
MEMS Membranes with Nanoscale Holes for Analytical Applications

Abstract
:1. Introduction
2. Materials and Methods
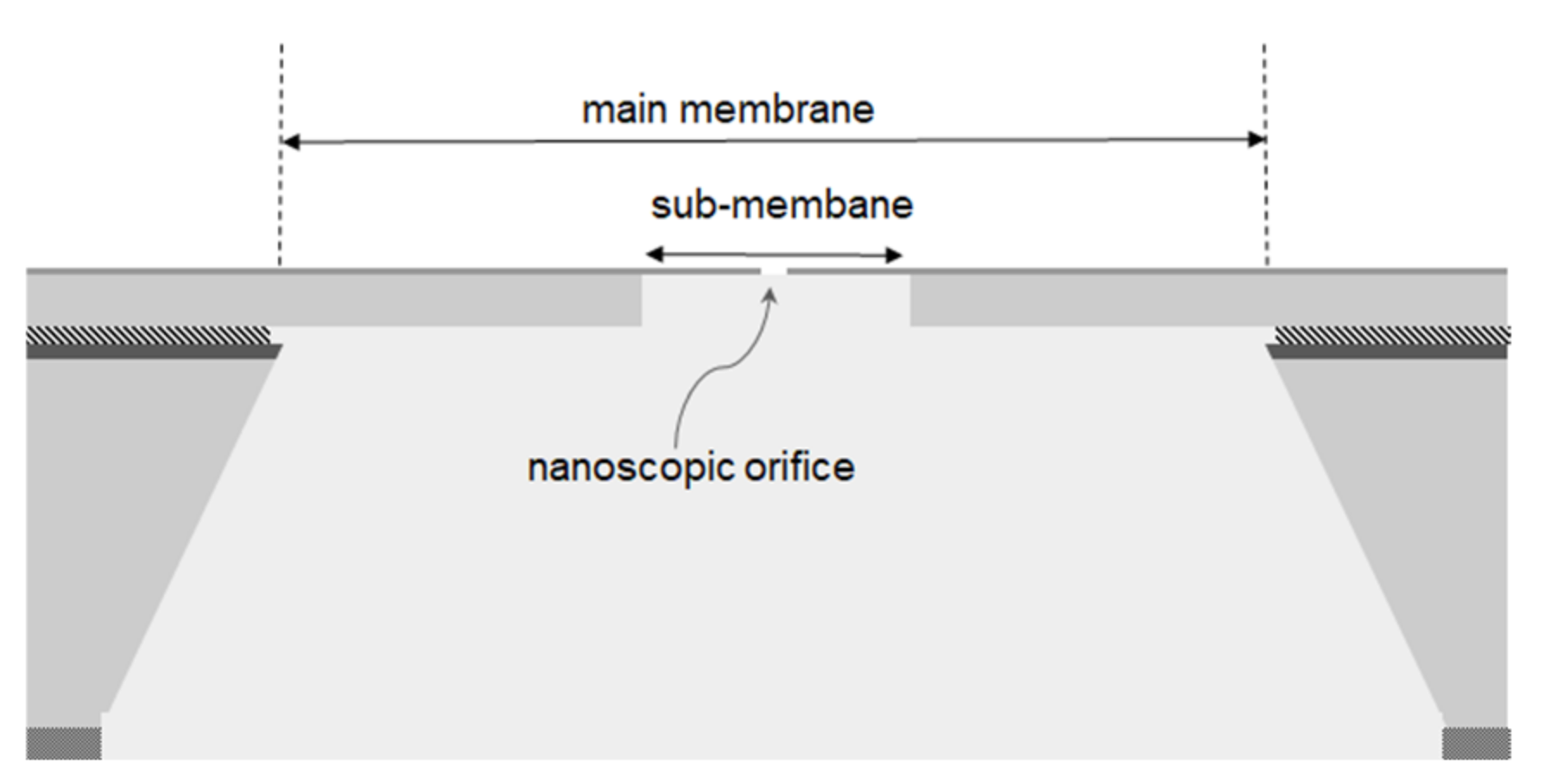
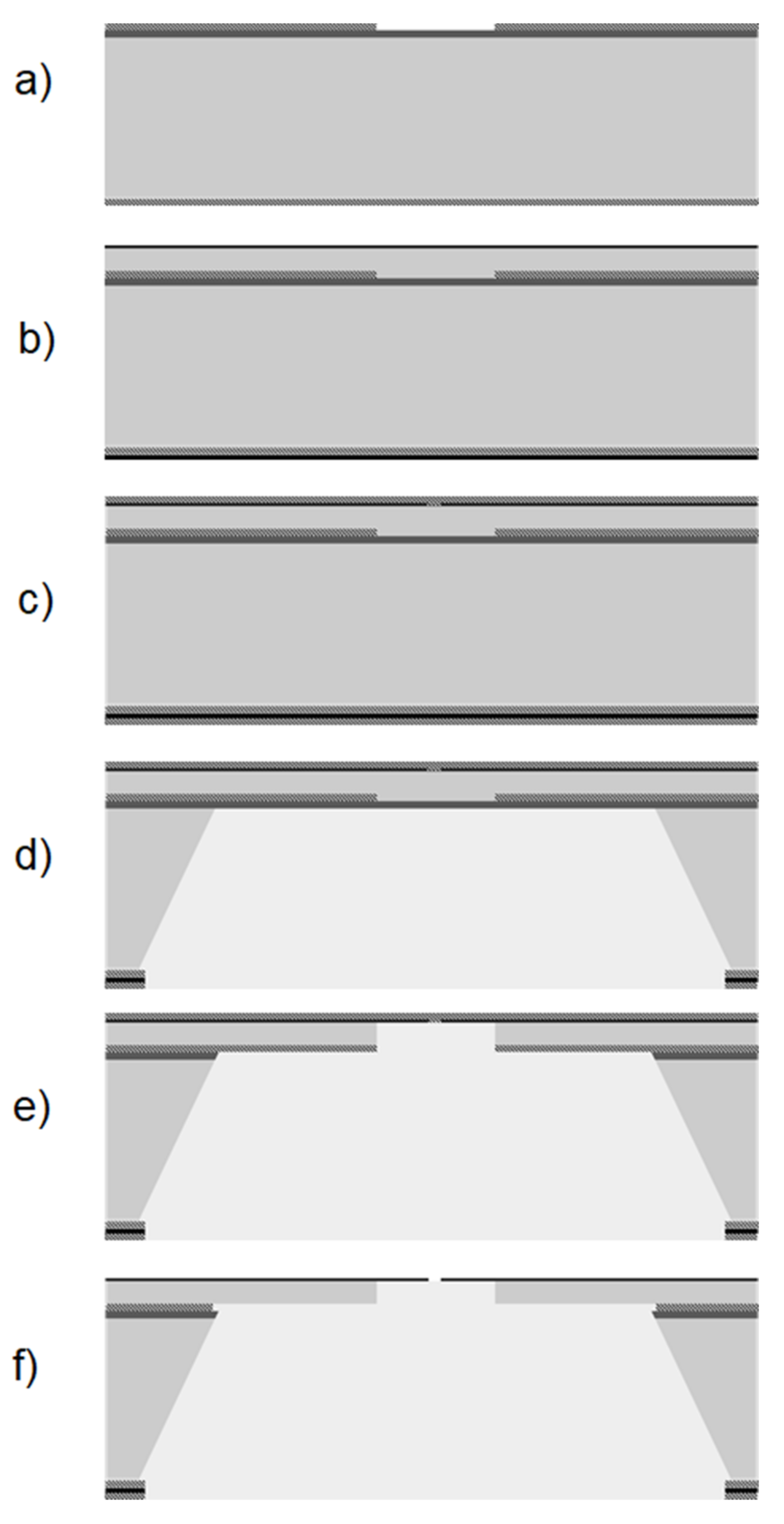
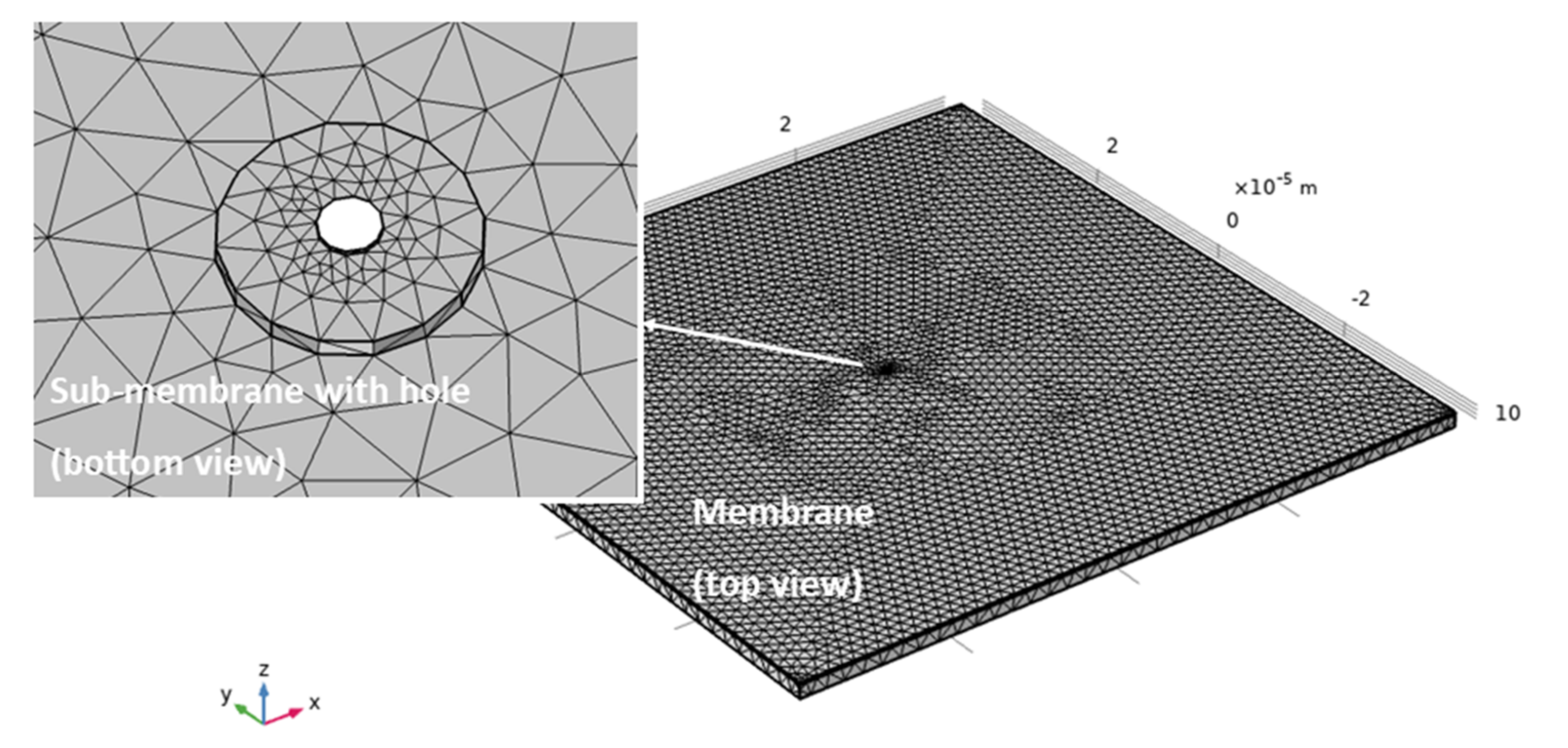
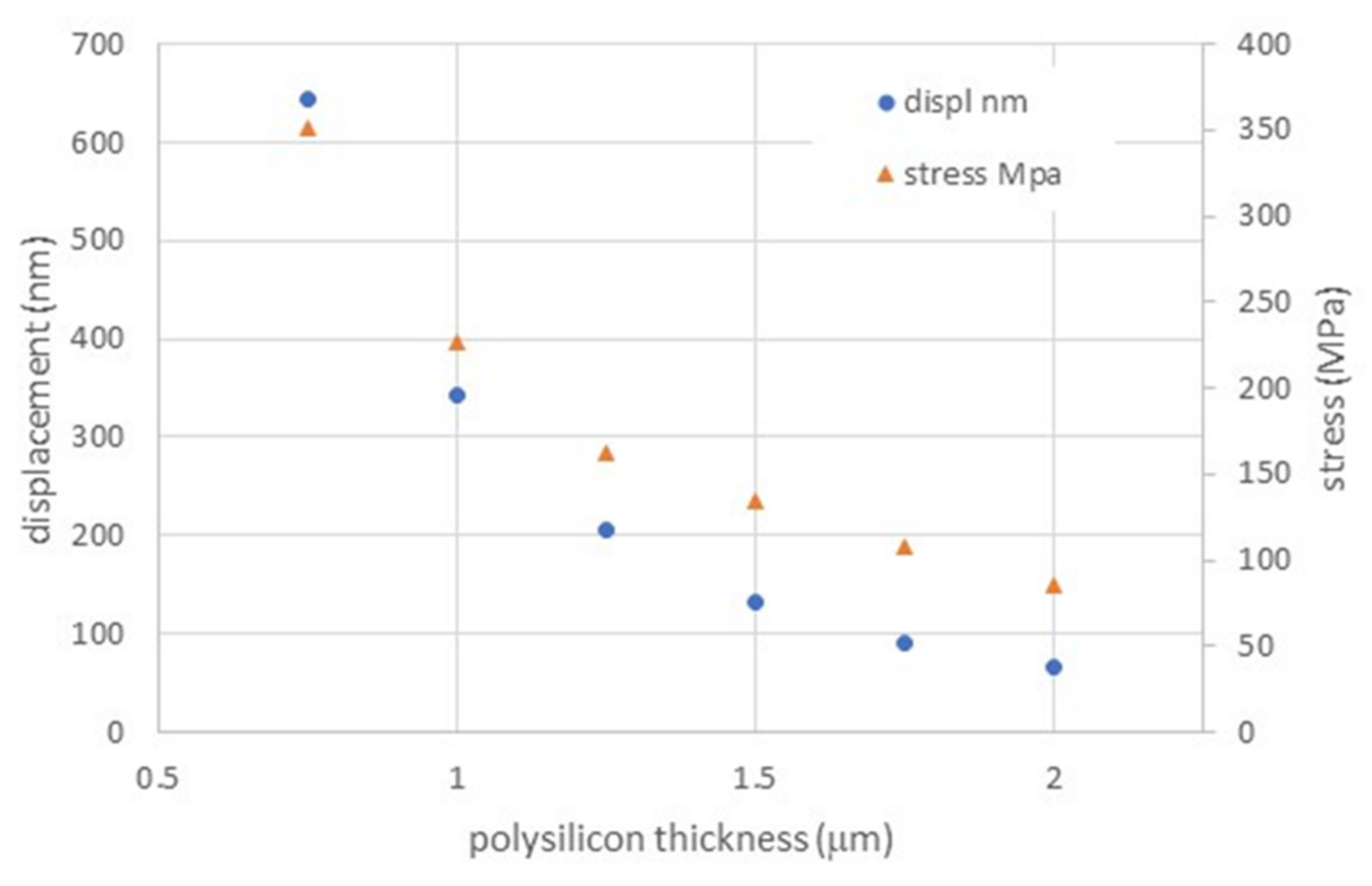
2.1. Device Fabrication Sequence and Simulation
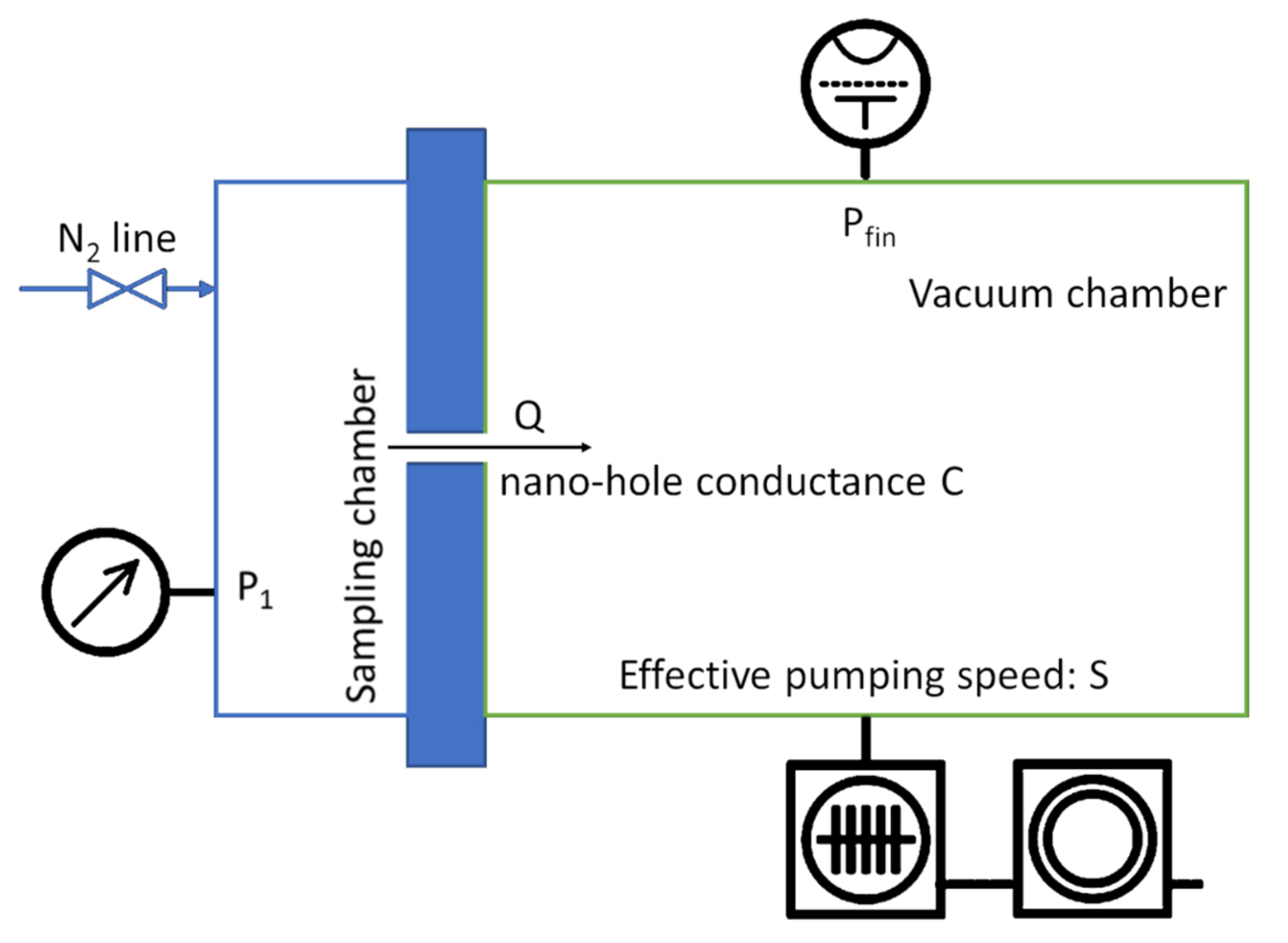
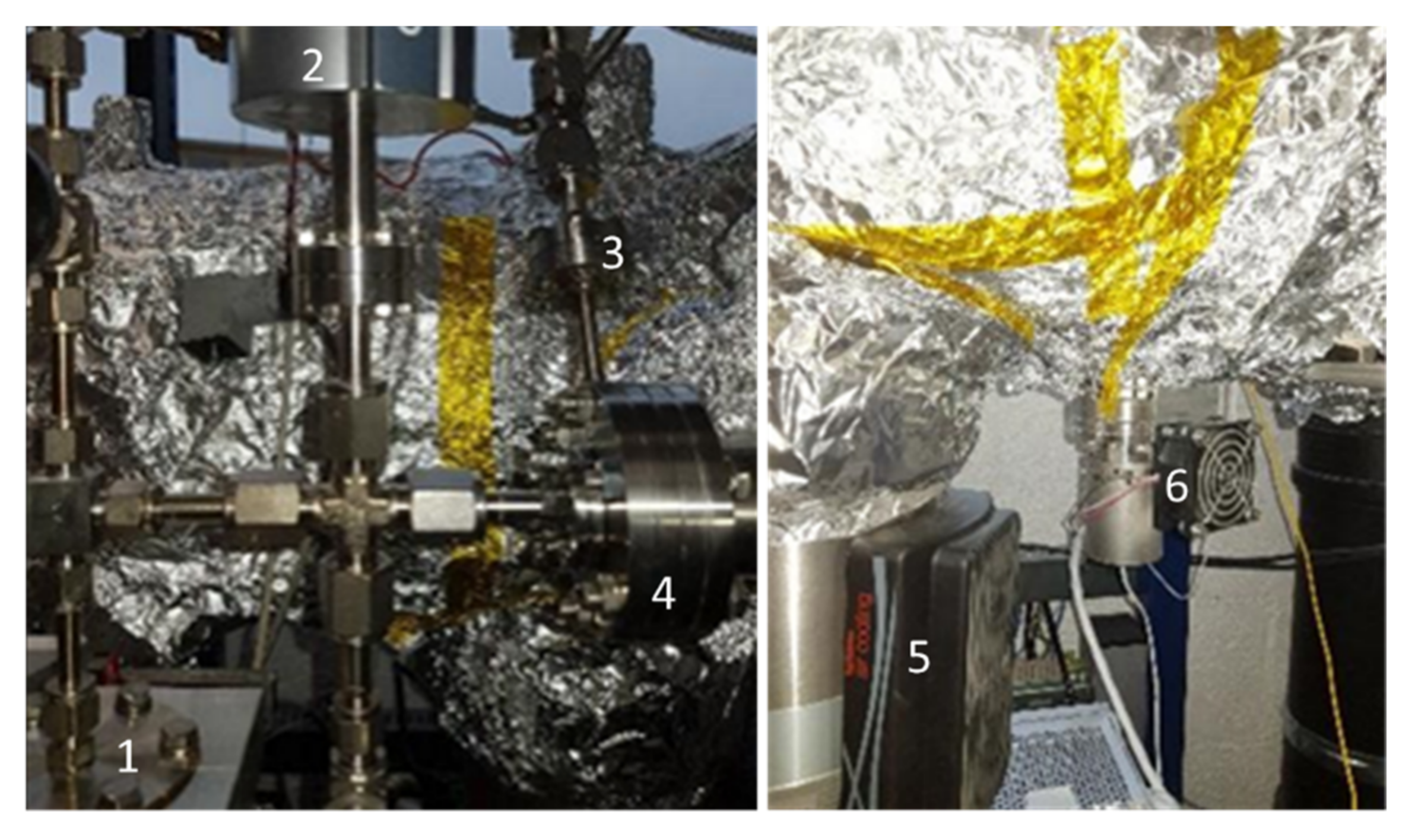
2.2. Experimental Setup and Orifice Fluid Dynamic Characterization
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Fabrication Procedure
