The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel

 , , ,
, , ,
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
3. Results
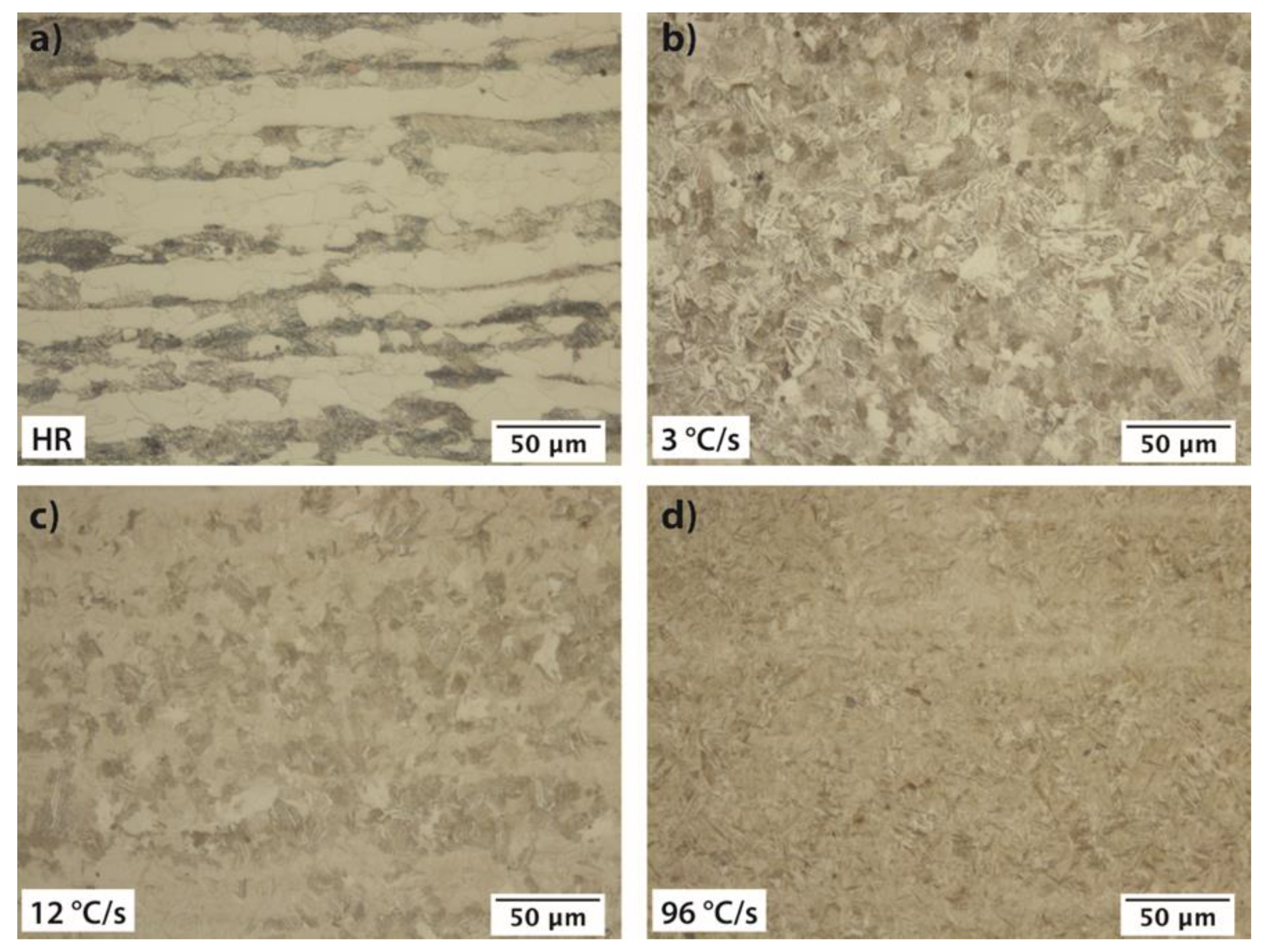
3.1. Dilatometry and CCT Diagram
3.2. Microstructures
3.3. Mechanical Properties
3.3.1. General Observations
3.3.2. Strength and Hardness
3.3.3. Impact Toughness
3.4. XRD Results
4. Conclusions
- A hardness greater than 650 HV/58 HRC was obtained with a tensile strength exceeding 2200 MPa. Reheating at 980 °C prior to quenching resulted in a prior austenite grain size of 12.3 µm and no quench-cracking was detected after the water quenching. Therefore, milder quenching media are not necessary to avoid quench cracking in the case of the 10 mm thick plate studied.
