Numerical Study of the Effect of Inclusions on the Residual Stress Distribution in High-Strength Martensitic Steels During Cooling


Abstract
:1. Introduction
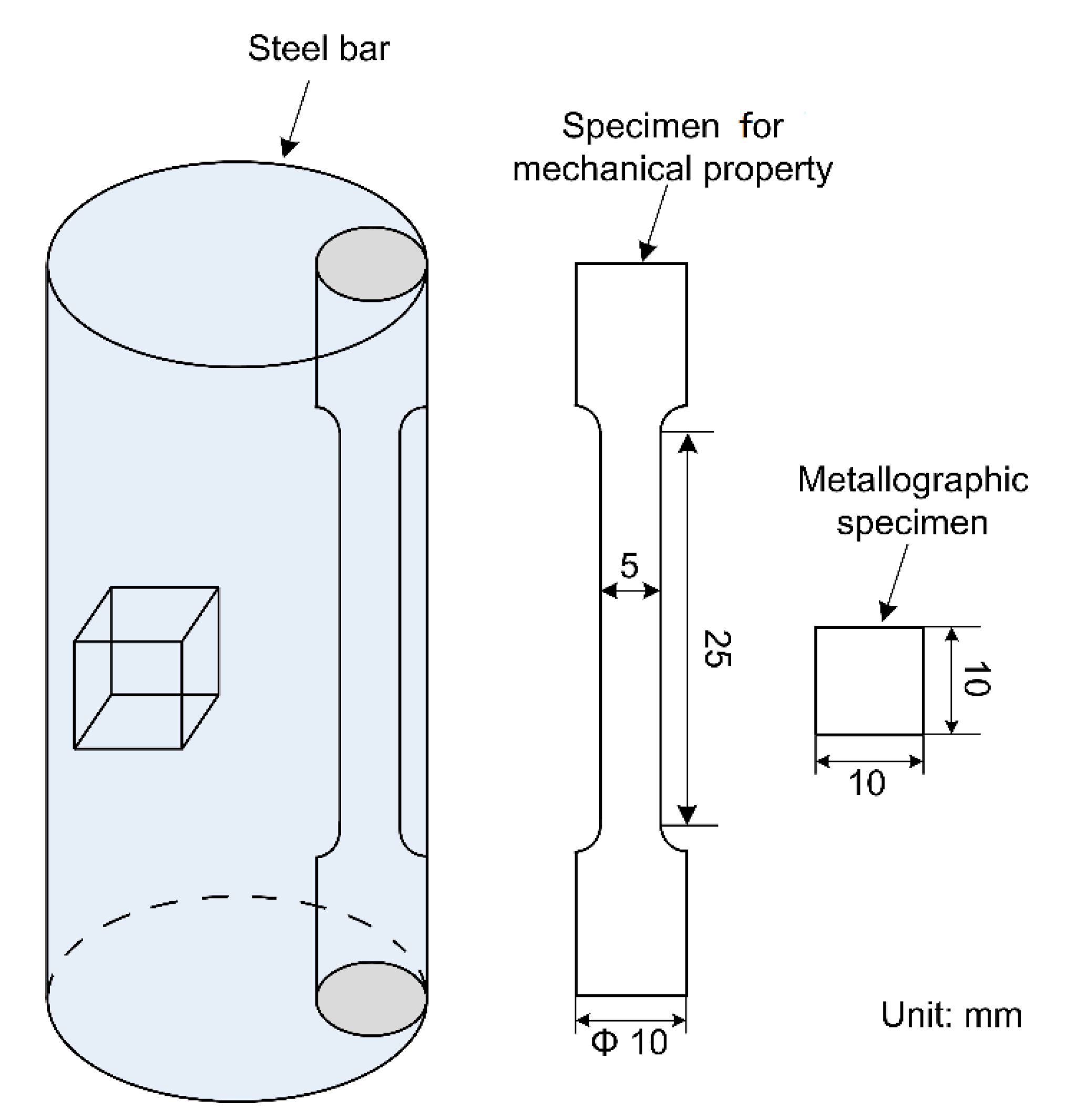
2. Materials and Methods
3. Modelling and Simulation
4. Results and Discussion
4.1. Properties of Inclusion and Steel Matrix
4.2. Residual Stress Distribution Around Spherical Inclusions
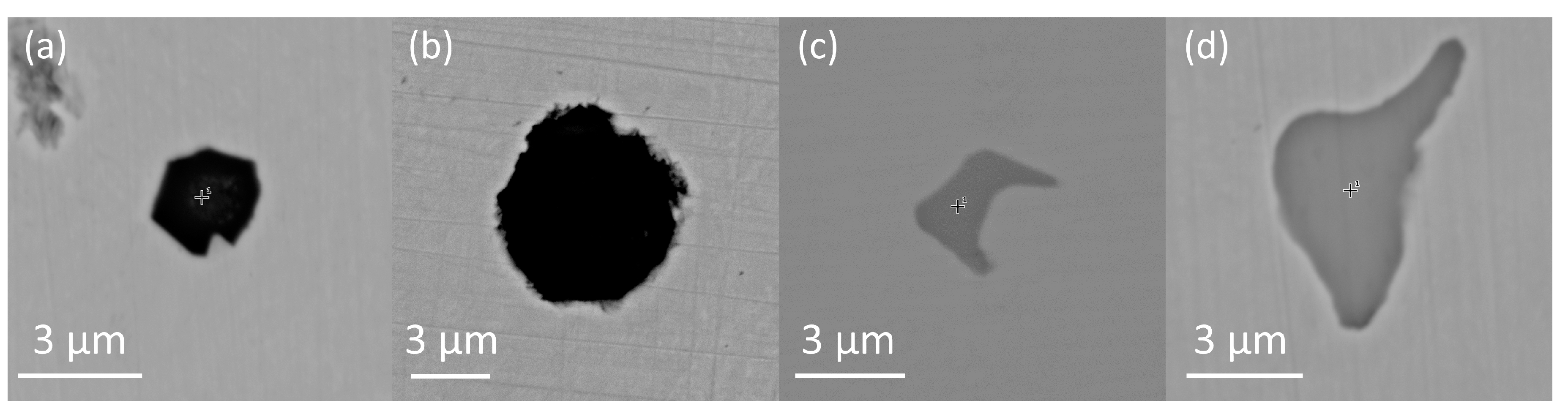
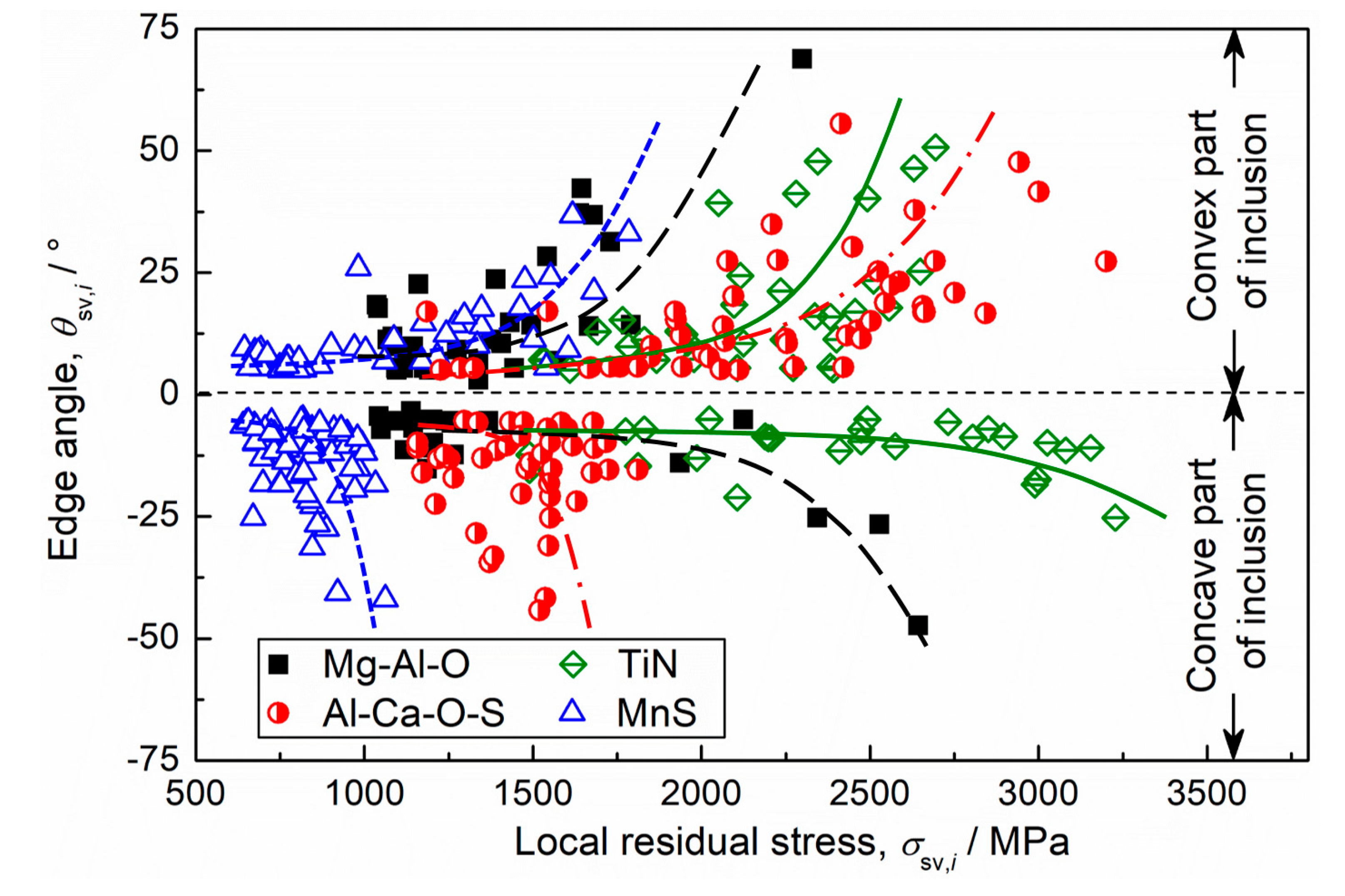
4.3. Residual Stress Distribution Around Actual Inclusions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Uthaisangsuk, V.; Prahl, U.; Bleck, W. Modelling of damage and failure in multiphase high strength DP and TRIP steels. Eng. Fract. Mech. 2011, 78, 469–486. [Google Scholar] [CrossRef]
- Münstermann, S.; Lian, J.; Bleck, W. Design of damage tolerance in high-strength steels. Int. J. Mater. Res. 2012, 103, 755–764. [Google Scholar] [CrossRef]
- Li, S.; He, J.; Gu, B.; Zeng, D.; Xia, Z.C.; Zhao, Y.; Lin, Z. Anisotropic fracture of advanced high strength steel sheets: Experiment and theory. Int. J. Plast. 2018, 103, 95–118. [Google Scholar] [CrossRef]
- Pornputsiri, N.; Kanlayasiri, K. Experimental Study on Failure Mechanism of Advanced High Strength Steels in Air Bending Process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 361, 012015. [Google Scholar] [CrossRef]
- Fras, T.; Roth, C.C.; Mohr, D. Fracture of high-strength armor steel under impact loading. Int. J. Impact Eng. 2018, 111, 147–164. [Google Scholar] [CrossRef]
- Murakami, Y.; Usuki, H. Quantitative evaluation of effects of non-metallic inclusions on fatigue strength of high strength steels. II: Fatigue limit evaluation based on statistics for extreme values of inclusion size. Int. J. Fatigue 1989, 11, 299–307. [Google Scholar] [CrossRef]
- Collins, J.A. Failure of Materials in Mechanical Design: Analysis, Prediction, Prevention; John Wiley & Sons: Hoboken, NJ, USA, 1993. [Google Scholar]
