
Impact of Sidestream Pre-Treatment on Ammonia Recovery by Membrane Contactors: Experimental and Economic Evaluation
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Reagent and Wastewater Source
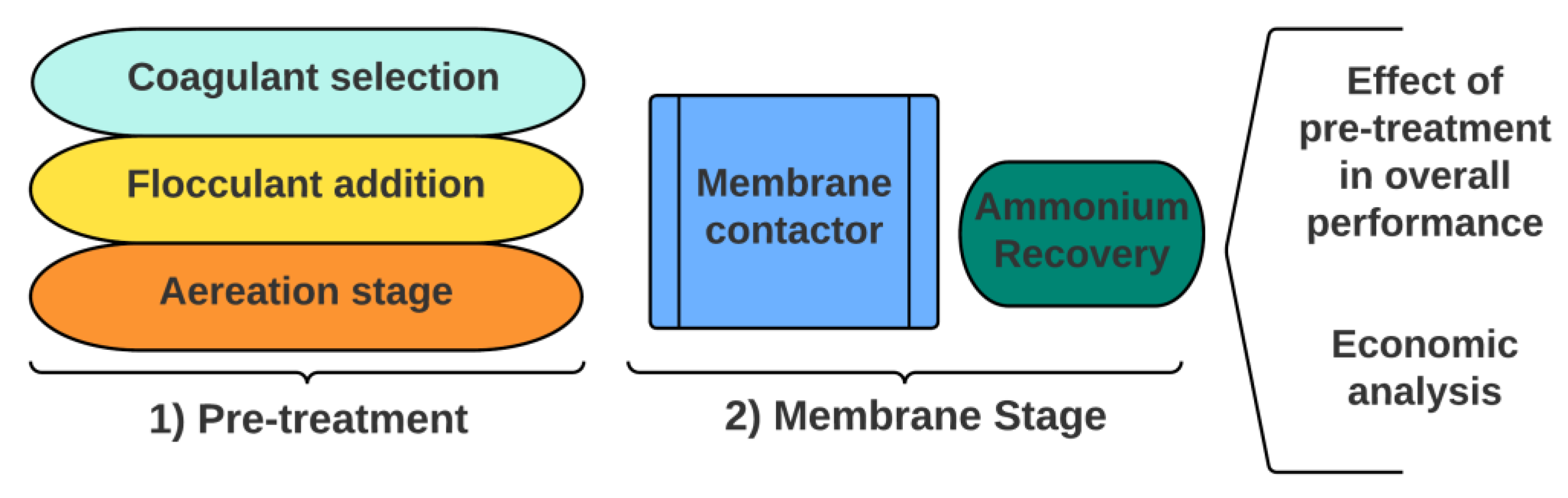
2.2. Experimental Design
2.3. Experimental Set-Up
2.3.1. Coagulant Selection
2.3.2. Determination of the Optimal Operational Conditions for the C/F Process
2.3.3. Coagulation Test for the Optimal Coagulant Conditions and Dosage
2.3.4. Flocculation Test
2.3.5. Aeration Tests
2.3.6. Flat-Sheet Membrane Contactor
2.4. Analytical Methods
2.5. Economic Analysis
3. Results and Discussion
3.1. Coagulant and Dosage Selection for the C/F Process
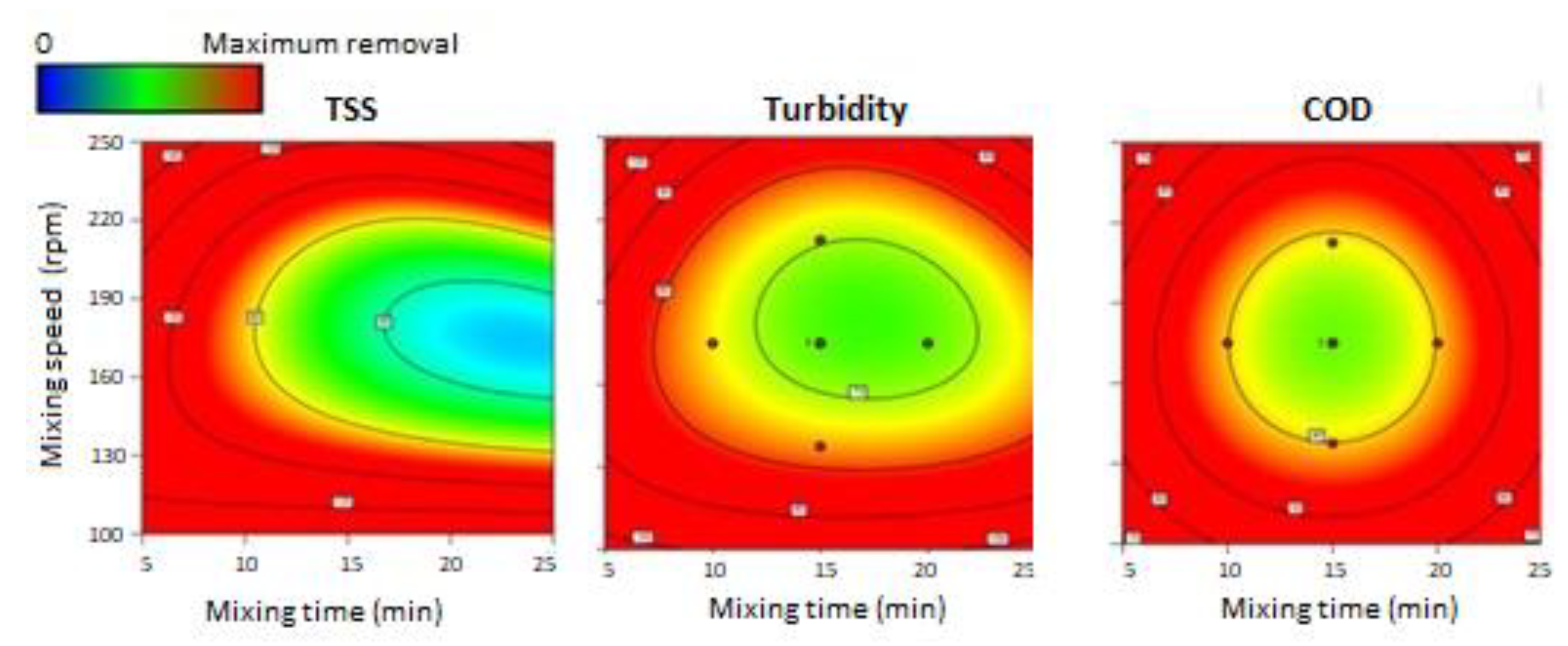
3.2. Optimization of the Operating Conditions for the C/F Process
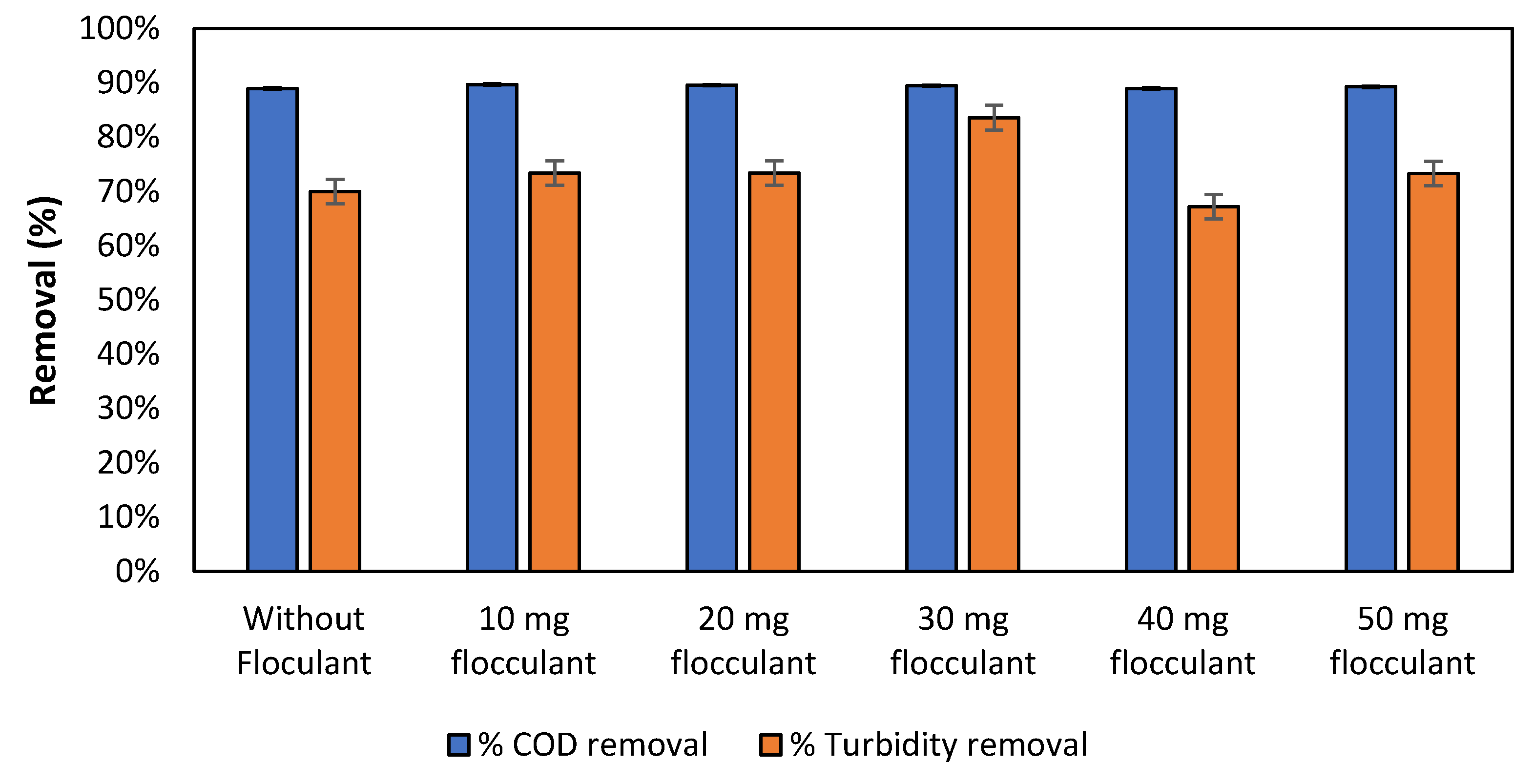
3.3. Flocculation Stage
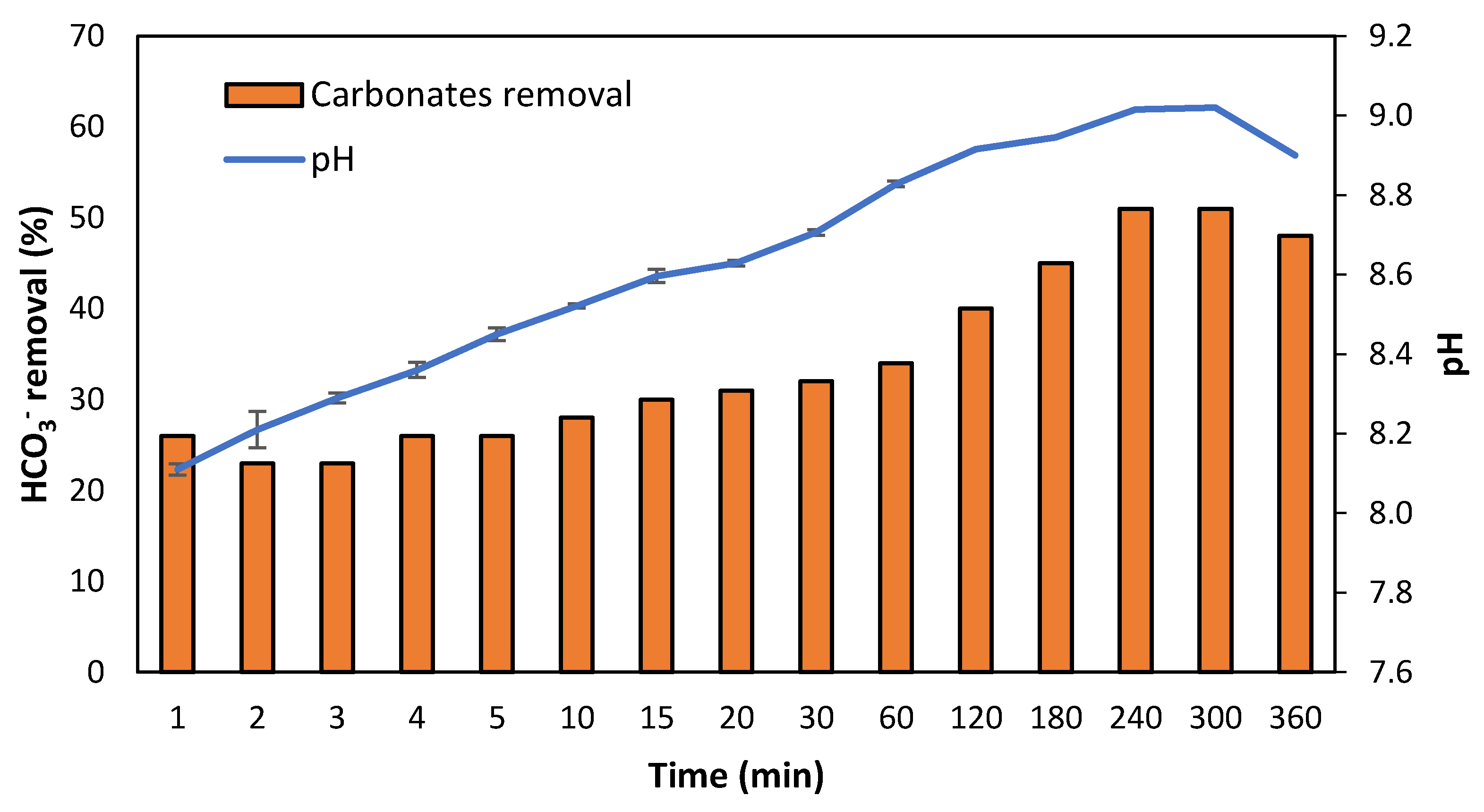
3.4. Aeration Stage
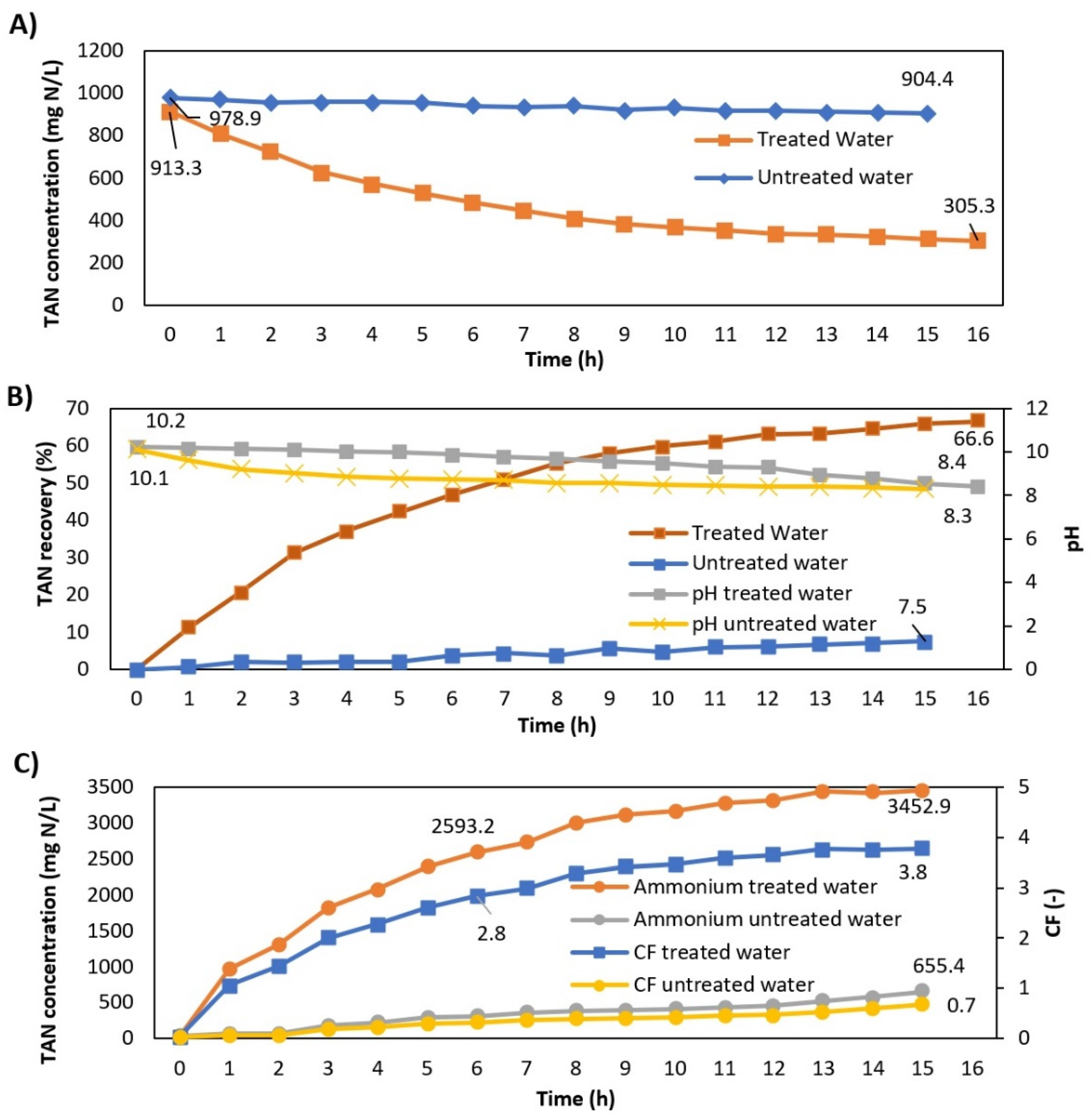
3.5. Flat-Sheet Membrane Contactor Stage
3.6. Economic Analysis
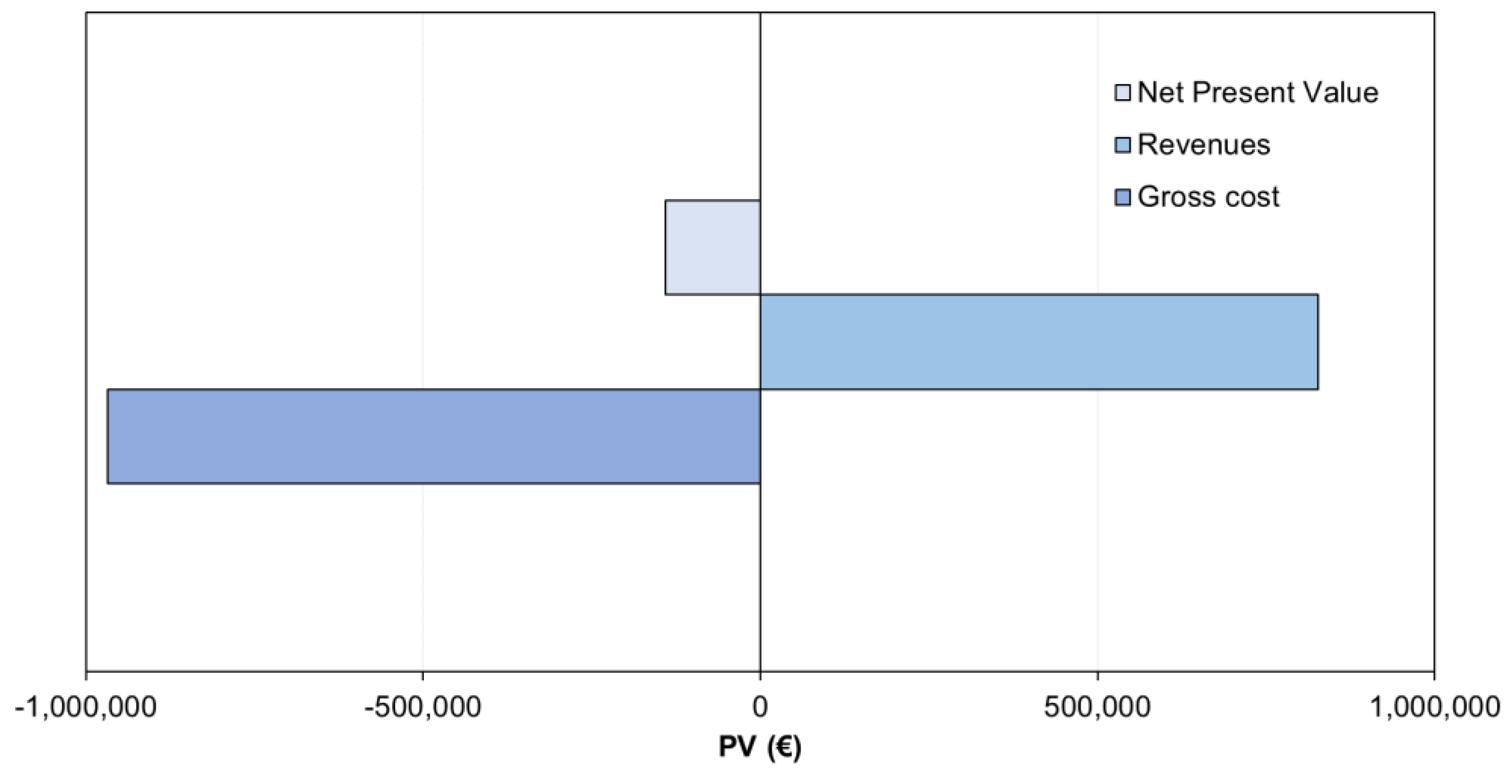
3.6.1. Economic Feasibility of Membrane Contactor Implementation
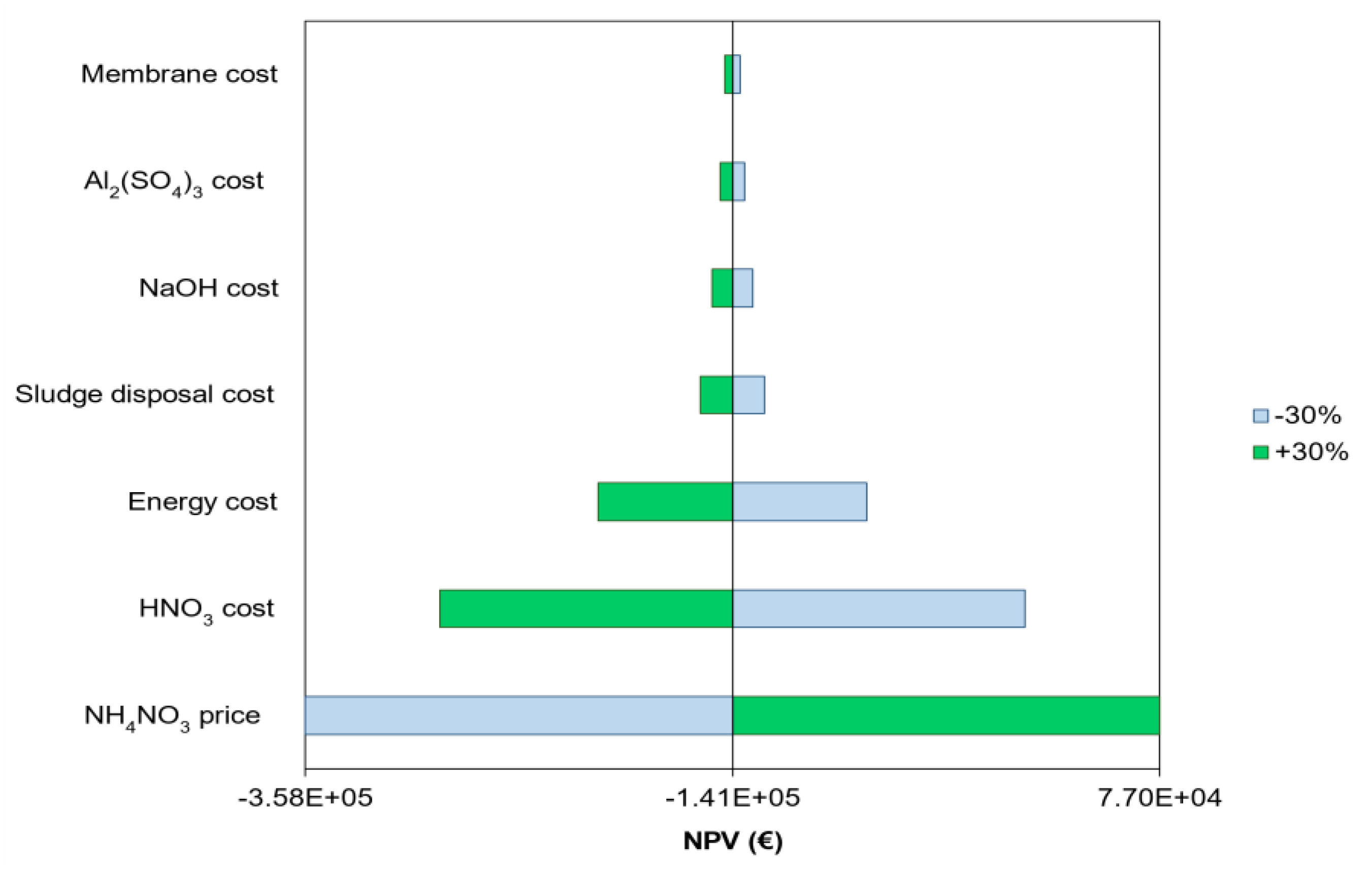
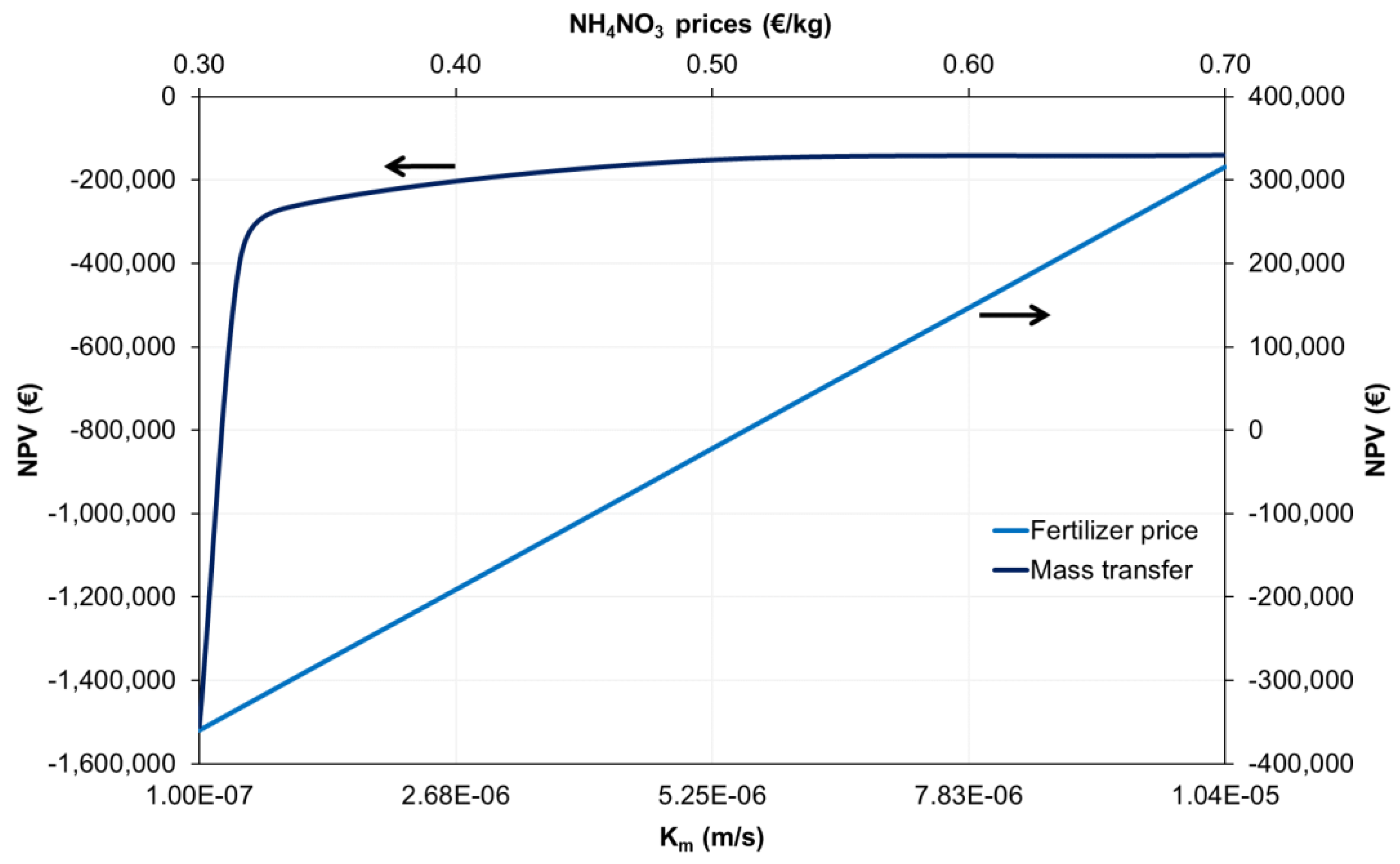
3.6.2. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beckinghausen, A.; Odlare, M.; Thorin, E.; Schwede, S. From Removal to Recovery: An Evaluation of Nitrogen Recovery Techniques from Wastewater. Appl. Energy 2020, 263, 114616. [Google Scholar] [CrossRef]
- Lee, W.; An, S.; Choi, Y. Ammonia Harvesting via Membrane Gas Extraction at Moderately Alkaline PH: A Step toward Net-Profitable Nitrogen Recovery from Domestic Wastewater. Chem. Eng. J. 2021, 405, 126662. [Google Scholar] [CrossRef]
- Razon, L.F. Reactive Nitrogen: A Perspective on Its Global Impact and Prospects for Its Sustainable Production. Sustain. Prod. Consum. 2018, 15, 35–48. [Google Scholar] [CrossRef]
- González Montiel, J.M. Acetato de Etilo En La Industria. J. Chem. Inf. Model. 2008, 53, 287. [Google Scholar]
- Darestani, M.; Haigh, V.; Couperthwaite, S.J.; Millar, G.J.; Nghiem, L.D. Hollow Fibre Membrane Contactors for Ammonia Recovery: Current Status and Future Developments. J. Environ. Chem. Eng. 2017, 5, 1349–1359. [Google Scholar] [CrossRef] [Green Version]
