Iron Recovery from Bauxite Tailings Red Mud by Thermal Reduction with Blast Furnace Sludge




Abstract
:1. Introduction
2. Materials and Methods
2.1. Red Muds Description
2.2. Samples Preparation
- number of moles of the pure species-i,
- number of oxygen atoms composing the pure species-i,
- optical basicity of the pure species-i.
2.3. Thermal Reduction Tests
- .
2.4. Chemical, Crystallographic, and Microstructural Characterization
3. Results and Discussion
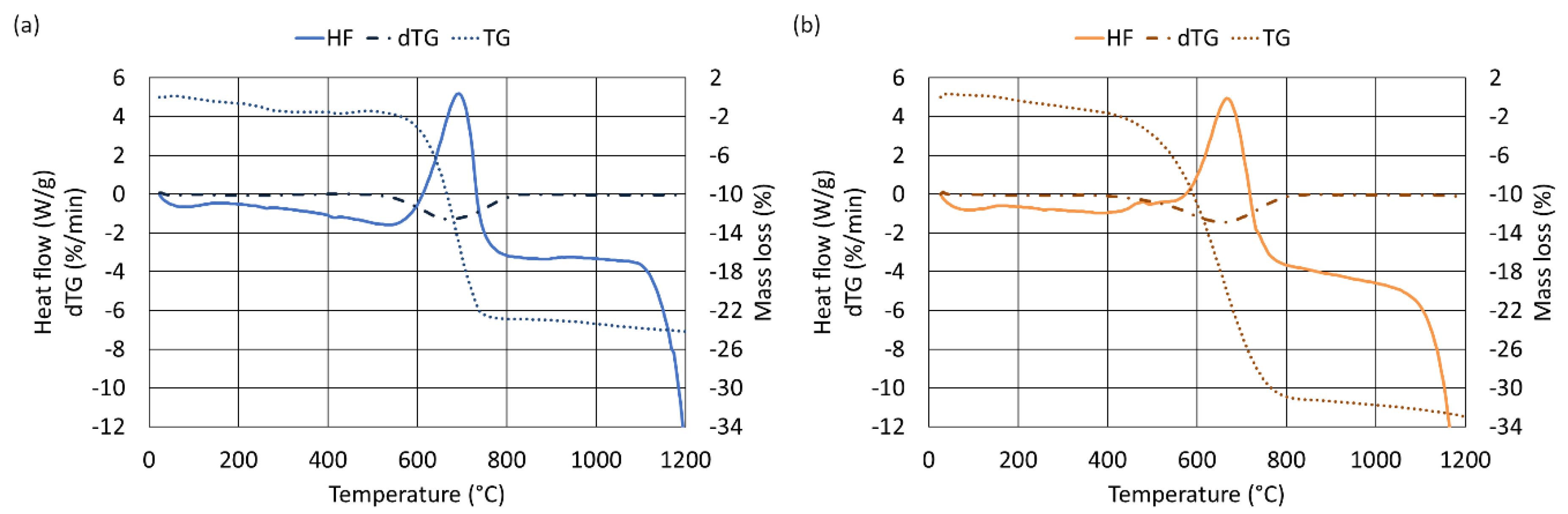
3.1. Thermogravimetric Analysis in Argon
- 200–400 °C
- ⚬
- ⚬
- ⚬
- 650 °C: (higher for the sample with blast furnace sludges)
- 900 °C–1100 °C:
- ⚬
- ⚬
- ⚬
- in total:
3.2. Thermogravimetric Analysis in Air
- 200–400 °C
- ⚬
- ⚬
- ⚬
- .
- 600 °C–800 °C:
- ⚬
- ⚬
- ⚬
- but also .
- the loss of all the carbon contained in each sample (reaction a, Section 2.3);
- the loss of the all oxygen contained in the Fe2O3 content when it is reduced to Fe3O4 (reaction b, Section 2.3);
- no further reductions to FeO or Fe were counted, as the CO atmosphere was not enough to carry out such reactions;
- the loss of all the oxygen contained in the oxides owing a standard oxygen potential higher than CO at 1200 °C (ZnO, PbO, P2O5, SO3, and Cr2O3) (reactions d to h, Section 2.3).
