Fabrication of Bentonite–Silica Sand/Suspended Waste Palm Leaf Composite Membrane for Water Purification

Abstract
:1. Introduction
Significance and Novelty of This Work
2. Materials and Methods
2.1. Raw Materials
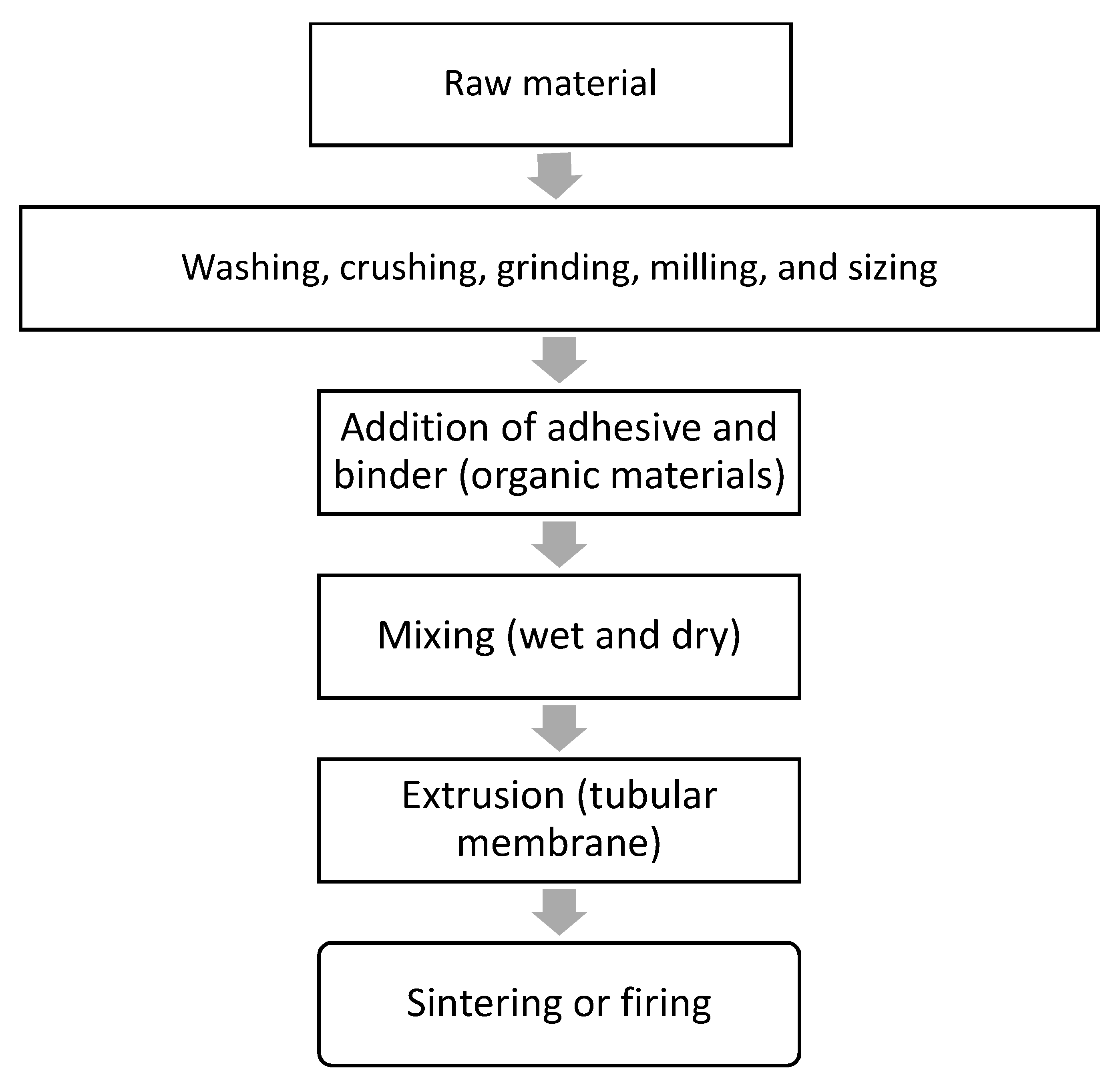
2.2. Membrane Fabrication
2.3. Wastewater Preparation and Characterization
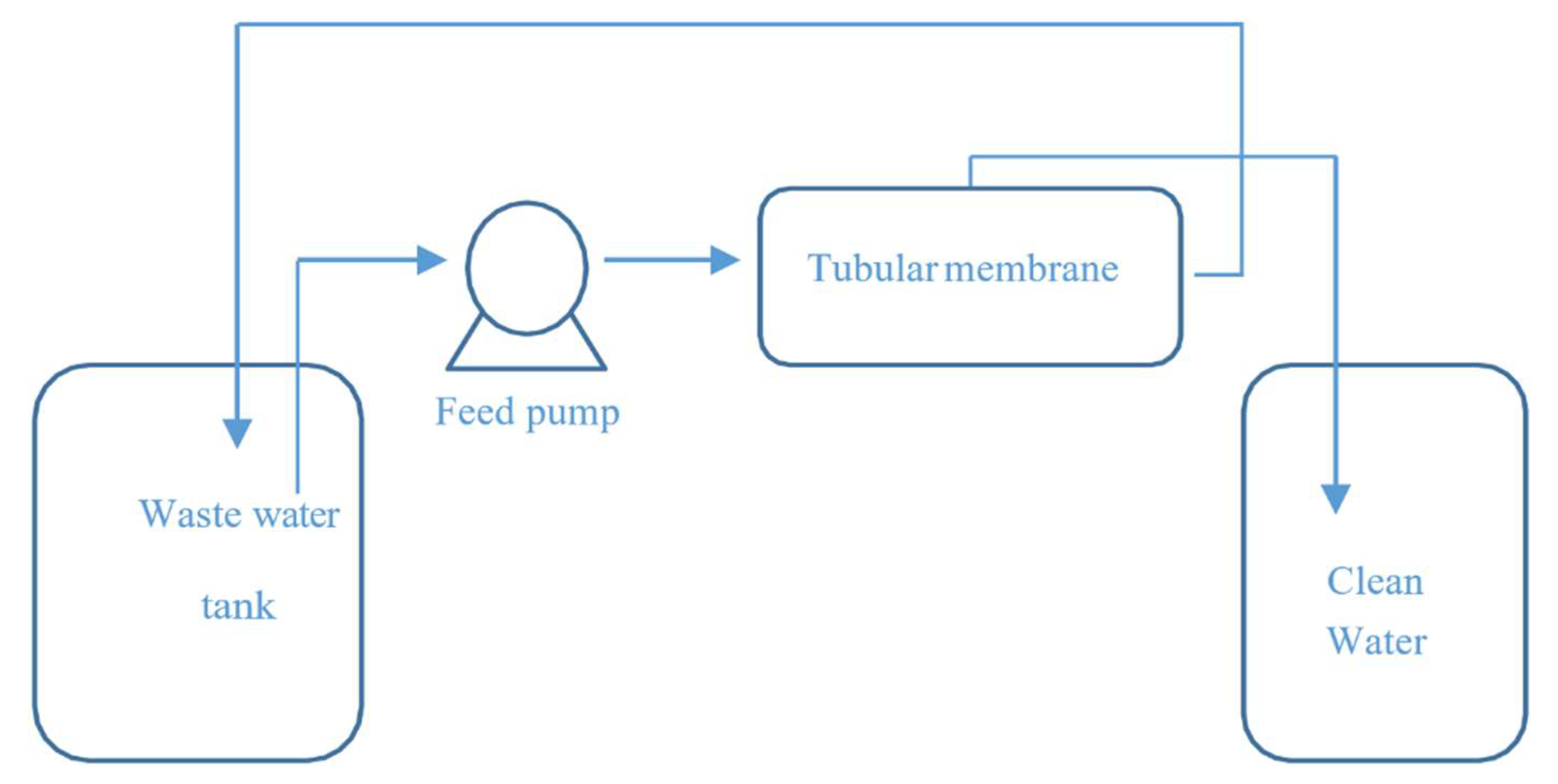
2.4. Ultrafiltration Test with the Membrane
3. Results and Discussion
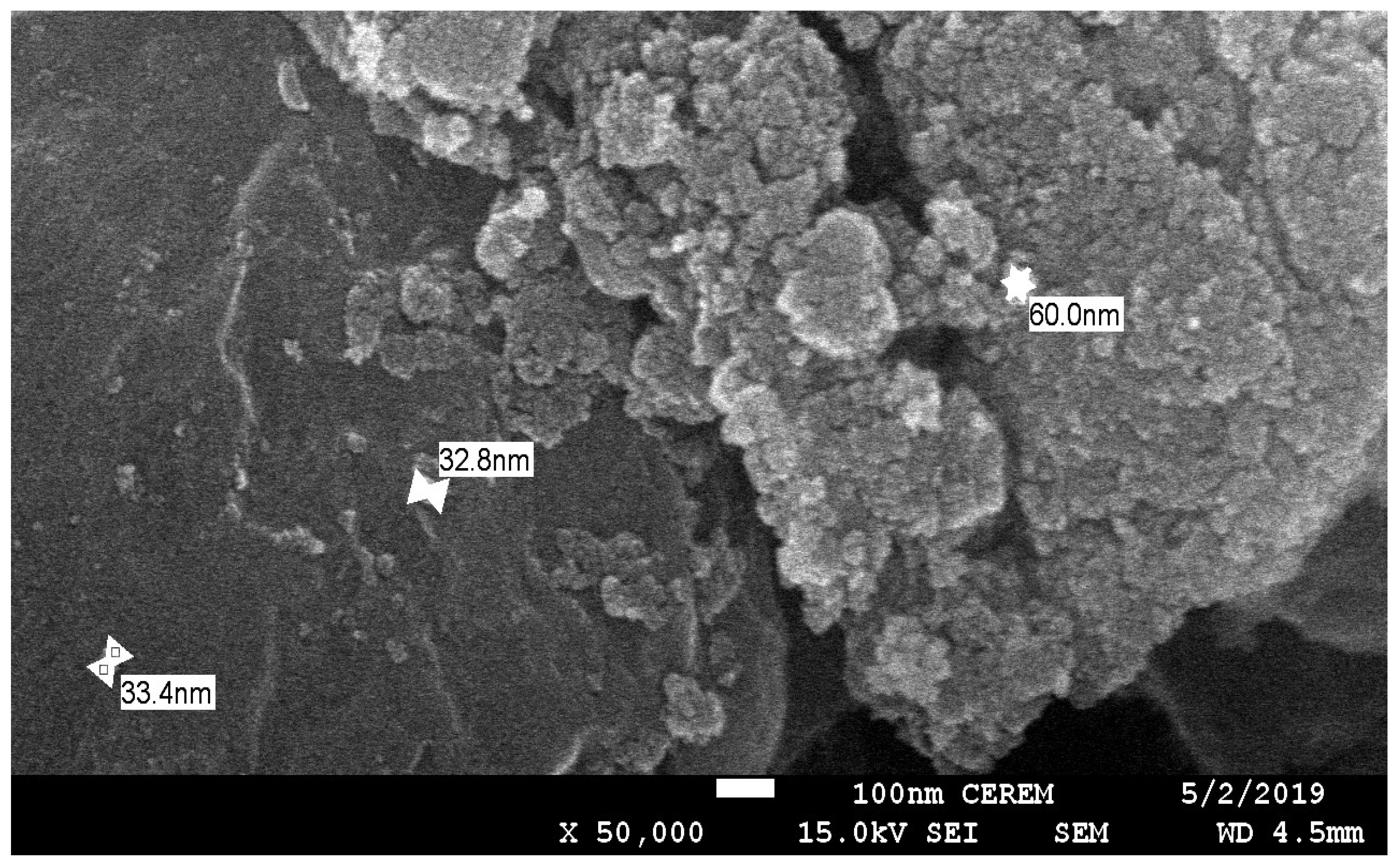
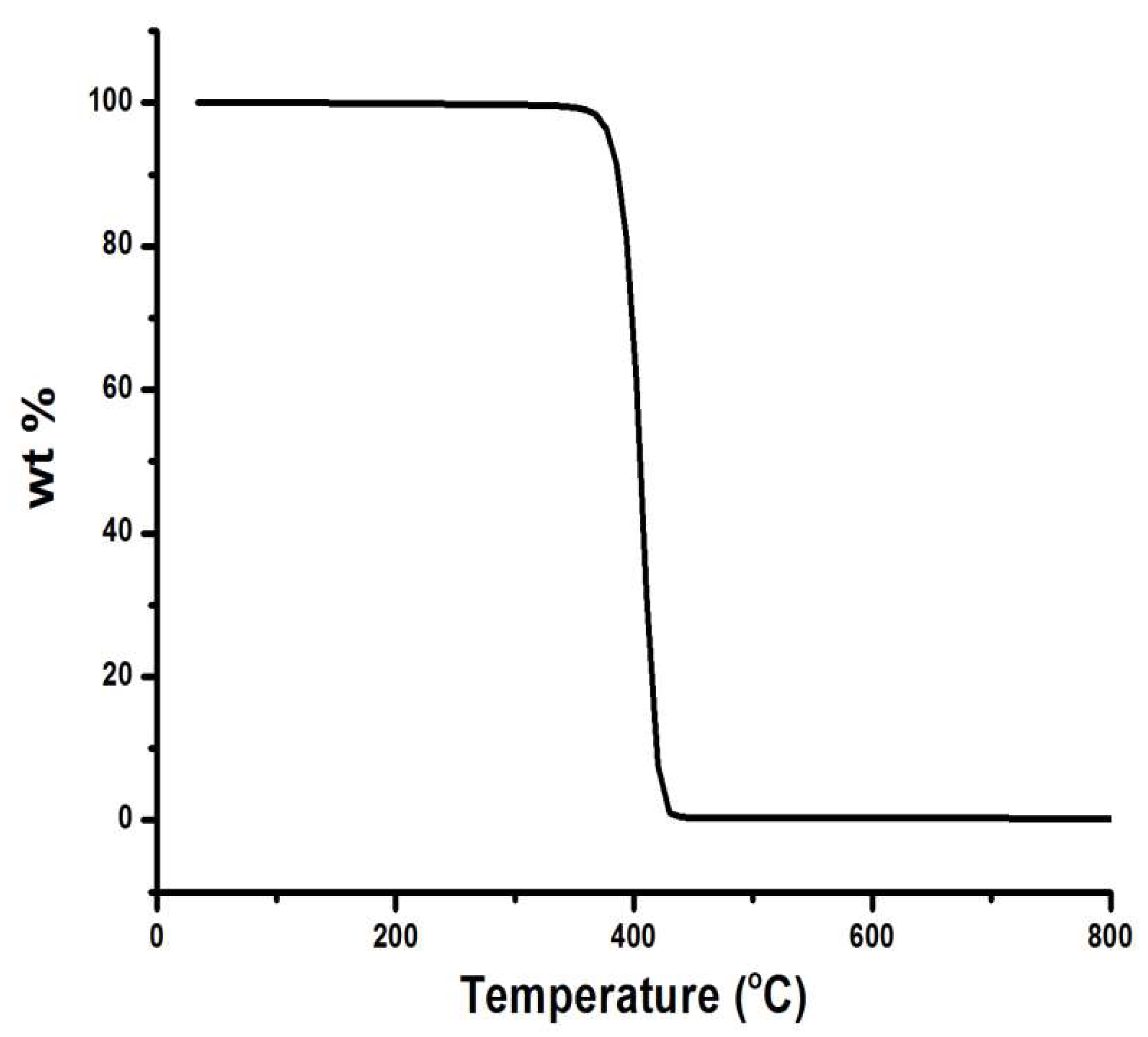
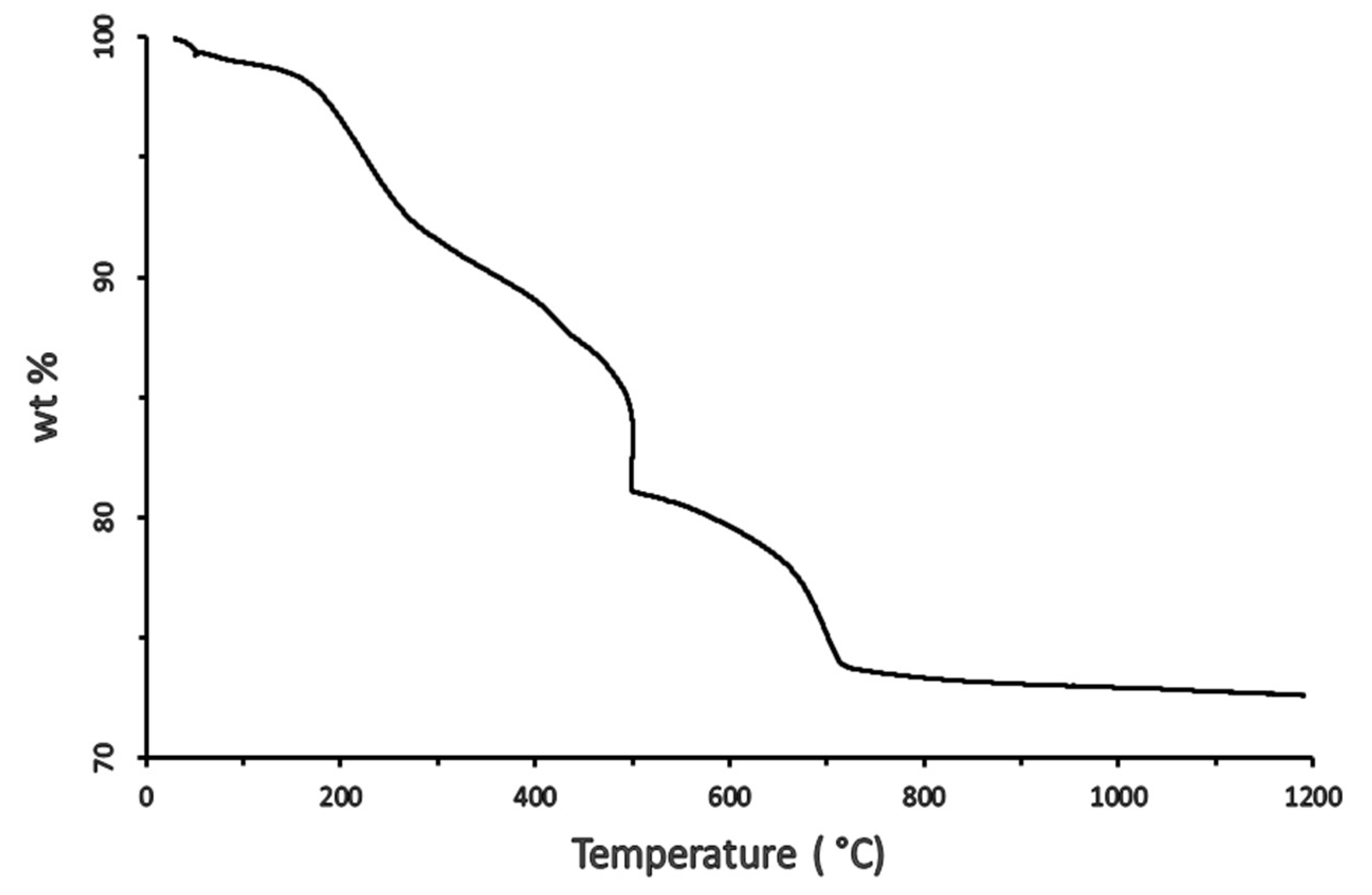
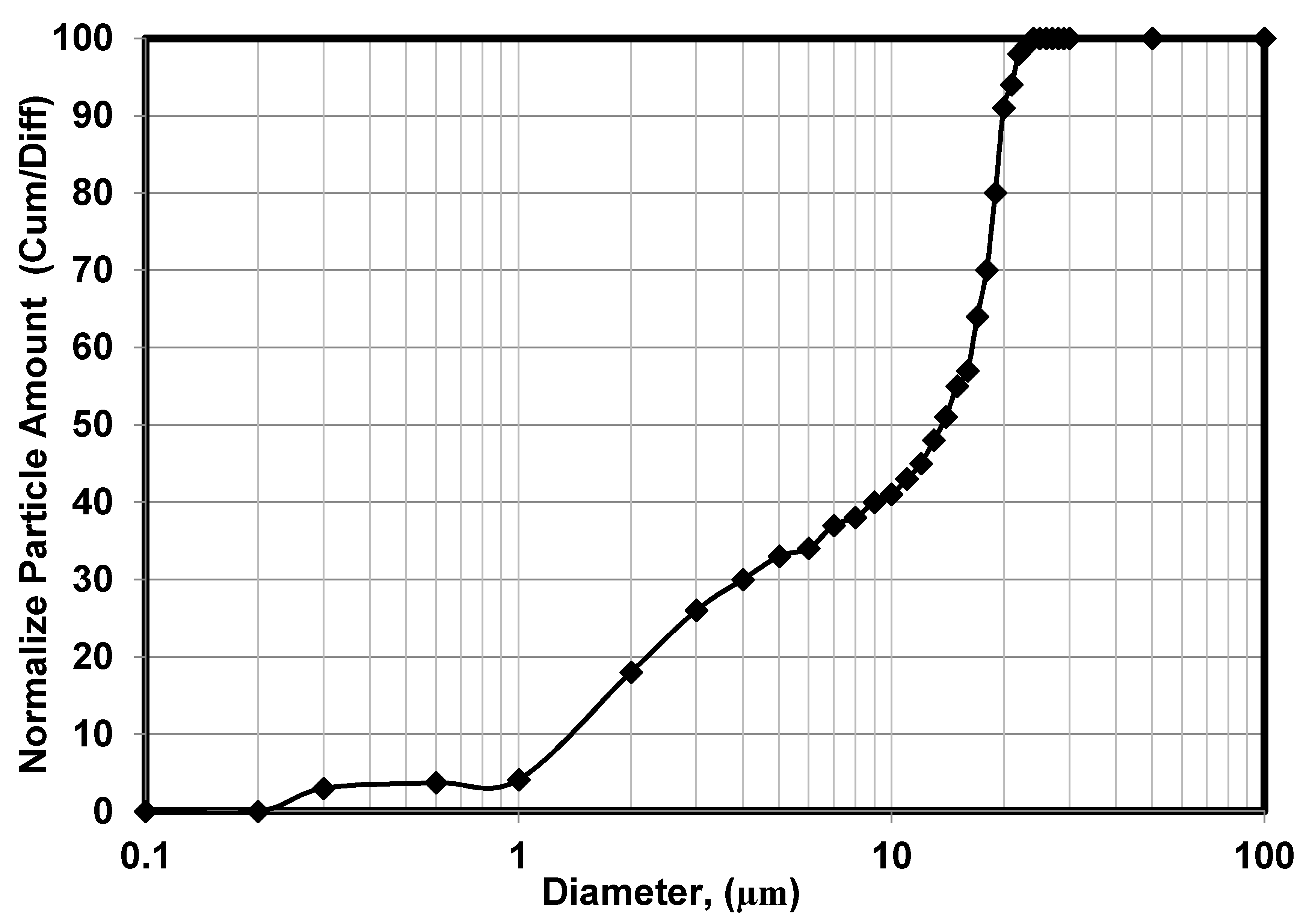
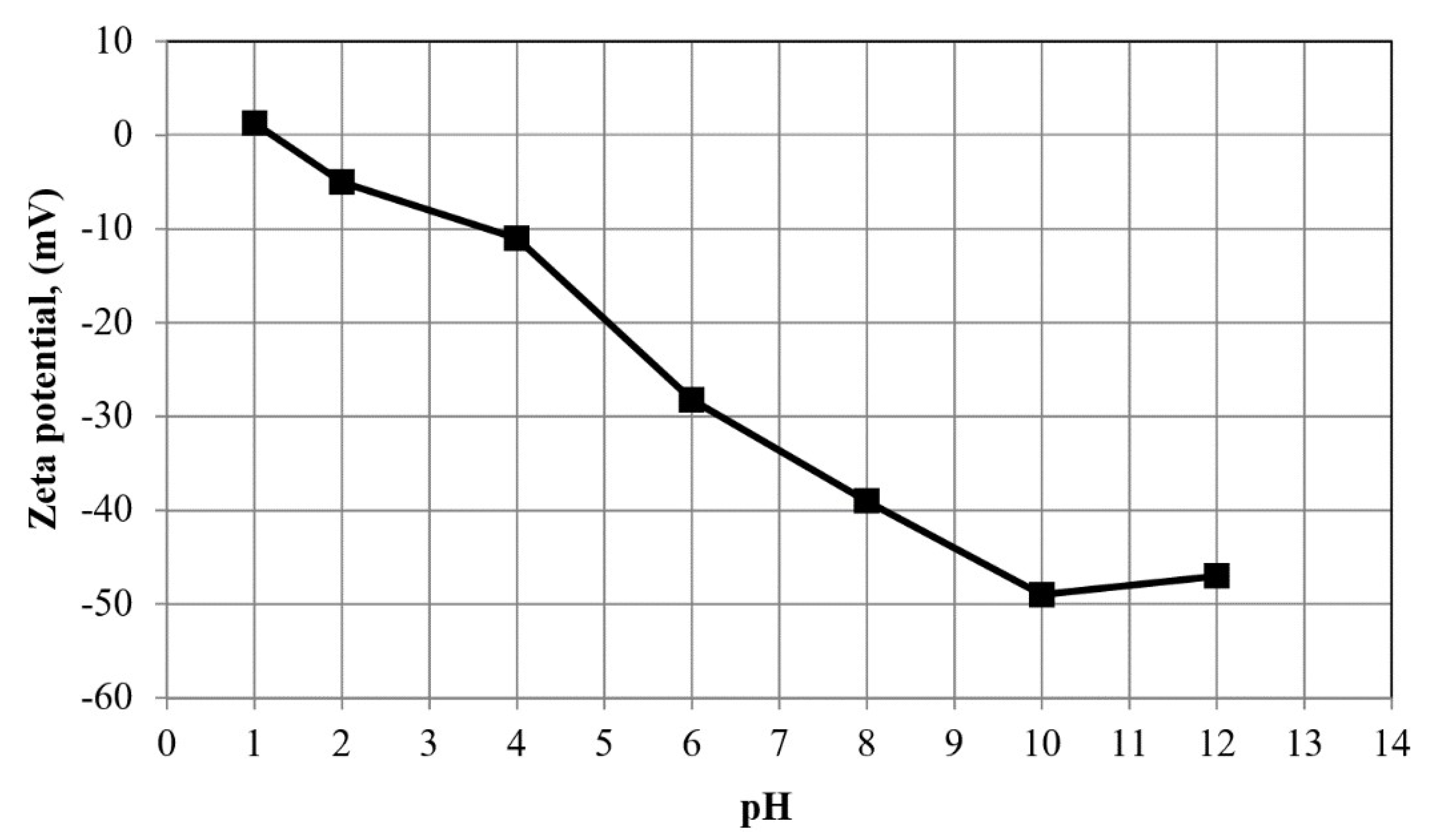
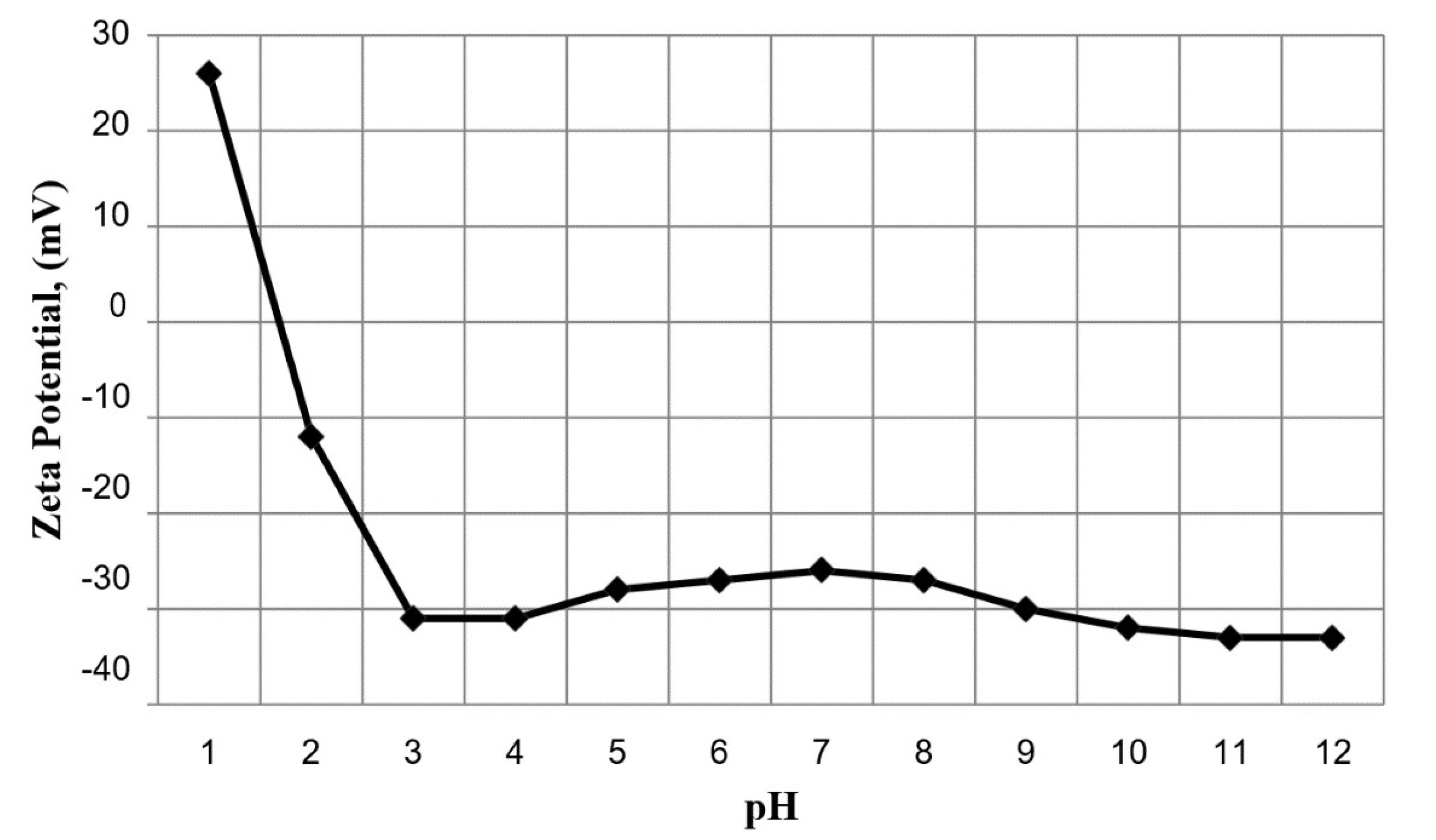
3.1. Characterization of the Wastewater and Fabricated Membrane
3.2. Evaluation of the Membrane Performance
3.2.1. Resistance to Chemical Corrosion
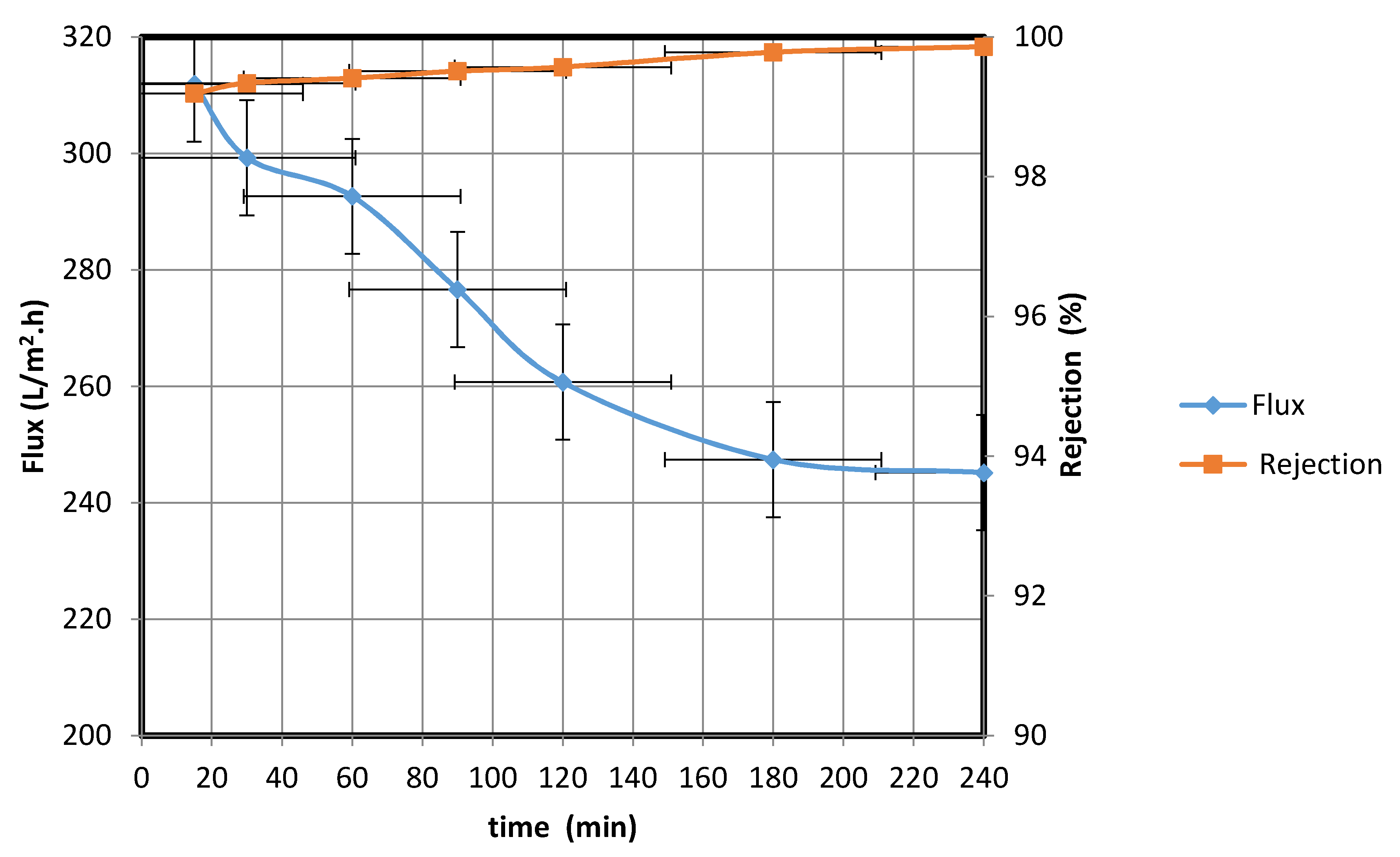
3.2.2. Evaluation of the Membrane Performance Using Artificially Produced Wastewater
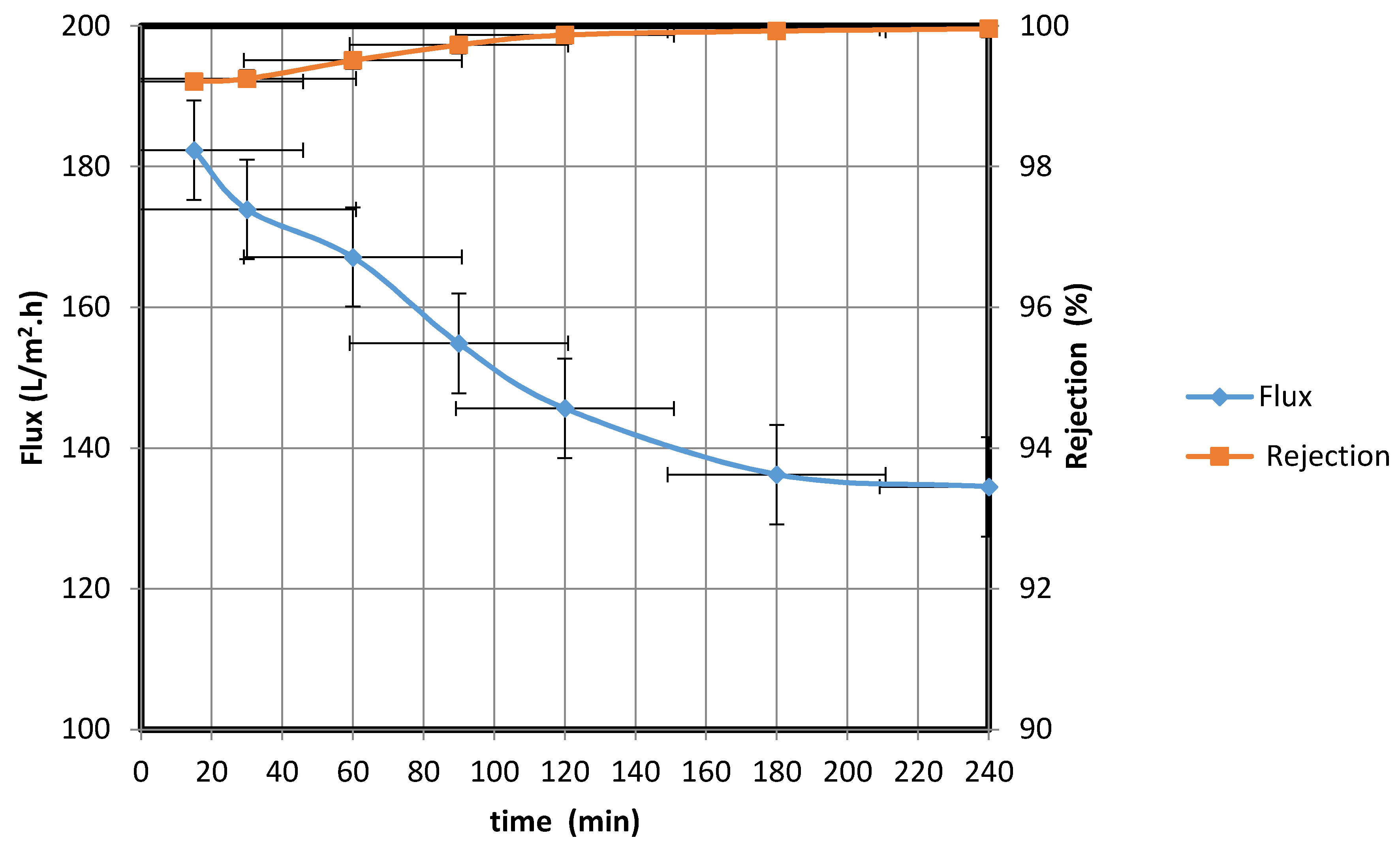
3.2.3. Real Case Study Using Water Obtained from the Aramco Company