- Puyol, D.; Batstone, D.J.; Hülsen, T.; Astals, S.; Peces, M.; Krömer, J.O. Resource Recovery from Wastewater by Biological Technologies: Opportunities, Challenges, and Prospects. Front. Microbiol. 2017, 7, 1–23. [Google Scholar] [CrossRef] [Green Version]
- Kurniawan, T.A.; Lo, W.H.; Chan, G.Y.S. Physico-Chemical Treatments for Removal of Recalcitrant Contaminants from Landfill Leachate. J. Hazard. Mater. 2006, 129, 80–100. [Google Scholar] [CrossRef] [PubMed]
- Licon Bernal, E.E.; Maya, C.; Valderrama, C.; Cortina, J.L. Valorization of Ammonia Concentrates from Treated Urban Wastewater Using Liquid-Liquid Membrane Contactors. Chem. Eng. J. 2016, 302, 641–649. [Google Scholar] [CrossRef]
- Reig, M.; Vecino, X.; Gibert, O.; Valderrama, C.; Cortina, J.L. Study of the Operational Parameters in the Hollow Fibre Liquid-Liquid Membrane Contactors Process for Ammonia Valorisation as Liquid Fertiliser. Sep. Purif. Technol. 2021, 255, 117768. [Google Scholar] [CrossRef]
- Hasanoĝlu, A.; Romero, J.; Pérez, B.; Plaza, A. Ammonia Removal from Wastewater Streams through Membrane Contactors: Experimental and Theoretical Analysis of Operation Parameters and Configuration. Chem. Eng. J. 2010, 160, 530–537. [Google Scholar] [CrossRef]
- Hermassi, M.; Valderrama, C.; Gibert, O.; Moreno, N.; Querol, X.; Batis, N.H.; Cortina, J.L. Recovery of Nutrients (N-P-K) from Potassium-Rich Sludge Anaerobic Digestion Side-Streams by Integration of a Hybrid Sorption-Membrane Ultrafiltration Process: Use of Powder Reactive Sorbents as Nutrient Carriers. Sci. Total Environ. 2017, 599–600, 422–430. [Google Scholar] [CrossRef] [PubMed]
- Wan, C.; Ding, S.; Zhang, C.; Tan, X.; Zou, W.; Liu, X.; Yang, X. Simultaneous Recovery of Nitrogen and Phosphorus from Sludge Fermentation Liquid by Zeolite Adsorption: Mechanism and Application. Sep. Purif. Technol. 2017, 180, 1–12. [Google Scholar] [CrossRef]
- Serra-Toro, A.; Vinardell, S.; Astals, S.; Madurga, S.; Llorens, J.; Mata-Álvarez, J.; Mas, F.; Dosta, J. Ammonia Recovery from Acidogenic Fermentation Effluents Using a Gas-Permeable Membrane Contactor. Bioresour. Technol. 2022, 356, 127273. [Google Scholar] [CrossRef] [PubMed]