- Pascual, F.G.; Meeker, W.Q. Estimating Fatigue Curves with the Random Fatigue-Limit Model. Technometrics 1999, 41, 277–289. [Google Scholar] [CrossRef]
- Murakami, Y.; Nomoto, T.; Ueda, T. Factors influencing the mechanism of superlong fatigue failure in steels. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 581–590. [Google Scholar] [CrossRef]
- Bathias, C. There is no infinite fatigue life in metallic materials. Fatigue Fract. Eng. M 1999, 22, 559–565. [Google Scholar] [CrossRef]
- Marines, I. An understanding of very high cycle fatigue of metals. Int. J. Fatigue 2003, 25, 1101–1107. [Google Scholar] [CrossRef]
- Pyttel, B.; Schwerdt, D.; Berger, C. Very high cycle fatigue—Is there a fatigue limit? Int. J. Fatigue 2011, 33, 49–58. [Google Scholar] [CrossRef]
- Li, S.X.; Weng, Y.Q.; Hui, W.J.; Yang, Z.G. Very High Cycle Fatigue Properties of High Strength Steels-Effects of Nonmetallic Inclusions, 1st ed.; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]
- Gu, C.; Bao, Y.P.; Gan, P.; Lian, J.H.; Münstermann, S. An Experimental Study on the Impact of Deoxidation Methods on the Fatigue Properties of Bearing Steels. Steel Res. Int. 2018, 89, 1800129. [Google Scholar] [CrossRef]
- Zhao, P.; Gao, G.; Misra, R.D.K.; Bai, B. Effect of microstructure on the very high cycle fatigue behavior of a bainite/martensite multiphase steel. Mat. Sci. Eng. A Struct. 2015, 630, 1–7. [Google Scholar] [CrossRef]
- Lian, J.; Sharaf, M.; Archie, F.; Münstermann, S. A hybrid approach for modelling of plasticity and failure behaviour of advanced high-strength steel sheets. Int. J. Damage Mech. 2013, 22, 188–218. [Google Scholar] [CrossRef]
- Lian, J.; Yang, H.; Vajragupta, N.; Münstermann, S.; Bleck, W. A method to quantitatively upscale the damage initiation of dual-phase steels under various stress states from microscale to macroscale. Comp. Mater. Sci. 2014, 94, 245–257. [Google Scholar] [CrossRef]
