
Failure Mechanisms of Ba0.5Sr0.5Co0.8Fe0.2O3−δ Membranes after Pilot Module Operation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Membrane Geometry
2.2. Module Operation and Membrane Failure
2.3. Brittle Ring Tests
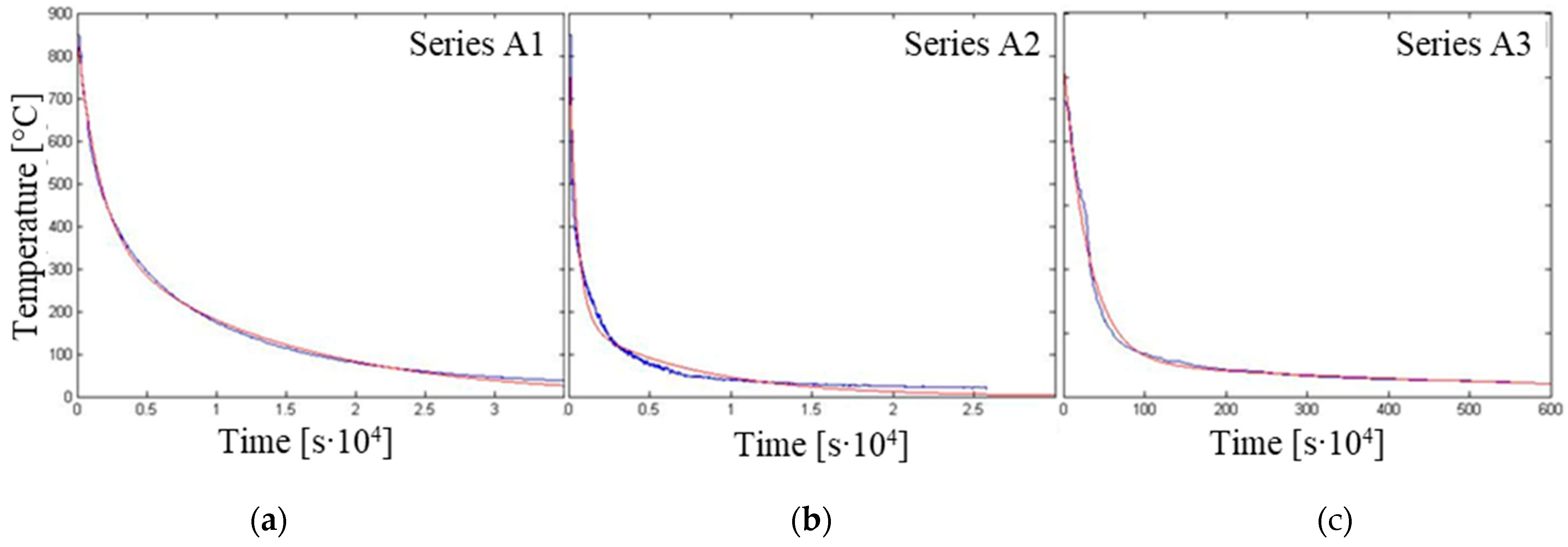
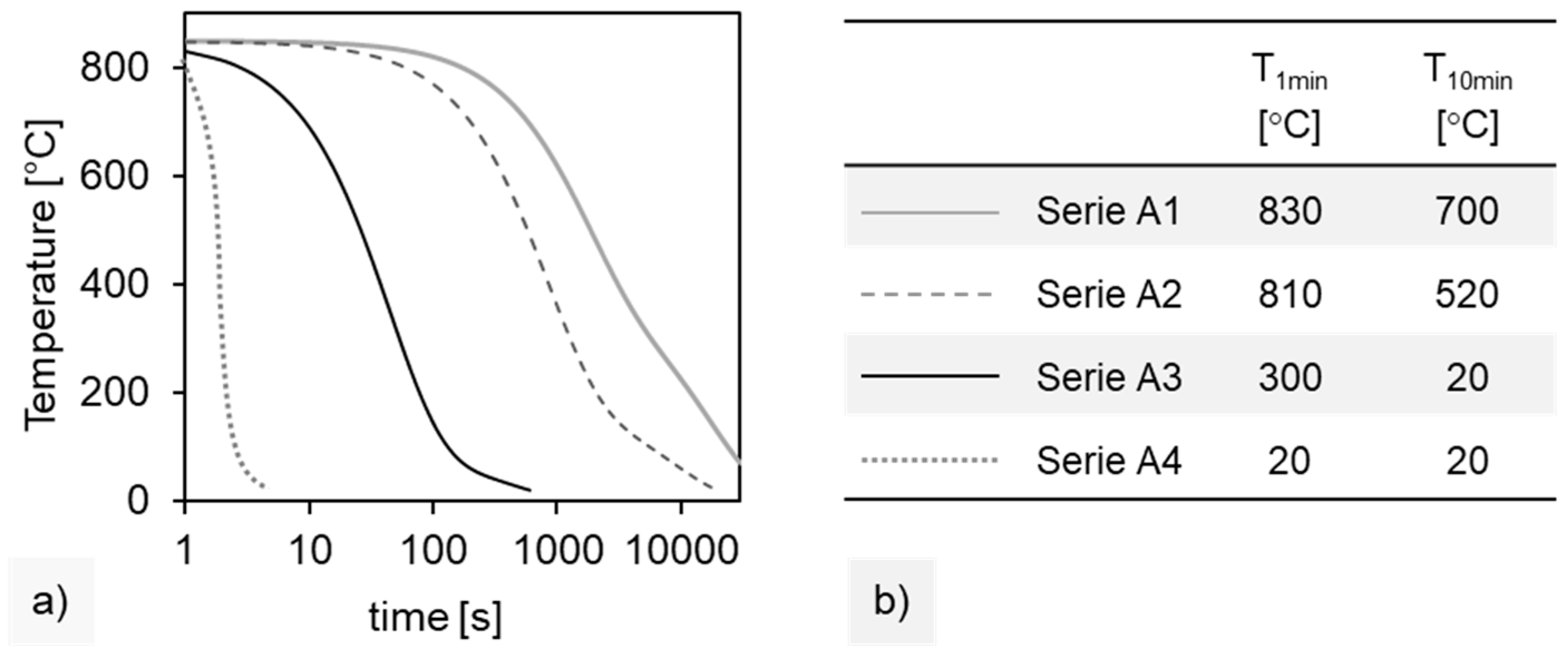
- Series A: Pre-treatment was performed on the finished brittle ring specimens. For each test series A1–A4, a specific cooling was performed after homogenization at 850 °C for 30 min in a chamber furnace: furnace opening (Series A1), removal out of the furnace (Series A2), removal out of the furnace and fan cooling (Series A3), and water quenching (Series A4). Temperatures were recorded using three calibrated type K thermocouples wrapped/pressed to the membrane segments. Measured and fitted cooling profiles are given in Appendix A.