- Vecino, X.; Reig, M.; Bhushan, B.; Gibert, O.; Valderrama, C.; Cortina, J.L. Liquid Fertilizer Production by Ammonia Recovery from Treated Ammonia-Rich Regenerated Streams Using Liquid-Liquid Membrane Contactors. Chem. Eng. J. 2019, 360, 890–899. [Google Scholar] [CrossRef]
- Sheikh, M.; Reig, M.; Vecino, X.; Lopez, J.; Rezakazemi, M.; Valderrama, C.A.; Cortina, J.L. Liquid–Liquid Membrane Contactors Incorporating Surface Skin Asymmetric Hollow Fibres of Poly(4-Methyl-1-Pentene) for Ammonium Recovery as Liquid Fertilisers. Sep. Purif. Technol. 2022, 283, 120212. [Google Scholar] [CrossRef]
- Sancho, I.; Licon, E.; Valderrama, C.; de Arespacochaga, N.; López-Palau, S.; Cortina, J.L. Recovery of Ammonia from Domestic Wastewater Effluents as Liquid Fertilizers by Integration of Natural Zeolites and Hollow Fibre Membrane Contactors. Sci. Total Environ. 2017, 584–585, 244–251. [Google Scholar] [CrossRef]
- Leiknes, T.O. The Effect of Coupling Coagulation and Flocculation with Membrane Filtration in Water Treatment: A Review. J. Environ. Sci. 2009, 21, 8–12. [Google Scholar] [CrossRef]
- Zarebska, A.; Nieto, D.R.; Christensen, K.V.; Norddahl, B. Ammonia Recovery from Agricultural Wastes by Membrane Distillation: Fouling Characterization and Mechanism. Water Res. 2014, 56, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.Q. The Role of Coagulation in Water Treatment. Curr. Opin. Chem. Eng. 2015, 8, 36–44. [Google Scholar] [CrossRef]
- Rivadeneyra, G.; Flores, M.C.; Alvarado, A.; Norma, A.; Cantú, V. Utilización de Una Resina de Intercambio Iónico Para El Desarrollo de Biopelícula Aerobia Para El Tratamiento de Agua Residual Industrial Combinada. Conciencia Tecnológica. 2007, 34, 41–42. [Google Scholar]
- Raghu, S.; Ahmed Basha, C. Chemical or Electrochemical Techniques, Followed by Ion Exchange, for Recycle of Textile Dye Wastewater. J. Hazard. Mater. 2007, 149, 324–330. [Google Scholar] [CrossRef] [PubMed]
- Dosta, J.; Rovira, J.; Galí, A.; Macé, S.; Mata-Álvarez, J. Integration of a Coagulation/Flocculation Step in a Biological Sequencing Batch Reactor for COD and Nitrogen Removal of Supernatant of Anaerobically Digested Piggery Wastewater. Bioresour. Technol. 2008, 99, 5722–5730. [Google Scholar] [CrossRef] [PubMed]
- Krupińska, I. The Effect of the Type of Hydrolysis of Aluminum Coagulants on the Effectiveness of Organic Substances Removal from Water. Desalin. Water Treat. 2020, 186, 171–180. [Google Scholar] [CrossRef]