References
- Kurth, M.L.; Gramotnev, D.K. Nanofluidic delivery of molecules: Integrated plasmonic sensing with nanoholes. Microfluid. Nanofluid. 2013, 14, 743–751. [Google Scholar] [CrossRef]
- Nano Tech Analysis S.r.l. Device for Controlling a Gaseous Flow and Systems and Methods Employing the Device. U.S. Patent 20170130870, 11 May 2017. [Google Scholar]
- Nano Tech Analysis S.r.l. Portable Electronic Device for the Analysis of a Gaseous Composition. U.S. Patent 10256084, 9 April 2019. [Google Scholar]
- Nano Tech Analysis S.r.l. Portable Electronic System for the Analysis of a Time-Variable Gaseous Flows. U.S. Patent 20170168030, 15 June 2017. [Google Scholar]
- Lafferty, J.M. Foundation of Vacuum Science and Technology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1998. [Google Scholar]
- Correale, R. A new generation of nanotechnological instruments: Application to Homeland Security domain. In Proceedings of the 8th National Conference on Cyber Warfare (CWC), Information Warfare vs Cyber Warfare: Differences and Applications, Milan, Italy, 24 November 2017. [Google Scholar]
- Correale, R. A nanotechnology approach for the realization of a novel generation of miniature and portable analytical instruments. In Proceedings of the Euro Nano Forum 2017 Conference, Valletta, Malta, 21–23 June 2017. [Google Scholar]
- Tosi, P.; Correale, R.; Lu, W.; Bassi, D. Production of the molecular Dication ArN2+ ions in the Reaction Ar2+ + N2. Phys. Rev. Lett. 1999, 2, 450. [Google Scholar] [CrossRef]
- Correale, R. Design of a New Apparatus for the Study of Ion–Neutral Reactions at Low Collision Energy. Experimental Application