
Preparation and Characterization of MWCNTs/PVDF Conductive Membrane with Cross-Linked Polymer PVA and Study on Its Anti-Fouling Performance


Abstract
:1. Introduction
2. Materials and Methods
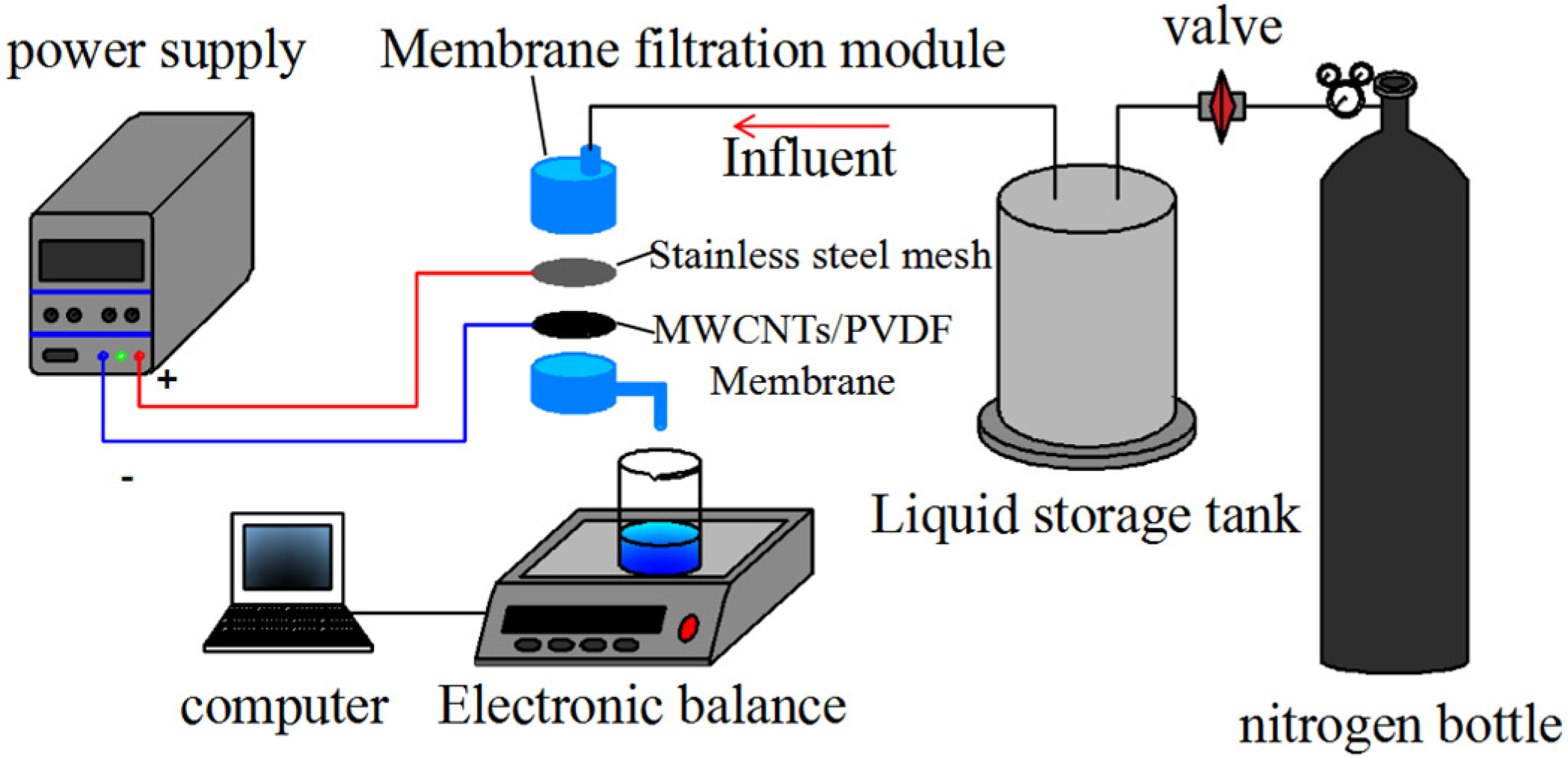
2.1. Preparation of MWCNTs/PVDF Conductive Membrane
2.2. Characterization of MWCNTs/PVDF Conductive Membrane
2.2.1. XPS Study
2.2.2. Morphology Study of Membranes
2.2.3. Porosity
2.2.4. Pore Size Distribution
2.2.5. Pure Water Flux
2.2.6. Conductivity
2.2.7. Contact Angle
2.3. Stability of Conductive Membrane
2.3.1. Mass Loss Rate
2.3.2. Mechanical Property Test
2.3.3. Durability
2.4. Membrane Fouling Studies of Conductive Membrane
2.5. Membrane Cleaning of Conductive Membrane
2.6. Statistics and Analysis
3. Results
3.1. Effect of Added PVA on Surface Compositions and Morphology of Conductive Membrane
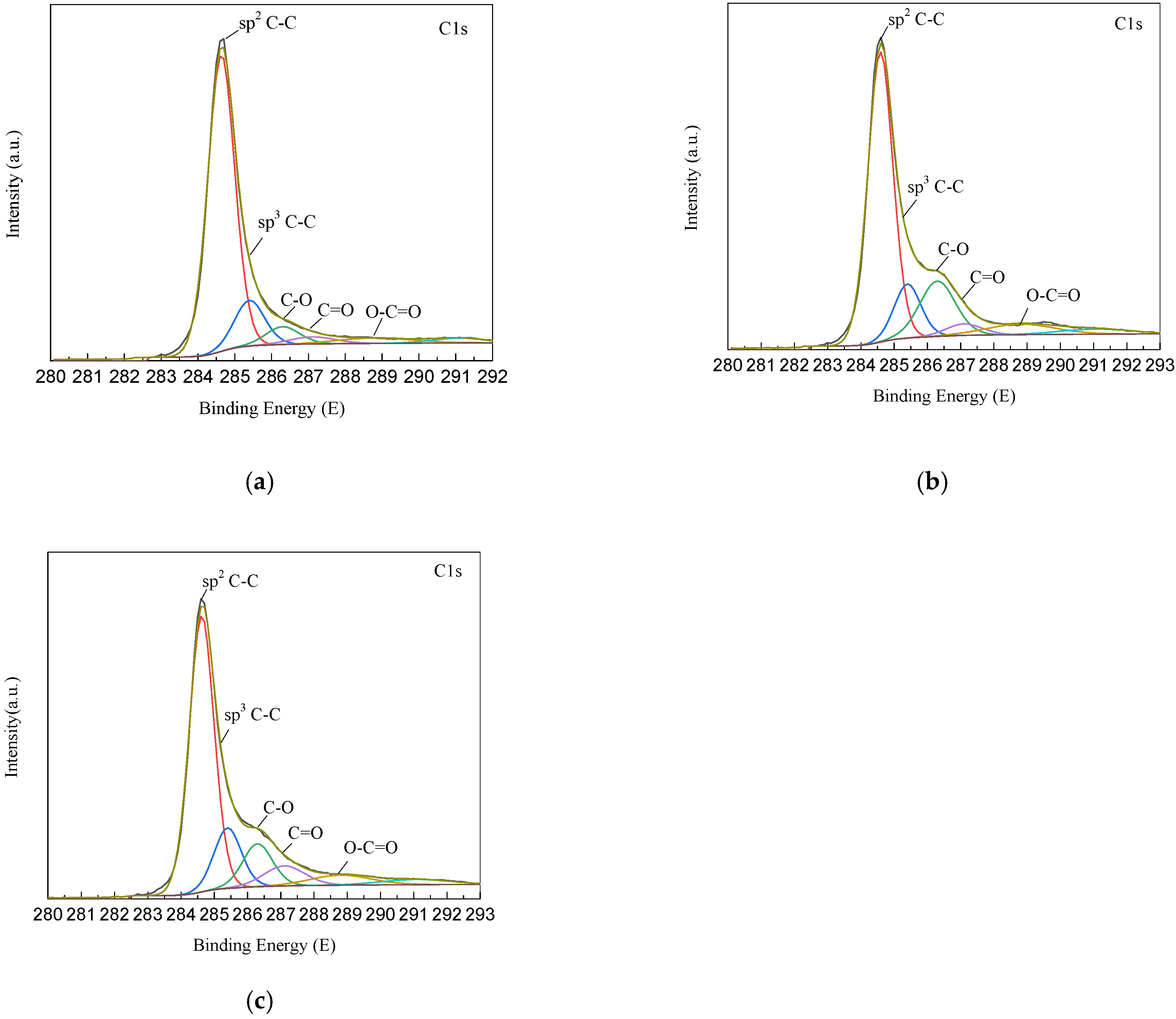
3.1.1. Surface Compositions of Conductive Membrane
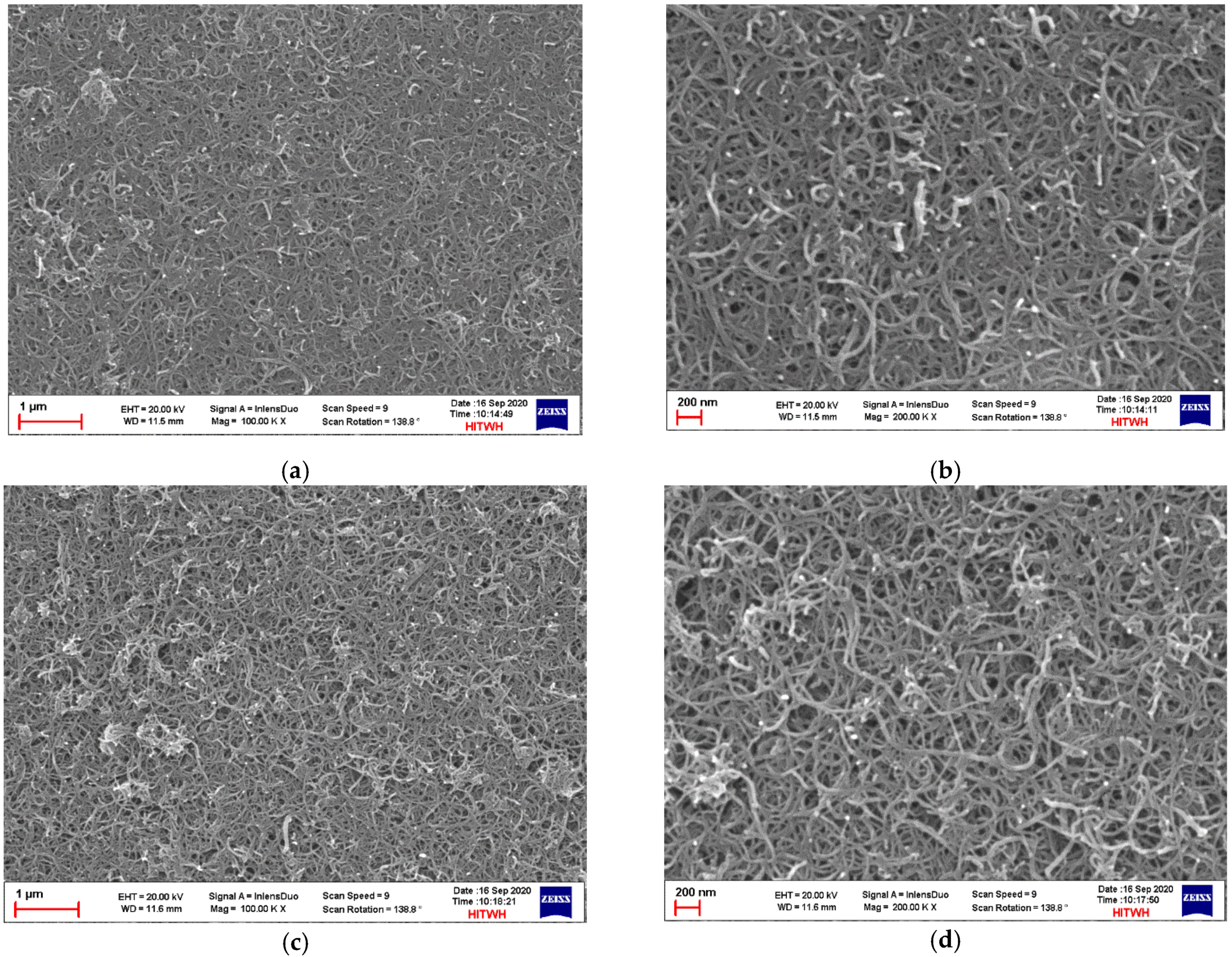
3.1.2. Morphology Analysis of Conductive Membrane
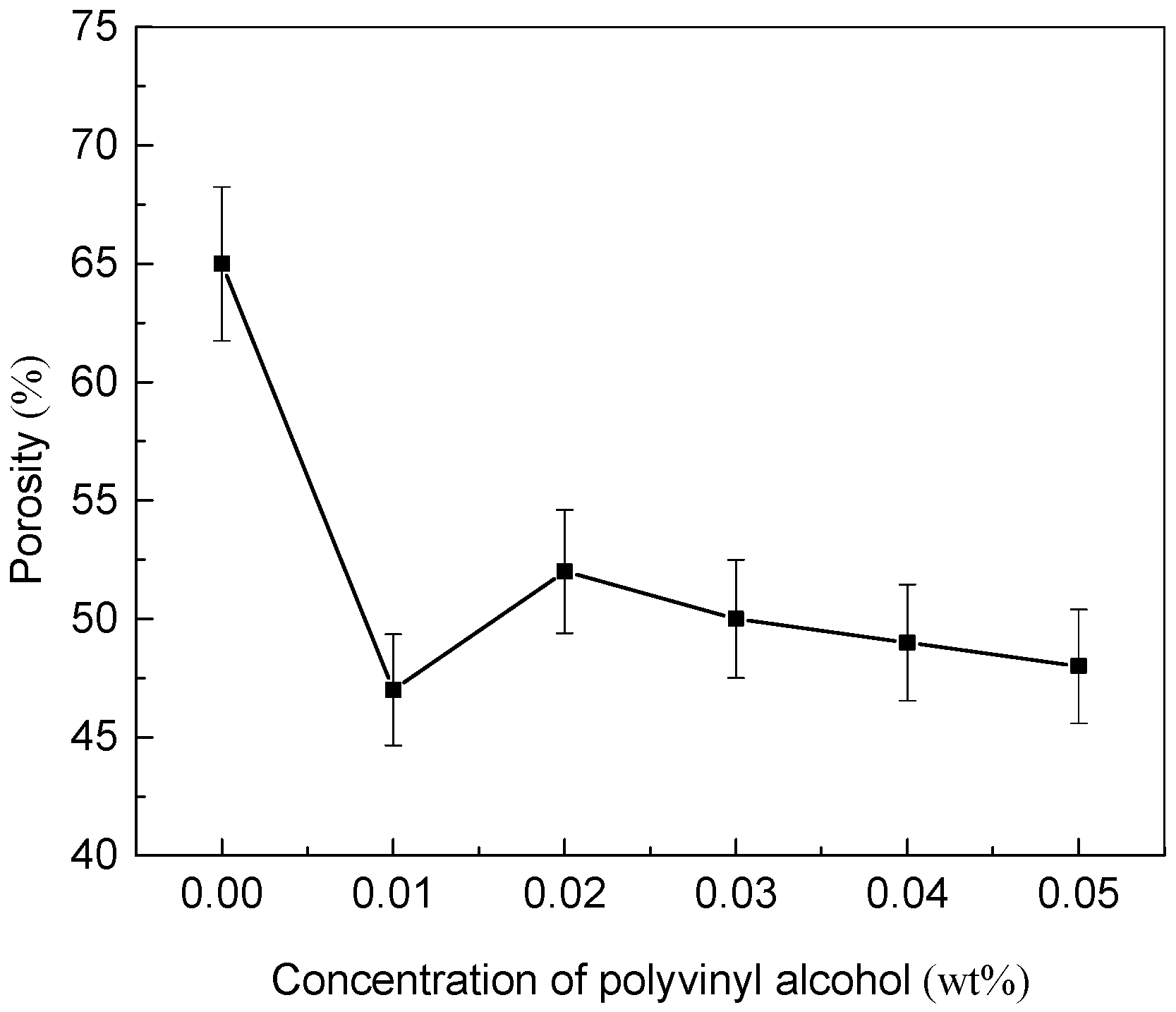
3.2. Effect of Added PVA Contents on Porosity of Conductive Membrane
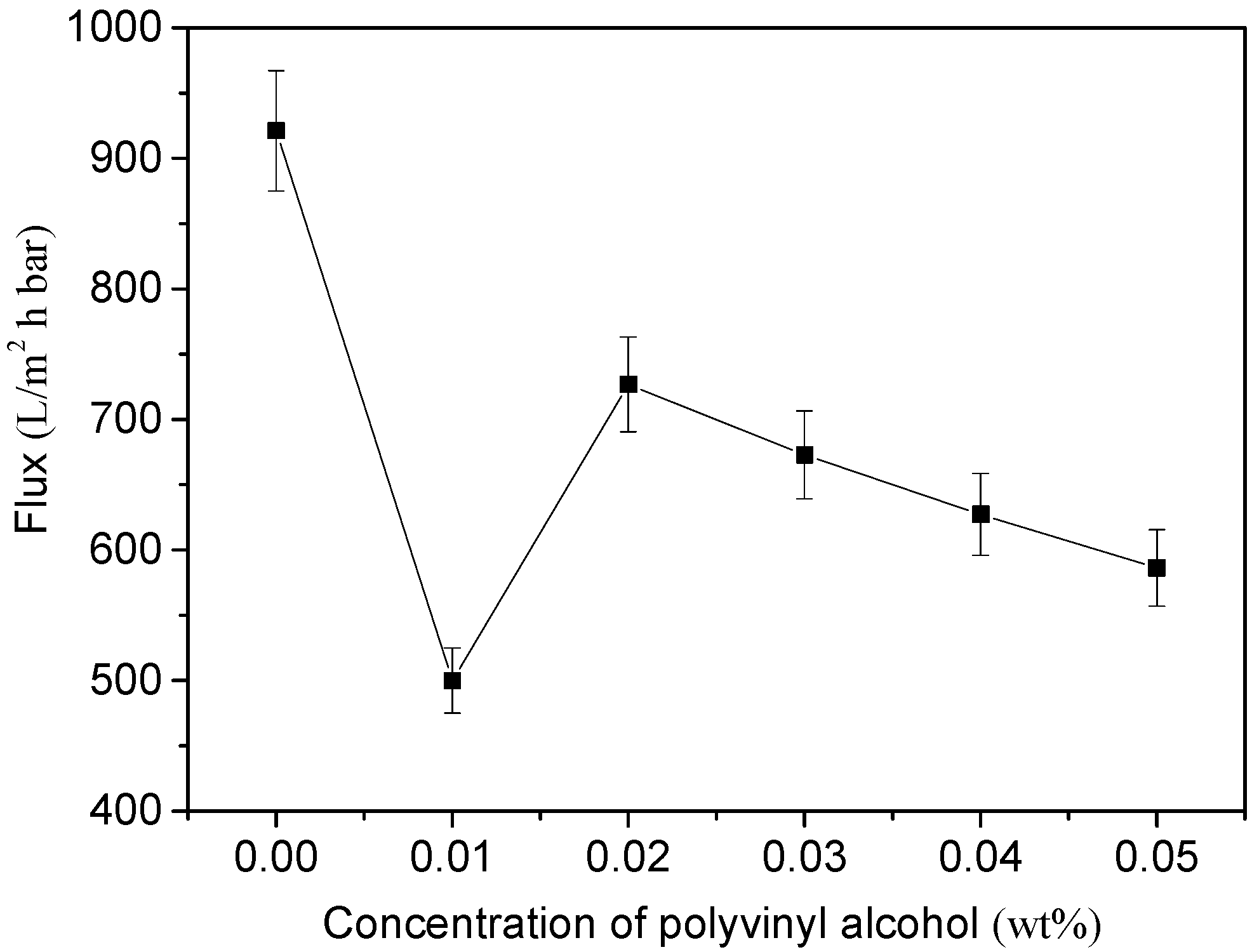
3.3. Effect of Added PVA Contents on Pore Size and Permeability
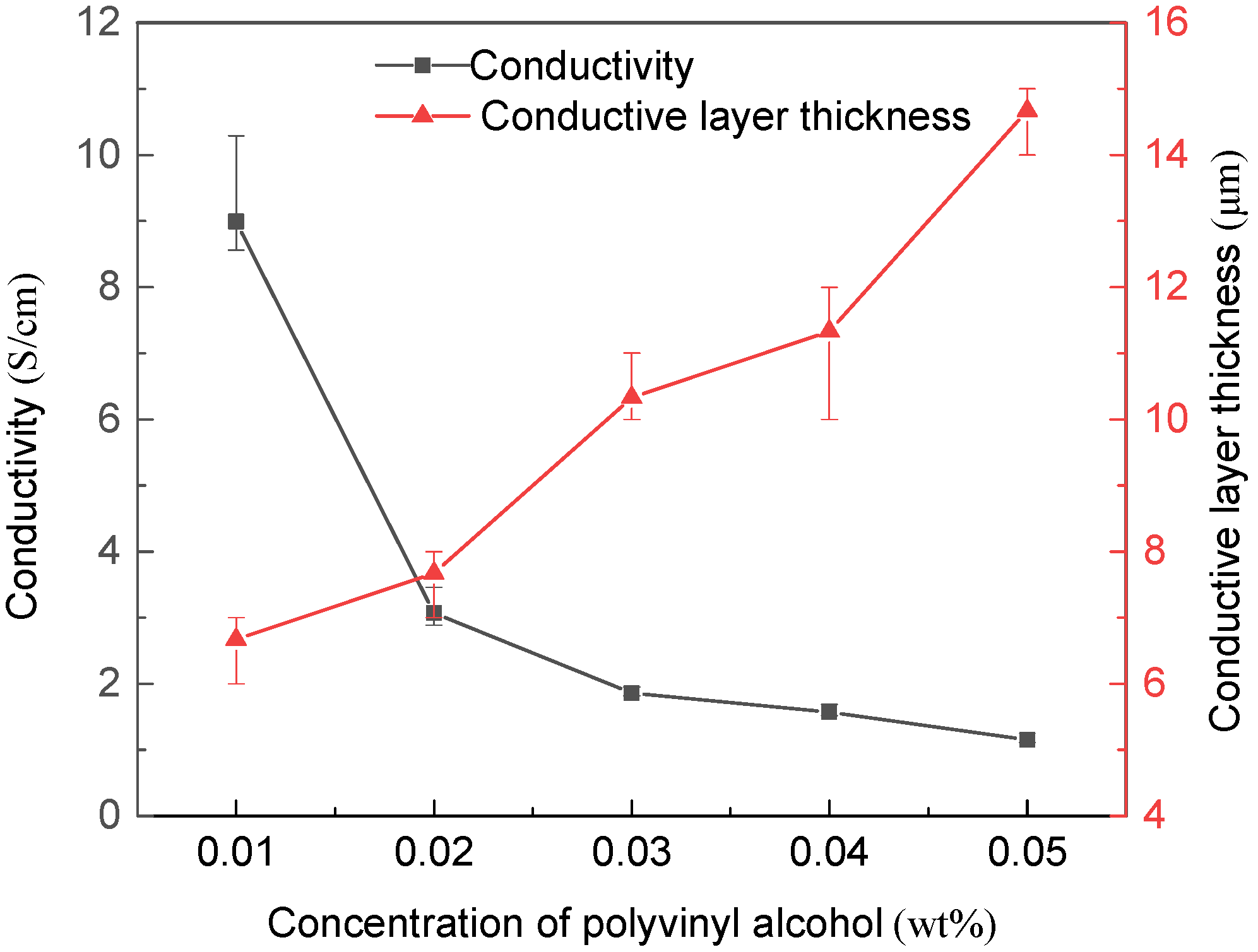
3.4. Effect of Added PVA Contents on Conductivity
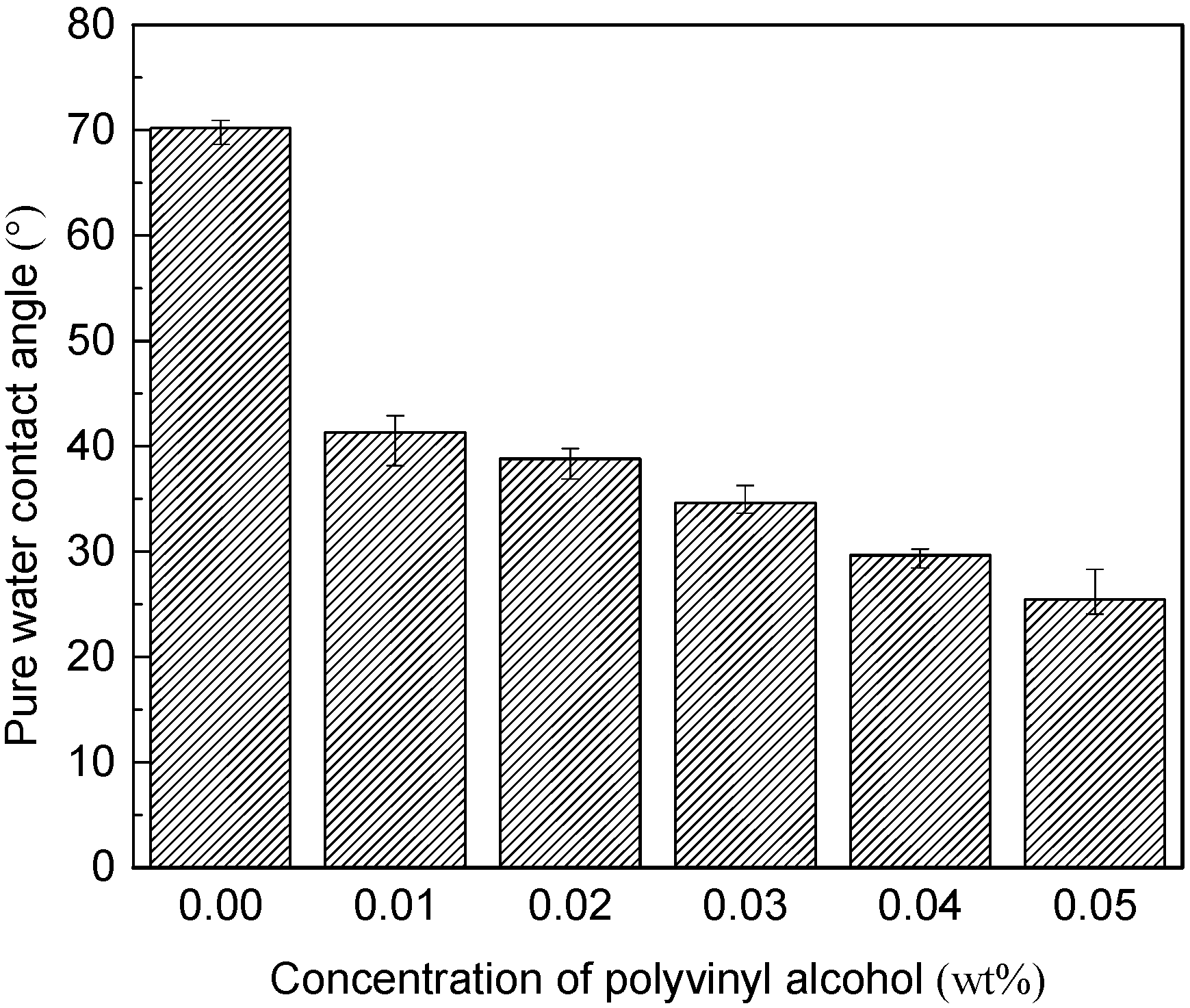
3.5. Effect of Added PVA Contents on Hydrophilicity
3.6. Stability Analysis of Conductive Membrane
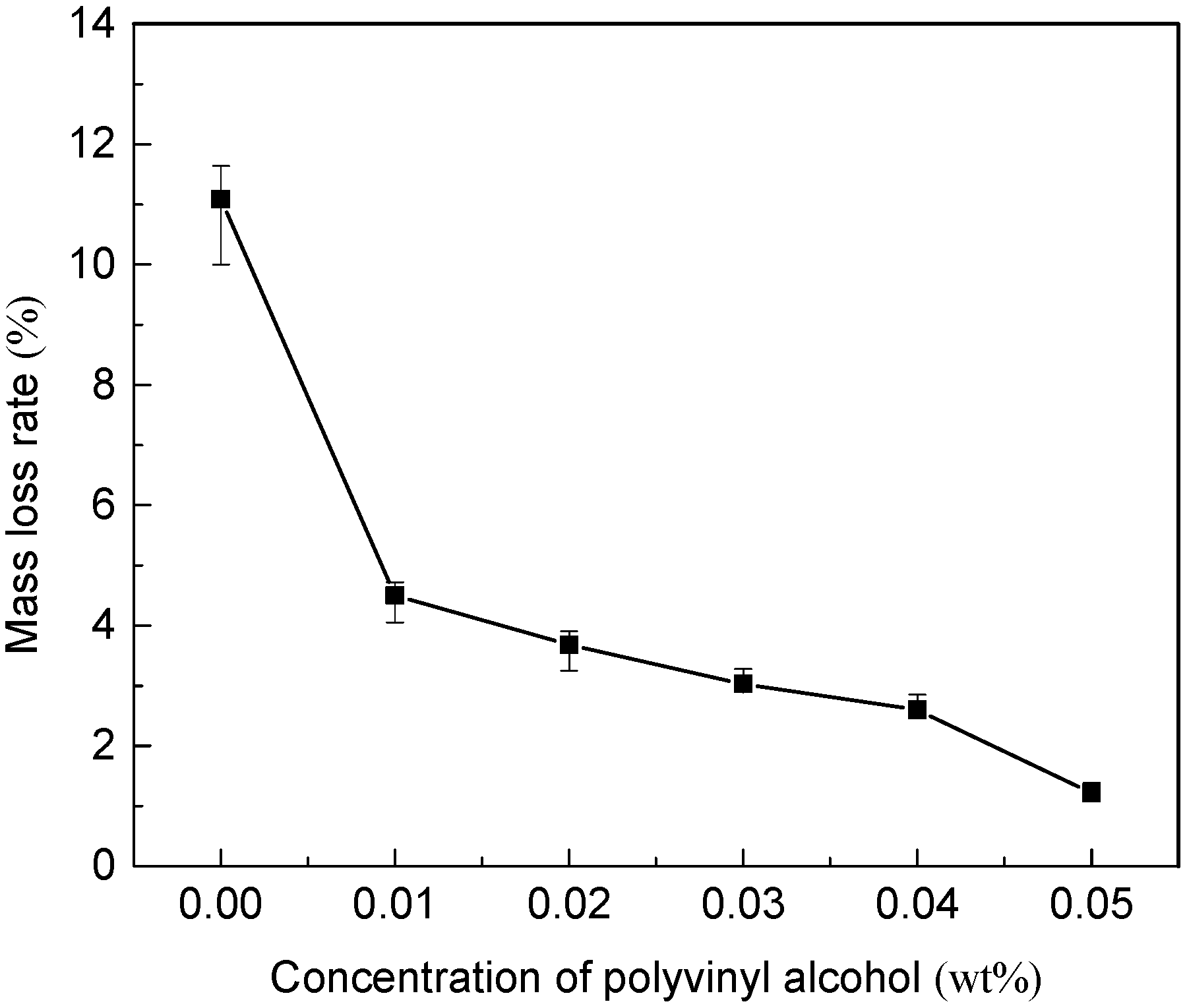
3.6.1. Mass Loss Rate of Conductive Membrane
3.6.2. Mechanical Property Tests of the Conductive Membrane