- Postolachi, L.; Rusu, V.; Lupascu, T. Effect of Aluminium Sulphate Aging on Coagulation Process for the Prut River Water Treatment. Chem. J. Mold. 2016, 11, 27–32. [Google Scholar] [CrossRef] [PubMed]
- Taboada-Santos, A.; Rivadulla, E.; Paredes, L.; Carballa, M.; Romalde, J.; Lema, J.M. Comprehensive Comparison of Chemically Enhanced Primary Treatment and High-Rate Activated Sludge in Novel Wastewater Treatment Plant Configurations. Water Res. 2020, 169, 115258. [Google Scholar] [CrossRef]
- Al-Juboori, R.A.; Uzkurt Kaljunen, J.; Righetto, I.; Mikola, A. Membrane Contactor Onsite Piloting for Nutrient Recovery from Mesophilic Digester Reject Water: The Effect of Process Conditions and Pre-Treatment Options. Sep. Purif. Technol. 2022, 303, 122250. [Google Scholar] [CrossRef]
- García-González, M.C.; Vanotti, M.B.; Szogi, A.A. Recovery of Ammonia from Swine Manure Using Gas-Permeable Membranes: Effect of Aeration. J. Environ. Manage. 2015, 152, 19–26. [Google Scholar] [CrossRef]
- Richter, L.; Wichern, M.; Grömping, M.; Robecke, U.; Haberkamp, J. Ammonium Recovery from Process Water of Digested Sludge Dewatering by Membrane Contactors. Water Pract. Technol. 2020, 15, 84–91. [Google Scholar] [CrossRef]
- Eskicioglu, C.; Galvagno, G.; Cimon, C. Approaches and Processes for Ammonia Removal from Side-Streams of Municipal Effluent Treatment Plants. Bioresour. Technol. 2018, 268, 797–810. [Google Scholar] [CrossRef]
- Huang, A.K.; Veit, M.T.; Juchen, P.T.; Gonçalves, G.D.C.; Palácio, S.M.; Cardoso, C.D.O. Sequential Process of Coagulation/Flocculation/Sedimentation—Adsorption—Microfiltration for Laundry Effluent Treatment. J. Environ. Chem. Eng. 2019, 7, 103226. [Google Scholar] [CrossRef]
- Fragoso, R.A.; Duarte, E.A.; Paiva, J. Contribution of Coagulation-Flocculation Process for a More Sustainable Pig Slurry Management. Water. Air. Soil Pollut. 2015, 226, 4–9. [Google Scholar] [CrossRef]
- Verma, S.; Prasad, B.; Mishra, I.M. Pretreatment of Petrochemical Wastewater by Coagulation and Flocculation and the Sludge Characteristics. J. Hazard. Mater. 2010, 178, 1055–1064. [Google Scholar] [CrossRef] [PubMed]