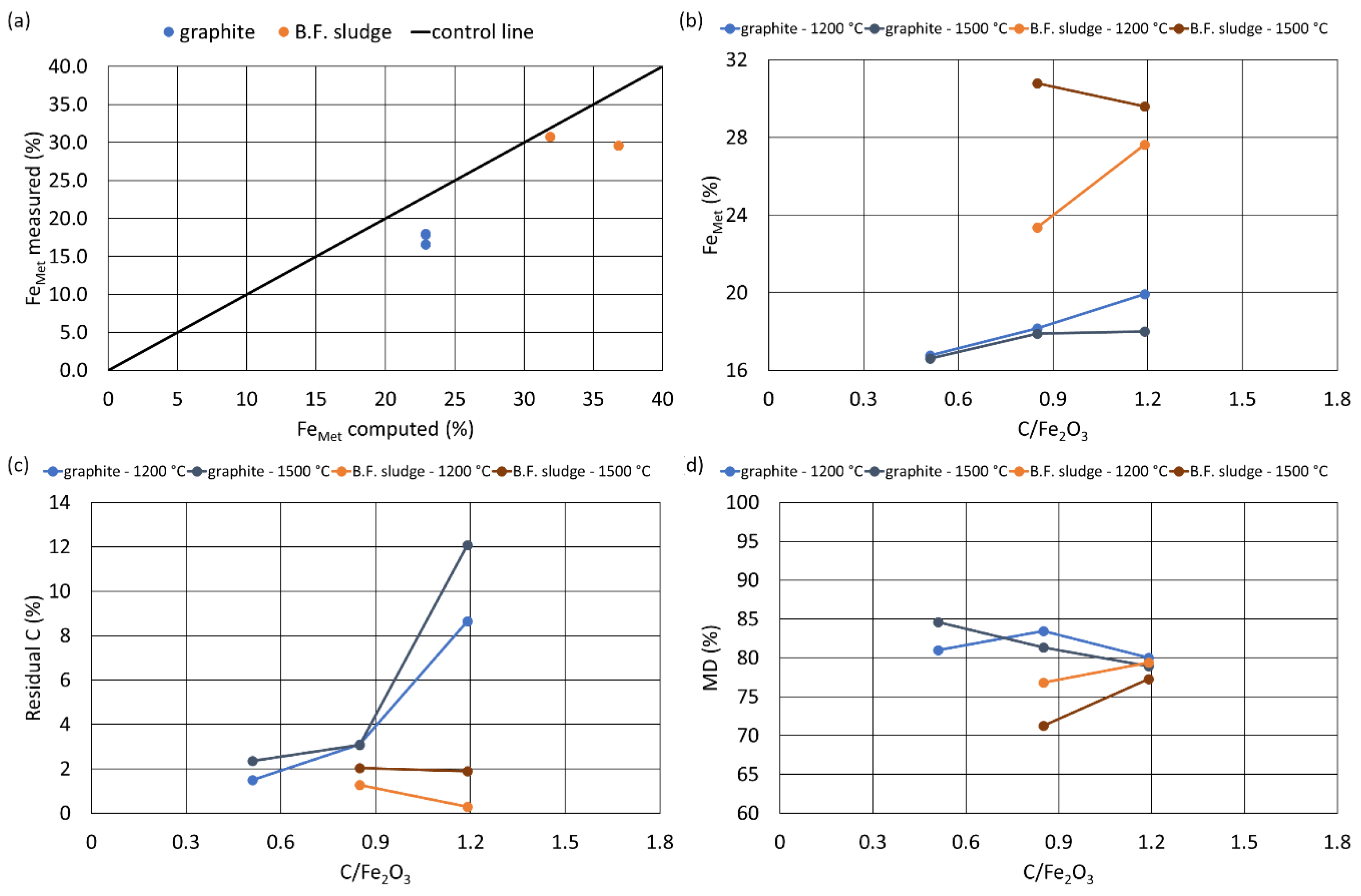
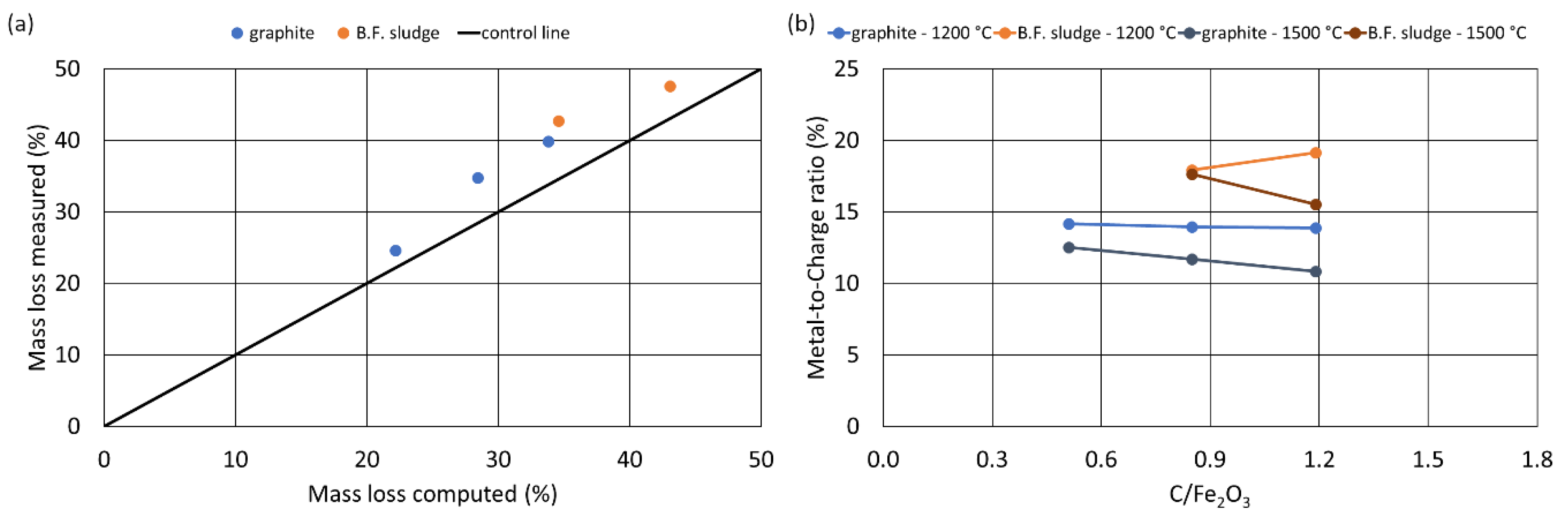
3.3. Reduction Tests
- the loss of the oxygen contained in the Fe2O3 when it is reduced to Fe (reaction c, Section 2.3);
- the loss of all the oxygen contained in the oxides owing a standard oxygen potential higher than CO at 1500 °C (ZnO, PbO, P2O5, SO3, Cr2O3, MnO and V2O5) (reactions d to j, Section 2.3);
- the loss of all the C contained in the mix to form CO (reaction a, Section 2.3).