3.2.4. Removal of Suspended Materials from Wastewater
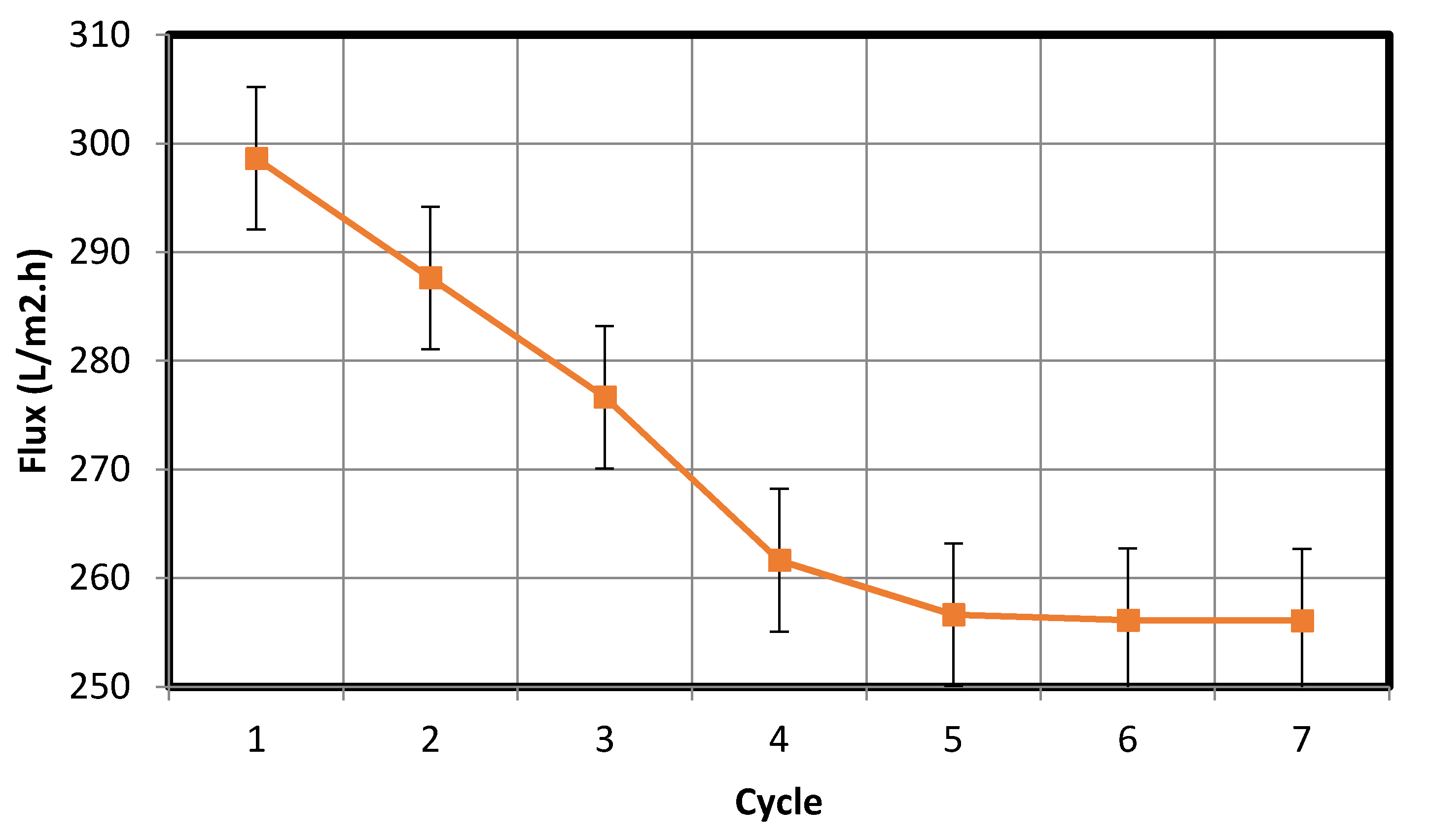
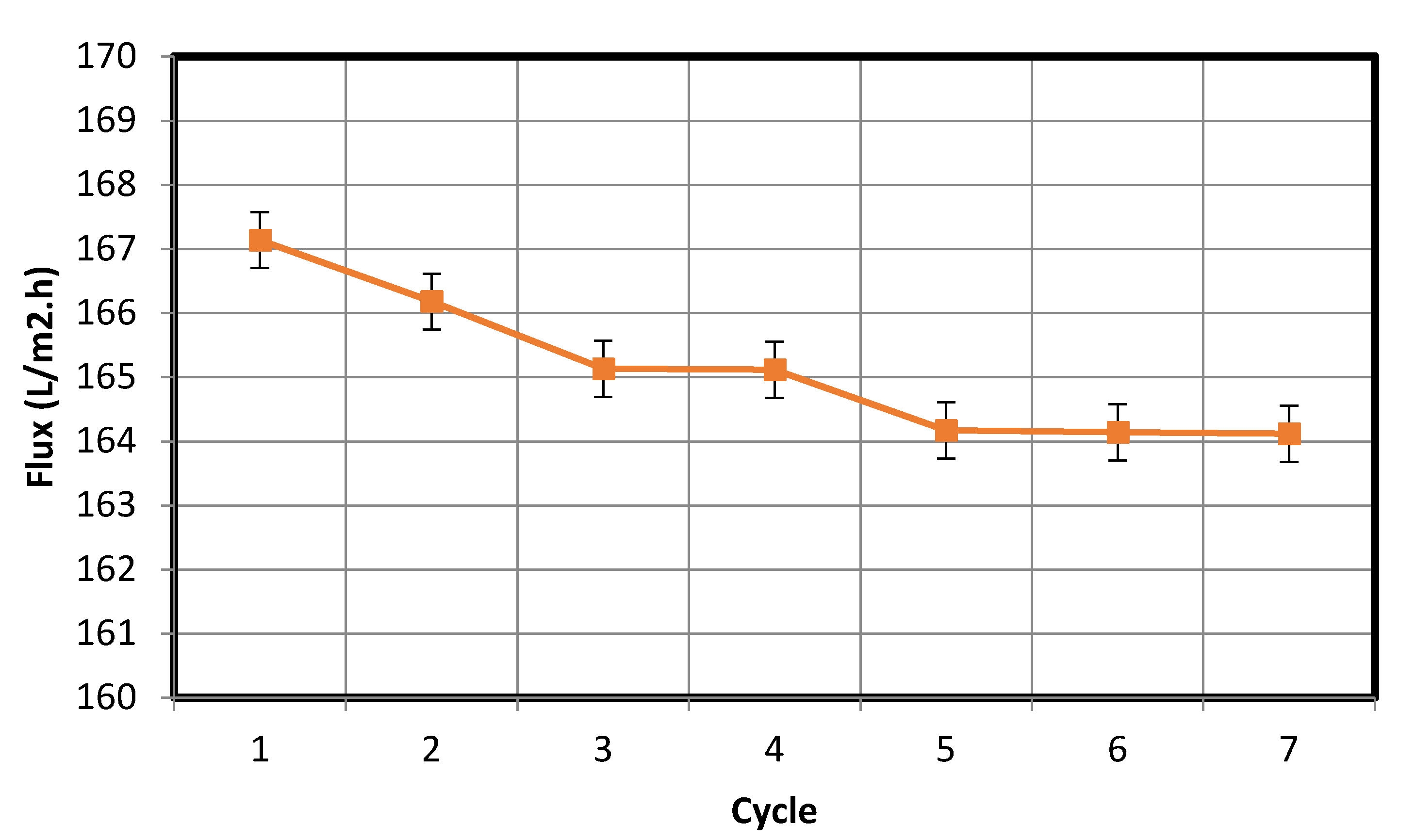
3.3. Cleaning Mechanism of a Fouled Membrane and Periodic Filtration Testing
4. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Mercado, M.; Acuna, J.C.; Vasquez, J.E.; Caballero, C.; Soriano, J.E. Successful field application of a high-temperature conformance polymer in Mexico. In 8th European Formation Damage Conference, Scheveningen, The Netherlands, 27–29 May 2009; Society of Petroleum Engineers: Richardson, TX, USA, 2009; pp. 20–22. [Google Scholar]
- Yu, L.; Han, M.; He, F. A review of treating oily wastewater. Arab. J. Chem. 2017, 10, S1913–S1922. [Google Scholar] [CrossRef] [Green Version]
- Sens, M.L.; Emmendoerfer, M.L.; Muller, L.C. Water filtration through wood with helical cross-flow. Desalin. Water Treat. 2015, 53, 15–26. [Google Scholar] [CrossRef]
- Nemerow, N.L. Industrial Waste Treatment, Contemporary Practice and Vision for the Future; Elsevier Inc.: Amsterdam, The Netherlands, 2007; p. 568. ISBN 978-0-12-372493-9. [Google Scholar]