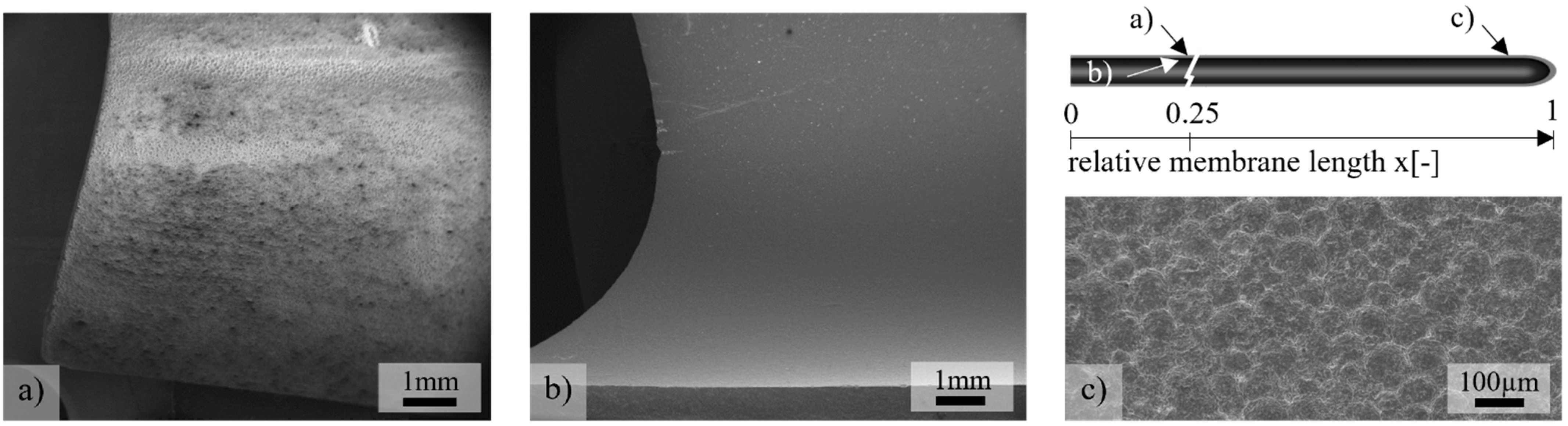
- Series B: The brittle ring specimens were prepared from still-intact membrane tubes after long-term permeation below the discolored area (position x > 0.35). The operating time of the membranes in the module varied from 1000 h to 1800 h [19].
- Series C: Specimens were cut from the discolored areas (position 0.2 < x < 0.3 mm) near the typical fracture origin of the membranes after the termination of long-term tests in [19] to investigate if a chemical reaction reduced the strength. During the specimen preparation, a different form of edge polishing compared to that in the A, B, and D series was carried out. Repeating the experiment was not possible due to the limited areas of blue discolored membranes. Therefore, reference series 2 was made from sintered membrane tubes with an identical edge quality and was tested.
- Series D: Strength degradation by thermal cycling.In a laboratory module, membranes were subjected to a total of 20 heating and cooling cycles between 100 °C and 850 °C with a heating rate of 150 K/h and natural cooling to 100 °C within 7.5 h (see Appendix B). No membrane failure occurred during the cycling tests. However, an operator error applied a slight internal overpressure of 50 mbar at the end of the test causing two membranes to fail at the typical fracture position. To check the residual strength after thermocycling and short-term internal pressure, a total of eight circular ring specimens were separated from the two remaining intact membrane tubes.
2.4. Creep Rupture Tests Using Tubular Membranes
2.5. Surface and Microstructure Characterization
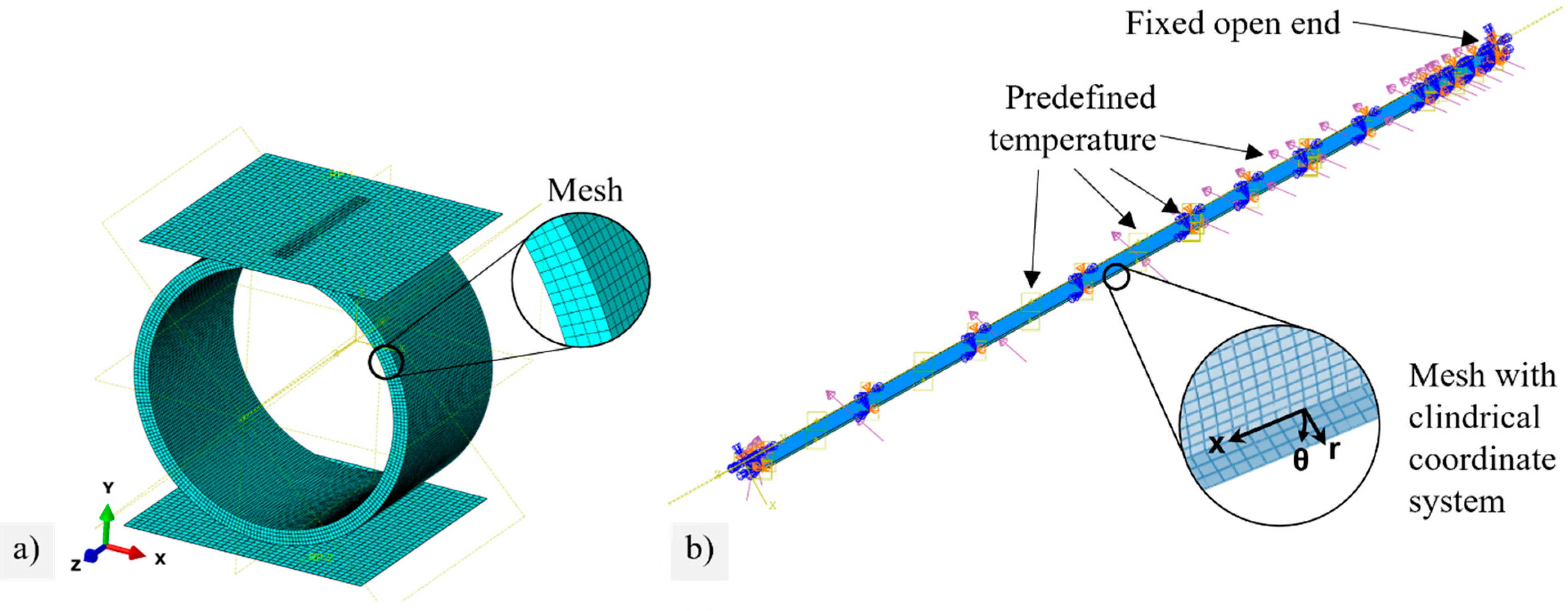
2.6. Finite Element Simulation and Fracture Probability
3. Results
3.1. Surface and Microstructure Modifications by Module Operation
3.2. Reference Strength