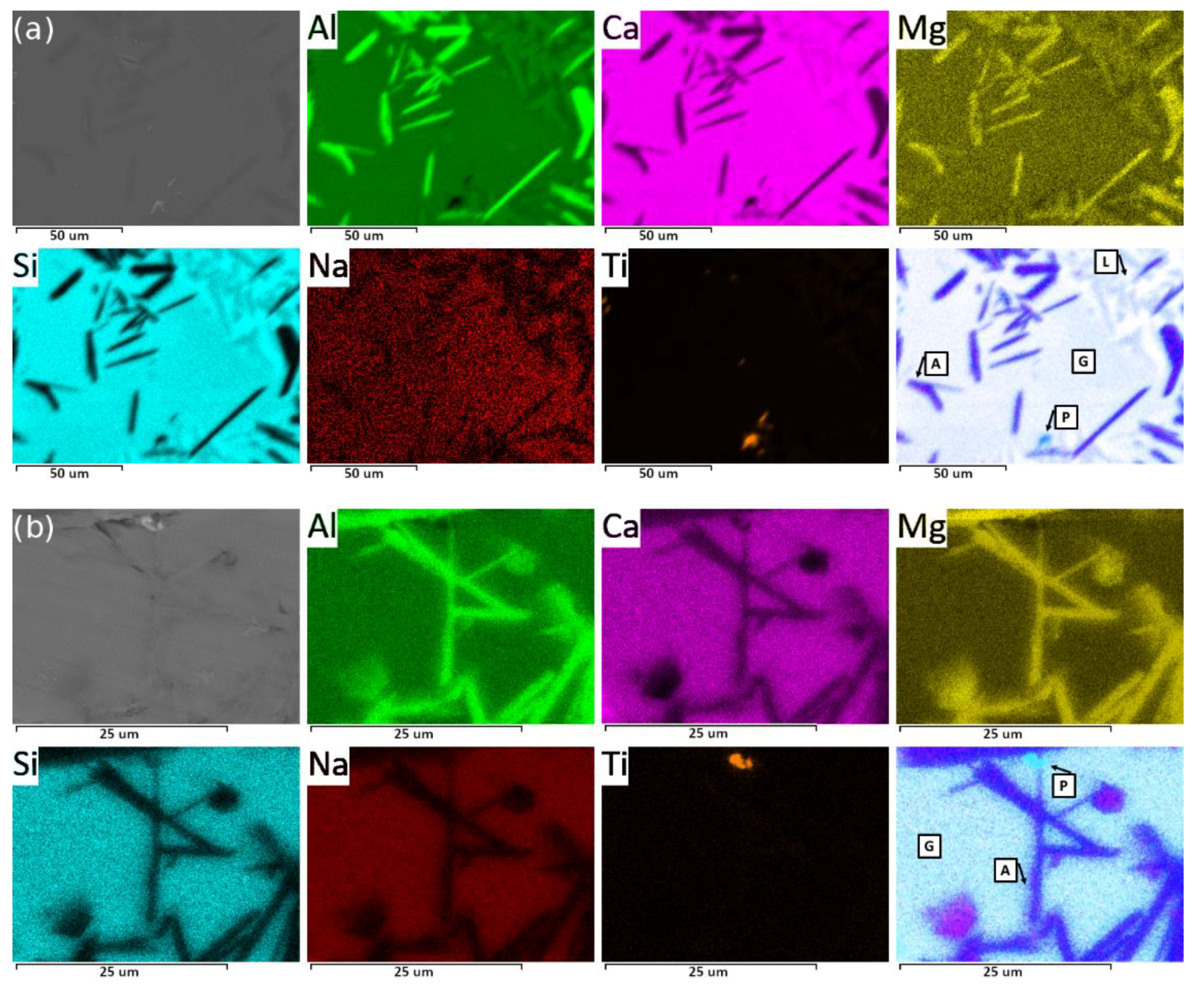
3.4. Cast Iron and Slag Characterization
3.5. Summary and Cost Estimation
- high quality of DRI or cast iron can be obtained and used as a raw material in oxygen converters or electric furnaces;
- the stockpiled waste amount would be reduced, for both the iron and the aluminum metallurgies, with a clear benefit for the environment;
- the reduction residue (slag) has mineralogical characteristics that can assure safe disposal or virtuous recycling for civil engineering applications.
