ISBN 978-0-12-817226-1. [Google Scholar]
- Beucler, J.; Drake, M.; Foegeding, E.A. Design of a beverage from whey permeate. J. Food Sci. 2004, 70, S277–S285. [Google Scholar] [CrossRef]
- Alonso, S.; Rendueles, M.; Díaz, M. Bio-production of lactobionic acid: Current status, applications and future prospects. Biotechnol. Adv. 2013, 31, 1275–1291. [Google Scholar] [CrossRef]
- Cardoso, T.; Marques, C.; Sotiles, A.R.; Dagostin, J.L.A.; Masson, M.L. Characterization of lactobionic acid evidencing its potential for food industry application. J. Food Process Eng. 2019, 42, e13277. [Google Scholar] [CrossRef]
- Kang, S.; Kong, F.; Shi, X.; Han, H.; Li, M.; Guan, B.; Yang, M.; Cao, X.; Tao, D.; Zheng, Y.; et al. Antibacterial activity and mechanism of lactobionic acid against Pseudomonas fluorescens and Methicillin-resistant Staphylococcus aureus and its application on whole milk. Food Control 2020, 108, 106876. [Google Scholar] [CrossRef]
- Saarela, M.; Hallamaa, K.; Mattila-Sandholm, T.; Mättö, J. The effect of lactose derivatives lactulose, lactitol and lactobionic acid on the functional and technological properties of potentially probiotic Lactobacillus strains. Int. Dairy J. 2003, 13, 291–302. [Google Scholar] [CrossRef]
- Schaafsma, G. Lactose and lactose derivatives as bioactive ingredients in human nutrition. Int. Dairy J. 2008, 18, 458–465. [Google Scholar] [CrossRef]
- FDA. Code of Federal Regulations; Title 21, 21 CFR 172.720. US Food and Drug Administration; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Cardoso, T.; Marques, C.; Dagostin, J.L.A.; Masson, M.L. Lactobionic Acid as a Potential Food Ingredient: Recent Studies and Applications. J. Food Sci. 2019, 84, 1672–1681. [Google Scholar] [CrossRef] [Green Version]
- García, C.; Rendueles, M.; Díaz, M. Microbial amensalism in Lactobacillus casei and Pseudomonas taetrolens mixed culture. Bioprocess Biosyst. Eng. 2017, 40, 1111–1122. [Google Scholar] [CrossRef] [PubMed]
- Alonso, S.; Rendueles, M.; Díaz, M. Efficient lactobionic acid production from whey by Pseudomonas taetrolens under pH-shift conditions. Bioresour. Technol. 2011, 102, 9730–9736. [Google Scholar] [CrossRef] [PubMed]
- Marcet, I.; Sáez, S.; Rendueles, M.; Díaz, M. Edible films from residual delipidated egg yolk proteins. J. Food Sci. Technol. 2017, 54, 3969–3978. [Google Scholar] [CrossRef]
- Yerramathi, B.B.; Kola, M.; Annem Muniraj, B.; Aluru, R.; Thirumanyam, M.; Zyryanov, G.V. Structural studies and bioactivity of sodium alginate edible films fabricated through ferulic acid crosslinking mechanism. J. Food Eng. 2021, 301, 110566. [Google Scholar] [CrossRef]
- Pellá, M.C.G.; Silva, O.A.; Pellá, M.G.; Beneton, A.G.; Caetano, J.; Simões, M.R.; Dragunski, D.C. Effect of gelatin and casein additions on starch edible biodegradable films for fruit surface coating. Food Chem. 2020, 309, 125764. [Google Scholar] [CrossRef] [PubMed]
- Galus, S.; Kibar, E.A.A.; Gniewosz, M.; Kraśniewska, K. Novel materials in the preparation of edible films and coatings—A review. Coatings 2020, 10, 674. [Google Scholar] [CrossRef]
- Chandla, N.K.; Saxena, D.C.; Singh, S. Amaranth (Amaranthus spp.) starch isolation, characterization, and utilization in development of clear edible films. J. Food Process. Preserv. 2017, 41, e13217. [Google Scholar] [CrossRef]
- Pająk, P.; Przetaczek-Rożnowska, I.; Juszczak, L. Development and physicochemical, thermal and mechanical properties of edible films based on pumpkin, lentil and quinoa starches. Int. J. Biol. Macromol. 2019, 138, 441–449. [Google Scholar] [CrossRef]