- Del Colle, R.; Fortulan, C.A.; Fontes, S.R. Manufacture and characterization of ultra and microfiltration ceramic membranes by isostatic pressing. Ceram. Int. 2011, 37, 1161–1168. [Google Scholar] [CrossRef]
- Falamaki, C.; Khakpour, Z.; Aghaie, A. Zirconia-zircon composite microfiltration membranes based on porous alumina supports. J. Membr. Sci. 2005, 263, 103–112. [Google Scholar] [CrossRef]
- Tsuru, T. Inorganic porous membrane for liquid phase separation. Sep. Purif. Meth. 2001, 30, 191–220. [Google Scholar] [CrossRef]
- Zaidi, A.; Simms, K.; Kok, S.; Nelson, R. Recent advances in the application of membrane technology for the removal of oil and suspended solids from produced waters. In Produced Water; Ray, J.P., Engelhart, F.R., Eds.; Plenum Press: New York, NY, USA, 1992. [Google Scholar]
- Bilstad, T.; Espedal, E. Membrane separation of produced water. Water Sci. Technol. 1996, 34, 239–246. [Google Scholar] [CrossRef]
- Abadi, S.R.H.; Sebzari, M.R.; Hemati, M.; Rekabdar, F.; Mohammadi, T. Ceramic membrane performance in microfiltration of oily wastewater. Desalination 2011, 265, 222–228. [Google Scholar] [CrossRef]
- Almandoz, M.C.; Marchese, J.; Pradanos, P.; Palacio, L.; Hernandez, A. Preparation and characterization of non-supported microfiltration membranes from aluminosilicates. J. Membr. Sci. 2004, 241, 95–103. [Google Scholar] [CrossRef]
- Wu, X.-L.; Wang, F.; Ren, Q. Studies on the structure and properties of cordierite synthesized by talc-magnesite. Chin. J. Struct. Chem. 2007, 26, 732–736. [Google Scholar]
- Zhou, J.; Zhang, X.; Wang, Y.; Larbot, A.; Hue, X. Elaboration and characterization of tubular macro porous ceramic support or membrane from kaolin and dolomite. J. Porous Mater. 2010, 17, 1–9. [Google Scholar] [CrossRef]
- Majouli, A.; Younssi, S.A.; Tahiri, S.; Alibizane, A.; Loukul, H.; Belhaj, M. Characterization of flat membrane support elaborated from local Moroccan Perlite. Desalination 2011, 277, 61–66. [Google Scholar] [CrossRef]