4. Conclusions
- the chemical behavior of the two different batches, with graphite or blast furnace sludges, is equivalent. This confirms that B.F. sludges can be used instead of coke or other carbonaceous materials as reducing agent;
- the Fe2O3 in the red muds can be reduced through a pyrometallurgical process, using blast furnace sludges;
- value of metal/charge ratio of at least 17% was obtained through blast furnace sludges;
- the reduction yield though blast furnace sludges is 1.5 times higher than through graphite;
- high quality of DRI or cast iron can be obtained with blast furnace sludges;
- blast furnace sludges induce a vitrified structure of the slag hindering the toxic element leaching.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Paramguru, R.K.; Rath, P.C.; Misra, V.N. Trends in red mud utilization—A review. Miner. Process. Extr. Metall. Rev. 2005, 26, 1–29. [Google Scholar] [CrossRef]
- Kurdowski, W.; Sorrentino, F. Red mud and phosphogypsum and their fields of application. In Waste Materials Used in Concrete Manufacturing; Chandra, S., Ed.; William Andrew Publishing: Norwich, NY, USA, 1996; pp. 290–351. [Google Scholar]
- Cabllk, V. Characterization and applications of red mud from bauxite processing. Br. Libr. World’s Knowl. 2007, 23, 27–38. [Google Scholar]
- Alumina Production. Available online: http://www.world-aluminium.org/statistics/alumina-production/ (accessed on 24 June 2019).
- Ayres, R.U.; Anderson, B.; Holmberg, J. Materials and the global environment for the 21st century. MRS Bull. 2001, 26, 477–480. [Google Scholar] [CrossRef]
- Akinci, A.; Artir, R. Characterization of trace elements and radionuclides and their risk assessment in red mud. Mater. Charact. 2008, 59, 417–421. [Google Scholar] [CrossRef]
- Bautista, R.G. Recovery of rare earths from red mud. In Rare Earths: Extraction, Preparation and Applications: Proceedings of a Symposium Held by TMS and AusIMM during the TMS Annual Meeting in San Diego, California March 1–5; The Metallurgical Society Inc.: San Diego, CA, USA, 1992; pp. 119–125. [Google Scholar]
- Qu, Y.; Lian, B. Bioleaching of rare earth and radioactive elements from red mud using Penicillium tricolor RM-10. Bioresour. Technol. 2013, 136, 16–23. [Google Scholar] [CrossRef]
- EuropeanCommission. Commission notice on technical guidance on the classification of waste. Off. J. Eur. Union 2018, C 124, 134. [Google Scholar]
- Industrial Minerals & Rocks: Commodities, Markets, and Uses, 7th ed.; Kogel, J.E.; Trivedi, N.C.; Barker, J.M.; Krukowski, S.T. (Eds.) Society for Mining, Metallurgy, and Exploration, Inc.(SME): Littleton, MA, USA, 2006; ISBN 978-0-87335-283-3. [Google Scholar]
- Schmitz, C. Red Mud Disposal. In Handbook of Aluminium Recycling; Vurlan-Verlag Gmbh: Munich, Germany, 2006; p. 18. [Google Scholar]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Szépvölgyi, J. A Chemical Engineer’s View of the Red Mud Disaster. Nachrichten aus der Chemie 2011, 59, V. [Google Scholar] [CrossRef]
- Rai, S.; Wasewar, K.L.; Lataye, D.H.; Mukhopadhyay, J.; Yoo, C.K. Feasibility of red mud neutralization with seawater using Taguchi’s methodology. Int. J. Environ. Sci. Technol. 2013, 10, 305–314. [Google Scholar] [CrossRef]
- Palmer, S.J. Stability of Hydrotalcites Formed From Bayer Refinery Environmental Control Processes. Ph.D. Thesis, Queensland University of Technology, Brisbane, Australia, 2010. [Google Scholar]
- David Gura Toxic Red Sludge Spill from Hungarian Aluminum Plant ‘An Ecological Disaster’: The Two-Way: NPR. Available online: https://www.npr.org/sections/thetwo-way/2010/10/05/130351938/red-sludge-from-hungarian-aluminum-plant-spill-an-ecological-disaster?t=1555008683054 (accessed on 22 June 2019).
- BBC News Hungarian Chemical Sludge Spill Reaches Danube. Available online: http://www.bbc.com/news/world-europe-11491412 (accessed on 22 June 2019).
