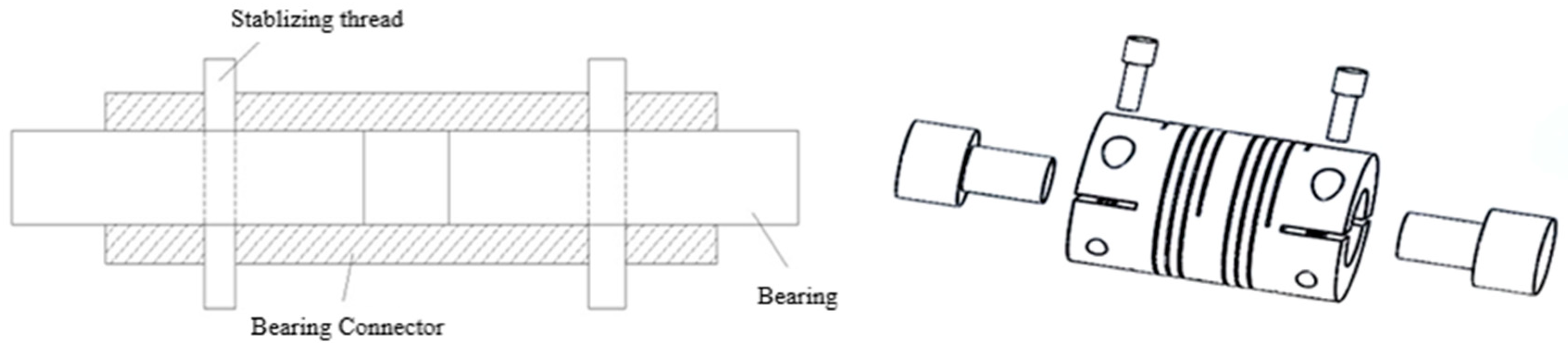
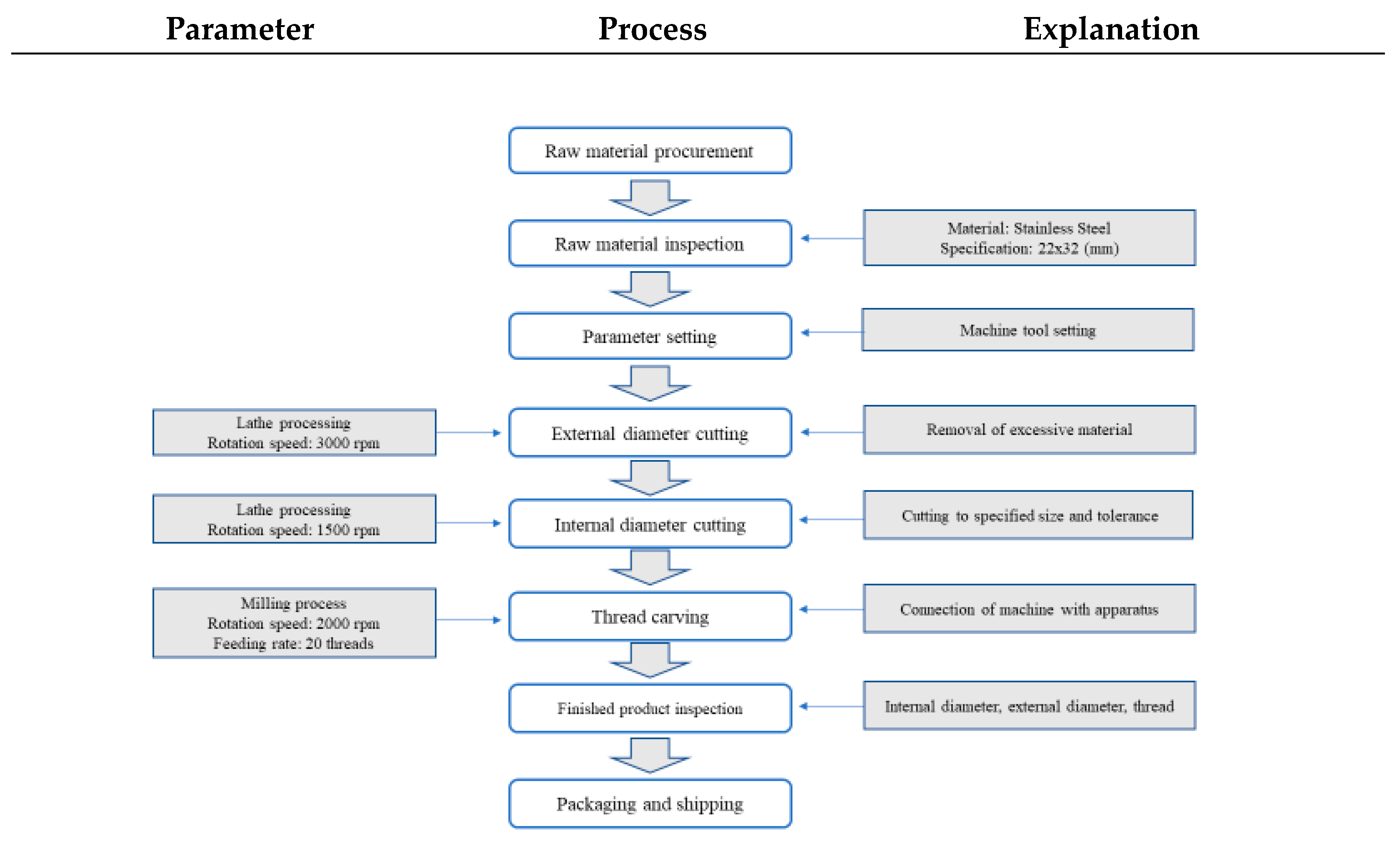
The manufacturing process of the bearing connector has been introduced in the previous section. The quality of processing affects the smooth operation of the entire bearing connector. The manufacturing process of the bearing connector includes numerous procedures, and the rotation speed and feeding rate of each procedural step affect the manufacturing time of workpieces. Therefore, this study constructed an evaluation model that considers both manufacturing process quality and manufacturing time performance. For manufacturing process quality, the Six Sigma quality indices were used, and for manufacturing time, the manufacturing time performance evaluation index was used.
Section 3.1 describes the use of the Six Sigma quality indices as the measuring tool of the three key quality characteristics; additionally, the procedures for manufacturing process control and sampling inspection are explained. In
Section 3.2, the performance of the manufacturing time is discussed and the approval standard of products is defined. Subsequently, an evaluation model is developed according to the two aforementioned indices and is used to judge whether the manufacturing process meets the approved standard.
3.1. Manufacturing Process Quality Evaluation Index
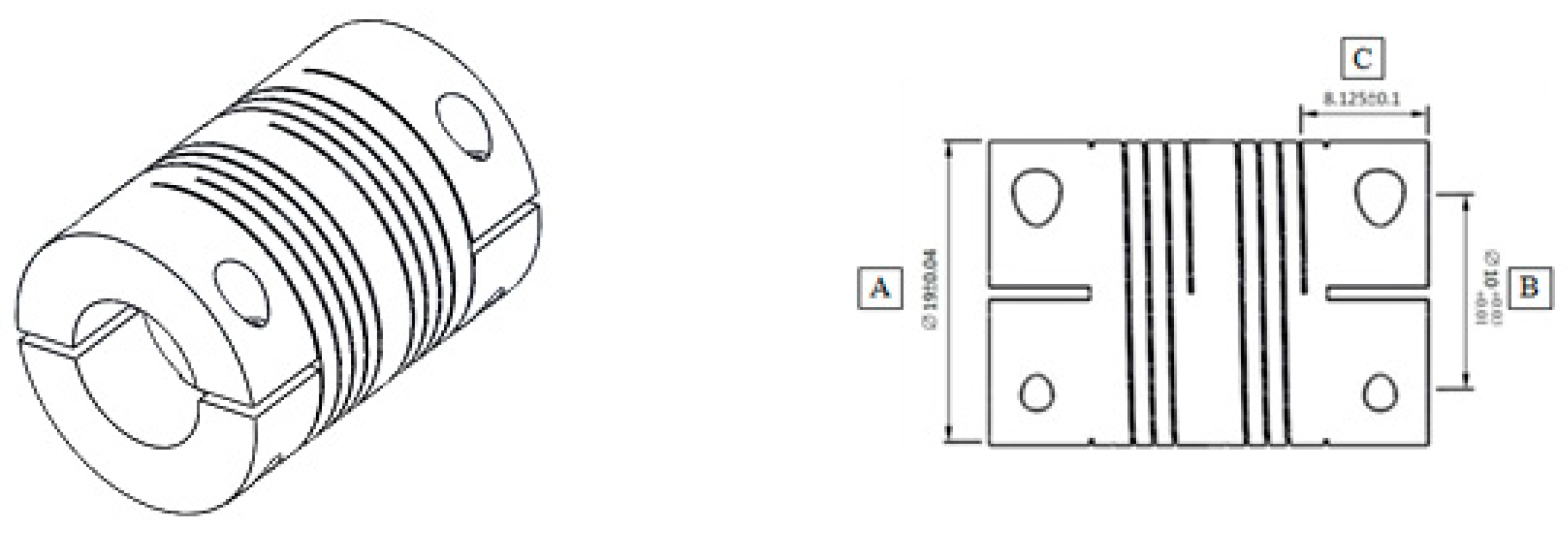
External diameter, internal diameter, and threads were used as important references. Using variables to convert important process quality characteristics, they were subsequently standardized to determine the manufacturing process quality of bearing connectors. If a random variable
