
Recovery of Methanol during Natural Gas Dehydration Using Polymeric Membranes: Modeling of the Process


Abstract
:1. Introduction
2. Methods
2.1. Estimation of Methanol Permeability in Polymeric Membranes
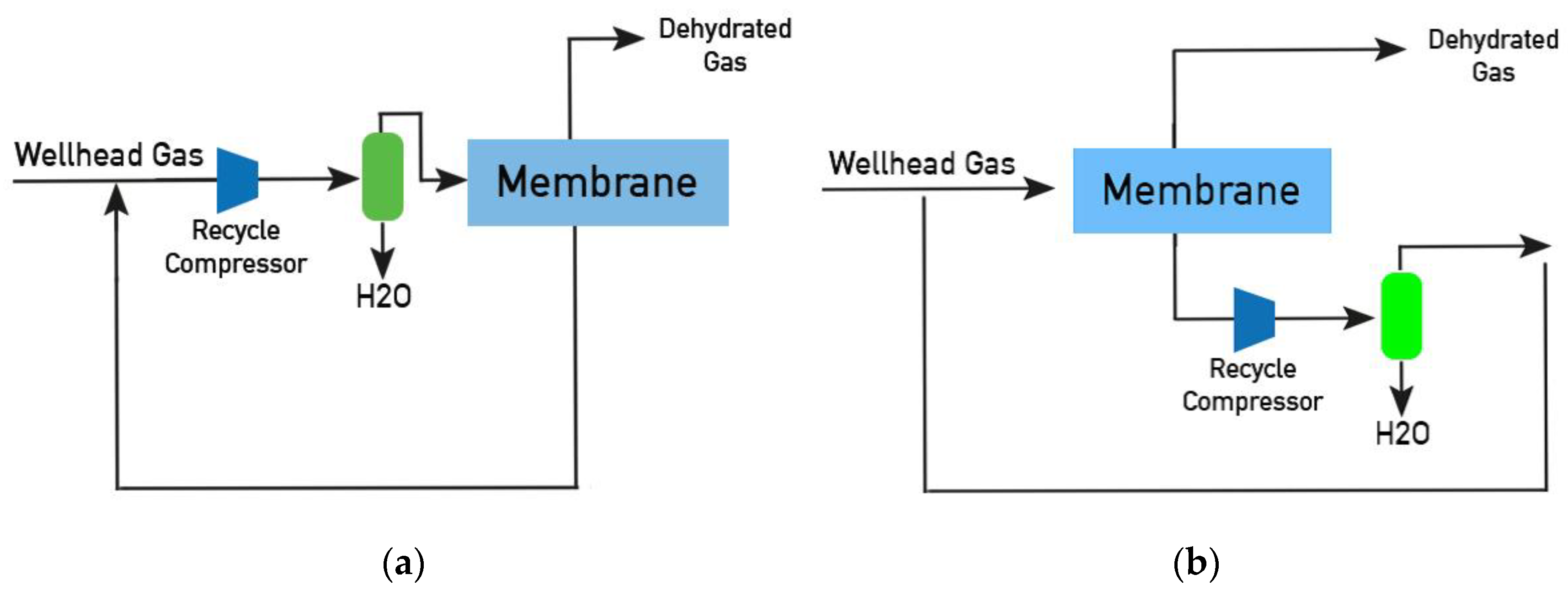
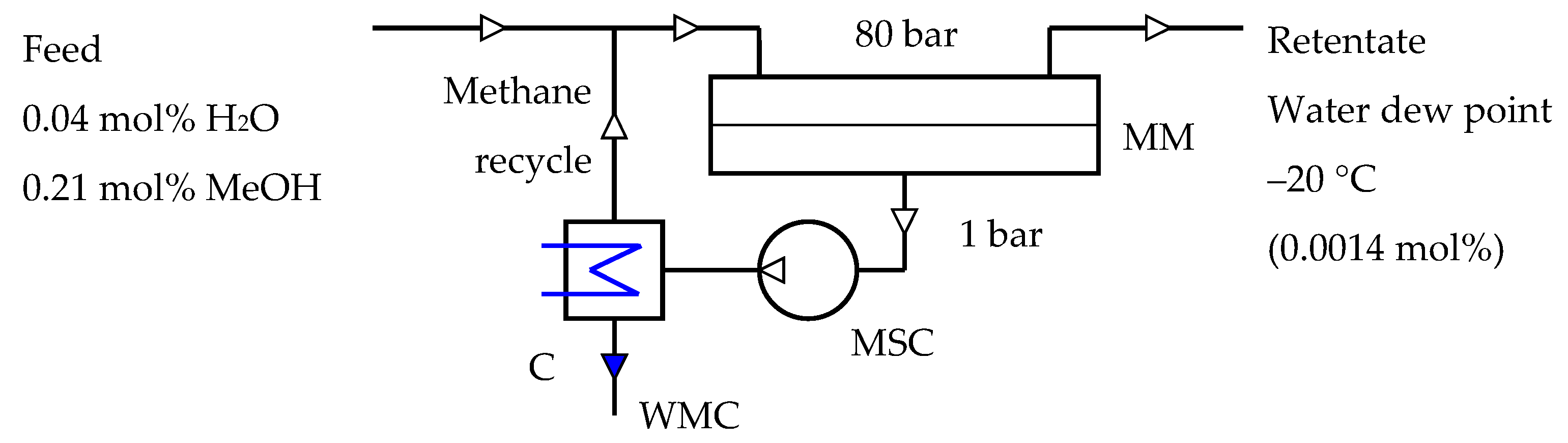
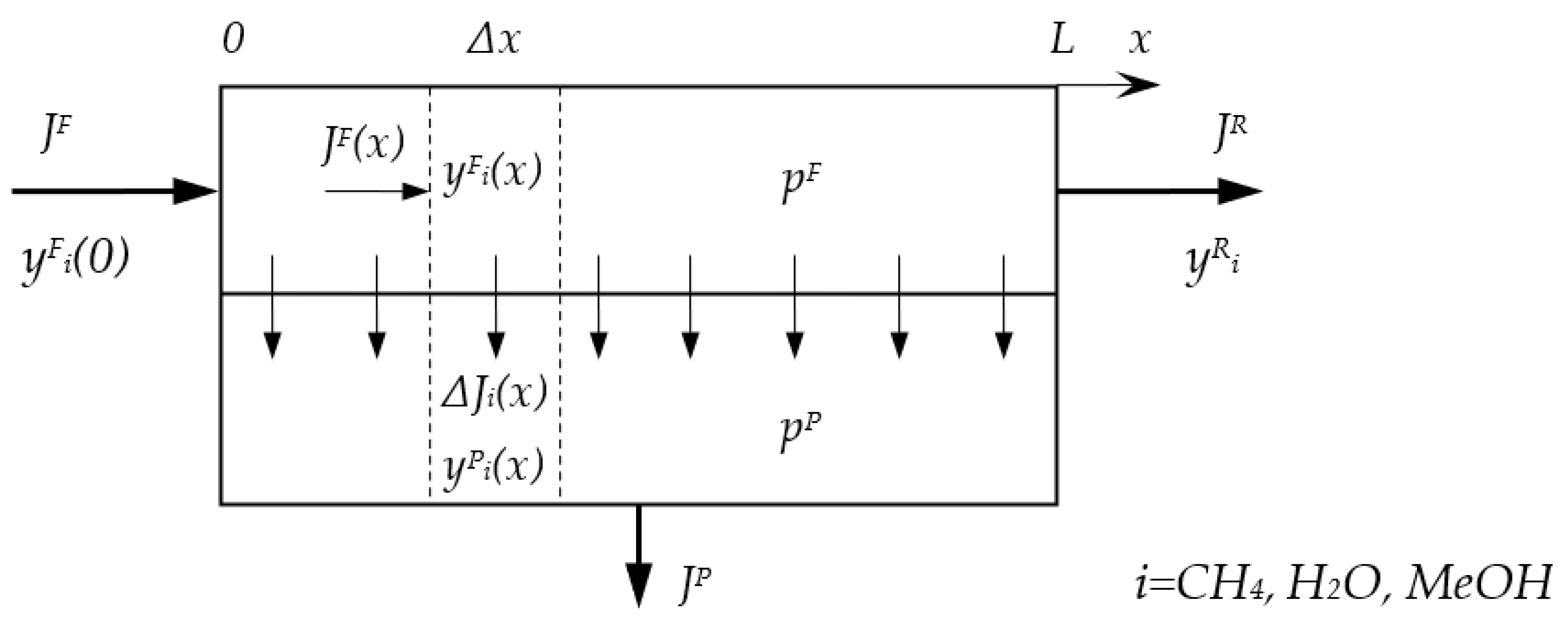
2.2. Modeling of NG Dehydration Membrane Process
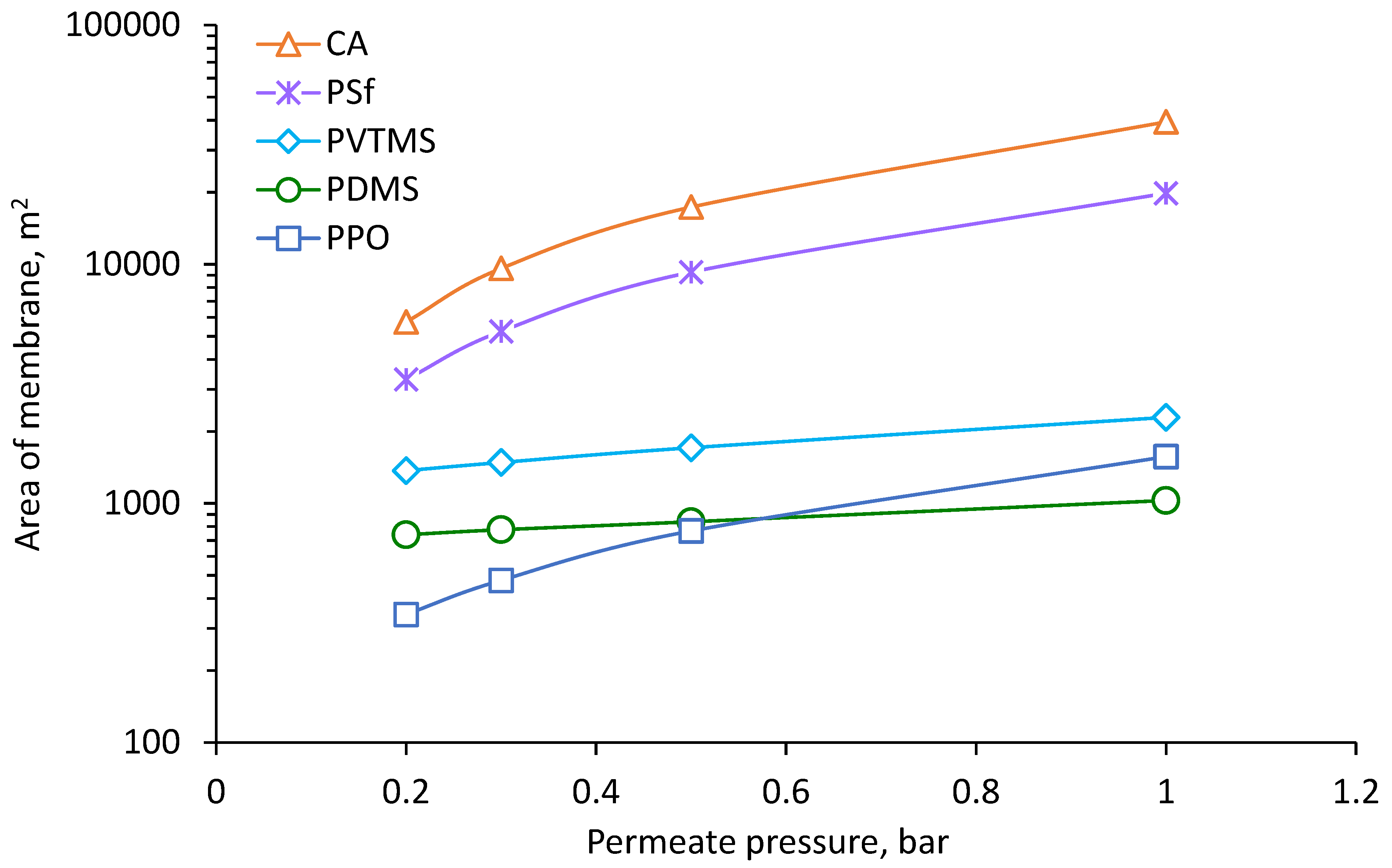
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | membrane area, m2 |
| B | width of membrane, m |
| D | diffusion coefficient, m2/s |
| dEF | effective diameter of gas during diffusion in polymer, m |
| (ε/k)EF | effective potential of gas interaction with polymer, K |
| J | flow rate, mol/s |
| K | coefficient, units depend on adjacent multiplier |
| L | length of membrane, m |
| P | permeability coefficient, barrer |
| p | pressure, bar |
| Q | permeance, mol/(m2∙s∙kPa) |