- Aygun, A.; Yilmaz, T. Improvement of Coagulation-Flocculation Process for Treatment of Detergent Wastewaters Using Coagulant Aids. Int. J. Chem. Environ. Eng. 2010, 1, 97–101. [Google Scholar]
- Devesa-Rey, R.; Bustos, G.; Cruz, J.M.; Moldes, A.B. Evaluation of Non-Conventional Coagulants to Remove Turbidity from Water. Water. Air. Soil Pollut. 2012, 223, 591–598. [Google Scholar] [CrossRef]
- Hu, H.; Ding, L.; Geng, J.; Huang, H.; Xu, K.; Ren, H. Effect of Coagulation on Dissolved Organic Nitrogen (DON) Bioavailability in Municipal Wastewater Effluents. J. Environ. Chem. Eng. 2016, 4, 2536–2544. [Google Scholar] [CrossRef]
- Wongcharee, S.; Aravinthan, V.; Erdei, L. Removal of Natural Organic Matter and Ammonia from Dam Water by Enhanced Coagulation Combined with Adsorption on Powdered Composite Nano-Adsorbent. Environ. Technol. Innov. 2020, 17, 100557. [Google Scholar] [CrossRef]
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken Design: An Alternative for the Optimization of Analytical Methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef]
- Vecino, X.; Reig, M.; Valderrama, C.; Cortina, J.L. Ion-Exchange Technology for Lactic Acid Recovery in Downstream Processing: Equilibrium and Kinetic Parameters. Water 2021, 13, 1572. [Google Scholar] [CrossRef]
- Apostol, G.; Kouachi, R.; Constantinescu, I. Optimization of Coagulation-Flocculation Process with Aluminum Sulfate Based on Response Surface Methodology. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2011, 73, 77–84. [Google Scholar]
- Vanotti, M.B.; Dube, P.J.; Szogi, A.A.; García-González, M.C. Recovery of Ammonia and Phosphate Minerals from Swine Wastewater Using Gas-Permeable Membranes. Water Res. 2017, 112, 137–146. [Google Scholar] [CrossRef] [Green Version]
- Dube, P.J.; Vanotti, M.B.; Szogi, A.A.; García-González, M.C. Enhancing Recovery of Ammonia from Swine Manure Anaerobic Digester Effluent Using Gas-Permeable Membrane Technology. Waste Manag. 2016, 49, 372–377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lenore, S.; Clesceri, A.E.; Greenberg, A.D.E. APHA Standard Methods for the Examination of Water and Wastewater, 20th ed.; American Public Health Association: Washington, DC, USA, 1999; p. 1496. [Google Scholar]