- Dong, Y.; Feng, X.; Dong, D.; Wang, S.; Yang, J.; Gao, J.; Liu, X.; Meng, G. Elaboration and chemical corrosion resistance of tubular macro-porous cordierite ceramic membrane supports. J. Membr. Sci. 2007, 304, 65–75. [Google Scholar] [CrossRef]
- Norliza, I.; Murthy, V.; Teng, W.D. Ceramic membrane fabrication from industrial waste: Effect of particle size distribution on the porosity. J. Appl. Sci. 2009, 9, 3136–3140. [Google Scholar] [CrossRef]
- Ben Amar, R.; Khemakhem, M.; Oun, A.; Cerneaux, S.; Cretin, M.; Khemakhem, S. Decolorization of dyeing effluent by novel ultrafiltration ceramic membrane from low cost natural material. J. Membr. Sci. Res. 2018, 4, 101–107. [Google Scholar]
- Hubadillah, S.K.; Othman, M.H.D.; Matsuura, T.; Ismail, A.F.; Rahman, M.A.; Harun, Z.; Jaafar, J.; Nomura, M. Fabrications and applications of low cost ceramic membrane from kaolin: A comprehensive review. Ceram. Int. 2018, 44, 4538–4560. [Google Scholar] [CrossRef]
- Issaoui, M.; Lionel, L. Low-cost ceramic membranes: Synthesis, classifications, and applications. C. R. Chim. 2019, 22, 175–187. [Google Scholar] [CrossRef]