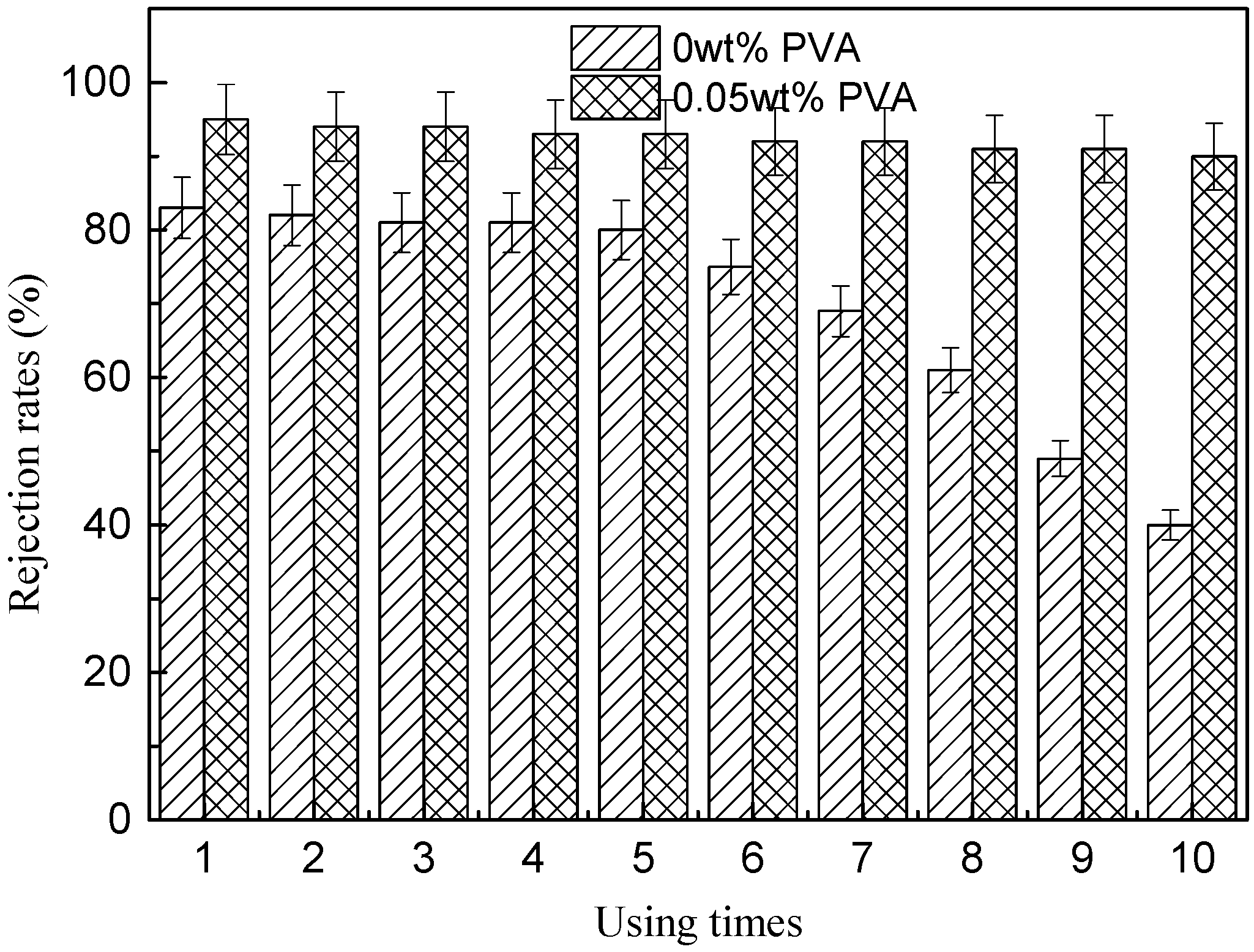
3.6.3. Durability of Conductive Membrane
3.7. Anti-Fouling Properties of the Conductive Membrane
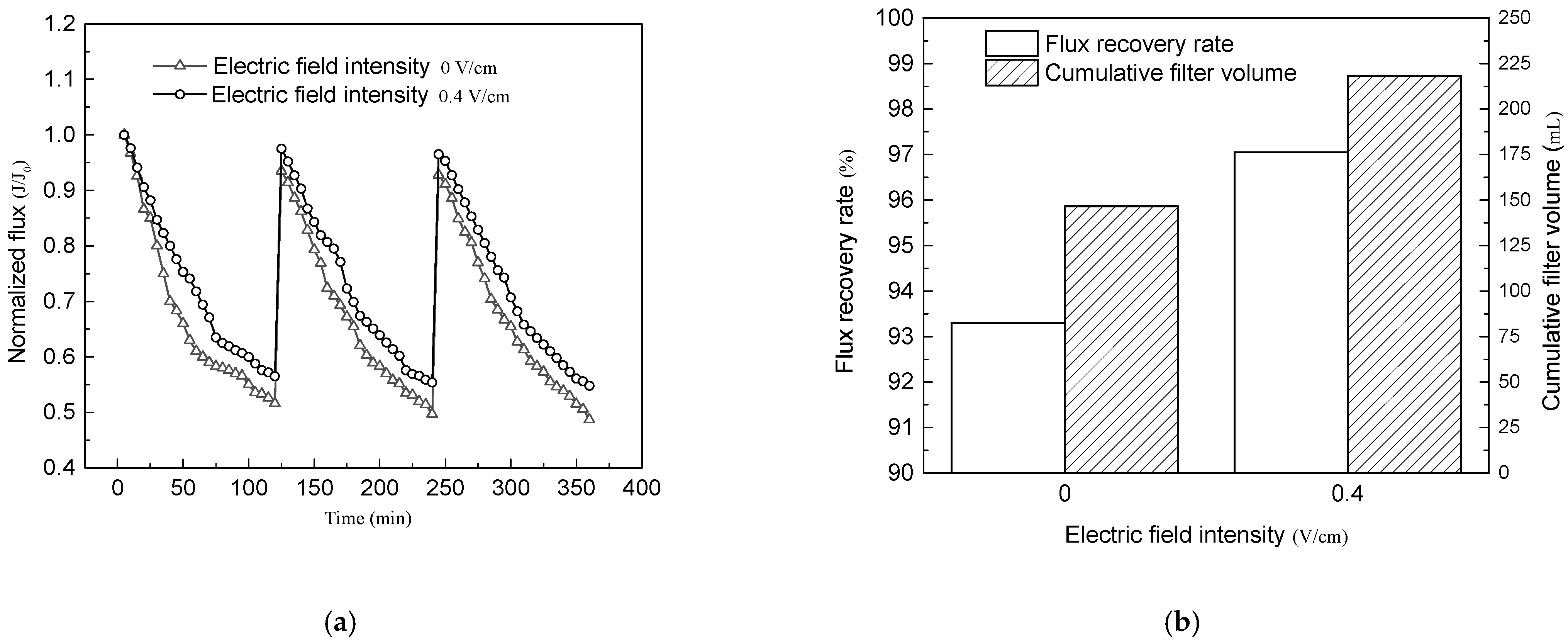
3.7.1. Fouling Studies of the Conductive Membrane
3.7.2. Conductive Membrane Cleaning Studies
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ding, Y.; Guo, Z.; Mei, J.; Liang, Z.; Li, Z.; Hou, X. Investigation into the Novel Microalgae Membrane Bioreactor with Internal Circulating Fluidized Bed for Marine Aquaculture Wastewater Treatment. Membranes 2020, 10, 353. [Google Scholar] [CrossRef] [PubMed]
- Skoczko, I.; Puzowski, P.; Szatyłowicz, E. Experience from the Implementation and Operation of the Biological Membrane Reactor (MBR) at the Modernized Wastewater Treatment Plant in Wydminy. Water 2020, 12, 3410. [Google Scholar] [CrossRef]
- Lee, A.; Elam, J.W.; Darling, S.B. Membrane materials for water purification: Design, development, and application. Environ. Sci. Water Res. Technol. 2016, 2, 17–42. [Google Scholar] [CrossRef]
- Piekutin, J.; Skoczko, I. Use of stripping tower and reverse osmosis in removal of petroleum hydrocarbons from water. Desalination Water Treat. 2014, 52, 3714–3718. [Google Scholar] [CrossRef]
- Falizi, N.J.; Hacıfazlıoğlu, M.C.; Parlar, İ.; Kabay, N.; Pek, T.Ö.; Yüksel, M. Evaluation of MBR treated industrial wastewater quality before and after desalination by NF and RO processes for agricultural reuse. J. Water Process. Eng. 2018, 22, 103–108. [Google Scholar] [CrossRef]
- Mutamim, N.S.A.; Noor, Z.Z.; Hassan, M.A.A.; Olsson, G. Application of membrane bioreactor technology in treating high strength industrial wastewater: A performance review. Desalination 2012, 305, 1–11. [Google Scholar] [CrossRef]