- Milačič, R.; Zuliani, T.; Ščančar, J. Environmental impact of toxic elements in red mud studied by fractionation and speciation procedures. Sci. Total Environ. 2012, 426, 359–365. [Google Scholar] [CrossRef]
- Li, X.; Xiao, W.; Liu, W.; Liu, G.H.; Peng, Z.H.; Zhou, Q.S.; Qi, T.G. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering. Trans. Nonferrous Met. Soc. China (English Ed.) 2009, 19, 1342–1347. [Google Scholar] [CrossRef]
- Hudson, L.K. Alumina Production; The Aluminium Company of America: Pittsburgh, PA, USA, 1982. [Google Scholar]
- Mishra, B.; Staley, A.; Kirkpatrick, D. Recovery of value-added products from red mud. Min. Metall. Explor. 2002, 19, 87–94. [Google Scholar] [CrossRef]
- Das, B.; Singh, B.P.; Bhima Rao, R. Recovery of iron values form red mud. Trans. Indian Inst. Met. 1992, 45, 173. [Google Scholar]
- Patel, M.; Padhi, B.K.; Vidyasagar, P.; Pattnaik, A.K. Extraction of titanium, dioxide and production of building bricks from red mud. Res. Ind. 1992, 37, 154–157. [Google Scholar]
- Fofana, M.; Kmet, S.; Jakabsky, S.; Hredzak, S.; Kunhalmi, G. Treatment of red mud from alumina production by high-intensity magnetic separation. Magn. Electr. Sep. 1995, 6, 243–251. [Google Scholar] [CrossRef]
- Mukherjee, T.K.; Gupta, C.K. Extraction of Vanadium from an Industrial Waste. High Temp. Mater. Process. 1993, 11, 189–206. [Google Scholar] [CrossRef]
- Piga, L.; Pochetti, F.; Stoppa, L. Recovering metals from red mud generated during alumina production. Jom 1993, 45, 54–59. [Google Scholar] [CrossRef]
- Liu, W.; Yang, J.; Xiao, B. Application of Bayer red mud for iron recovery and building material production from alumosilicate residues. J. Hazard. Mater. 2009, 161, 474–478. [Google Scholar] [CrossRef]
- Li, L.Y. A study of iron mineral transformation to reduce red mud tailings. Waste Manag. 2001, 21, 525–534. [Google Scholar] [CrossRef]
- Mishra, B.; Slavik, M.; Kirkpatrick, D. Recycling of red mud by recovery of value-added products. In Proceedings of the Global Symposium on Recycling, Waste Treatment and Clean Technology (REWAS 1999), San Sebastian, Spain, 5–9 September 1999; Volume 1, pp. 251–260. [Google Scholar]
- Muster, F. Rotschlamm: Reststoff aus der Aluminiumoxidproduktion—Ökologischer Rucksack oder Input für Produktionsprozesse? Kassel university press GmbH: Kassel, Germany, 2007; ISBN 9783899583595. [Google Scholar]
- Nowak, R.; Schuster, W. Process for the Production of Metallic Chlorides from Substances Containing Metallic Oxides. U.S. Patent 3,466,169, 1969. [Google Scholar]
- Bayer, G.; Cherdron, E. Process for Continuous Production of Flocculating Agent from Red Mud. U.S. Patent 3,986,975, 1976. [Google Scholar]
- Singh, M.; Upadhayay, S.N.; Prasad, P.M. Preparation of special cements from red mud. Waste Manag. 1996, 16, 665–670. [Google Scholar] [CrossRef]
- Patel, M.; Padhi, B.K. Al2O3-Fe2O3 fibres from bauxite and red mud. Silic. Ind. 1992, 57, 39–43. [Google Scholar]
- Rikkert, J.O.; Whittembury, G.; Rouff, K.; Bockelmann, L.P. Residue Enabled Design (R.E.D.). Available online: https://redmud.squarespace.com/ (accessed on 4 November 2019).
- Browner, R.E. The use of bauxite waste mud in the treatment of gold ores. Hydrometallurgy 1995, 37, 339–348. [Google Scholar] [CrossRef]
- Singh, A.P.; Singh, P.C.; Singh, V.N. Cyclohexanethiol separation from kerosene oil by red mud. J. Chem. Technol. Biotechnol. 1993, 56, 167–174. [Google Scholar] [CrossRef]
- Singh, A.P.; Singh, P.C.; Singh, V.N. Removal of 1-Butanethiol from Diesel Oil by Red Mud. Ind. Eng. Chem. Res. 1988, 27, 2101–2104. [Google Scholar] [CrossRef]
- Liano, J.J.; Rosal, R.; Sastre, H.; Diez, F.V. Catalytic hydrogenation with red mud. Fuel 1994, 73, 688–694. [Google Scholar] [CrossRef]
- Alvarez, J.; Rosal, R.; Sastre, H.; Díez, F.V. Characterization and deactivation studies of an activated sulfided red mud used as hydrogenation catalyst. Appl. Catal. A Gen. 1998, 167, 215–223. [Google Scholar] [CrossRef]