3.3. Strength Degradation Obtained by Pre-Treatment
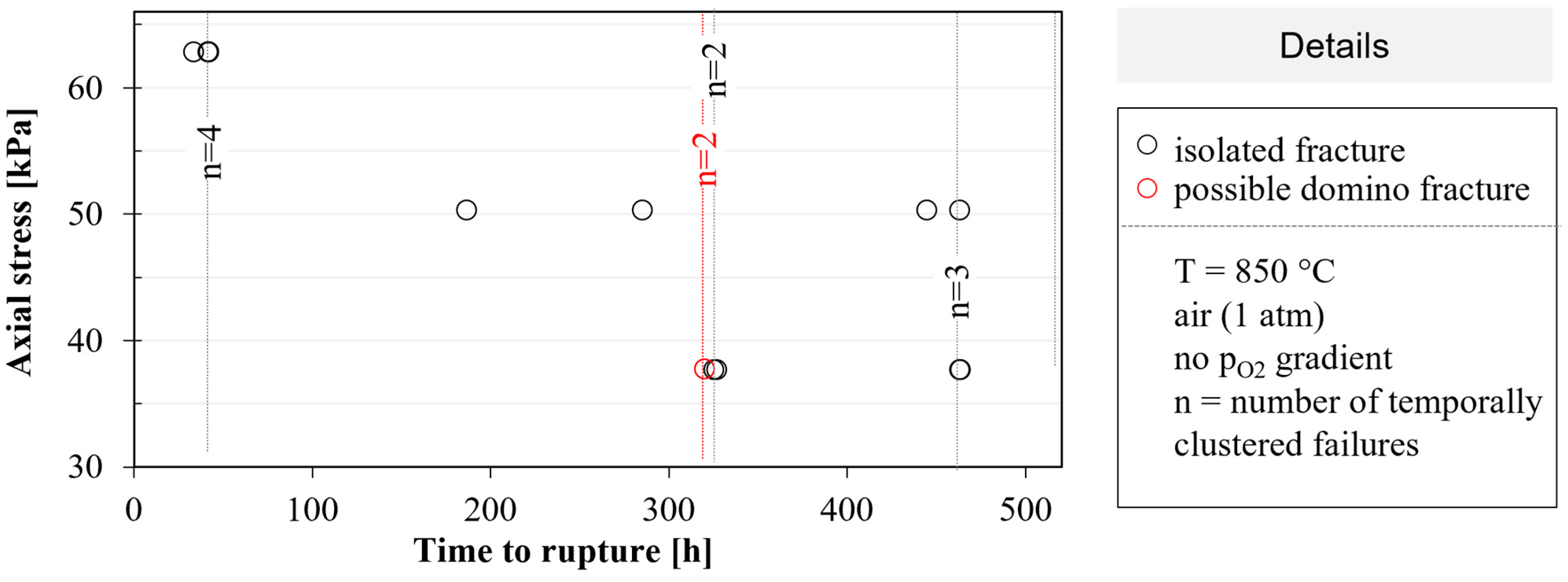
3.4. Tubular Membranes under Static Axial Tensile Stress
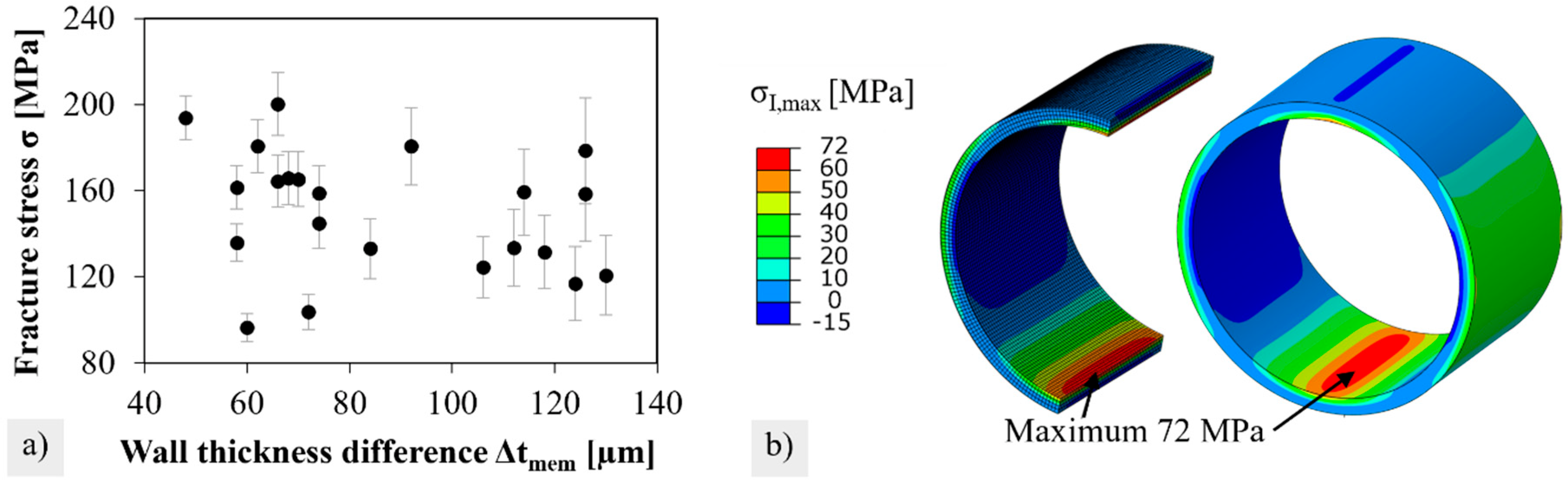
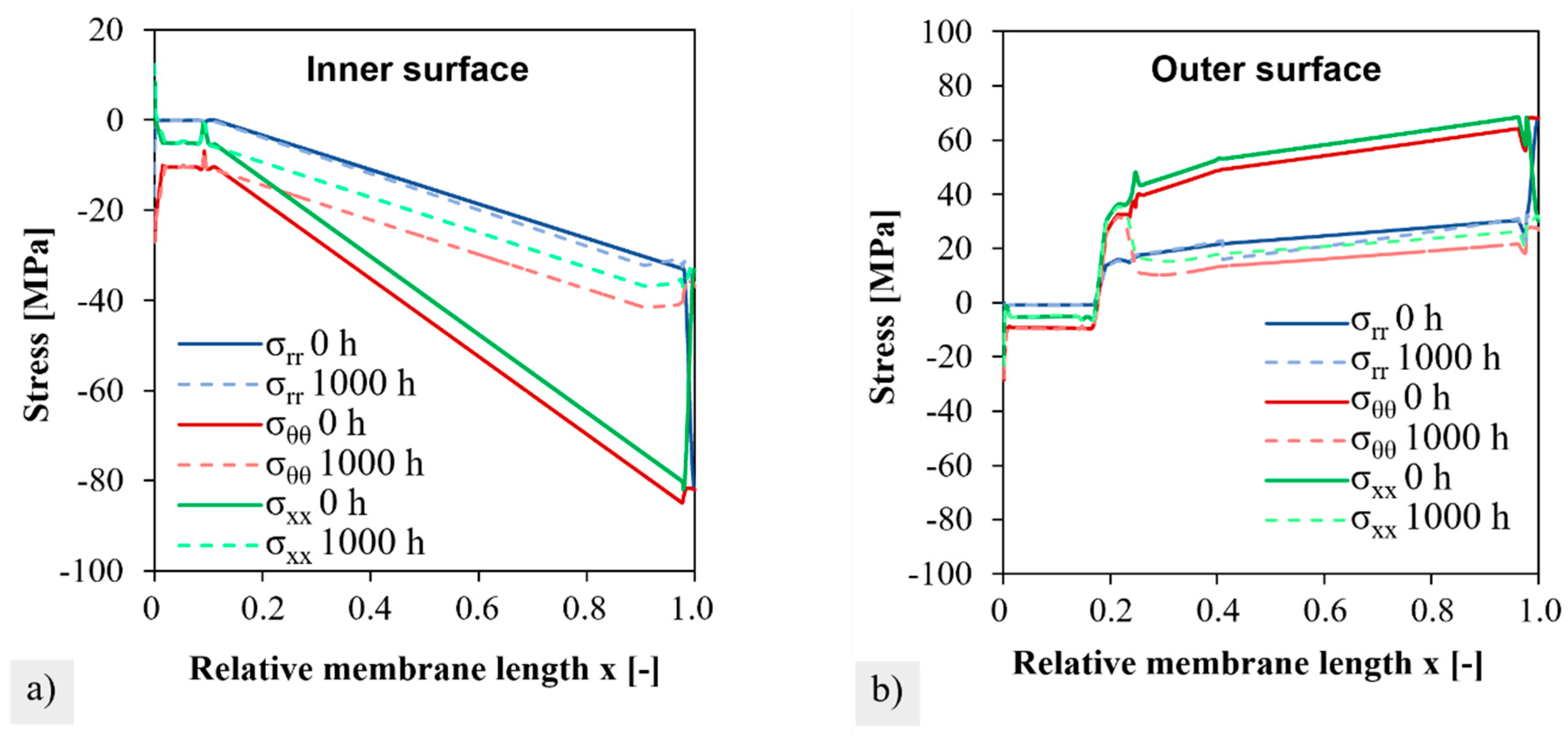
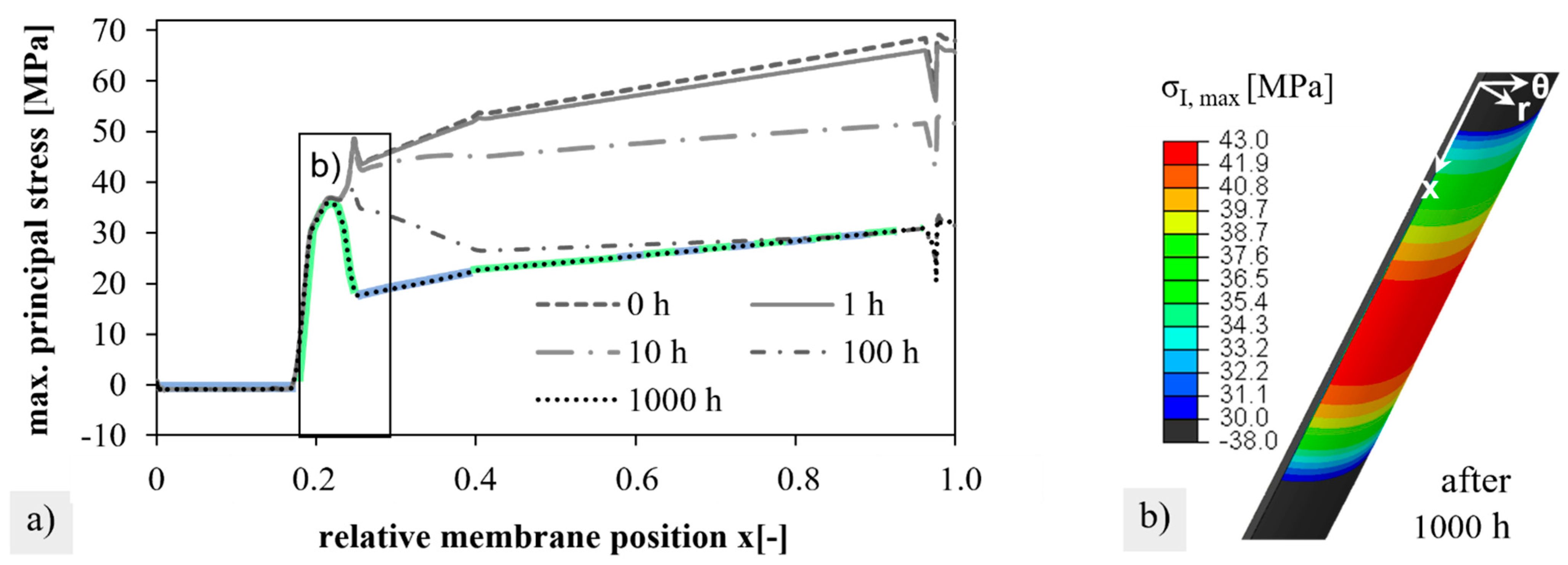
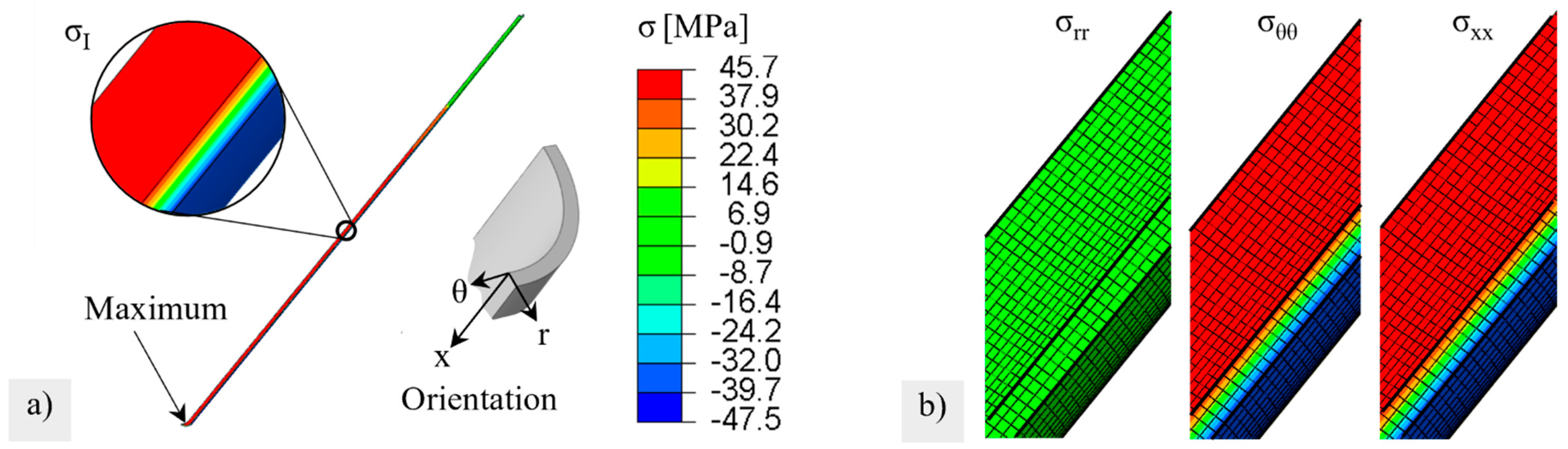
3.5. Stress Distribution and Predicted Fractuire Probability during Module Operation
4. Discussion
4.1. Limitations of the Brittle Ring Test
4.2. Correlations between Microstructure and Strength
4.3. Assessment of Membrane Failure under Static Axial Loads
4.4. Predicted Failure Probability Versus Experimentally Observed Fracture
5. Conclusions
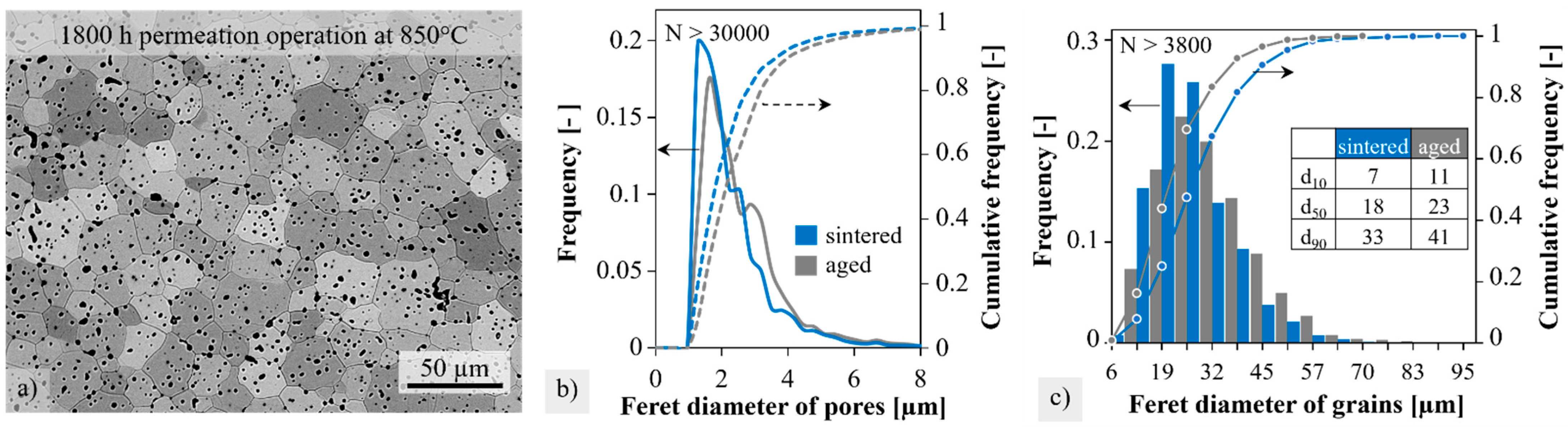
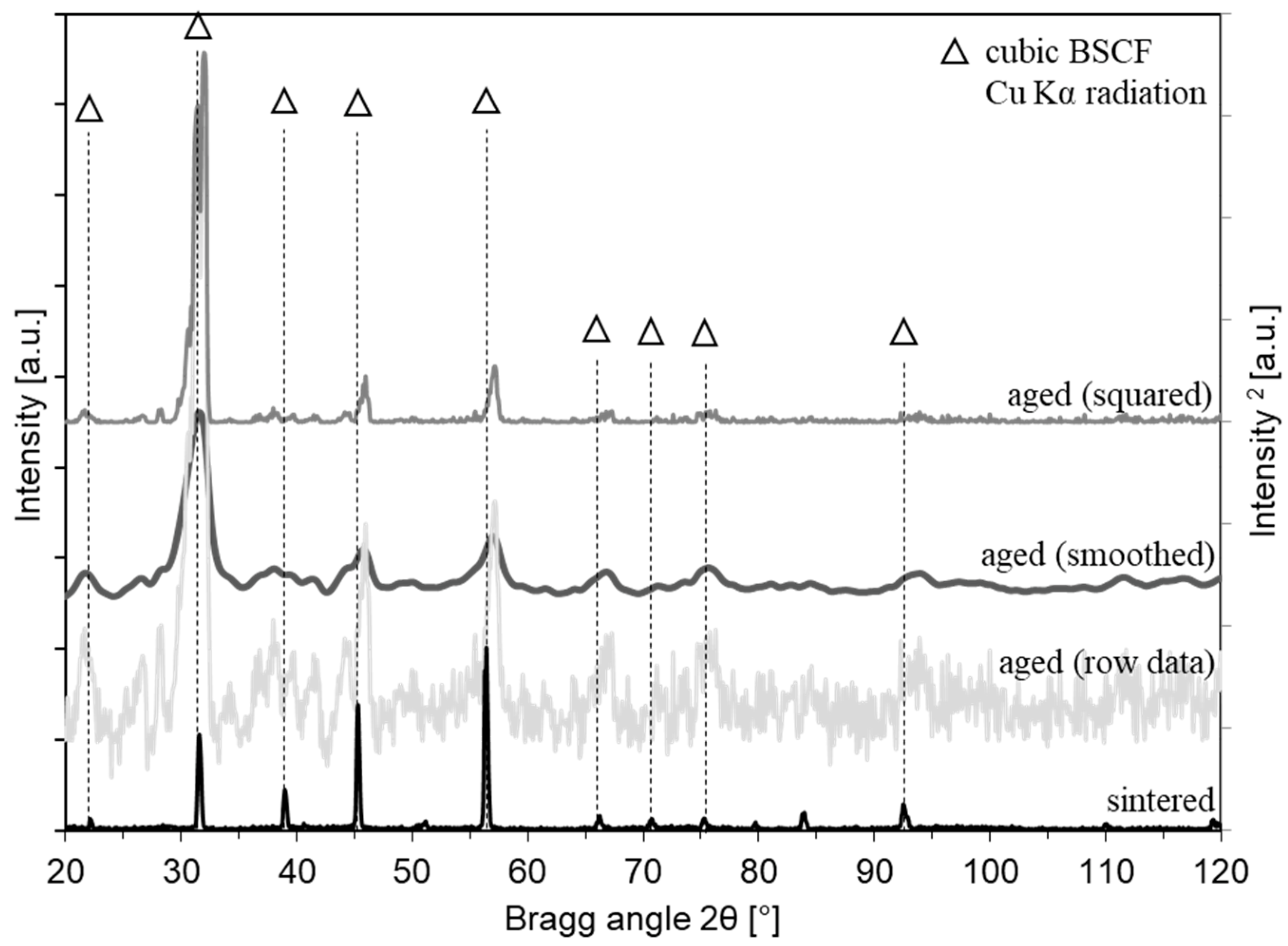
- During the long-term tests in the module, coexisting hexagonal phase formed in the bulk BSCF, which can lead to micro residual stresses. A generally higher and more homogeneous temperature inside the module is therefore recommended.
- Near-surface secondary phases and overlying particles could be Ba(Sr)-chromates and -sulfates. The blue iridescent discolored surface at the typical fracture origin indicates the layer formation of amorphous (Sr,Ba)-silicate with silicon from the fiber insulation.
- The brittle ring tests performed showed a 15% reduction in strength degradation. This was attributed to aging with grain and pore coarsening.
- Using C-ring tests instead of brittle-ring tests, strength at the glazed surface can be investigated in future work. In addition, the question of how the strength of BSCF changes under permeate-side conditions should be investigated.
- The strength decrease due to thermal shock and thermal cycling with low temperature gradients indicates subcritical crack growth. Microcracks could be identified in isolated cases, but not quantitatively related to the residual strength. The residual strength reduced from 5 to 40 % between the 1st and 20th cycle.