- Pervez, M.N.; Balakrishnan, M.; Hasan, S.W.; Choo, K.H.; Zhao, Y.; Cai, Y.; Zarra, T.; Belgiorno, V.; Naddeo, V. A critical review on nanomaterials membrane bioreactor (NMs-MBR) for wastewater treatment. npj Clean Water 2020, 3, 1–21. [Google Scholar] [CrossRef]
- Guo, W.; Ngo, H.-H.; Li, J. A mini-review on membrane fouling. Bioresour. Technol. 2012, 122, 27–34. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.-S.; Lee, S.; Kim, S.-H.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Deng, L.; Guo, W.; Ngo, H.H.; Zhang, J.; Liang, S.; Xia, S.; Zhang, Z.; Li, J. A comparison study on membrane fouling in a sponge-submerged membrane bioreactor and a conventional membrane bioreactor—ScienceDirect. Bioresour. Technol. 2014, 165, 69–74. [Google Scholar] [CrossRef] [PubMed]
- Izadi, A.; Hosseini, M.; Darzi, G.N.; Bidhendi, G.N.; Shariati, F.P. Performance of an integrated Fixed Bed Membrane Bioreactor (FBMBR) applied to pollutant removal from paper-recycling wastewater. Water Resour. Ind. 2019, 21, 100111. [Google Scholar] [CrossRef]
- Tizchang, A.; Jafarzadeh, Y.; Yegani, R.; Khakpour, S. The effects of pristine and silanized nanodiamond on the performance of polysulfone membranes for wastewater treatment by MBR system. J. Environ. Chem. Eng. 2019, 7, 103447. [Google Scholar] [CrossRef]
- Kivi, M.A.; Alinia, H.; Jafarzadeh, Y.; Yegani, R. High-density polyethylene membranes embedded with carboxylated and polyethylene glycol-grafted nanodiamond to be used in membrane bioreactors. J. Appl. Polym. 2019, 136, 47914. [Google Scholar] [CrossRef]