- Tempering had a significant effect on both the mechanical properties and microstructure of the steel. The most notable changes in the microstructure were the amount and size of the precipitates formed during tempering. The water quenched variant showed only minor traces of auto-tempering, but transition carbides began to form when tempering at 150 °C and 200 °C. Tempering at 300 °C and 400 °C altered the microstructure from martensite to more ferritic with cementite.
- The hardness and tensile strength reductions were not substantial for the low-temperature tempered variants (150 °C and 200 °C). Further increases in tempering temperature resulted in a decrease of hardness, strength, and uniform elongation. The yield-to-tensile strength ratio increased with increasing tempering temperatures. Low-temperature Charpy-V impact toughness energies increased with tempering until the tempered martensite embrittlement (TME) range was reached.
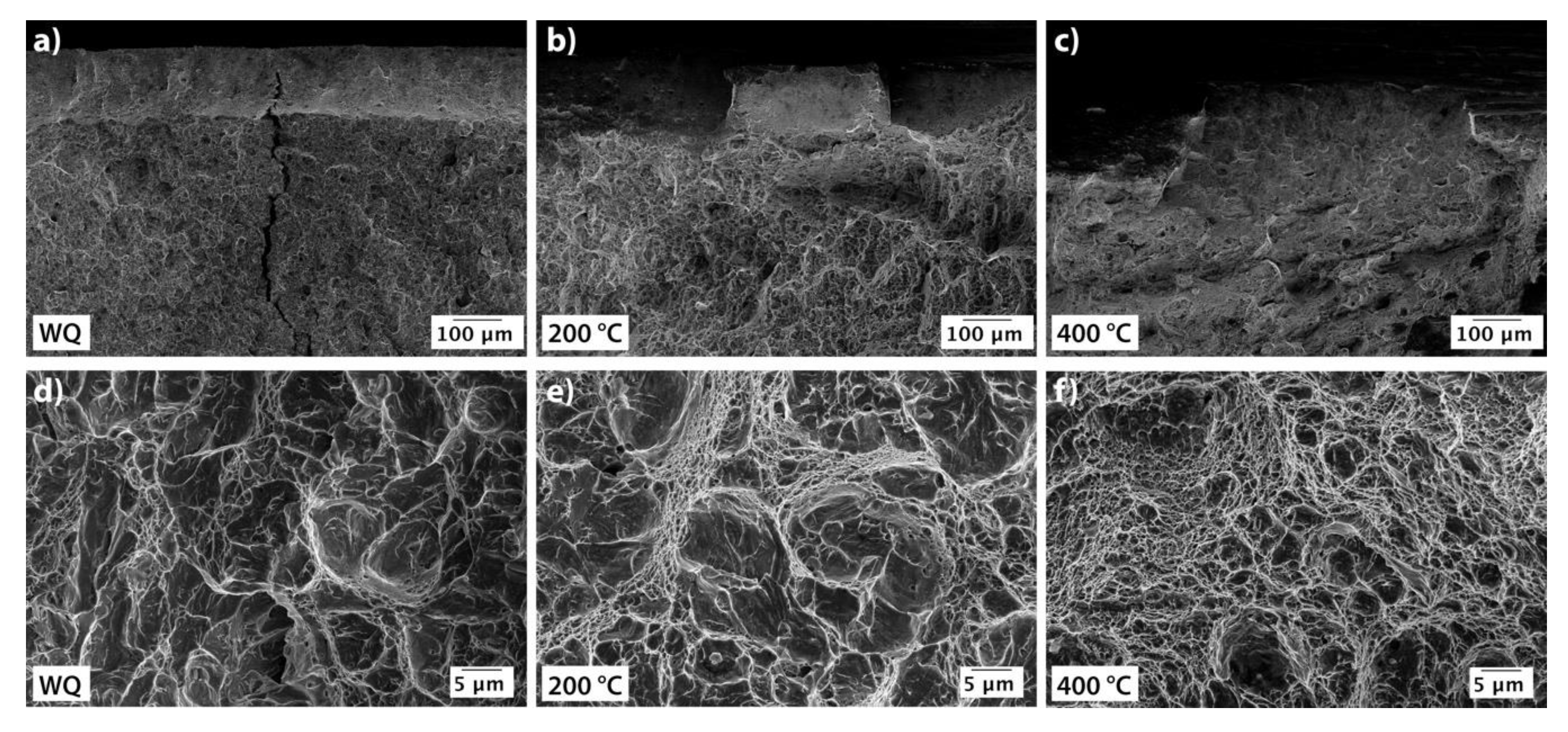
- Fracture surface inspection showed that the shear lip formation increased with increasing tempering temperature for the impact toughness samples tested at room temperature, with the highest fraction of ductile fracture in the specimens tempered at 400 °C. However, tempering at 300 °C or above resulted in decrease in impact toughness when tested at −40 °C due to martensite temper embrittlement.
- X-ray diffraction (XRD) analysis revealed a decrease of dislocation density with the increasing tempering temperature, as expected. The retained austenite content was approximately 3% for the quenched and low-temperature tempered steels but after tempering at 300 °C and 400 °C there were no traces of retained austenite, i.e., the decomposition of austenite had occurred.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 1999, 273–275, 40–57. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438–440, 237–240. [Google Scholar] [CrossRef]
- Morito, S.; Adachi, Y.; Ohba, T. Morphology and Crystallography of Sub-Blocks in Ultra-Low Carbon Lath Martensite Steel. Mater. Trans. 2009, 50, 1919–1923. [Google Scholar] [CrossRef] [Green Version]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and hardness of as-quenched martensites (0.1–0.5%C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Hutchinson, B.; Lindell, D.; Barnett, M. Yielding Behaviour of Martensite in Steel. ISIJ Int. 2015, 55, 1114–1122. [Google Scholar] [CrossRef] [Green Version]