- Abdessemed, D.; Nezzal, G.; Ben Aim, R. Coagulation-Adsorption-Ultrafiltration for Wastewater Treatment and Reuse. Desalination 2000, 131, 307–314. [Google Scholar] [CrossRef]
- Duan, J.; Gregory, J. Coagulation by Hydrolysing Metal Salts. Adv. Colloid Interface Sci. 2003, 100–102, 475–502. [Google Scholar] [CrossRef]
- Kan, C.; Huang, C.; Pan, J.R. Time Requirement for Rapid-Mixing in Coagulation. Colloids Surfaces A Physicochem. Eng. Asp. 2002, 203, 1–9. [Google Scholar] [CrossRef]
- Guimarães, N.R.; Dörr, F.; Marques, R.d.O.; Pinto, E.; Ferreira Filho, S.S. Removal Efficiency of Dissolved Organic Matter from Secondary Effluent by Coagulation-Flocculation Processes. J. Environ. Sci. Health Part A Toxic/Hazardous Subst. Environ. Eng. 2020, 56, 161–170. [Google Scholar] [CrossRef] [PubMed]
- Salem, A.T.; AL-Musawi, N.O. Water Treatment With Conventional and Alternative Coagulants: A Review. J. Eng. 2021, 27, 20–28. [Google Scholar] [CrossRef]
- Sultana, S.; Karmaker, B.; Saifullah, A.S.M.; Galal Uddin, M.; Moniruzzaman, M. Environment-Friendly Clay Coagulant Aid for Wastewater Treatment. Appl. Water Sci. 2022, 12, 6. [Google Scholar] [CrossRef]
- Preston, K.; Lantagne, D.; Kotlarz, N.; Jellison, K. Turbidity and Chlorine Demand Reduction Using Alum and Moringa Flocculation before Household Chlorination in Developing Countries. J. Water Health 2010, 8, 60–70. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, H.; Wang, J. Separation of Ammonia from Radioactive Wastewater by Hydrophobic Membrane Contactor. Prog. Nucl. Energy 2016, 86, 97–102. [Google Scholar] [CrossRef]
- Vecino, X.; Reig, M.; Gibert, O.; Valderrama, C.; Cortina, J.L. Integration of Liquid-Liquid Membrane Contactors and Electrodialysis for Ammonium Recovery and Concentration as a Liquid Fertilizer. Chemosphere 2020, 245, 125606. [Google Scholar] [CrossRef]
- Rodriguez-Garcia, G.; Frison, N.; Vázquez-Padín, J.R.; Hospido, A.; Garrido, J.M.; Fatone, F.; Bolzonella, D.; Moreira, M.T.; Feijoo, G. Life Cycle Assessment of Nutrient Removal Technologies for the Treatment of Anaerobic Digestion Supernatant and Its Integration in a Wastewater Treatment Plant. Sci. Total Environ. 2014, 490, 871–879. [Google Scholar] [CrossRef] [PubMed]