- Du, Z.; Ji, M.; Li, R. Alleviation of membrane fouling and enhancement of trace organic compounds removal in an electric field assisted microfiltration system. Chem. Eng. J. 2021, 407, 127042. [Google Scholar] [CrossRef]
- Dong, Z.; Shang, W.; Dong, W.; Zhao, L.; Li, M.; Wang, R. Suppression of membrane fouling in the ceramic membrane bioreactor (CMBR) by minute electric field. Bioresour. Technol. 2018, 270, 113–119. [Google Scholar] [CrossRef]
- Pan, Z.; Song, C.; Li, L.; Wang, H.; Pan, Y.; Wang, C.; Sun, F. Membrane technology coupled with electrochemical advanced oxidation processes for organic wastewater treatment: Recent advances and future prospects. Chem. Eng. J. 2019, 376, 120909. [Google Scholar] [CrossRef]
- Liu, L.; Liu, J.; Bo, G.; Yang, F.; Crittenden, J.; Chen, Y. Conductive and hydrophilic polypyrrole modified membrane cathodes and fouling reduction in MBR. J. Membr. Sci. 2013, 429, 252–258. [Google Scholar] [CrossRef]
- Li, P.; Yang, C.; Sun, F.; Li, X.-Y. Fabrication of conductive ceramic membranes for electrically assisted fouling control during membrane filtration for wastewater treatment. Chemosphere 2021, 280, 130794. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, C.; Bai, S.; Jing, L.; Zhao, Z.; Liu, L. The performance of Pd-rGO electro-deposited PVDF/carbon fiber cloth composite membrane in MBR/MFC coupled system. Chem. Eng. J. 2019, 365, 317–324. [Google Scholar] [CrossRef]