- Charles-Rodríguez, A.V.; Rivera-Solís, L.L.; Martins, J.T.; Genisheva, Z.; Robledo-Olivo, A.; González-Morales, S.; López-Guarin, G.; Martínez-Vázquez, D.G.; Vicente, A.A.; Flores-López, M. Edible Films Based on Black Chia (Salvia hispanica L.) Seed Mucilage Containing Rhus microphylla Fruit Phenolic Extract. Coatings 2020, 10, 326. [Google Scholar] [CrossRef] [Green Version]
- Andrade, R.M.S.; Ferreira, M.S.L.; Gonçalves, É.C.B.A. Development and Characterization of Edible Films Based on Fruit and Vegetable Residues. J. Food Sci. 2016, 81, E412–E418. [Google Scholar] [CrossRef] [PubMed]
- Gutiérrez, T.J.; Tapia, M.S.; Pérez, E.; Famá, L. Structural and mechanical properties of edible films made from native and modified cush-cush yam and cassava starch. Food Hydrocoll. 2015, 45, 211–217. [Google Scholar] [CrossRef]
- Tanwar, R.; Gupta, V.; Kumar, P.; Kumar, A.; Singh, S.; Gaikwad, K.K. Development and characterization of PVA-starch incorporated with coconut shell extract and sepiolite clay as an antioxidant film for active food packaging applications. Int. J. Biol. Macromol. 2021, 185, 451–461. [Google Scholar] [CrossRef]
- Shapi’i, R.A.; Othman, S.H.; Nordin, N.; Kadir Basha, R.; Nazli Naim, M. Antimicrobial properties of starch films incorporated with chitosan nanoparticles: In vitro and in vivo evaluation. Carbohydr. Polym. 2020, 230, 115602. [Google Scholar] [CrossRef] [PubMed]
- Sapper, M.; Chiralt, A. Starch-based coatings for preservation of fruits and vegetables. Coatings 2018, 8, 152. [Google Scholar] [CrossRef] [Green Version]
- Adebola, O.O.; Corcoran, O.; Morgan, W.A. Synbiotics: The impact of potential prebiotics inulin, lactulose and lactobionic acid on the survival and growth of lactobacilli probiotics. J. Funct. Foods 2014, 10, 75–84. [Google Scholar] [CrossRef]
- Espitia, P.J.P.; Batista, R.A.; Azeredo, H.M.C.; Otoni, C.G. Probiotics and their potential applications in active edible films and coatings. Food Res. Int. 2016, 90, 42–52. [Google Scholar] [CrossRef] [Green Version]
- Alonso, S.; Rendueles, M.; Díaz, M. Role of dissolved oxygen availability on lactobionic acid production from whey by Pseudomonas taetrolens. Bioresour. Technol. 2012, 109, 140–147. [Google Scholar] [CrossRef] [PubMed]
- Sáez-Orviz, S.; Camilleri, P.; Marcet, I.; Rendueles, M.; Díaz, M. Microencapsulation of Calcium Lactobionate for Protection From Microorganisms in a Solid Phase Food. Biochem. Eng. J. 2019, 150, 107281. [Google Scholar] [CrossRef]
- Blanco-Pascual, N.; Montero, M.P.; Gómez-Guillén, M.C. Antioxidant film development from unrefined extracts of brown seaweeds Laminaria digitata and Ascophyllum nodosum. Food Hydrocoll. 2014, 37, 100–110. [Google Scholar] [CrossRef] [Green Version]
- Sáez-Orviz, S.; Marcet, I.; Rendueles, M.; Díaz, M. Bioactive packaging based on delipidated egg yolk protein edible films with lactobionic acid and Lactobacillus plantarum CECT 9567: Characterization and use as coating in a food model. Food Hydrocoll. 2021, 119, 106849. [Google Scholar] [CrossRef]
- Zabihollahi, N.; Alizadeh, A.; Almasi, H.; Hanifian, S.; Hamishekar, H. Development and characterization of carboxymethyl cellulose based probiotic nanocomposite film containing cellulose nanofiber and inulin for chicken fillet shelf life extension. Int. J. Biol. Macromol. 2020, 160, 409–417. [Google Scholar] [CrossRef]