- Krupp, U.; Giertler, A.; Söker, M.; Fu, H.; Dönges, B.; Christ, H.J.; Istomin, K.; Hüsecken, A.; Pietsch, U.; Fritzen, C.P.; et al. Significance and Mechanism of the Crack Initiation Process during Very High Cycle Fatigue of Duplex Stainless Steel. Procedia Eng. 2014, 74, 143–146. [Google Scholar] [CrossRef] [Green Version]
- Alharbi, K.; Ghadbeigi, H.; Efthymiadis, P.; Zanganeh, M.; Celotto, S.; Dashwood, R.; Pinna, C. Damage in dual phase steel DP1000 investigated using digital image correlation and microstructure simulation. Model. Simul. Mater Sci. 2015, 23, 085005. [Google Scholar] [CrossRef] [Green Version]
- He, J.; Lian, J.; Golisch, G.; He, A.; Di, Y.; Münstermann, S. Investigation on micromechanism and stress state effects on cleavage fracture of ferritic-pearlitic steel at −196 °C. Mater. Sci. Eng. A 2017, 686, 134–141. [Google Scholar] [CrossRef]
- Fairchild, D.P.; Howden, D.G.; Clark, W.A.T. The mechanism of brittle fracture in a microalloyed steel-Part I Inclusion-induced cleavage. Metall. Mater. Trans A 2000, 31, 641–652. [Google Scholar] [CrossRef]
- Yang, Z.G.; Li, S.X.; Zhang, J.M.; Zhang, J.F.; Li, G.Y.; Li, Z.B.; Hui, W.J.; Weng, Y.Q. The fatigue behaviors of zero-inclusion and commercial 42CrMo steels in the super-long fatigue life regime. Acta Mater. 2004, 52, 5235–5241. [Google Scholar] [CrossRef]
- Sakai, T.; Oguma, N.; Morikawa, A. Microscopic and nanoscopic observations of metallurgical structures around inclusions at interior crack initiation site for a bearing steel in very high-cycle fatigue. Fatigue Fract. Eng. M 2015, 38, 1305–1314. [Google Scholar] [CrossRef]
- Cai, X.F.; Bao, Y.P.; Lin, L.; Gu, C. Effect of Al content on the evolution of non-metallic inclusions in Si–Mn deoxidized steel. Steel Res. Int. 2016, 87, 1168–1178. [Google Scholar] [CrossRef]