- Khezraqa, H.; Etemadi, H.; Qazvini, H.; Salami-Kalajahi, M. Novel polycarbonate membrane embedded with multi-walled carbon nanotube for water treatment: A comparative study between bovine serum albumin and humic acid removal. Polym. Bull. 2021. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, H.; Yu, M.; Wang, Y.; Gao, T.; Yang, F. Conductive thin film nanocomposite forward osmosis membrane (TFN-FO) blended with carbon nanoparticles for membrane fouling control. Sci. Total. Environ. 2019, 697, 134050. [Google Scholar] [CrossRef] [PubMed]
- Dhand, V.; Hong, S.K.; Li, L.; Kim, J.-M.; Kim, S.H.; Rhee, K.Y.; Lee, H.W. Fabrication of robust, ultrathin and light weight, hydrophilic, PVDF-CNT membrane composite for salt rejection. Compos. Part B Eng. 2019, 160, 632–643. [Google Scholar] [CrossRef]
- Fan, X.; Zhao, H.; Liu, Y.; Quan, X.; Yu, H.; Chen, S. Enhanced permeability, selectivity, and antifouling ability of CNTs/Al2O3 membrane under electrochemical assistance. Environ. Sci. Technol. 2015, 49, 2293–2300. [Google Scholar] [CrossRef]
- Guo, Z.Y.; Yuan, X.S.; Geng, H.Z.; Wang, L.D.; Jing, L.C.; Gu, Z.Z. High conductive PPy–CNT surface-modified PES membrane with anti-fouling property. Appl. Nanosci. 2018, 8, 1597–1606. [Google Scholar] [CrossRef]
- Lalia, B.S.; Ahmed, F.E.; Shah, T.; Hilal, N.; Hashaikeh, R. Electrically conductive membranes based on carbon nanostructures for self-cleaning of biofouling. Desalination 2015, 360, 8–12. [Google Scholar] [CrossRef]
- Jorio, A.; Dresselhaus, G.; Dresselhaus, M.S. Carbon Nanotubes: Advanced Topics in the Synthesis, Structure, Properties and Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007; Volume 111. [Google Scholar]