- Hutchinson, B.; Bate, P.; Lindell, D.; Malik, A.; Barnett, M.; Lynch, P. Plastic yielding in lath martensites—An alternative viewpoint. Acta Mater. 2018, 152, 239–247. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-Del-Castillo, P.E.J. Understanding the factors controlling the hardness in martensitic steels. Scr. Mater. 2016, 110, 96–100. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-Del-Castillo, P.E.J. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Ouchi, C. Development of Steel Plates by Intensive Use of TMCP and Direct. ISIJ Int. 2001, 41, 542–553. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloys Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Kaijalainen, A.J.; Suikkanen, P.; Karjalainen, L.P.; Jonas, J.J. Effect of Austenite pancaking on the microstructure, texture, and bendability of an ultrahigh-strength strip steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 1273–1283. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of martensite in carbon steels. In Phase Transformations in Steels: Volume 2: Diffusionless Transformations, High Strength Steels, Modelling and Advanced Analytical Techniques; Woodhead Publishing Limited: Cambridge, UK, 2012; pp. 126–150. [Google Scholar]
- Bhadeshia, H.K.D.H.; Honeycombe, R. The Tempering of Martensite. In Steels: Microstructure and Properties; Butterworth-Heinemann: Oxford, UK, 2006; pp. 183–208. [Google Scholar]
- Lee, W.S.; Su, T.T. Mechanical properties and microstructural features of AISI 4340 high-strength alloy steel under quenched and tempered conditions. J. Mater. Process. Technol. 1999, 87, 198–206. [Google Scholar] [CrossRef]
- Matsuda, H.; Mizuno, R.; Funakawa, Y.; Seto, K.; Matsuoka, S.; Tanaka, Y. Effects of auto-tempering behaviour of martensite on mechanical properties of ultra high strength steel sheets. J. Alloys Compd. 2013, 577, S661–S667. [Google Scholar] [CrossRef]
- Li, C.N.; Yuan, G.; Ji, F.Q.; Ren, D.S.; Wang, G.D. Effects of auto-tempering on microstructure and mechanical properties in hot rolled plain C-Mn dual phase steels. Mater. Sci. Eng. A 2016, 665, 98–107. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-Ray broadening from filed aluminium and tungsten. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E., III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Haiko, O.; Miettunen, I.; Porter, D.; Ojala, N.; Ratia, V.; Heino, V.; Kemppainen, A. Effect of Finish Rolling and Quench Stop Temperatures on Impact-Abrasive Wear Properties of 0.35% Carbon Direct-Quenched Steel. Tribol. Finnish J. Tribol. 2017, 35, 5–21. [Google Scholar]