- Long-term tests of membranes under low axial tensile stress in air showed an unexpectedly high susceptibility to subcritical crack growth or creep fractures and should be further investigated.
- In the finite element model, high tensile stresses of 70 MPa were obtained on the outside of the membrane, which were largely due to the chemical strains. According to the simulation results, failure should occur immediately after the pressure is applied to the closed end of the membrane.
- A scenario was derived to explain the membrane ruptures during emergency shutdown or after long periods. According to this scenario stresses formed by chemical expansion at temperatures above 500 °C can effectively relax during permeation not below temperatures of 750 °C. The position of the local stress maximum matches with the experimentally observed fracture position. Failure is initiated as the time, temperature and thus position dependent strength falls below the local stress maximum.
6. Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| a [°C] | b [1/s] | c [°C] | d [1/s] | |
|---|---|---|---|---|
| Series A1 | 449.7 | −6.08∙106 | 400.1 | −7.73∙105 |
| Series A2 | 660.2 | −1.233∙103 | 188.5 | −1.147∙104 |
| Series A3 | 255.2 | −2.283∙102 | 75.46 | −2.395∙103 |
| Series A4 | not determined | |||


Appendix B

Appendix C

Appendix D
| T [°C] | CTE αtotal [10−6 K−1] | Young’s Modulus (3) [GPa] | Themal Conductivity [W/mK] | Specific Heat Capacity [J/kgK] | ||
|---|---|---|---|---|---|---|
| Outer (1) | Inner (2) | |||||
| 20 | 14.70 | 14.70 | 63.2 | 0.984 | 460.0 | |
| 100 | 14.77 | 14.77 | 52.7 | 0.961 | 512.9 | |
| 200 | 13.84 | 13.84 | 46.8 | 0.985 | 574.3 | |
| 300 | 12.85 | 12.85 | 44.5 | - | - | |