- Goswami, K.P.; Pugazhenthi, G. Credibility of polymeric and ceramic membrane filtration in the removal of bacteria and virus from water: A review. J. Environ. Manag. 2020, 268, 110583. [Google Scholar] [CrossRef]
- Kumar, R.V.; Ghoshal, A.K.; Pugazhenthi, G. Elaboration of novel tubular ceramic membrane from inexpensive raw materials by extrusion method and its performance in microfiltration of synthetic oil wastewater treatment. J. Membr. Sci. 2015, 490, 92–102. [Google Scholar] [CrossRef]
- He, Z.; Miller, D.J.; Kasemset, S.; Wang, L.; Paul, D.R.; Freeman, B.D. Fouling propensity of a poly(vinylidene fluoride) microfiltration membrane to several model oil/water emulsions. J. Membr. Sci. 2016, 514, 659–670. [Google Scholar] [CrossRef] [Green Version]
- Cui, Z.-G.; Binks, B.P.; Clint, J.H. Determination of contact angles on microporous particles using the thin-layer wicking technique. Langmuir 2005, 21, 8319–8325. [Google Scholar] [CrossRef]
- Dong, Y.; Lin, B.; Zhou, J.; Zhang, X.; Ling, Y.; Liu, X.; Meng, G.; Hampshire, S. Corrosion resistance characterization of porous alumina membrane supports. J. Mater. Charact. 2011, 62, 409–418. [Google Scholar] [CrossRef]
- Maurath, J.; Dittmann, J.; Schultz, N.; Willenbacher, N. Fabrication of highly porous glass filters using capillary suspension processing. Sep. Purif. Technol. 2015, 149, 470–478. [Google Scholar] [CrossRef]
- Franks, R.; Chilekar, S.; Bartels, C.R. The unexpected performance of highly permeable SWRO membranes at high temperatures. IDA J. Desalin. Water Reuse 2012, 4, 52–56. [Google Scholar] [CrossRef]
- Mauro, G.; Marco, B.; Alessandro, G.; Francesco, P. Ultrafiltration Technology: Overview & Drivers for Applications. Fornovo di Taro Parma 2015, 1–18. [Google Scholar]
- The National Environment (Standards for Discharge of Effluent into Water or on Land) Regulations. 1999. Available online: https://www.kcca.go.ug/uDocs/effluent_discharge_regulations.pdf (accessed on 15 October 2020).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | % in Silica Sand |
|---|---|
| SiO2 | 99.43 |