- Vinardell, S.; Astals, S.; Koch, K.; Mata-Alvarez, J.; Dosta, J. Co-Digestion of Sewage Sludge and Food Waste in a Wastewater Treatment Plant Based on Mainstream Anaerobic Membrane Bioreactor Technology: A Techno-Economic Evaluation. Bioresour. Technol. 2021, 330, 124978. [Google Scholar] [CrossRef] [PubMed]
- Panos, E.; Densing, M. The Future Developments of the Electricity Prices in View of the Implementation of the Paris Agreements: Will the Current Trends Prevail, or a Reversal Is Ahead? Energy Econ. 2019, 84, 104476. [Google Scholar] [CrossRef]
- Noriega-Hevia, G.; Serralta, J.; Borrás, L.; Seco, A.; Ferrer, J. Nitrogen Recovery Using a Membrane Contactor: Modelling Nitrogen and PH Evolution. J. Environ. Chem. Eng. 2020, 8, 103880. [Google Scholar] [CrossRef]
- Verrecht, B.; Maere, T.; Nopens, I.; Brepols, C.; Judd, S. The Cost of a Large-Scale Hollow Fibre MBR. Water Res. 2010, 44, 5274–5283. [Google Scholar] [CrossRef]
- Noriega-Hevia, G.; Serralta, J.; Seco, A.; Ferrer, J. Economic Analysis of the Scale-up and Implantation of a Hollow Fibre Membrane Contactor Plant for Nitrogen Recovery in a Full-Scale Wastewater Treatment Plant. Sep. Purif. Technol. 2021, 275, 119128. [Google Scholar] [CrossRef]
- Vinardell, S.; Astals, S.; Mata-Alvarez, J.; Dosta, J. Techno-Economic Analysis of Combining Forward Osmosis-Reverse Osmosis and Anaerobic Membrane Bioreactor Technologies for Municipal Wastewater Treatment and Water Production. Bioresour. Technol. 2020, 297, 122395. [Google Scholar] [CrossRef]
- Vu, H.P.; Nguyen, L.N.; Lesage, G.; Nghiem, L.D. Synergistic Effect of Dual Flocculation between Inorganic Salts and Chitosan on Harvesting Microalgae Chlorella Vulgaris. Environ. Technol. Innov. 2020, 17, 100622. [Google Scholar] [CrossRef]
- Bouzas, A.; Martí, N.; Grau, S.; Barat, R.; Mangin, D.; Pastor, L. Implementation of a Global P-Recovery System in Urban Wastewater Treatment Plants. J. Clean. Prod. 2019, 227, 130–140. [Google Scholar] [CrossRef]
- Das, S.; Gaustad, G.; Sekar, A.; Williams, E. Techno-Economic Analysis of Supercritical Extraction of Rare Earth Elements from Coal Ash. J. Clean. Prod. 2018, 189, 539–551. [Google Scholar] [CrossRef]
- Eurostat Electricity Price Statistics. 2021. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Electricity_price_statistics (accessed on 7 December 2022).