| 400 | 13.25 | 13.25 | 51.3 | - | - | |
| 500 | 14.10 | 16.00 | 52.9 | 1.294 | 614.4 | |
| 600 | 15.81 | 17.77 | 53.3 | - | - | |
| 700 | 17.69 | 19.53 | 50.5 | - | - | |
| 800 | 18.22 | 20.57 | 48.6 | 2.265 | 680.8 | |
| 900 | 18.86 | 21.62 | 47.0 | 3.095 (4) | 706.3 (4) | |
| Explanations: (1) CTE (coefficient of thermal expansion) from own dilatometry in the air; (2) CTE plus CCE (coefficient of chemical expansion) at the permeation side above 500 °C [52]; (3) Assumption of similar Young’s moduli for feed and permeate sides. Slightly higher values of the Young’s modulus were measured at 10−5 mbar. At the present permeate pressures of 5∙10−2 bar, these were no longer significant; (4) Measured at 960 °C; (5) Constants: Poisson ratio 0.25, density 5.28 g/cm3; (6) The exponential cooling by 10% for 0 < t < 120 s analogous to Figure 2d is represented by the following temperature curve: (7) The steady-state creep rate was calculated using the parameters in the table below from reference [49]. Creep rates were determined in this reference for T > 850 °C, but were also assumed for T < 850 °C. The creep rate was higher in the vacuum than under the air and was therefore linearly interpolated between the inner and outer surfaces via the oxygen partial pressure (pO2, outside = 0.021 MPa and pO2, inside = 0.005 MPa): | ||||||
| average Ea | average A | n | m | p | R | d |
| mJ/mol | mm1.7/(MPa1.56·s) | - | - | - | mJ/(molK) | mm |
| 3.38 × 108 | 290 | 1.7 | −0.14 | 1.7 | 8314 | 0.018 |
Appendix E


References
- International Energy Agency. Net Zero by 2050: A Roadmap for the Global Energy Sector. 2021. Available online: https://iea.blob.core.windows.net/assets/deebef5d-0c34-4539-9d0c-10b13d840027/NetZeroby2050-ARoadmapfortheGlobalEnergySector_CORR.pdf (accessed on 11 September 2022).