- Ho, K.C.; Teow, Y.H.; Mohammad, A.W.; Ang, W.L.; Lee, P.H. Development of graphene oxide (GO)/multi-walled carbon nanotubes (MWCNTs) nanocomposite conductive membranes for electrically enhanced fouling mitigation. J. Membr. Sci. 2018, 552, 189–201. [Google Scholar] [CrossRef]
- Zhang, X. Hydroentangling: A novel approach to high-speed fabrication of carbon nanotube membranes. Adv. Mater. 2008, 20, 4140–4144. [Google Scholar] [CrossRef]
- Dumée, L.F.; Sears, K.; Schütz, J.; Finn, N.; Huynh, C.; Hawkins, S.; Duke, M.; Gray, S. Characterization and evaluation of carbon nanotube Bucky-Paper membranes for direct contact membrane distillation. J. Membr. Sci. 2010, 351, 36–43. [Google Scholar] [CrossRef] [Green Version]
- de Lannoy, C.F.; Jassby, D.; Davis, D.D.; Wiesner, M.R. A highly electrically conductive polymer–multiwalled carbon nanotube nanocomposite membrane. J. Membr. Sci. 2012, 415, 718–724. [Google Scholar] [CrossRef]
- de Lannoy, C.-F.; Soyer, E.; Wiesner, M.R. Optimizing carbon nanotube-reinforced polysulfone ultrafiltration membranes through carboxylic acid functionalization. J. Membr. Sci. 2013, 447, 395–402. [Google Scholar] [CrossRef]
- Dudchenko, A.V.; Rolf, J.; Russell, K.; Duan, W.; Jassby, D. Organic fouling inhibition on electrically conducting carbon nanotube–polyvinyl alcohol composite ultrafiltration membranes. J. Membr. Sci. 2014, 468, 1–10. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, X.; Xu, G.; Bradford, P.D.; Wang, X.; Zhao, H.; Zhang, Y.; Jia, Q.; Yuan, F.G.; Li, Q.; et al. Producing superior composites by winding carbon nanotubes onto a mandrel under a poly (vinyl alcohol) spray. Carbon 2011, 49, 4786–4791. [Google Scholar] [CrossRef]