- Deng, Z.; Zhu, M. Evolution mechanism of non-metallic inclusions in Al-killed alloyed steel during secondary refining process. ISIJ Int. 2013, 53, 450–458. [Google Scholar] [CrossRef]
- Gu, C.; Bao, Y.P.; Lin, L. Cleanliness distribution of high-carbon chromium bearing steel billets and growth behavior of inclusions during solidification. Rev. Metal. 2017, 53, 089. [Google Scholar] [CrossRef]
- Cai, X.F.; Bao, Y.P.; Wang, M.; Lin, L.; Dai, N.C.; Gu, C. Investigation of precipitation and growth behavior of Ti inclusions in tire cord steel. Metall. Res. Technol. 2015, 112, 407. [Google Scholar] [CrossRef]
- Spriestersbach, D.; Grad, P.; Kerscher, E. Influence of different non-metallic inclusion types on the crack initiation in high-strength steels in the VHCF regime. Int. J. Fatigue 2014, 64, 114–120. [Google Scholar] [CrossRef]
- Karr, U.; Schuller, R.; Fitzka, M.; Schönbauer, B.; Tran, D.; Pennings, B.; Mayer, H. Influence of inclusion type on the very high cycle fatigue properties of 18Ni maraging steel. J. Mater. Sci. 2017, 52, 5954–5967. [Google Scholar] [CrossRef] [Green Version]
- Xie, Q.; Gorti, S.; Sidor, J.J.; An, Y.G.; Wang, Y.D.; Lian, J.; Lan, H.; An, K. Grain Orientation Dependence of the Residual Lattice Strain in a Cold Rolled Interstitial-Free Steel. Steel Res. Int. 2018, 89, 1700408. [Google Scholar] [CrossRef]
- Xie, Q.; Li, R.; Wang, Y.D.; Su, R.; Lian, J.; Ren, Y.; Zheng, W.; Zhou, X.; Wang, Y. The in-depth residual strain heterogeneities due to an indentation and a laser shock peening for Ti-6Al-4V titanium alloy. Mater. Sci. Eng. A 2018, 714, 140–145. [Google Scholar] [CrossRef]
- Li, S.X. Effects of inclusions on very high cycle fatigue properties of high strength steels. Int. Mater. Rev. 2012, 57, 92–114. [Google Scholar] [CrossRef]
- Brooksbank, D.; Andrews, K.W. Tessellated stresses associated with some inclusions in steel. J. Iron Steel Inst. 1969, 207, 474–483. [Google Scholar]