- Bundesministerium für Justiz. Gesetz zur Reduzierung und zur Beendigung der Kohleverstromung (Kohlverstromungsbeendigungsgesetz); KVGB: Germany, 2020; Available online: https://www.gesetze-im-internet.de/kvbg/BJNR181810020.html (accessed on 11 September 2022).
- Wu, X.-Y.; Cai, L.; Zhu, X.; Ghoniem, A.F.; Yang, W. A high-efficiency novel IGCC-OTM carbon capture power plant design. J. Adv. Manuf. Process. 2020, 2, e10059. [Google Scholar] [CrossRef]
- Leeson, D.; Mac Dowell, N.; Shah, N.; Petit, C.; Fennell, P.S. A Techno-economic analysis and systematic review of carbon capture and storage (CCS) applied to the iron and steel, cement, oil refining and pulp and paper industries, as well as other high purity sources. Int. J. Greenh. Gas Control 2017, 61, 71–84. [Google Scholar] [CrossRef]
- Hennes, O.; Jeddi, S.; Madlener, R.; Schmitz, H.; Wagner, J.; Wolff, S.; Zinke, J. Auswirkungen von CO2-Preisen auf den Gebäude-, Verkehrs- und Energiesektor. Z. Energ. 2021, 45, 91–107. [Google Scholar] [CrossRef]
- Bailera, M.; Lisbona, P.; Peña, B.; Romeo, L.M. A review on CO2 mitigation in the Iron and Steel industry through Power to X processes. J. CO2 Util. 2021, 46, 101456. [Google Scholar] [CrossRef]
- Mastropasqua, L.; Drago, F.; Chiesa, P.; Giuffrida, A. Oxygen Transport Membranes for Efficient Glass Melting. Membranes 2020, 10, 442. [Google Scholar] [CrossRef] [PubMed]
- Markus, H.; Eemeli, T.; Jouni, H. Industrial Oxygen Demand in Finland: Research Report VTT-R-06563-17. Available online: https://cris.vtt.fi/en/publications/industrial-oxygen-demand-in-finland (accessed on 11 September 2022).
- World Health Organization. COVID 19 and the oxygen bottleneck. Bull. World Health Organ. 2020, 98, 586–587. [Google Scholar] [CrossRef]
- Skouteris, G.; Rodriguez-Garcia, G.; Reinecke, S.F.; Hampel, U. The use of pure oxygen for aeration in aerobic wastewater treatment: A review of its potential and limitations. Bioresour. Technol. 2020, 312, 123595. [Google Scholar] [CrossRef]
- Rosen, L.; Degenstein, N.; Shah, M.; Wilson, J.; Kelly, S.; Peck, J.; Christie, M. Development of oxygen transport membranes for coal-based power generation. Energy Procedia 2011, 4, 750–755. [Google Scholar] [CrossRef] [Green Version]
- Kelly, S.M. Praxair’s OTM for Oxycombustion and Syngas Applications: Foliensatz. Available online: https://www.netl.doe.gov/sites/default/files/event-proceedings/2014/2014%20NETL%20CO2%20Capture/S-Kelly-PRAXAIR-Praxair-s-Oxygen-Transport-Membranes.pdf (accessed on 1 August 2014).
- Armstrong, P.A. Development of ITM Oxygen technology for Integration in IGCC and Other Advanced Power Generation: Bericht; Air Products And Chemicals, Inc.: Allentown, PA, USA, 2015. [Google Scholar] [CrossRef]
- Fogash, K. Development of ITM Oxygen Technology for Low-Cost and Low-Emission Gasification and Other Industrial Applications: Report; Air Products And Chemicals, Inc.: Allentown, PA, USA, 2017. [Google Scholar] [CrossRef]
- Anderson, L.L.; Armstrong, P.A.; Broekhuis, R.R.; Carolan, M.F.; Chen, J.; Hutcheon, M.D.; Lewinsohn, C.A.; Miller, C.F.; Repasky, J.M.; Taylor, D.M.; et al. Advances in ion transport membrane technology for oxygen and syngas production. Solid State Ion. 2016, 288, 331–337. [Google Scholar] [CrossRef] [Green Version]
- Adler, J.; Kriegel, R.; Petasch, U.; Richter, H.; Voigt, I.; Weyd, M. Keramik für Filtrationsanwendungen. Keram. Z. 2016, 68, 172–178. [Google Scholar] [CrossRef]
- Tan, X.; Wang, Z.; Meng, B.; Meng, X.; Li, K. Pilot-scale production of oxygen from air using perovskite hollow fibre membranes. J. Membr. Sci. 2010, 352, 189–196. [Google Scholar] [CrossRef]
- Kriegel, R. Membrane separation process and membrane plant for energy-efficient production of oxygen. WO2015007272A1, 22 January 2015. [Google Scholar]
- Nauels, N.; Herzog, S.; Modigell, M.; Broeckmann, C. Membrane module for pilot scale oxygen production. J. Membr. Sci. 2019, 574, 252–261. [Google Scholar] [CrossRef]
- Hu, Q.; Pirou, S.; Engelbrecht, K.; Kriegel, R.; Pippardt, U.; Kiesel, L.; Sun, Q.; Kiebach, R. Testing of high performance asymmetric tubular BSCF membranes under pressurized operation—A proof-of-concept study on a 7 tube module. J. Membr. Sci. 2022, 644, 120176. [Google Scholar] [CrossRef]
- Adler, S.B. Chemical Expansivity of Electrochemical Ceramics. J. Am. Ceram. Soc. 2001, 84, 2117–2119. [Google Scholar] [CrossRef]
- Rutkowski, B.; Kriegel, R.; Malzbender, J. Ex-service analysis of membrane tubes after the operation in a demonstrator unit. J. Membr. Sci. 2014, 462, 69–74. [Google Scholar] [CrossRef]
- Hendriksen, P.V.; Larsen, P.H.; Mogensen, M.; Poulsen, F.W.; Wiik, K. Prospects and problems of dense oxygen permeable membranes. Catal. Today 2000, 56, 283–295. [Google Scholar] [CrossRef]
- Kwok, K.; Frandsen, H.L.; Søgaard, M.; Hendriksen, P.V. Stress analysis and fail-safe design of bilayered tubular supported ceramic membranes. J. Membr. Sci. 2014, 453, 253–262. [Google Scholar] [CrossRef]
- Zolochevsky, A.; Grabovskiy, A.V.; Parkhomenko, L.; Lin, Y.S. Coupling effects of oxygen surface exchange kinetics and membrane thickness on chemically induced stresses in perovskite-type membranes. Solid State Ion. 2012, 212, 55–65. [Google Scholar] [CrossRef]
- Euser, B.J. Charged-Defect Transport Induced Stress in Mixed-Electronic Conducting Ceramic Membranes. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2016. [Google Scholar]
- Zou, Y.; Schulze-Küppers, F.; Balaguer, M.; Malzbender, J.; Krüger, M. Creep behavior of porous La0.6Sr0.4Co0.2Fe0.8O3-δ substrate material for oxygen separation application. J. Eur. Ceram. Soc. 2018, 38, 1702–1710. [Google Scholar] [CrossRef]
- Malzbender, J. Mechanical aspects of ceramic membrane materials. Ceram. Int. 2016, 42, 7899–7911. [Google Scholar] [CrossRef]
- Herzog, S.; Özel, M. Abschlussbericht zum Verbundvorhaben Oxycoal-AC: Projektphase IIb, Teilprojekt IWM: Erprobung eines Membranmoduls zur Bereitstellung von Sauerstoff; Förderkennzeichen 0326890U. 2014. Available online: https://www.enargus.de/pub/bscw.cgi/?op=enargus.eps2&q=Rheinisch-Westf%c3%a4lische%20Technische%20Hochschule%20Aachen%20-%20Fakult%c3%a4t%204%20-%20Maschinenwesen%20-%20Institut%20f%c3%bcr%20Werkstoffanwendungen%20im%20Maschinenbau&m=1&v=10&s=3&id=725042 (accessed on 11 September 2022).