- Eamsiri, A.; Jackson, W.R.; Pratt, K.C.; Christov, V.; Marshall, M. Activated red mud as a catalyst for the hydrogenation of coals and of aromatic compounds. Fuel 1992, 71, 449–453. [Google Scholar] [CrossRef]
- Summers, R.N.; Guise, N.R.; Smirk, D.D. Bauxite residue (red mud) increases phosphorus retention in sandy soil catchments in Western Australia. Fertil. Res. 1993, 34, 85–94. [Google Scholar] [CrossRef]
- Ho, G.E.; Mathew, K.; Gibbs, R.A. Nitrogen and phosphorus removal from sewage effluent in amended sand columns. Water Res. 1992, 26, 295–300. [Google Scholar] [CrossRef]
- Namasivayam, C.; Ranganathan, K. Treatment of dairy wastewater using waste red mud. Res. Ind. 1992, 37, 165–167. [Google Scholar]
- Zouboulis, A.I.; Kydros, K.A.; Matis, K.A. Removal of toxic metal ions from solutions using industrial solid byproducts. Water Sci. Technol. 1993, 27, 83–93. [Google Scholar] [CrossRef]
- Zouboulis, A.I.; Kydros, K.A. Use of red mud for toxic metals removal: The case of nickel. J. Chem. Technol. Biotechnol. 1993, 58, 95–101. [Google Scholar] [CrossRef]
- Martin, M.H. Heavy metals in the environment (trace metals in the environment, volume 1). Environ. Pollut. 1993, 80, 308–309. [Google Scholar] [CrossRef]
- Wanchao, L.; Jiakuan, Y.; Bo, X. Review on treatment and utilization of bauxite residues in China. Int. J. Miner. Process. 2009, 93, 220–231. [Google Scholar]
- Dobos, G.; Horvath, G.; Felfoldi, Z. Complex utilization of red mud including the production of pig iron. Trav. Com. Etude Bauxites Alum. Alum 1974, 12, 151–159. [Google Scholar]
- Grzymek, J.; Derdacka-Grzymek, A.; Konik, Z.; Grzymek, W. Method. In Light Metals 1982: Proceedings of technical sessions sponsored by the TMS Light Metals Committee at the 111th AIME annual meeting; Andersen, J.E., Ed.; Metallurgical Society of AIME: Warrendale, PA, USA, 1982; pp. 143–155. [Google Scholar]
- Leontev, L.I.; Kudinov, B.Z.; Derevyankin, V.A.; Kuznetov, S.I. Physical-chemical and technological foundations of complex processing of low grade bauxites and red muds utilizing rotary furnace. Trav. Com. Etude Bauxites Alum. Alum 1974, 12, 159–162. [Google Scholar]
- Guccione, E. Red mud’, a solid waste, can now be converted to high-quality steel. Eng. Min. J. 1971, 172, 136–138. [Google Scholar]
- Mombelli, D.; Di Cecca, C.; Mapelli, C.; Barella, S.; Bondi, E. Experimental analysis on the use of BF-sludge for the reduction of BOF-powders to direct reduced iron (DRI) production. Process Saf. Environ. Prot. 2016, 102, 410–420. [Google Scholar] [CrossRef]
- Sista, K.S.; Dwarapudi, S. Iron Powders from Steel Industry by-products: A Review. ISIJ Int. 2018, 58, 1–8. [Google Scholar] [CrossRef]
- Rath, S.S.; Rao, D.S.; Tripathy, S.K.; Biswal, S.K. Characterization vis-á-vis utilization of blast furnace flue dust in the roast reduction of banded iron ore. Process Saf. Environ. Prot. 2018, 117, 232–244. [Google Scholar] [CrossRef]
- Omran, M.; Fabritius, T. Utilization of blast furnace sludge for the removal of zinc from steelmaking dusts using microwave heating. Sep. Purif. Technol. 2019, 210, 867–884. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelli, C.; Barella, S.; Gruttadauria, A.; Spada, E. Jarosite wastes reduction through blast furnace sludges for cast iron production. J. Environ. Chem. Eng. 2019. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelii, C.; Di Cecca, C.; Barella, S.; Gruttadauria, A. Red mud reduction through blast furnace sludge for cast iron production. Metall. Ital. 2016, 108, 23–41. [Google Scholar]
- Duffy, J.A. Optical Basicity: A Practical Acid-Base Theory for Oxides and Oxyanions. J. Chem. Educ. 1996, 73, 1138. [Google Scholar] [CrossRef]
- Bordes-Richard, E.; Courtine, P. Optical basicity: A scale of acidity/basicity of solids and its application to oxidation catalysis. Met. Oxides Chem. Appl. 2006, 108, 319–352. [Google Scholar]