is hypothesized to indicate the distribution of the manufacturing process of external diameter (
), internal diameter (
), and threads (
), respectively, accuracy index
and precision index
are first defined as follows:
where
is used to judge the mean deviation of the process from the target value,
is used to determine the degree of process variation, and
represents the tolerance of process quality characteristics. When the process quality level of the product reaches
,
and
can be represented as follows:
Apparently, the SSQIs proposed by Chen et at. [
11] can be seen as the function of accuracy index and precision index; therefore, they can adequately display the causes of poor process quality (i.e., insufficient accuracy or insufficient precision) to determine the factors of process performance. Based on this, the indices can be re-defined as the following:
Many studies indicate that if a product has multiple quality characteristics, the product can satisfy customers and be viewed as a good product only when all quality characteristics of the process quality meet the required quality level [
15,
16,
18,
19,
20,
21,
22]. According to Huang et al. [
10], the required quality level of quality characteristics is
and the required quality level of bearing connector is
. That is, the quality level of the manufacturing process concerning all process quality characteristics must be increased to ensure the reliability and overall production process quality of bearing connectors. If any of a product’s process quality characteristics fail to meet the specifications, the product is regarded as defective. Under the hypothesis that the manufacturing process quality has a normal distribution, this study defined index events to explain the corresponding yield rate as the following:
: Event of quality characteristic meeting the specifications:
: Event of quality characteristic not meeting the specifications: .
The relationship between bearing connectors’ crucial quality characteristics and yield rate
can be represented by the following:
If the required manufacturing quality level of bearing connectors reaches
, the bearing’s yield rate
should satisfy
; that is,
. Only at this point, can the product be called a qualified product, and its quality characteristics must all be above
. Next, the corresponding
value when the quality level reaches
is determined:
Montgomery [
23] suggested that normal manufacturing process quality uses control charts to conduct quality control. Therefore, this study used the
control chart to conduct the evaluation and analysis of manufacturing capacity. First, sampling was conducted on the three crucial quality characteristics of the bearing connectors. A sample size of n was collected each time, and a total of m groups of samples were collected. The collected samples were organized as shown in
Table 2 and are subject to the following equations:
On the basis of the sampling statistical data in
Table 2,
and
were estimated according to the following:
In this case, the Six Sigma quality index estimator can be represented as follows:
where
According to Boole’s inequality, the
confidence regions of
and
can be derived as follows:
The set
is defined as the joint
confidence interval of
and
, thus
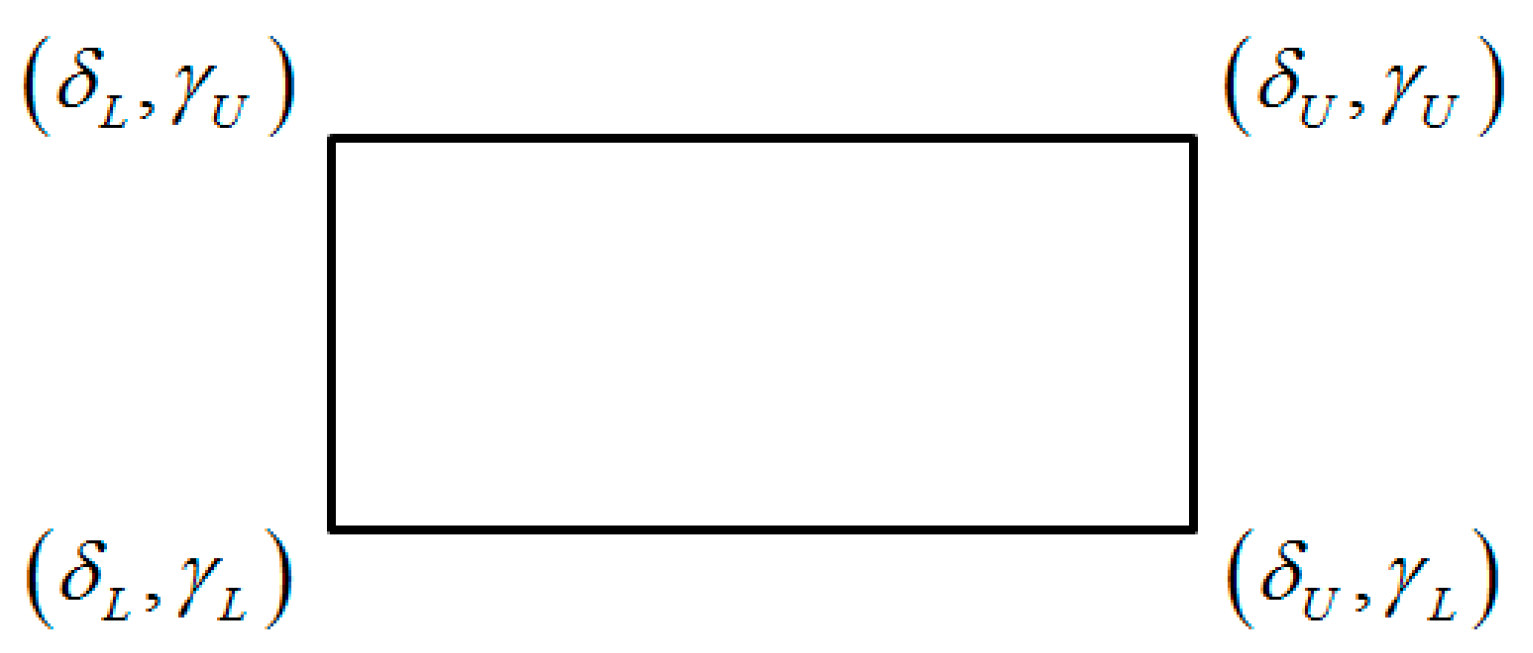
can be expressed as follows:
where
,
Subsequently, the aforementioned
and
can be used to construct a square-shaped joint confidence interval, as depicted in
Figure 4:
3.2. Performance Evaluation Index of Manufacturing Time Performance
According to Chen et al. [
17], process quality performance and manufacturing time performance are two pivotal indices for evaluating manufacturing process quality. Therefore, we set and created a manufacturing time performance index according to the concept proposed by Chen et al. [
17]. We hypothesized that manufacturing time performance is
, the conforming mean is
, and the variance is the normal distribution of
; that is,
. To account for both manufacturing process quality performance and manufacturing time performance, a manufacturer usually sets the upper limit of the manufacturing time performance as
and the lower limit of the manufacturing time performance as
. Consequently, if the chance of exceeding the upper limit of manufacturing time performance is
and the chance of exceeding the lower limit of manufacturing time performance is
, the disapproval rate of manufacturing time performance can be described by the following:
Subsequently, we directly used the approval rate of manufacturing time (
) as the performance index of manufacturing time, and the equation is as follows:
Combining
and
, the range of the approval rate of manufacturing time performance (
) becomes
. The disapproval rate of manufacturing time performance (
) is defined as the following:
when
,
and
.