- Kwok, K.; Frandsen, H.L.; Søgaard, M.; Hendriksen, P.V. Mechanical reliability of geometrically imperfect tubular oxygen transport membranes. J. Membr. Sci. 2014, 470, 80–89. [Google Scholar] [CrossRef]
- Bongartz, K.; Gyarmati, E.; Schuster, H.; Täuber, K. The Brittle Ring Test: A method for measuring strength and young’s modulus on coatings of HTR fuel particles. J. Nucl. Mater. 1976, 62, 123–137. [Google Scholar] [CrossRef]
- Duffy, S.F. Evaluation of Effective Volume & Effective Area for O-Ring Test Specimen: Army Research Laboratory Task#2 Report. Available online: https://etd.ohiolink.edu/apexprod/rws_etd/send_file/send?accession=csu1218123485&disposition=inline (accessed on 11 September 2022).
- Jain, R. Effective Area and Effective Volume Calculations for Ceramic Test Specimens. Ph.D. Thesis, Cleveland State University, Cleveland, OH, USA, 2008. [Google Scholar]
- Herzog, S. Rohdaten, Ergänzende Berechnungen und Informationen aus der Vorgelegten Dissertation von Simone Herzog: RWTH-2022-06816. Available online: https://publications.rwth-aachen.de/record/849459 (accessed on 11 September 2022).
- Buysse, C.; Kovalevsky, A.; Snijkers, F.; Buekenhoudt, A.; Mullens, S.; Luyten, J.; Kretzschmar, J.; Lenaerts, S. Development, performance and stability of sulfur-free, macrovoid-free BSCF capillaries for high temperature oxygen separation from air. J. Membr. Sci. 2011, 372, 239–248. [Google Scholar] [CrossRef]
- Zwick, M. Auswirkung des Sintergefüges von Keramischen Mischleitern auf Sauerstoffpermeationsrate und Biegebruchspannung. Ph.D Thesis, RWTH Aachen, Aachen, Germany, 2011. [Google Scholar]
- Herzog, S. Untersuchung der Festigkeit reaktivgelöteter BSCF-X15CrNiSi25-21 Verbunde bei Raumtemperatur. Bachelor’s Thesis, RWTH Aachen, Aachen, Germany, 2011. [Google Scholar]
- Pfaff, E.M.; Oezel, M.; Eser, A.; Bezold, A. Reliability of Ceramic Membranes of BSCF for Oxygen Separation in a Pilot Membrane Reactor. In Proceedings of the 10th Pacific Rim Conference, San Diego, California, USA, 2–6 June 2013; pp. 153–163. [Google Scholar] [CrossRef]
- Kaletsch, A. Reaktivlöten von Perowskit-Stahl-Verbunden und deren Alterungsbeständigkeit in Oxidierender Atmosphäre. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2016. [Google Scholar]
- Lein, H.L.; Wiik, K.; Grande, T. Kinetic demixing and decomposition of oxygen permeable membranes. Solid State Ion. 2006, 177, 1587–1590. [Google Scholar] [CrossRef]
- Rutkowski, B.; Malzbender, J.; Steinbrech, R.W.; Beck, T.; Bouwmeester, H. Influence of thermal history on the cubic-to-hexagonal phase transformation and creep behaviour of Ba0.5Sr0.5Co0.8Fe0.2O3−δ ceramics. J. Membr. Sci. 2011, 381, 221–225. [Google Scholar] [CrossRef]
- Niedrig, C.; Taufall, S.; Burriel, M.; Menesklou, W.; Wagner, S.F.; Baumann, S.; Ivers-Tiffée, E. Thermal stability of the cubic phase in Ba0.5Sr0.5Co0.8Fe0.2O3-δ (BSCF). Solid State Ion. 2011, 197, 25–31. [Google Scholar] [CrossRef]
- Mueller, D.N.; de Souza, R.A.; Weirich, T.E.; Roehrens, D.; Mayer, J.; Martin, M. A kinetic study of the decomposition of the cubic perovskite-type oxide BaxSr1−xCo0.8Fe0.2O3-δ (BSCF) (x = 0.1 and 0.5). Phys. Chem. Chem. Phys. 2010, 12, 10320–10328. [Google Scholar] [CrossRef]
- Svarcova, S.; Tolchard, J.; Wiik, K.; Bouwmeester, H.J.; Grande, T. Structural instability of cubic perovskite BaxSr1−xCo1−yFeyO3−δ. Solid State Ion. 2008, 178, 1787–1791. [Google Scholar] [CrossRef]
- Viitanen, M. Silica poisoning of oxygen membranes. Solid State Ion. 2002, 150, 223–228. [Google Scholar] [CrossRef]
- Schlehuber, D. Sauerstofftransport und Degradationsverhalten von Hochtemperaturmembranen für CO2-freie Kraftwerke. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2010. [Google Scholar]
- Rai, M.; Mountjoy, G. Molecular dynamics modelling of the structure of barium silicate glasses BaO–SiO2. J. Non-Cryst. Solids 2014, 401, 159–163. [Google Scholar] [CrossRef]
- Zimmermann, H. Thermoschock—Und Temperaturwechselverhalten Verschiedener Keramischer Materialien: Bericht; The Karlsruhe Institute of Technology: Karlsruhe, Germany, 1994; KfK5303; ISSN 0303-4003. [Google Scholar]
- Yáng, Z.; Martynczuk, J.; Efimov, K.; Harvey, A.S.; Infortuna, A.; Kocher, P.; Gauckler, L.J. Oxygen-Vacancy-Related Structural Phase Transition of Ba0.8Sr0.2Co0.8Fe0.2O3-δ. Chem. Mater. 2011, 23, 3169–3175. [Google Scholar] [CrossRef]
- Rutkowski, B.; Malzbender, J.; Beck, T.; Steinbrech, R.W.; Singheiser, L. Creep behaviour of tubular Ba0.5Sr0.5Co0.8Fe0.2O3−δ gas separation membranes. J. Eur. Ceram. Soc. 2011, 31, 493–499. [Google Scholar] [CrossRef]
- Pećanac, G.; Foghmoes, S.; Lipińska-Chwałek, M.; Baumann, S.; Beck, T.; Malzbender, J. Strength degradation and failure limits of dense and porous ceramic membrane materials. J. Eur. Ceram. Soc. 2013, 33, 2689–2698. [Google Scholar] [CrossRef]
- Choi, S.R.; Salem, J.A.; Holland, F.A. Estimation of Slow Crack Growth Parameters for Constant Stress-Rate Test Data of Advanced Ceramics and Glass by the Individual Data and Arithmetic Mean Methods; Lewis Research Center, National Aeronautics and Space Administration: Cleveland, OH, USA, 1997. [Google Scholar]
