An Online Simultaneous Measurement of the Dual-Axis Straightness Error for Machine Tools


Abstract
:1. Introduction
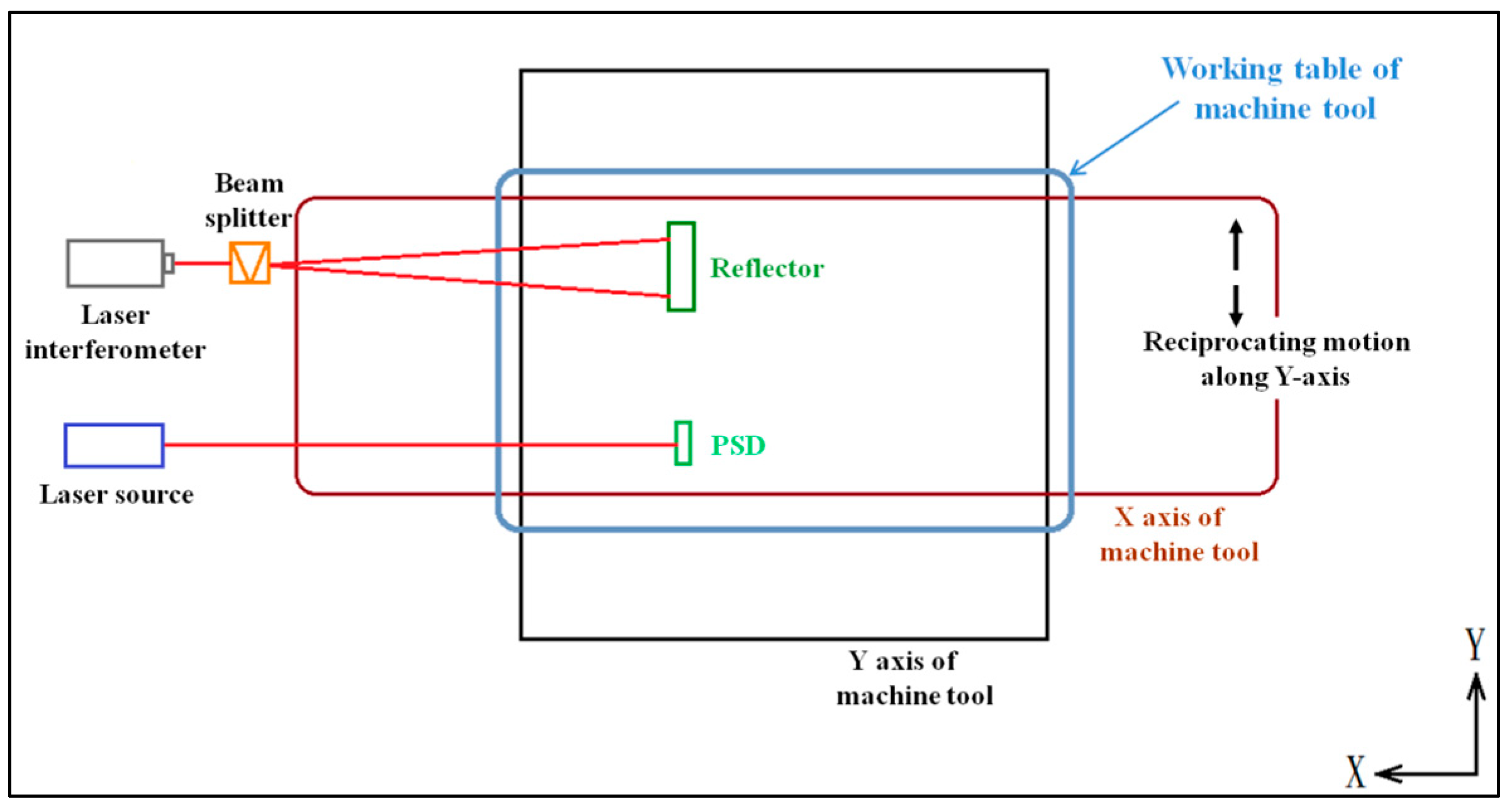
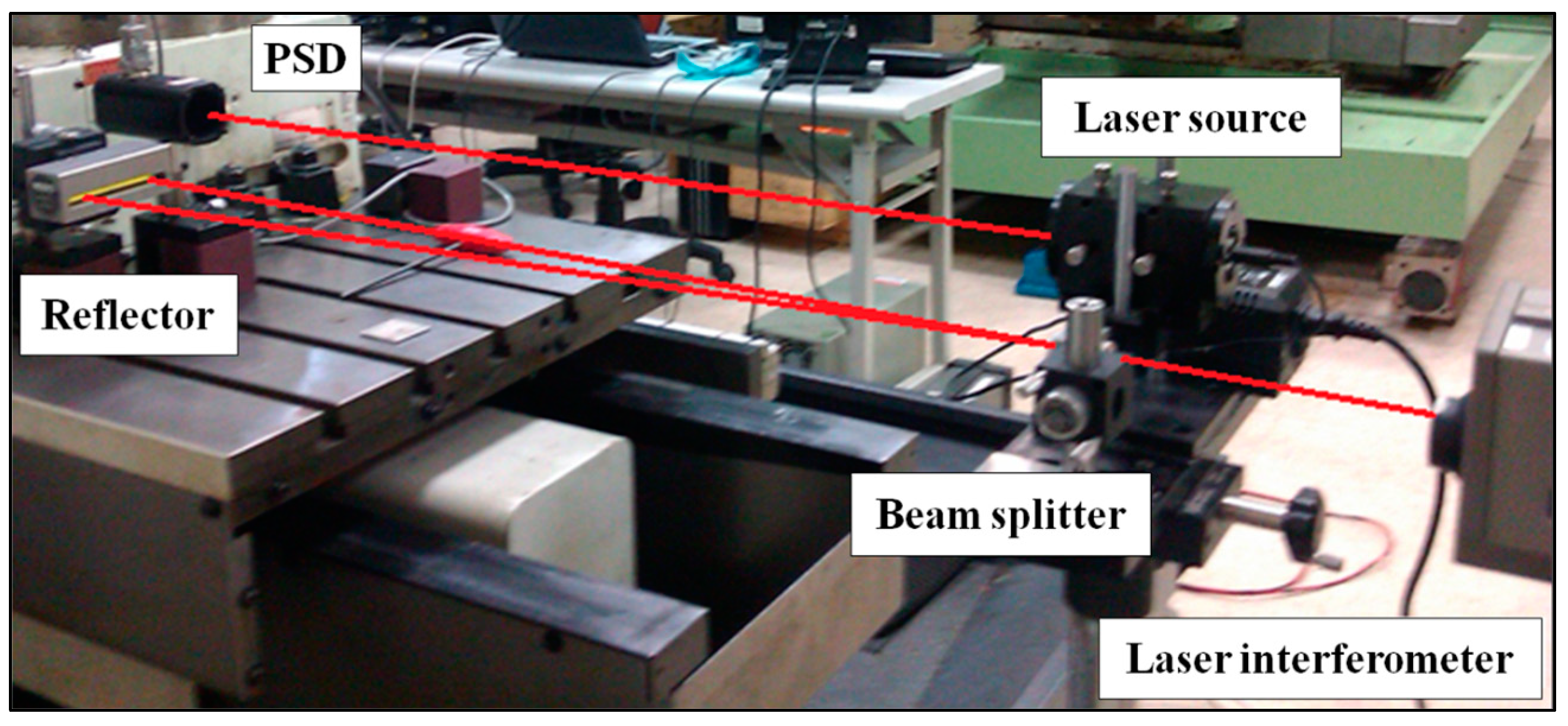
2. Dual-Axis Measurement System
2.1. System Configuration
2.2. Measurement Principle