Per the description of sampling in
Section 3.2, statistical process control was conducted on manufacturing time. The statistical data of the sample
were used, yielding the following:
where
is the sample mean, and
is the sample standard deviation. Therefore, the estimator of index
is as follows:
3.3. Construction of Evaluation Model of Manufacturing Process Quality and Manufacturing Time Performance
Chen et al. [
24] and Pearn et al. [
25] suggested that a product usually has several quality characteristics. Only when all quality characteristics meet the required level can the product be regarded as satisfactory. The manufacturing process performance evaluation chart proposed by Chen et al. [
11] can be used to simultaneously evaluate nominal-the-best, the-larger-the-better, and the-smaller-the-better quality characteristics.
is used as the x-coordinate and
is used as the y-coordinate to analyze whether the accuracy and precision of process quality characteristics meet the required level. Accordingly, process quality characteristics with poor performance are improved. The
-axis and
-axis are first defined according to the following:
A conversion table of the manufacturing process quality index
and the
quality level can be developed using Equation (3). For example, when the quality level of the manufacturing process reaches
,
and the yield rate is 93.31894%. When the quality level of the manufacturing process reaches
,
and the yield rate is 99.37903%. When the quality level of the manufacturing process reaches
,
and the yield rate is 99.97674%, and when the quality level of the manufacturing process reaches,
and the yield rate is 99.99966%. The results are shown in
Table 3.
When the process quality level is
, the corresponding yield rate and
value can be found in
Table 3; they can be used to draw a manufacturing process performance evaluation chart, as shown in
Figure 5.
When and are close to the origin, it indicates they have higher accuracy and precision. Conversely, when and deviate from the origin, the manufacturing process has low accuracy and precision. The set can be used to determine the upper limit and lower limit of the confidence level of the manufacturing process quality. Finally, according to the aforementioned results, accuracy is used as the -axis and precision are used as the -axis to construct a manufacturing process performance evaluation chart. This diagram can be used to evaluate whether the manufacturing process quality level of each process quality characteristic meets the requirement. Concurrently, the manufacturing process quality improvement direction is provided for process quality characteristics that do not meet the requirement. The performance index of manufacturing time is subsequently used as the -axis. When the manufacturing time performance exceeds the model, the manufacturing time performance must be improved. This is used to evaluate whether the performance of manufacturing time meets the approval standards. The aforementioned method can be used to determine the manufacturing process capacity of each process quality characteristic, and underperforming process quality characteristics can also be identified and improved.
3.4. Explanation of Manufacturing Process Quality and Manufacturing Time Performance Evaluation Model
A comprehensive manufacturing process quality and manufacturing time performance evaluation model has been constructed in the previous section. Subsequently, in terms of quality, this study uses
as the standard. First, a few different scenarios that can occur in the process performance evaluation chart are defined. This study defines four performance regions, namely
,
,
, and
, as follows using precision
, accuracy
, and manufacturing time performance index
:
As mentioned previously, precision and accuracy indices can adequately identify reasons for poor quality in the manufacturing process. When a process quality characteristic falls into region
, it indicates that the process quality characteristic is satisfactory and its precision and accuracy are above the required quality level. When a process quality characteristic falls into region
, it indicates that the process quality characteristic has insufficient accuracy and its manufacturing process is skewed to the left. When a quality characteristic falls into region
, it indicates that the process quality characteristic has insufficient accuracy and its manufacturing process was skewed to the right. When a process quality characteristic falls into region
, it indicates that the quality characteristic has insufficient precision and process variation is overly large. Subsequently, the quality region is depicted in
Figure 6.