- Chirikure, S. Geochemistry of Ancient Metallurgy: Examples from Africa and Elsewhere. In Treatise on Geochemistry; Holland, H.D., Turekian, K.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 169–189. [Google Scholar]
- Busè, R.; Mombelli, D.; Mapelli, C. Metals recovery from furnaces dust: Waelz process. La Metall. Ital. 2014, 106, 19–27. [Google Scholar]
- Ahmed, H.; Persson, A.; Sundqvist, L.; Biorkman, B. Energy Efficient Recycling of in-Plant Fines. Int. J. Environ. Ecol. Eng. 2014, 8, 522–528. [Google Scholar]
- Su, F.; Lampinen, H.-O.; Robinson, R. Recycling of Sludge and Dust to the BOF Converter by Cold Bonded Pelletizing. ISIJ Int. 2008, 44, 770–776. [Google Scholar] [CrossRef] [Green Version]
- Rao, Y.K. The kinetics of reduction of hematite by carbon. Metall. Trans. 1971, 2, 1439–1447. [Google Scholar] [CrossRef]
- Kaußen, F.; Friedrich, B. Reductive Smelting of Red Mud for Iron Recovery. ChemieIngenieurTechnik 2015, 87, 1535–1542. [Google Scholar] [CrossRef]
- Sosinsky, n.D.J.; Sommerville, I.D. The composition and temperature dependence of the sulfide capacity of metallurgical slags. Metall. Trans. B 1986, 17, 331–337. [Google Scholar] [CrossRef]
- Tong, Z.F.; Qiao, J.L.; Jiang, X.Y. Kinetics of Na2O evaporation from CaO–Al2O3–SiO2–MgO–TiO2–Na2O slags. Ironmak. Steelmak. 2017, 44, 237–245. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Zhenhai, L. . Handbook of Thermal Analysis; John Wiley & Sons Ltd.: Chichester, UK, 1998; ISBN 978-0-471-98363-7. [Google Scholar]
- Sharp, Z.D.; Helffrich, G.R.; Bohlen, S.R.; Essene, E.J. The stability of sodalite in the system NaAlSiO4-NaCl. Geochim. Cosmochim. Acta 1989, 53, 1943–1954. [Google Scholar] [CrossRef] [Green Version]
- Turkdogan, E.T. Fundamentals of Steelmaking; Institute of Materials: London, UK, 1996; ISBN 9781861250049. [Google Scholar]
- Mombelli, D.; Mapelli, C.; Di Cecca, C.; Barella, S.; Gruttadauria, A.; Ragona, M.; Pisu, M.; Viola, A. Characterization of cast iron and slag produced by jarosite sludges reduction via Arc Transferred Plasma (ATP) reactor. J. Environ. Chem. Eng. 2018, 6, 773–783. [Google Scholar] [CrossRef]
- Mombelli, D.; Mapelli, C.; Barella, S.; Gruttadauria, A.; Le Saout, G.; Garcia-diaz, E. The efficiency of quartz addition on electric arc furnace ( EAF ) carbon steel slag stability. J. Hazard. Mater. 2014, 279, 586–596. [Google Scholar] [CrossRef] [PubMed]
- Mombelli, D.; Mapelli, C.; Barella, S.; Di Cecca, C.; Le Saout, G.; Garcia-Diaz, E. The effect of microstructure on the leaching behaviour of electric arc furnace (EAF) carbon steel slag. Process Saf. Environ. Prot. 2016, 102, 810–821. [Google Scholar] [CrossRef] [Green Version]
- NIST—National Institute of Standards and Technology Hematite (Fe2O3). Available online: https://webbook.nist.gov/cgi/cbook.cgi?ID=C1317608&Mask=2&Type=JANAFS&Plot=on#JANAFS (accessed on 4 November 2019).
- NIST—National Institute of Standards and Technology Carbon Monoxide. Available online: https://webbook.nist.gov/cgi/cbook.cgi?ID=C630080&Units=SI&Mask=1#Thermo-Gas (accessed on 4 November 2019).
- NIST—National Institute of Standards and Technology Iron. Available online: https://webbook.nist.gov/cgi/cbook.cgi?ID=C7439896&Units=SI&Mask=2#Thermo-Condensed (accessed on 4 November 2019).
- NIST—National Institute of Standards and Technology Methane. Available online: https://webbook.nist.gov/cgi/cbook.cgi?Name=methane&Units=SI (accessed on 4 November 2019).
- Bazzucchi, L. La Valutazione del Prezzo dello Smaltimento in Discarica dei Rifiuti Speciali; ISPRA -Istituto Superiore per la Protezione e la Ricerca Ambientale Cerca nel sito Ricerca: Roma, Italy, 2007. [Google Scholar]
- Ranocchia, C. I Prezzi Internazionali del Carbone Termico e Siderurgico. Available online: http://www.pricepedia.it/magazine/article/2019/04/17/i-prezzi-del-carbone/ (accessed on 5 November 2019).