- Zou, J.; Zhang, X.; Zhao, J.; Lei, C.; Zhao, Y.; Zhu, Y.; Li, Q. Strengthening and toughening effects by strapping carbon nanotube cross-links with polymer molecules. Compos. Sci. Technol. 2016, 135, 123–127. [Google Scholar] [CrossRef]
- Li, S.; Zhang, X.; Zhao, J.; Meng, F.; Xu, G.; Yong, Z.; Jia, J.; Zhang, Z.; Li, Q. Enhancement of carbon nanotube fibres using different solvents and polymers. Compos. Sci. Technol. 2012, 72, 1402–1407. [Google Scholar] [CrossRef]
- Zhou, Y.; Azumi, R. Carbon nanotube based transparent conductive films: Progress, challenges, and perspectives. Sci. Technol. Adv. Mater. 2016, 17, 493–516. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, S.; Xia, S.; Wei, Y.; Lv, X.; Sun, S.; Li, Q. Fluoro-polymer-coated carbon nanotubes for improved interfacial interactions and dielectric properties in MWCNTs/PVDF composites. J. Mater. Sci. 2020, 55, 3212–3227. [Google Scholar] [CrossRef]
- Yi, G.; Chen, S.; Quan, X.; Wei, G.; Fan, X.; Yu, H. Enhanced separation performance of carbon nanotube–polyvinyl alcohol composite membranes for emulsified oily wastewater treatment under electrical assistance. Sep. Purif. Technol. 2018, 197, 107–115. [Google Scholar] [CrossRef]
- Lalia, B.S.; Kochkodan, V.; Hashaikeh, R.; Hilal, N. A review on membrane fabrication: Structure, properties and performance relationship. Desalination 2013, 326, 77–95. [Google Scholar] [CrossRef]
- Li, J.-H.; Shao, X.-S.; Zhou, Q.; Li, M.-Z.; Zhang, Q.-Q. The double effects of silver nanoparticles on the PVDF membrane: Surface hydrophilicity and antifouling performance. Appl. Surf. Sci. 2013, 265, 663–670. [Google Scholar] [CrossRef]