to the Reaction’s Dynamic for the Production of Simple Ions and Molecular Dications. Ph.D. Thesis, Faulty of Physics and Mathematics, Trento University, Trento, Italy, 1999. [Google Scholar]
- Sparks, D. MEMS pressure and flow sensors for automotive engine management and aerospace applications. In MEMS for Automotive and Aerospace Applications; Woodhead Publishing Series in Electronic and Optical Materials; Chapter 4; Woodhead Publishing: Sawston, UK, 2013; pp. 78–105. [Google Scholar]
- Zawawi, S.A.; Hamzah, A.A.; Majlis, B.Y.; Mohd-Yasin, F. A Review of MEMS Capacitive Microphones. Micromachines 2020, 11, 484. [Google Scholar] [CrossRef] [PubMed]
- Bagolini, A.; Gaiardo, A.; Crivellari, M.; Demenev, E.; Bartali, R.; Picciotto, A.; Valt, M.; Ficorella, F.; Guidi, V.; Bellutti, P. Development of MEMS MOS gas sensors with CMOS compatible PECVD inter-metal passivation. Sens. Actuators B Chem. 2019, 292, 225–232. [Google Scholar] [CrossRef]
- KTH. Available online: https://www.kth.se/mst/research/biomedical-microsystems/projects/aerosol-nozzles-1.864144 (accessed on 20 December 2020).