3. Uncertainty Analysis
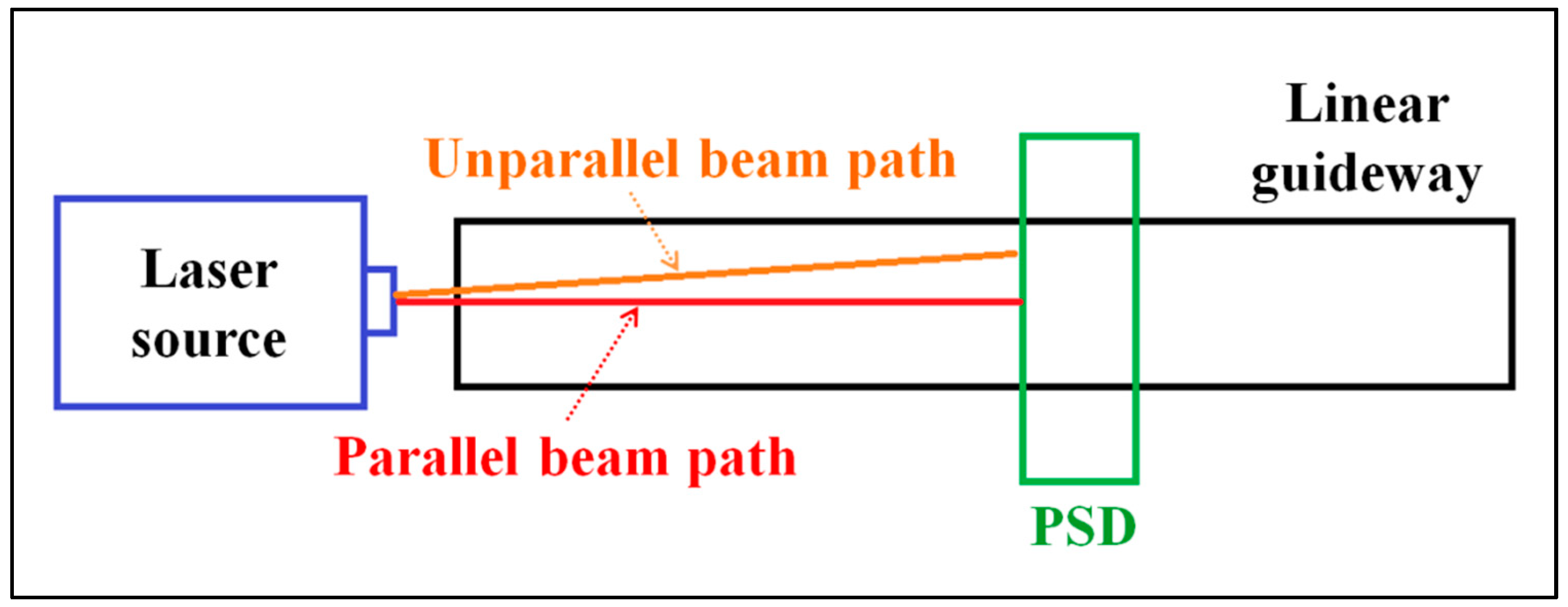
3.1. Vibration Error of the Laser Source
3.2. PSD Setup Error
3.3. Uncertainty of Dual-Axis Measuring
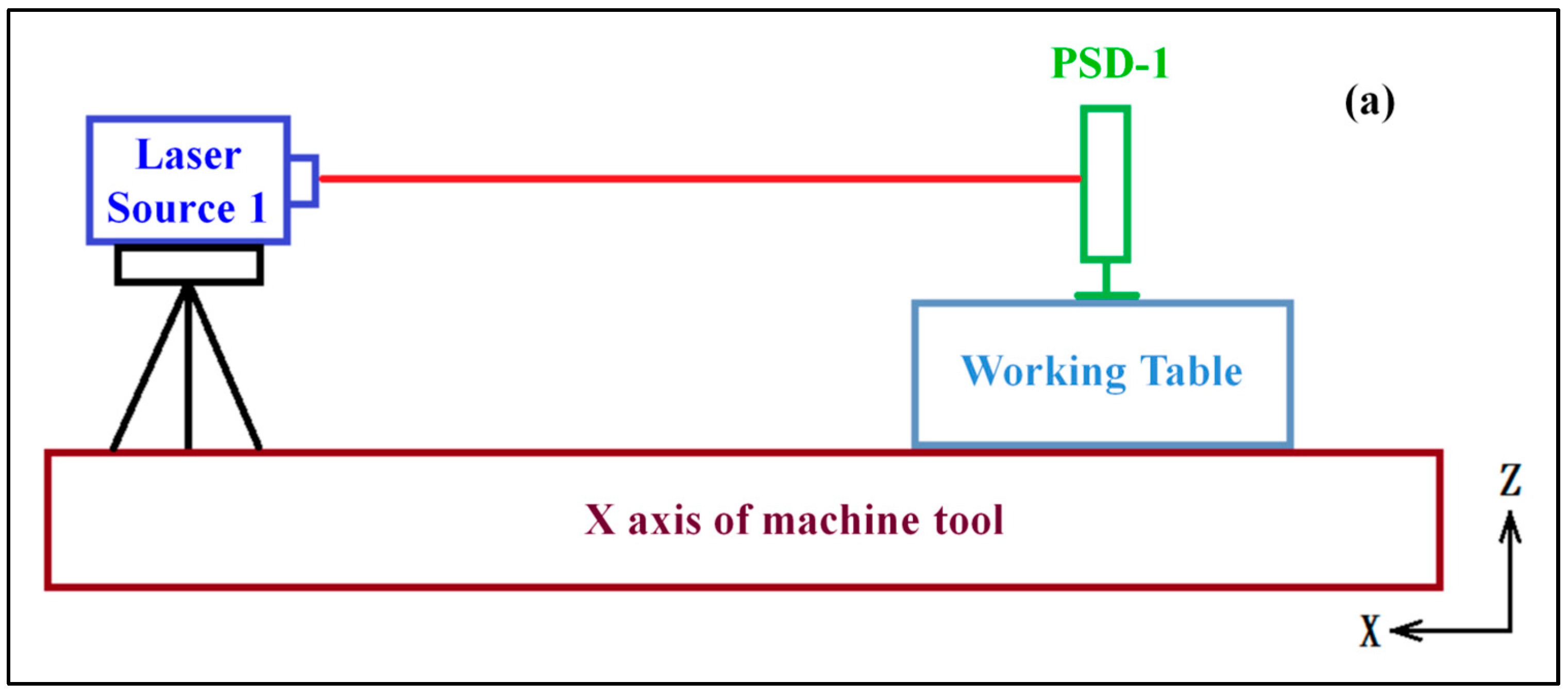
4. System Verification
4.1. Verification of Vertical Straightness Measurements
4.2. Verification of the Flatness Measurement System
5. Conclusions
- The vertical straightness of the X- and Y-axes of machine tools can be measured simultaneously with repeatability (3σ) as low as 2.46 μm.
- The measurements of the proposed system could be utilized to establish the error model for monitoring and compensating the vertical straightness errors of machine tools, especially for vertical milling machines.
- The surface topography of the workpiece could be significantly improved by vertical straightness error compensation.