- Francis, F.J.; Clydesdale, F.M. Food Colorimetry: Theroy and Applications; The Avi Publising Company, Inc.: Westport, CT, USA, 1977. [Google Scholar]
- Wassenaar, T.M.; Zimmermann, K. Lipopolysaccharides in food, food supplements, and probiotics: Should we be worried? Eur. J. Microbiol. Immunol. 2018, 8, 63–69. [Google Scholar] [CrossRef]
- Li, L.; Luo, G.R. Quantitative Determination of Ca2+ Effects on Endotoxin Removal and Protein Yield in a Two-Stage Ultrafiltration Process. Sep. Sci. Technol. 1999, 34, 1729–1741. [Google Scholar] [CrossRef]
- Magalhães, P.O.; Lopes, A.M.; Priscila, G. Methods of Endotoxin Removal from Biological Preparations: A Review. J. Pharm. Pharm. Sci. 2007, 10, 388–404. [Google Scholar]
- Nishanthi, M.; Chandrapala, J.; Vasiljevic, T. Compositional and structural properties of whey proteins of sweet, acid and salty whey concentrates and their respective spray dried powders. Int. Dairy J. 2017, 74, 49–56. [Google Scholar] [CrossRef]
- Alonso, S.; Rendueles, M.; Díaz, M. Feeding strategies for enhanced lactobionic acid production from whey by Pseudomonas taetrolens. Bioresour. Technol. 2013, 134, 134–142. [Google Scholar] [CrossRef]
- Alonso, S.; Rendueles, M.; Díaz, M. Selection method of pH conditions to establish Pseudomonas taetrolens physiological states and lactobionic acid production. Appl. Microbiol. Biotechnol. 2013, 97, 3843–3854. [Google Scholar] [CrossRef]
- García, C.; Bautista, L.; Rendueles, M.; Díaz, M. A new synbiotic dairy food containing lactobionic acid and Lactobacillus casei. Int. J. Dairy Technol. 2019, 72, 47–56. [Google Scholar] [CrossRef] [Green Version]
- Van Dokkum, W.; Wezendonk, L.J.W.; van Aken-Schneider, P.; Kistemaker, C. Tolerance of lactobionic acid in man. In TNO Report. V94.115; TNO Nutrition and Food Research Institute: Zeist, The Netherlands, 1994. [Google Scholar]
- Grimes, P.E.; Green, B.A.; Wildnauer, R.H.; Edison, B.L. The use of polyhydroxy acids (PHAs) in photoaged skin. Cutis 2004, 73, 3–13. [Google Scholar] [PubMed]
- Shahrampour, D.; Khomeiri, M.; Razavi, S.M.A.; Kashiri, M. Development and characterization of alginate/pectin edible films containing Lactobacillus plantarum KMC 45. Lwt 2020, 118, 108758. [Google Scholar] [CrossRef]
- Gagliarini, N.; Diosma, G.; Garrote, G.L.; Abraham, A.G.; Piermaria, J. Whey protein-kefiran films as driver of probiotics to the gut. Lwt 2019, 105, 321–328. [Google Scholar] [CrossRef]
- Liu, C.; Huang, J.; Zheng, X.; Liu, S.; Lu, K.; Tang, K.; Liu, J. Heat sealable soluble soybean polysaccharide/gelatin blend edible films for food packaging applications. Food Packag. Shelf Life 2020, 24, 100485. [Google Scholar] [CrossRef]
- Khodaei, D.; Hamidi-Esfahani, Z.; Lacroix, M. Gelatin and low methoxyl pectin films containing probiotics: Film characterization and cell viability. Food Biosci. 2020, 36, 100660. [Google Scholar] [CrossRef]
- Criado, P.; Fraschini, C.; Salmieri, S.; Lacroix, M. Cellulose nanocrystals (CNCs) loaded alginate films against lipid oxidation of chicken breast. Food Res. Int. 2020, 132, 109110. [Google Scholar] [CrossRef] [PubMed]
- Tripathi, M.K.; Giri, S.K. Probiotic functional foods: Survival of probiotics during processing and storage. J. Funct. Foods 2014, 9, 225–241. [Google Scholar] [CrossRef]
- Melchior, S.; Marino, M.; Innocente, N.; Calligaris, S.; Nicoli, M.C. Effect of different biopolymer-based structured systems on the survival of probiotic strains during storage and in vitro digestion. J. Sci. Food Agric. 2020, 100, 3902–3909. [Google Scholar] [CrossRef] [PubMed]