| S | sorption coefficient, mol/(m3∙kPa) |
| x | coordinate in membrane module, m |
| y | molar fraction, mol% |
| Greek letter | |
| α | selectivity of polymer/membrane, dimensionless |
| θ | recovery of component, % |
| Superscript | |
| D | diffusion |
| F | feed |
| P | permeate |
| R | retentate |
| S | sorption |
| Subscript | |
| 0 | free term of equation |
| 1 | first term of equation with an adjacent multiplier |
| i | component |
References
- Britannica. Available online: https://www.britannica.com/science/natural-gas/Location-of-major-gas-fields (accessed on 20 September 2022).
- Lal, B.; Nashed, O. Chemical Additives for Gas Hydrates, 1st ed.; Springer: Cham, Switzerland, 2020; pp. 22–40. [Google Scholar]
- Mokhatab, S.; Poe, W.A.; Mak, J.Y. Handbook of Liquefied Natural Gas, 3rd ed.; Gulf Professional Publishing: Burlington, MA, USA, 2015. [Google Scholar]
- Netusil, M.; Ditl, P. Comparison of three methods for natural gas dehydration. J. Nat. Gas Chem. 2011, 20, 471–476. [Google Scholar] [CrossRef]
- Netusil, M.; Ditl, P. Natural Gas Dehydration; IntechOpen Natural Gas—Extraction to End Use: City of Chicago, IL, USA, 2012. [Google Scholar]
- Istomin, V.A.; Minigulov, R.M.; Gritsishin, D.N.; Kwon, V.G. Hydrate Prevention Technologies in Field Systems: Problems and Prospects. Gas Chem. 2009, 6, 32–40. [Google Scholar]
- Mitariten, M.; Mokhatab, S. Efficient Membrane Systems for Natural Gas Dehydration. Applications of Membrane Technology for Reducing Water Content in Natural Gas to Meet Pipeline Specifications. PTQ Q3 2018, 1–4. Available online: https://www.digitalrefining.com/article/1001543/efficient-membrane-systems-for-natural-gas-dehydration#.Y3uEi5pByUl (accessed on 13 September 2022).
- Baker, R.W.; Lokhandwala, K. Natural gas processing with membranes: An overview. Membr. Technol. Res. 2008, 47, 2109–2121. [Google Scholar] [CrossRef]
- Iulianelli, A.; Drioli, E. Membrane engineering: Latest advancements in gas separation and pre-treatment processes, petrochemical industry and refinery, and future perspectives in emerging applications. Fuel Process. Technol. 2020, 206, 106464. [Google Scholar] [CrossRef]
- Petukhov, D.I.; Chernova, E.A.; Kapitanova, O.O.; Boytsova, O.V.; Valeev, R.G.; Chumakov, A.P.; Konovalov, O.V.; Eliseev, A.A. Thin graphene oxide membranes for gas dehumidification. J. Membr. Sci. 2019, 577, 184–194. [Google Scholar] [CrossRef]
- Warrier, P.; Khan, M.N.; Carreon, M.A.; Peters, C.J.; Koh, C.A. Integrated gas hydrate-membrane system for natural gas purification. J. Renew. Sustain. Energy 2018, 10, 034701. [Google Scholar] [CrossRef]
- Air Liquide. Available online: https://advancedseparations.airliquide.com/news-resources (accessed on 13 September 2022).