- Brooksbank, D.; Andrews, K. Thermal expansion of some inclusions found in steels and relation to tessellated stresses. J. Iron Steel Inst. 1968, 206, 595–599. [Google Scholar]
- Ma, Y.; Cui, Y. Study of the effect of sulfur contents on fracture toughness of railway wheel steels for high speed train. Acta Metall. Sin. 2011, 47, 978–983. [Google Scholar] [CrossRef]
- Gu, C.; Bao, Y.-P.; Gan, P.; Wang, M.; He, J.-S. Effect of main inclusions on crack initiation in bearing steel in the very high cycle fatigue regime. Int. J. Min. Metall. Mater. 2018, 25, 623–629. [Google Scholar] [CrossRef]
- Murakami, Y.; Uchida, M. Effects of thermal residual stress and external stress on stress intensity factors for a penny-shaped crack emanating from an ellipsoidal nonmetallic inclusion. In Proceedings of the JSME Meeting, Tokyo, Japan, 1992; Volume B, pp. 239–241. [Google Scholar]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions; Elsevier: London, UK, 2002. [Google Scholar]
- Pineau, A.; Forest, S. Effects of inclusions on the very high cycle fatigue behaviour of steels. Fatigue Fract. Eng. M. 2017, 40, 1694–1707. [Google Scholar] [CrossRef]
- Gu, C.; Lian, J.; Bao, Y.; Münstermann, S. Microstructure-based fatigue modelling with residual stresses: Prediction of the microcrack initiation around inclusions. Mater. Sci. Eng. A 2019. under review. [Google Scholar]
- Gu, C.; Lian, J.; Bao, Y.; Xie, Q.; Münstermann, S. Microstructure based fatigue modelling with residual stresses: Prediction of the fatigue life for various inclusion sizes. Int. J. Fatigue 2019. under review. [Google Scholar]
- Krahmer, D.M.; Polvorosa, R.; López de Lacalle, L.N.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for Specimen Manufacturing in Tensile Testing of Steel Plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]