- Pescuma, M.; Hébert, E.M.; Mozzi, F.; Font de Valdez, G. Functional fermented whey-based beverage using lactic acid bacteria. Int. J. Food Microbiol. 2010, 141, 73–81. [Google Scholar] [CrossRef] [PubMed]
- Sáez-Orviz, S.; Passannanti, F.; Gallo, M.; Cante, R.C.; Nigro, F.; Budelli, A.L.; Rendueles, M.; Nigro, R.; Mario, D. Lactic Acid Bacteria Co-Encapsulated with Lactobionic Acid: Probiotic Viability during In Vitro Digestion. Appl. Sci. 2021, 11, 11404. [Google Scholar] [CrossRef]
- Sáez-Orviz, S.; Puertas, C.; Marcet, I.; Rendueles, M.; Díaz, M. Bioactive synbiotic coatings with lactobionic acid and Lactobacillus plantarum CECT 9567 in the production and characterization of a new functional dairy product. J. Funct. Foods 2020, 75, 104263. [Google Scholar] [CrossRef]
- Orozco-Parra, J.; Mejía, C.M.; Villa, C.C. Development of a bioactive synbiotic edible film based on cassava starch, inulin, and Lactobacillus casei. Food Hydrocoll. 2020, 104, 105754. [Google Scholar] [CrossRef]
- Bambace, M.F.; Alvarez, M.V.; del Rosario Moreira, M. Novel functional blueberries: Fructo-oligosaccharides and probiotic lactobacilli incorporated into alginate edible coatings. Food Res. Int. 2019, 122, 653–660. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Gelatine (g 100 mL−1 Film-Forming Solution) | LBA (g 100 mL−1 Film-Forming Solution) | Lactobacillus plantarum CECT 9567 |
|---|---|---|---|
| Control (C45) | 1.8 | - | - |
| Control (C90) | 3.6 | - | - |
| LBA45 | 1.8 | ~4 | - |
| LBA90 | 3.6 | ~4 | - |
| LP45 | 1.8 | ~4 | 8 log10 CFU mL−1 |
| LP90 | 3.6 | ~4 | 8 log10 CFU mL−1 |
| Sample | PS (N mm−1) | PD (%) | Thickness (µm) | WS (%) | Transparency Index |
|---|---|---|---|---|---|
| C45 | 82.0 ± 12.2 a | 7.8 ± 2.4 a | 50.67 ± 7.15 a | 20.4 ± 0.9 a | 1.05 ± 0.15 a |
| C90 | 130.3 ± 13.2 b | 13.7 ± 7.9 b | 75.50 ± 5.3 b | 21.1 ± 2.3 a | 1.68 ± 0.07 a |
| LBA45 | 31.9 ± 3.6 c | 11.8 ± 2.7 b | 165.4 ± 38.5 c | 63.5 ± 3.4 b | 3.18 ± 0.29 b |
| LBA90 | 82.5 ± 11.3 a | 12.6 ± 4.1 b | 212.0 ± 36.9 d | 66.8 ± 4.0 b | 3.45 ± 0.24 c |
| LP45 | 27.7 ± 2.0 c | 28.5 ± 2.8 c | 194.1 ± 22.9 c | 60.8 ± 3.5 b | 2.87 ± 0.03 b |
| LP90 | 73.7 ± 11.4 a | 33.8 ± 3.5 c | 230.3 ± 28.9 d | 61.0 ± 4.6 b | 3.48 ± 0.07 c |
| Sample | L* | a* | b* | ΔE | YI |
|---|---|---|---|---|---|
| C45 | 92.1 ± 0.6 a | 0.5 ± 0.2 a | 1.7 ± 0.6 a | 2.3 a | 2.69 a |
| C90 | 92.3 ± 0.2 a | 0.17 ± 0.3 a | 1.2 ± 0.8 a | 2.1 a | 1.79 a |
| LBA45 | 93.9 ± 0.7 b | 0.5 ± 0.2 b | 7.3 ± 0.7 b | 6.3 b | 11.16 b |
| LBA90 | 92.6 ± 0.9 b | 0.3 ± 0.1 b | 7.6 ± 0.4 b | 6.8 b | 11.98 b |
| LP45 | 94.0 ± 0.5 b | 0.4 ± 0.2 b | 7.9 ± 0.5 b | 6.9 b | 12.01 b |
| LP90 | 92.5 ± 1.0 b | 0.4 ± 0.1 b | 7.6 ± 0.4 b | 6.7 b | 11.74 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sáez-Orviz, S.; Marcet, I.; Rendueles, M.; Díaz, M. Preparation of Edible Films with Lactobacillus plantarum and Lactobionic Acid Produced by Sweet Whey Fermentation. Membranes 2022, 12, 115. https://doi.org/10.3390/membranes12020115
Sáez-Orviz S, Marcet I, Rendueles M, Díaz M. Preparation of Edible Films with Lactobacillus plantarum and Lactobionic Acid Produced by Sweet Whey Fermentation. Membranes. 2022; 12(2):115. https://doi.org/10.3390/membranes12020115
Chicago/Turabian StyleSáez-Orviz, Sara, Ismael Marcet, Manuel Rendueles, and Mario Díaz. 2022. "Preparation of Edible Films with Lactobacillus plantarum and Lactobionic Acid Produced by Sweet Whey Fermentation" Membranes 12, no. 2: 115. https://doi.org/10.3390/membranes12020115