- Basafa, M.; Chenar, M.P. Modeling, Simulation, and Economic Assessment of Membrane-Based Gas Dehydration System and Comparison with Other Natural Gas Dehydration Processes. Sep. Sci. Technol. 2014, 49, 2465–2477. [Google Scholar] [CrossRef]
- Binci, F.; Ciarapica, F.E.; Giacchetta, G. Natural Gas Dehydration in Offshore Rigs: Comparison between Traditional Glycol Plants and Innovative Membrane Systems. 2003. Available online: https://www.academia.edu/12618951/NATURAL_GAS_DEHYDRATION_IN_OFFSHORE_RIGS_COMPARISON_BETWEEN_TRADITIONAL_GLYCOL_PLANTS_AND_INNOVATIVE_MEMBRANE_SYSTEMS (accessed on 13 September 2022).
- He, X.; Kumakiri, I.; Hillestad, M. Conceptual process design and simulation of membrane systems for integrated natural gas dehydration and sweetening. Sep. Purif. Technol. 2020, 247, 116993. [Google Scholar] [CrossRef]
- Kudiyarov, G.S.; Istomin, V.A.; Prokopov, A.V.; Ziazov, R.N.; Kurkin, E.V. Gas drying and methanol extraction in the absorbers of the Cenomanian deposit of the Yamburgskoye field. Oil Gas Chem. 2020, 2, 42–46. [Google Scholar]
- PermSelect. Available online: https://www.permselect.com/membranes (accessed on 3 September 2022).
- Kozlova, A.A.; Shalygin, M.G.; Teplyakov, V.V. On the Relationship between the Permeability Parameters of Gases and Vapors of C1-C4 Aliphatic Alcohols in Hydrophobic Polymeric Membranes. Int. J. Membr. Sci. Technol. 2016, 3, 56–63. [Google Scholar]
- Teplyakov, V.V.; Meares, P. Correlation aspects of the selective gas permeabilities of polymeric materials and membranes. Gas Sep. Purif. 1990, 4, 68–72. [Google Scholar] [CrossRef]
- AlQaheem, Y.; Alomair, A.; Vinoba, M.; Pérez, A. Polymeric Gas-Separation Membranes for Petroleum Refining. Polym. Gas-Sep. Membr. Pet. Refin. 2017, 2017, 4250927. [Google Scholar] [CrossRef]
- Malykh, O.V.; Golub, A.Y.; Teplyakov, V.V. Polymeric membrane materials: New aspects of empirical approaches to prediction of gas permeability parameters in relation to permanent gases, linear lower hydrocarbons and some toxic gases. Adv. Colloid Interface Sci. 2011, 164, 89–99. [Google Scholar] [CrossRef] [PubMed]
- Lin, H.; Thompson, S.M.; Serbanescu-Martin, A.; Wijmans, J.G.; Amo, K.D.; Lokhandwala, K.A.; Merkel, T.C. Dehydration of natural gas using membranes. Part I: Composite membranes. J. Membr. Sci. 2012, 413, 70–81. [Google Scholar]
- Metz, S.J.; van de Ven, W.J.C.; Potreck, J.; Mulder, M.H.V.; Wessling, M. Transport of water vapor and inert gas mixtures through highly selective and highly permeable polymer membranes. J. Membr. Sci. 2005, 251, 29–41. [Google Scholar] [CrossRef]
- Stern, S.A. Polymers for gas separations: The next decade. J. Membr. Sci. 1994, 1, 1–65. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 2nd ed.; Membrane Technology and Research, Inc.: Menlo Park, CA, USA, 2000; pp. 309–328. [Google Scholar]
- Lin, H.; Thompson, S.M.; Serbanescu-Martin, A.; Wijmans, J.G.; Amo, K.D.; Lokhandwala, K.A.; Low, B.T.; Merkel, T.C. Dehydration of natural gas using membranes. Part II: Sweep/countercurrent design and field test. J. Membr. Sci. 2013, 432, 106–114. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Benefits | Disadvantages |
|---|---|---|