- Silva, C.M.A.; Rosa, P.A.R.; Martins, P.A.F. Innovative Testing Machines and Methodologies for the Mechanical Characterization of Materials. Exp. Tech. 2016, 40, 569–581. [Google Scholar] [CrossRef]
- Dixit, U.S.; Joshi, S.N.; Davim, J.P. Incorporation of material behavior in modeling of metal forming and machining processes: A review. Mater. Des. 2011, 32, 3655–3670. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Lamikiz, A.; Salgado, M.A.; Herranz, S.; Rivero, A. Process planning for reliable high-speed machining of moulds. Int. J. Prod. Res. 2002, 40, 2789–2809. [Google Scholar] [CrossRef]
- Brooksbank, D. Thermal expansion of calcium aluminate inclusions and relation to tessellated stresses. J. Iron Steel Inst. 1970, 208, 495–499. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Si | Mn | P | S | Cu | Al |
|---|---|---|---|---|---|---|---|
| 1.12 | 1.41 | 0.37 | 0.42 | 0.017 | 0.004 | 0.078 | 0.02 |
| Material | Yield Stress (MPa) | Tensile Stress (MPa) | Young’s Modulus, E (GPa) |
|---|---|---|---|
| Martensitic steel | 2369 | 2633 | 206 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, C.; Lian, J.; Bao, Y.; Xiao, W.; Münstermann, S. Numerical Study of the Effect of Inclusions on the Residual Stress Distribution in High-Strength Martensitic Steels During Cooling. Appl. Sci. 2019, 9, 455. https://doi.org/10.3390/app9030455
Gu C, Lian J, Bao Y, Xiao W, Münstermann S. Numerical Study of the Effect of Inclusions on the Residual Stress Distribution in High-Strength Martensitic Steels During Cooling. Applied Sciences. 2019; 9(3):455. https://doi.org/10.3390/app9030455
Chicago/Turabian StyleGu, Chao, Junhe Lian, Yanping Bao, Wei Xiao, and Sebastian Münstermann. 2019. "Numerical Study of the Effect of Inclusions on the Residual Stress Distribution in High-Strength Martensitic Steels During Cooling" Applied Sciences 9, no. 3: 455. https://doi.org/10.3390/app9030455