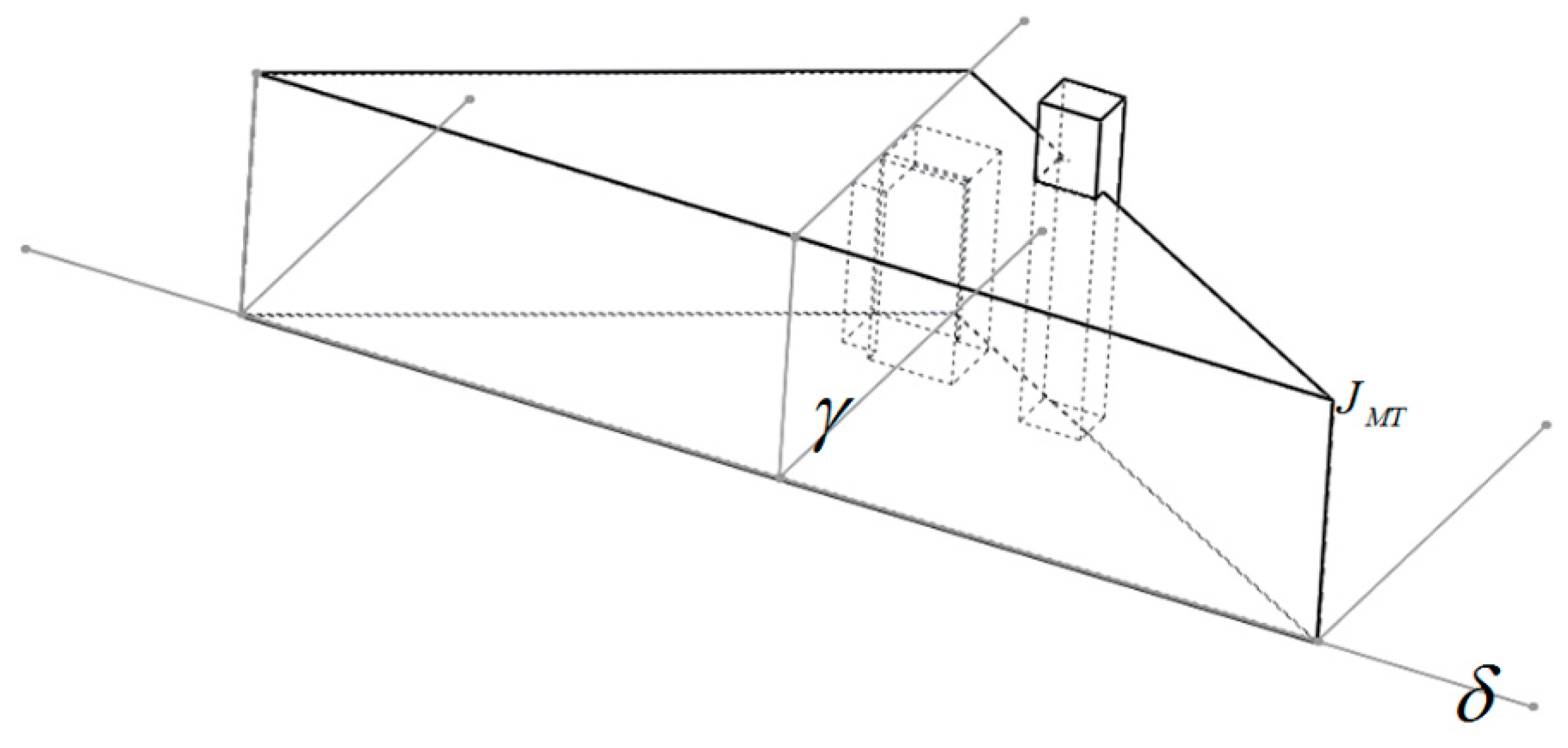
In terms of manufacturing time performance, the manufacturing time performance defect rate
is used as the
-axis, as shown in
Figure 7. When the height of the set
is within the model, it indicates that the manufacturing time performance has met the requirements of the company. When the height of aggregate
is outside of the model, it indicates that the manufacturing time performance has fallen short of the standard allowed by the company and improvement is needed. Through the use of the model, whether the manufacturing process of each product has met the standard can be seen clearly. Additionally, a table for the comparison of manufacturing process quality and manufacturing time performance is made for reference and is shown in
Figure 3. The
Table 4 allows quick identification of process quality characteristics whose manufacturing time performance has not met the standard, enabling companies to focus on the problems and improve them accordingly.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}