| Al2O3 | 0.25 |
| Fe2O3 | 0.031 |
| MgO | 0.024 |
| CaO | 0.16 |
| Na2O | 0.05 |
| K2O | 0.035 |
| Compound | % in Clay |
|---|---|
| SiO2 | 55.0 ± 3.0 |
| Al2O3 | 22.0 ± 2.0 |
| TiO2 | 1.5 ± 0.25 |
| Fe2O3 | 5.67 ± 0.5 |
| MgO | 2.30 ± 0.45 |
| CaO | <2.00 |
| Na2O | <2.00 |
| K2O | <1.00 |
| P2O5 | <0.20 |
| SO3− | 0.002 |
| Cl− | 0.2 |
| Cr2O3 | 0.02 |
| Mn2O3 | 0.03 |
| Loss on Ignition | 9.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aljlil, S.A. Fabrication of Bentonite–Silica Sand/Suspended Waste Palm Leaf Composite Membrane for Water Purification. Membranes 2020, 10, 290. https://doi.org/10.3390/membranes10100290
Aljlil SA. Fabrication of Bentonite–Silica Sand/Suspended Waste Palm Leaf Composite Membrane for Water Purification. Membranes. 2020; 10(10):290. https://doi.org/10.3390/membranes10100290
Chicago/Turabian StyleAljlil, Saad A. 2020. "Fabrication of Bentonite–Silica Sand/Suspended Waste Palm Leaf Composite Membrane for Water Purification" Membranes 10, no. 10: 290. https://doi.org/10.3390/membranes10100290