- AGAR. Available online: https://www.agarscientific.com/fr/holey-silicon-nitride-support-films (accessed on 20 December 2020).
- Roguevalley. Available online: https://roguevalleymicrodevices.com/mems-foundry/thin-films-foundry/ (accessed on 20 December 2020).
- Biswas, K.; Kal, S. Etch characteristics of KOH, TMAH and dual doped TMAH for bulk micromachining of silicon. Microelectron. J. 2006, 37, 519–525. [Google Scholar] [CrossRef]
- Laermer, F.; Schilp, A.; Funk, K.; Offenberg, M. Bosch Deep Silicon Etching: Improving Uniformity and Etch Rate for Advanced MEMS Applications. In Proceedings of the MEMS Conference, Orlando, FL, USA, 17–21 January 1999. [Google Scholar]
- Timoshenko, S. Theory of Plates and Shells; McGraw Hill: New York, NY, USA, 1959. [Google Scholar]
- Fan, L.S.; Howe, R.T.; Muller, R.S. Fracture Toughness Characterization of Brittle Thin Films. Sens. Actuators A Phys. 1990, 23, 872–874. [Google Scholar] [CrossRef]
- Sharma, N.; Hooda, M.; Sharma, S.K. Synthesis and Characterization of LPCVD Polysilicon and Silicon Nitride Thin Films for MEMS Applications. J. Mater. 2014, 2014, 954618. [Google Scholar] [CrossRef] [Green Version]
- Kamiya, S.; Kuypers, J.; Trautmann, A.; Ruther, P. Process Temperature-Dependent Mechanical Properties of Polysilicon Measured Using a Novel Tensile Test Structure. J. Microelectromech. Syst. 2007, 16, 202–212. [Google Scholar] [CrossRef]
- Tsuchiya, T. Evaluation of Mechanical Properties of MEMS Materials and Their Standardization. In Book Series: Advanced Micro and Nanosystems; Tabata, O., Tsuchiya, T., Eds.; Wiley-VCH: Weinheim, Germany, 2007. [Google Scholar]
- Gardeniers, J.G.E.; Tilmans, H.A.C. LPCVD silicon-rich silicon nitride films for applications in micromechanics, studied with statistical experimental design. J. Vac. Sci. Technol. A 1996, 14, 2879. [Google Scholar] [CrossRef] [Green Version]
- Stoney, G.G. The tension of metallic films deposited by electrolysis. Proc. R. Soc. Lond. Ser. 1909, 82, 172. [Google Scholar]
- Ferrario, B. Introduction to Vacuum Technology; Patron Editore: Bologna, Italy, 1999. [Google Scholar]
- FBK; CMM. Available online: https://cmm.fbk.eu/en/ (accessed on 20 December 2020).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Temperature (°C) | Refractive Index | Residual Stress (MPa) | Deposition Rate (nm/min) | Thickness Variation on Batch (%) |
|---|---|---|---|---|
| 780 | 2.34 | 100 | 2.08 | 3 |
| 790 | 2.35 | 41 | 2.13 | 5 |
| 795 | 2.37 | 14 | 2.48 | 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bagolini, A.; Correale, R.; Picciotto, A.; Di Lorenzo, M.; Scapinello, M. MEMS Membranes with Nanoscale Holes for Analytical Applications. Membranes 2021, 11, 74. https://doi.org/10.3390/membranes11020074
Bagolini A, Correale R, Picciotto A, Di Lorenzo M, Scapinello M. MEMS Membranes with Nanoscale Holes for Analytical Applications. Membranes. 2021; 11(2):74. https://doi.org/10.3390/membranes11020074
Chicago/Turabian StyleBagolini, Alvise, Raffaele Correale, Antonino Picciotto, Maurizio Di Lorenzo, and Marco Scapinello. 2021. "MEMS Membranes with Nanoscale Holes for Analytical Applications" Membranes 11, no. 2: 74. https://doi.org/10.3390/membranes11020074