- Rathinavel, S.; Priyadharshini, K.; Panda, D. A review on carbon nanotube: An overview of synthesis, properties, functionalization, characterization, and the application. Mater. Sci. Eng. B 2021, 268, 115095. [Google Scholar] [CrossRef]
- Shen, Y.; Zhao, W.; Kang, X.; Xia, H. A systematic insight into fouling propensity of soluble microbial products in membrane bioreactors based on hydrophobic interaction and size exclusion. J. Membr. Sci. 2010, 346, 187–193. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | MWCNTs/PVDF Conductive Membrane (0 wt% PVA) | MWCNTs/PVDF Conductive Membrane with PVA (0.05 wt% PVA) |
|---|---|---|
| Break elongation ratio (%) | 4.1 | 5.9 |
| Tensile intensity (N) | 11.5 | 14.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Y.; Guo, Z.; Dong, X.; You, H.; Mei, J.; Hou, X.; Liang, Z.; Li, Z. Preparation and Characterization of MWCNTs/PVDF Conductive Membrane with Cross-Linked Polymer PVA and Study on Its Anti-Fouling Performance. Membranes 2021, 11, 703. https://doi.org/10.3390/membranes11090703
Ding Y, Guo Z, Dong X, You H, Mei J, Hou X, Liang Z, Li Z. Preparation and Characterization of MWCNTs/PVDF Conductive Membrane with Cross-Linked Polymer PVA and Study on Its Anti-Fouling Performance. Membranes. 2021; 11(9):703. https://doi.org/10.3390/membranes11090703
Chicago/Turabian StyleDing, Yi, Zhansheng Guo, Xinan Dong, Hong You, Junxue Mei, Xuguang Hou, Zhenlin Liang, and Zhipeng Li. 2021. "Preparation and Characterization of MWCNTs/PVDF Conductive Membrane with Cross-Linked Polymer PVA and Study on Its Anti-Fouling Performance" Membranes 11, no. 9: 703. https://doi.org/10.3390/membranes11090703