- Foladori, P.; Andreottola, G.; Ziglio, G. Sludge Reduction Technologies in Wastewater Treatment Plants; IWA Publishing: London, UK, 2015; ISBN 9781780401706. [Google Scholar]
- Ministerio de Agricultura Pesca y Alimentación Índices y Precios Pagados Agrarios 2022. Available online: https://www.mapa.gob.es/es/estadistica/temas/estadisticas-agrarias/economia/precios-percibidos-pagados-salarios/precios-pagados-por-los-agricultores-y-ganaderos/default.aspx (accessed on 7 December 2022).
- Horstmeyer, N.; Weißbach, M.; Koch, K.; Drewes, J.E. A Novel Concept to Integrate Energy Recovery into Potable Water Reuse Treatment Schemes. J. Water Reuse Desalin. 2018, 8, 455–467. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N.º | Coagulant Used | Author |
|---|---|---|
| 1 | Tanfloc POP | [30] |
| 2 | Al2(SO4)3 | [31] |
| 3 | FeCl3 | [32] |
| 4 | FeCl3 + Clay Minerals | [33] |
| 5 | Lactic Acid | [34] |
| 6 | AlCl3 | [34] |
| Coagulant | Dosage (mg/L) | Mixing Time (min) | Mixing Speed (rpm) | Settling Time (min) |
|---|---|---|---|---|
| Optimal coagulant | 10 | 5 | 200 | 30 |
| 30 | ||||
| 50 | ||||
| 100 | ||||
| 200 | ||||
| 400 | ||||
| 800 |
| Variable | Units | Studied Range |
|---|---|---|
| Mixing time (MT) | min | 5; 15; 25 |
| Mixing velocity (MV) | Rpm | 100; 175; 250 |
| Resting time (RT) | min | 15; 30; 45 |
| Parameter | Value | Unity |
|---|---|---|
| Sodium | 474.4 ± 18.4 | mg/L |
| TAN | 650 ± 64.5 | mg/L |
| Potassium | 146.6 ± 7.6 | mg/L |
| Magnesium | 33.6 ± 13.4 | mg/L |
| Calcium | 90.5 ± 26.8 | mg/L |
| Chlorine | 348.0 ± 15.4 | mg/L |
| Nitrate | 30.7 ± 8.8 | mg/L |
| Phosphate | 138.1 ± 30.2 | mg/L |
| Sulphate | 37.5 ± 10.8 | mg/L |
| Carbonates | 3366.7 ± 792.5 | mg/L |
| Turbidity | 275.1 ± 106.2 | NTU |
| COD | 786.0 ± 126.7 | mg O2/L |
| TSS | 235.0 ± 104.7 | mg/L |
| pH | 8.2 ± 0.1 | -- |
| Coagulant | COD Removal (%) | Turbidity Reduction (%) |
|---|---|---|
| Al2(SO4)3 | 50.2 ± 1.1 | 82.3 ± 1.1 |
| Derypol HT20 | 36.0 ± 0.3 | 84.7 ± 0.4 |
| FeCl3 | 38.9 ± 0.3 | 74.2 ± 1.7 |
| Dosage | Al2(SO4)3 | FeCl3 | ||||
|---|---|---|---|---|---|---|
| (mg/L) | COD Removal | Turbidity Reduction | pH | COD | Turbidity Reduction | pH |
| 10 | 51.5 ± 1.2 | 80.4 ± 2.8 | 8.0 | 42.5 ± 0.7 | 60.3 ± 1.2 | 8.0 |
| 30 | 56.2 ± 1.0 | 85.5 ± 4.4 | 7.7 | 48.0 ± 0.9 | 71.2 ± 1.2 | 7.9 |
| 50 | 50.1 ± 1.7 | 82.3 ± 3.5 | 7.4 | 38.9 ± 1.6 | 74.2 ± 2.4 | 7.7 |
| 100 | 41.1 ± 0.9 | 76.7 ± 1.2 | 7.1 | 41.5 ± 1.9 | 80.6 ± 3.4 | 7.4 |
| 200 | 62.1 ± 1.2 | 86.6 ± 4.0 | 6.9 | 45.1 ± 2.1 | 87.9 ± 3.3 | 7.1 |
| 400 | 66.7 ± 2.5 | 82.2 ± 1.7 | 6.1 | 50.0 ± 1.9 | 90.4 ± 4.1 | 6.7 |
| 600 | 64.7 ± 2.1 | 55.5 ± 2.4 | 4.3 | 52.5 ± 1.8 | 95.7 ± 3.4 | 6.4 |
| 800 | 66.9 ± 1.0 | 27.3 ± 3.3 | 4.1 | 51.8 ± 1.7 | 97.0 ±3.0 | 5.8 |
| Variables | Studied Conditions | Parameters | Experimental Removal (%) |
|---|---|---|---|
| Mixing time | 5 min | COD | 58.1 ± 0.3 |
| Mixing velocity | 100 rpm | TSS | 94.9 ± 0.2 |
| Settling time | 30 min | Turbidity | 89.8 ± 0.8 |
| Study | Mass Transfer (m/s) | Flow Rate (mL/min) | Type of Contactor | Initial [NH3] g/L | % Removal | Pre-Treatment | Water |
|---|---|---|---|---|---|---|---|
| This study | 1.0 × 10−5 | 450 mL/min | FS-LLMC (PTFE) | 0.9 | 66.6 | C/F and Aeration | Sidestream |
| [14] | 8.8 × 10−7 | 450 mL/min | HF-LLMC (PP) | 3.9 | 76.1 | Ion-exchange | Sidestream |
| [50] | 8.9 × 10−6 | 920 mL/min | HF-LLMC (PVDF) | 2–10 | 90.0 | - | Synthetic |
| [15] | 2.9 × 10−7 | 770 mL/min | HF-LLMC (PMP) | 5.0 | 93.1 | - | Synthetic |
| [51] | 1.89 × 10−6 | 450 mL/min | HF-LLMC (PP) | 1.7 | 85 | Sorption | Sidestream |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguilar-Moreno, M.; Vinardell, S.; Reig, M.; Vecino, X.; Valderrama, C.; Cortina, J.L. Impact of Sidestream Pre-Treatment on Ammonia Recovery by Membrane Contactors: Experimental and Economic Evaluation. Membranes 2022, 12, 1251. https://doi.org/10.3390/membranes12121251
Aguilar-Moreno M, Vinardell S, Reig M, Vecino X, Valderrama C, Cortina JL. Impact of Sidestream Pre-Treatment on Ammonia Recovery by Membrane Contactors: Experimental and Economic Evaluation. Membranes. 2022; 12(12):1251. https://doi.org/10.3390/membranes12121251
Chicago/Turabian StyleAguilar-Moreno, Miguel, Sergi Vinardell, Mònica Reig, Xanel Vecino, César Valderrama, and José Luis Cortina. 2022. "Impact of Sidestream Pre-Treatment on Ammonia Recovery by Membrane Contactors: Experimental and Economic Evaluation" Membranes 12, no. 12: 1251. https://doi.org/10.3390/membranes12121251