- Kriegel, R.; Schulz, M.; Ritter, K.; Kiesel, L.; Pippardt, U.; Stahn, M.; Voigt, I. Advanced Membrane Design for Oxygen Separation. In Proceedings of the 2nd ICEPE—Efficient Carbon Capture for Coal Power Plants, Frankfurt, Germany, 20–22 June 2011. [Google Scholar]
- Kriegel, R.; Kircheisen, R.; Töpfer, J. Oxygen stoichiometry and expansion behavior of Ba0.5Sr0.5Co0.8Fe0.2O3−δ. Solid State Ion. 2010, 181, 64–70. [Google Scholar] [CrossRef]
- Huang, B.X.; Malzbender, J.; Steinbrech, R.W.; Singheiser, L. Discussion of the complex thermo-mechanical behavior of Ba0.5Sr0.5Co0.8Fe0.2O3−δ. J. Membr. Sci. 2010, 359, 80–85. [Google Scholar] [CrossRef]
- Herzog, S.; Kaletsch, A.; Broeckmann, C. Reduced strength degradation of reactive air brazed Ba0.5Sr0.5Co0.8Fe0.2O3-δ membranes by pre-oxidation of metallic components. Mater. Sci. Eng. A 2022, 857, 143993. [Google Scholar] [CrossRef]
- Popov, M.P.; Bychkov, S.F.; Nemudry, A.P. Direct AC heating of oxygen transport membranes. Solid State Ion. 2017, 312, 73–79. [Google Scholar] [CrossRef]
- Staacks, S.; Hütz, S.; Heinke, H.; Stampfer, C. Advanced tools for smartphone-based experiments: Phyphox. Phys. Educ. 2018, 53, 45009. [Google Scholar] [CrossRef]















| Edge Condition | Wall Thickness Inhomogeneity | Pre-Treatment | Number of Specimens | |
|---|---|---|---|---|
| Reference 1 | Polished | Measured for each specimen | - | 22 |
| Reference 2 | Ground | Not measured | - | 23 |
| Series A | Polished | <150 µm | Thermal shock | 4 x ~20 |
| Series B | Polished | <150 µm | 1000–1800 h aged in module operation | 25 |
| Series C | Ground | Not measured | 1000–1800 h aged in module operation, Blue colorized zone | 19 |
| Series D | Polished | Measured for each specimen | Thermal cycling | 8 |
| Step (No.) | Type | Duration | Constraints | Temperature | Load |
|---|---|---|---|---|---|
| Initial (0) | s | - | Fixed, symmetry | - | - |
| Start (1) | s | - | As in step 0 | Axial gradient | 1 MPa pressure (o), 0.095 MPa tensile (i) |
| Permeation (2) | t | 1000 h | As in step 1 | CREEP subroutine | |
| Shut down (3) | t | 120 s | As in step 2 | Reduction by 10% (i & o) | Linear decrease to 0 MPa (i and o) |
| Analysis Method: Position * | O | Al | Si | S | Cr | Fe | Co | Sr | Ba |
|---|---|---|---|---|---|---|---|---|---|
| WDS: sintered BSCF 14 | 56.4 ± 0.1 | - | - | - | - | 4.3 ± 0.1 | 17.0 ± 0.1 | 11.3 ± 0.1 | 11.0 ± 0.1 |
| EDS: fracture position, inner surface 4 | ±0.4 | - | - | - | - | 4.2 ± 0.1 | 16.9 ± 0.5 | 10.7 ± 0.2 | 11.3 ± 0.1 |
| EDS: fracture position, outer surface 4 | 55.5 ± 0.5 | 1.4 ± 0.4 | 6.9 ± 0.1 | 0.5 ± 0.3 | 1.9 ± 1.1 | 1.8 ± 0.5 | 7.1 ± 1.3 | 10.4 ± 1.0 | 14.4 ± 1.2 |
| EDS: near closed membrane end, outer surface 3 | 59.1 ± 0.4 | - | - | 3.8 ± 0.4 | - | 3.8 ± 0.1 | 12.8 ± 0.5 | 9.7 ± 0.2 | 10.8 ± 0.1 |
| EDS: fiber insulation 1 | 67.6 | 31.4 | 1 | - | - | - | - | - | - |
| Edge Quality | Valid at | m [-] | σ0 [MPa] | Veff [mm3] | σ0V [MPa] | |
|---|---|---|---|---|---|---|
| Reference 1 | Polished | room temperature | 6.2 | 162 | 6.2 | 218 |
| Reference 2 | Ground | room temperature | 5.2 | 117 | 7.6 | 173 |
| Reference 1 * | Polished | 850 °C * | 5.4 * | - | - | 132 * |
| Edge Quality | Pre-Treatment | m [-] | σ0 [MPa] | Veff [mm3] | σ0V [Mpa] | |
|---|---|---|---|---|---|---|
| Series A1 | polished | Thermal shock | 6.4 | 151 | 6.0 | 200 |
| Series A2 | 6.2 | 109 | 6.2 | 146 | ||
| Series A3 | 1.9 2 | 84 2 | 29.4 * | 497 * | ||
| Series A4 | 4.9 3 | 16 3 | 8.2 | 25 | ||
| Series B | Polished | Aging | 6.8 | 142 | 5.7 | 183 |
| Series C | Ground | Chemical reaction | 5.9 | 98 | 6.6 | 135 |
| Series D | Polished | Thermal cycling | 3.1 | 96 | 14.7 * | 229 * |
| Assumption | Brittle Ring Test | Ball-on-Three-Balls Test | |||||
|---|---|---|---|---|---|---|---|
| Reference | Reference Series 1 *, See Table 4 (HT-Scaled to 850 °C) | [38] | |||||
| m [-] | 5.4 * | 7.4 | |||||
| σ0V [MPa] | 132 * | 121 | |||||
| Step | 1 | 2 | 3 | 1 | 2 | 3 | |
| σI,max [MPa] | 70 | 43 | 47 | 70 | 43 | 47 | |
| NS | Veff [mm3] | 1993 | 277 | 2474 | 1804 | 131 | 1981 |
| Pf [-] | 1 | 0.48 | 1 | 1 | 0.07 | 0.85 | |
| PIA | Veff [mm3] | 3312 | 354 | 4763 | 2837 | 166 | 3758 |
| Pf [-] | 1 | 0.56 | 1 | 1 | 0.08 | 0.97 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Herzog, S.; Liu, C.; Nauels, N.; Kaletsch, A.; Broeckmann, C. Failure Mechanisms of Ba0.5Sr0.5Co0.8Fe0.2O3−δ Membranes after Pilot Module Operation. Membranes 2022, 12, 1093. https://doi.org/10.3390/membranes12111093
Herzog S, Liu C, Nauels N, Kaletsch A, Broeckmann C. Failure Mechanisms of Ba0.5Sr0.5Co0.8Fe0.2O3−δ Membranes after Pilot Module Operation. Membranes. 2022; 12(11):1093. https://doi.org/10.3390/membranes12111093
Chicago/Turabian StyleHerzog, Simone, Chao Liu, Nicolas Nauels, Anke Kaletsch, and Christoph Broeckmann. 2022. "Failure Mechanisms of Ba0.5Sr0.5Co0.8Fe0.2O3−δ Membranes after Pilot Module Operation" Membranes 12, no. 11: 1093. https://doi.org/10.3390/membranes12111093