- Camera di Commercio di Milano Metalli Ferrosi. Available online: https://st.ilsole24ore.com/finanza-e-mercati/indici-e-numeri.shtml?tabellacat=mercati-italia&idtabella=1509 (accessed on 5 November 2019).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe2O3 | Al2O3 | Na2O | SiO2 | CaO | TiO2 | C | SO3 | ZnO | Cl | ZrO2 | MgO | P2O5 | PbO | Cr2O3 | V2O5 | K2O | MnO | LOI | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fresh RM | 20.89 | 16.30 | 10.39 | 9.80 | 5.54 | 5.20 | 4.01 | 0.30 | 0.30 | 0.27 | 0.24 | 0.15 | 0.15 | 0.14 | 0.12 | 0.10 | 0.08 | 0.05 | 29.78 |
| Calcined RM | 28.26 | 21.05 | 13.44 | 15.69 | 7.69 | 7.26 | 0.02 | 0.37 | 0.46 | 0.39 | 0.31 | 0.22 | 0.20 | 0.31 | 0.17 | 0.13 | 0.10 | 0.07 | 3.78 |
| MgO | Al2O3 | SiO2 | P2O5 | S | Cl | K2O | CaO | TiO2 | V2O5 | Cr2O3 | MnO | Fe2O3 | ZnO | PbO | Na2O | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.74 | 2.62 | 8.09 | 0.14 | 0.64 | 0.09 | 0.91 | 3.60 | 0.13 | 0.01 | 0.01 | 0.12 | 30.29 | 2.08 | 2.32 | 1.13 | 48.9 |
| CaO | MgO | C as CO2 | S as SO3 | SiO2 + Fe2O3 + Al2O3 | LOI |
|---|---|---|---|---|---|
| 96.78 | 0.46 | 0.21 | 0.15 | 2.01 | 1.15 |
| Mixes | Sample ID | RM (% wt.) | C Added (% wt.) | CaO Lime (% wt.) | C/Fe2O3 | BBI | CBI | OB |
|---|---|---|---|---|---|---|---|---|
| 15% C + 0.3% CaO | C1 | 84.75 | 12.71 | 2.54 | 0.51 | 0.67 | 0.55 | 0.68 |
| 25% C + 0.3% CaO | C2 | 78.13 | 19.53 | 2.34 | 0.85 | 0.67 | 0.55 | 0.68 |
| 35% C + 0.3% CaO | C3 | 72.46 | 25.36 | 2.17 | 1.19 | 0.67 | 0.55 | 0.67 |
| 45% C + 0.3% CaO | C4 | 67.57 | 30.41 | 2.03 | 1.53 | 0.67 | 0.55 | 0.67 |
| 25% C + 0.3% CaO | A2 | 51.28 | 46.15 | 2.56 | 0.84 | 0.69 | 0.57 | 0.67 |
| 35% C + 0.3% CaO | A3 | 34.84 | 62.72 | 2.44 | 1.18 | 0.70 | 0.59 | 0.66 |
| Sample | Si | S | V | Cr | Fe |
|---|---|---|---|---|---|
| C1 | 0.48 | 0.45 | 0.48 | 98.59 | |
| C2 | 0.59 | 0.46 | 0.46 | 98.48 | |
| C3 | 0.75 | 0.53 | 0.43 | 98.29 | |
| A2 | 0.67 | 99.33 | |||
| A3 | 0.82 | 0.66 | 98.52 |
| Scenario | Sample | Moist RM [t] | B.F. Sludges [t] | Coke [t] | Lime [t] | Cast Iron [t] | Transportation Costs [€] | Raw Material Costs [€] | B.F. Dumping Costs [€] | Costs Saving [€] | Revenues [€] | Margin [€] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1a | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | 125 | 42.77 | 190 | 0 | 29 | −329 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | 125 | 0.27 | 0 | 190 | 63 | 128 | |
| 1b | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | −125 | 42.77 | 190 | 0 | 29 | −79 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | −125 | 0.27 | 0 | 190 | 63 | 378 | |
| 2a | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | 125 | 42.77 | 0 | 0 | 29 | −139 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | 225 | 0.27 | 0 | 0 | 63 | −162 | |
| 2b | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | −125 | 42.77 | 0 | 0 | 29 | 111 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | −225 | 0.27 | 0 | 0 | 63 | 288 | |
| 3a | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | 0 | 42.77 | 0 | 0 | 29 | −14 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | 100 | 0.27 | 0 | 0 | 63 | −37 | |
| 3b | C2 | 1.25 | 0.00 | 0.25 | 0.003 | 0.18 | 0 | 42.77 | 0 | 0 | 29 | −14 |
| A2 | 1.25 | 1.00 | 0.00 | 0.003 | 0.39 | −100 | 0.27 | 0 | 0 | 63 | 163 | |
| 1 | a: RM recovery at integrated steel shop, paying for transportation | |||||||||||
| b: RM recovery at integrated steel shop, being paid for transportation | ||||||||||||
| 2 | a: RM recovery at third company paying for transportation | |||||||||||
| b: RM recovery at third company, being paid for transportation | ||||||||||||
| 3 | a: RM recovery at alumina refinery, paying for transportation | |||||||||||
| b: RM recovery at alumina refinery, being pad for transportation | ||||||||||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mombelli, D.; Barella, S.; Gruttadauria, A.; Mapelli, C. Iron Recovery from Bauxite Tailings Red Mud by Thermal Reduction with Blast Furnace Sludge. Appl. Sci. 2019, 9, 4902. https://doi.org/10.3390/app9224902
Mombelli D, Barella S, Gruttadauria A, Mapelli C. Iron Recovery from Bauxite Tailings Red Mud by Thermal Reduction with Blast Furnace Sludge. Applied Sciences. 2019; 9(22):4902. https://doi.org/10.3390/app9224902
Chicago/Turabian StyleMombelli, Davide, Silvia Barella, Andrea Gruttadauria, and Carlo Mapelli. 2019. "Iron Recovery from Bauxite Tailings Red Mud by Thermal Reduction with Blast Furnace Sludge" Applied Sciences 9, no. 22: 4902. https://doi.org/10.3390/app9224902