- Haiko, O.; Somani, M.; Porter, D.; Kantanen, P.; Kömi, J.; Ojala, N.; Heino, V. Comparison of impact-abrasive wear characteristics and performance of direct quenched (DQ) and direct quenched and partitioned (DQ&P) steels. Wear 2018, 400–401, 21–30. [Google Scholar]
- Vuorinen, E.; Heino, V.; Ojala, N.; Haiko, O.; Hedayati, A. Erosive-abrasive wear behavior of carbide-free bainitic and boron steels compared in simulated field conditions. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 3–13. [Google Scholar] [CrossRef]
- Saha, D.C.; Biro, E.; Gerlich, A.P.; Zhou, Y. Effects of tempering mode on the structural changes of martensite. Mater. Sci. Eng. A 2016, 673, 467–475. [Google Scholar] [CrossRef]
- Khani Sanij, M.H.; Ghasemi Banadkouki, S.S.; Mashreghi, A.R.; Moshrefifar, M. The effect of single and double quenching and tempering heat treatments on the microstructure and mechanical properties of AISI 4140 steel. Mater. Des. 2012, 42, 339–346. [Google Scholar] [CrossRef]
- Ohlund, C.E.I.C.; Schlangen, E.; Erik Offerman, S. The kinetics of softening and microstructure evolution of martensite in Fe-C-Mn steel during tempering at 300 °C. Mater. Sci. Eng. A 2013, 560, 351–357. [Google Scholar] [CrossRef]
- Furuhara, T.; Kobayashi, K.; Maki, T. Control of Cementite Precipitation in Lath Martensite by Rapid Heating and Tempering. ISIJ Int. 2004, 44, 1937–1944. [Google Scholar] [CrossRef]
- Seppälä, O.; Uusikallio, S.; Larkiola, J. A tool for computer-aided calculation of grain size. In Proceedings of the Abstracts of the XXVI International Conference on Computer Methods in Materials Technology KomPlasTech 2019, Zakopane, Poland, 13–16 January 2019; pp. 128–130, ISBN 978-83-947091-4-3. [Google Scholar]
- Higginson, R.; Sellars, M. Worked Examples in Quantitative Metallography, 1st ed.; CRC Press: Boca Ralton, FL, USA, 2003; ISBN 9781902653808. [Google Scholar]
- Ritchie, R.O.; Francis, B.; Server, W.L. Evaluation of toughness in AISI 4340 alloy steel austenitized at low and high temperatures. Metall. Trans. A 1976, 7, 831–838. [Google Scholar] [CrossRef]
- Zhang, S.S.; Li, M.Q.; Liu, Y.G.; Luo, J.; Liu, T.Q. The growth behavior of austenite grain in the heating process of 300 M steel. Mater. Sci. Eng. A 2011, 528, 4967–4972. [Google Scholar] [CrossRef]
- Chen, R.C.; Hong, C.; Li, J.J.; Zheng, Z.Z.; Li, P.C. Austenite grain growth and grain size distribution in isothermal heat-treatment of 300M steel. Procedia Eng. 2017, 207, 663–668. [Google Scholar] [CrossRef]
- Horn, R.M.; Ritchie, R.O. Mechanisms of tempered martensite embrittlement in medium-carbon steels. Metall. Trans. A 1978, 9, 1039–1053. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.J.; Lee, Y.K. Prediction of austenite grain growth during austenitization of low alloy steels. Mater. Des. 2008, 29, 1840–1844. [Google Scholar] [CrossRef]