| Absorption | Continuous process Using an inexpensive and readily available absorbent Low operating costs | High capital costs An absorbent regeneration stage is required Absorbent losses |
| Adsorption | Changes in temperature and pressure do not significantly affect dehydration quality Deep degree of purification (dew point −50 °C and below) | Frequency of the process High capital costs Reducing the capacity of the adsorbent and its degradation during operation (regeneration or replacement of the adsorbent) Loss of part of the product |
| Low-temperature separation | Ease of implementation Low capital and operating costs Absence of reagents Easy maintenance | Loss of gas flow pressure during throttling (subsequent compression is required) Dependence of the dehydration depth on the flow pressure |
| Low-temperature condensation | Absence of reagents Ease of implementation | High energy consumption to achieve low temperatures High capital costs for additional equipment |
| Membrane separation | Absence of phase transitions Absence of reagents Easy maintenance Modularity, compactness | Instability of some membranes in the presence of C3+ hydrocarbons Loss of a part of the product, or additional costs for compression and recycling |
| Polymer | P(CH4), Barrer | P(H2O), Barrer | P(MeOH), Barrer | α(H2O/CH4) | α(MeOH/CH4) | Ref. |
|---|---|---|---|---|---|---|
| PDMS | 950 | 36,000 | 13,900 | 38 | 15 | [17] |
| PVTMS | 18 | 760 | 230 | 42 | 13 | [18] |
| Parameters | Values |
|---|---|
| NG feed flow rate, m3(STP)/h | 500,000 |
| Raw NG composition, mol%: | |
| CH4 | 99.75 |
| H2O | 0.04 |
| MeOH | 0.21 |
| Feed pressure, bar | 80 |
| Permeate pressure, bar | 0.2–1 |
| Temperature, °C | 25 |
| Water dew point in dried NG, °C (mol%) | −20 (0.0014) |
| Compressor adiabatic efficiency, % | 75 |
| Number of recompression steps of permeate | 3 |
| Polymer | P(CH4), Barrer | P(H2O), Barrer | P(MeOH), Barrer | α(H2O/CH4) | α(MeOH/CH4) | Ref. |
|---|---|---|---|---|---|---|
| PPO | 2.3 | 4060 | 340 * | 1765 | 147.8 * | [22,23] |
| CA | 0.25 | 6000 | 161 * | 24,000 | 644 * | [22,23,24] |
| PSf | 0.25 | 2000 | 94 * | 8000 | 376 * | [23,25] |
| Polymer Membrane | Selective Layer Thickness, µm | Q(CH4)∙106, mol/(m2∙s∙kPa) | Q(H2O)∙106, mol/(m2∙s∙kPa) | Q(MeOH)∙106, mol/(m2∙s∙kPa) |
|---|---|---|---|---|
| PDMS | 3 | 110 | 4100 | 1600 |
| PVTMS | 0.2 | 31 | 2300 | 570 |
| PPO | 0.05 | 22 | 28,000 | 2300 |
| CA | 0.1 | 0.84 | 20,000 | 550 |
| PSf | 0.05 | 1.7 | 14,000 | 640 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miroshnichenko, D.; Teplyakov, V.; Shalygin, M. Recovery of Methanol during Natural Gas Dehydration Using Polymeric Membranes: Modeling of the Process. Membranes 2022, 12, 1176. https://doi.org/10.3390/membranes12121176
Miroshnichenko D, Teplyakov V, Shalygin M. Recovery of Methanol during Natural Gas Dehydration Using Polymeric Membranes: Modeling of the Process. Membranes. 2022; 12(12):1176. https://doi.org/10.3390/membranes12121176
Chicago/Turabian StyleMiroshnichenko, Daria, Vladimir Teplyakov, and Maxim Shalygin. 2022. "Recovery of Methanol during Natural Gas Dehydration Using Polymeric Membranes: Modeling of the Process" Membranes 12, no. 12: 1176. https://doi.org/10.3390/membranes12121176