- Krauss, G. Low toughness and embrittlement phenomena in steels. In Steels: Processing, Structure, and Performance; ASM International: Cleveland, OH, USA, 2015; pp. 439–485. ISBN 9781627080842. [Google Scholar]
- Li, H.F.; Wang, S.G.; Zhang, P.; Qu, R.T.; Zhang, Z.F. Crack propagation mechanisms of AISI 4340 steels with different strength and toughness. Mater. Sci. Eng. A 2018, 729, 130–140. [Google Scholar] [CrossRef]
- Wallin, K. Fracture Toughness of Engineering Materials—Estimation and Application; FESI Publishing: Warrington, UK, 2011; ISBN 978-0-9552994-6-9. [Google Scholar]
- Bhadeshia, H.K.D.H.; Young, C.H. Strength of mixtures of bainite and martensite. Mater. Sci. Technol. 1994, 10, 209–214. [Google Scholar]
- Saastamoinen, A.; Kaijalainen, A.; Heikkala, J.; Porter, D.; Suikkanen, P. The effect of tempering temperature on microstructure, mechanical properties and bendability of direct-quenched low-alloy strip steel. Mater. Sci. Eng. A 2018, 730, 284–294. [Google Scholar] [CrossRef]
- Kennett, S.C.; Krauss, G.; Findley, K.O. Prior austenite grain size and tempering effects on the dislocation density of low-C Nb-Ti microalloyed lath martensite. Scr. Mater. 2015, 107, 123–126. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the Dislocation Density in Martensitic Steels Evaluated by Some X-ray Diffraction Methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Al | Cr | Mo | Ni | Ti | Nb | V | N |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.43 | 0.19 | 0.25 | 0.035 | 0.05 | 0.7 | 0.05 | 0.013 | 0.013 | 0.04 | 0.004 |
| Material | Crystallite Size [Å] | Microstrain [%] | Dislocation Density [×1015 m−2] | Retained Austenite [%] |
|---|---|---|---|---|
| WQ | 231 | 0.590 | 8.3 | 3.6 |
| 150 °C | 277 | 0.611 | 7.1 | 2.8 |
| 200 °C | 369 | 0.577 | 5.1 | 2.8 |
| 300 °C | 338 | 0.382 | 3.7 | - |
| 400 °C | 352 | 0.281 | 2.6 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Appl. Sci. 2019, 9, 4231. https://doi.org/10.3390/app9204231
Haiko O, Kaijalainen A, Pallaspuro S, Hannula J, Porter D, Liimatainen T, Kömi J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Applied Sciences. 2019; 9(20):4231. https://doi.org/10.3390/app9204231
Chicago/Turabian StyleHaiko, Oskari, Antti Kaijalainen, Sakari Pallaspuro, Jaakko Hannula, David Porter, Tommi Liimatainen, and Jukka Kömi. 2019. "The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel" Applied Sciences 9, no. 20: 4231. https://doi.org/10.3390/app9204231