- The flatness of the moving working-table could be compensated by the proposed system with repeatability (3σ) being reduced to as low as 0.65 μm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and compensation of machines—An update. CIRP Ann. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Fan, K.C.; Zhao, Y. A laser straightness measurement system using optical fiber and modulation techniques. Int. J. Mach. Tools Manuf. 2000, 40, 2073–2081. [Google Scholar] [CrossRef]
- Lin, S.-T. A laser interferometer for measuring straightness. Opt. Laser Technol. 2001, 33, 195–199. [Google Scholar] [CrossRef]
- Feng, Q.; Zhang, B.; Kuang, C. A straightness measurement system using a single-mode fiber-coupled laser module. Opt. Laser Technol. 2004, 36, 279–283. [Google Scholar] [CrossRef]
- Kuang, C.; Feng, Q.; Zhang, B.; Liu, B.; Chen, S.; Zhang, Z. A four-degree-of-freedom laser measurement system (FDMS) using a single-mode fiber-coupled laser module. Sens. Actuators A Phys. 2005, 125, 100–108. [Google Scholar] [CrossRef]
- Hwang, J.; Park, C.H.; Gao, W.; Kim, S.W. A three-probe system for measuring the parallelism and straightness of a pair of rails for ultra-precision guideways. Int. J. Mach. Tools Manuf. 2007, 47, 1053–1058. [Google Scholar] [CrossRef]
- Iqbal, S.; Gualini, M.M.S.; Asundi, A. Measurement accuracy of lateral-effect position-sensitive devices in presence of stray illumination noise. Sens. Actuators A Phys. 2008, 143, 286–292. [Google Scholar] [CrossRef]
- You, F.L.; Feng, Q.B.; Zhang, B. Straightness error measurement based on common-path compensation for laser beam drift. Opt. Precis. Eng. 2011, 19, 515–519. [Google Scholar]
- Huang, P.; Li, Y.; Wei, H. Straightness measurement system based on phase sensitive detection technique. In Proceedings of the 2013 International Conference on Optical Instruments and Technology: Optoelectronic Measurement Technology and Systems, Beijing, China, 17–19 November 2013; Volume 9046. [Google Scholar]
- Borisov, O.; Fletcher, S.; Longstaff, A.; Myers, A. Performance evaluation of a new taut wire system for straightness measurement of machine tools. Precis. Eng. 2014, 38, 492–498. [Google Scholar] [CrossRef]
- Liu, W.; Feng, Q.; Cui, C. The application of fiber-coupled LED in straightness measurement. In Proceedings of the 2015 International Conference on Optical Instruments and Technology: Optoelectronic Measurement Technology and Systems, Beijing, China, 17–19 May 2015; Volume 9623. [Google Scholar]
- Feng, W.L.; Yao, X.D.; Azamat, A.; Yang, J.G. Straightness error compensation for large CNC gantry type milling centers based on B-spline curves modeling. Int. J. Mach. Tools Manuf. 2015, 88, 165–174. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Jywe, W.Y.; Huang, H.L.; Chen, S.L. Development of a laser-based measurement system for evaluation of the scraping workpiece quality. Opt. Laser Eng. 2011, 49, 1045–1053. [Google Scholar] [CrossRef]
- Huang, H.L.; Jywe, W.Y.; Liu, C.H.; Duan, L.; Wang, M.-S. Development of a novel laser-based measuring system for the thread profile of ballscrew. Opt. Laser Eng. 2010, 48, 1012–1018. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (mm) | (arc-sec) | (μm) |
|---|---|---|
| 1000 | 1 | 4.8 |
| 1000 | 5 | 24.4 |
| 5000 | 1 | 24.2 |
| 5000 | 5 | 121.2 |
| (μm) | (Degree) | (μm) |
|---|---|---|
| 100 | 0.5 | 0.0038 |
| 100 | 1 | 0.0152 |
| (arc-sec) | (arc-sec) | (μm) | (arc-sec) | (μm) | (μm) | (arc-sec) | (μm) | (arc-sec) | σ (μm) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 10 | 1 | 10 | 5000 | 360 | 500 | 360 | 0.05 |
| 1 | 1 | 10 | 1 | 10 | 50,000 | 3600 | 50,000 | 3600 | 0.60 |
| 10 | 10 | 100 | 10 | 100 | 5000 | 360 | 5000 | 360 | 0.60 |
| 5 | 5 | 50 | 5 | 50 | 10,000 | 720 | 10,000 | 720 | 0.60 |
| 1 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 4.37 |
| 10 | 1 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 4.37 |
| 10 | 10 | 10 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 5.70 |
| 10 | 10 | 100 | 1 | 100 | 50,000 | 3600 | 50,000 | 3600 | 5.45 |
| 10 | 10 | 100 | 10 | 10 | 50,000 | 3600 | 50,000 | 3600 | 5.70 |
| 10 | 10 | 100 | 10 | 100 | 5000 | 3600 | 50,000 | 3600 | 3.49 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 360 | 50,000 | 3600 | 5.70 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 5000 | 3600 | 5.45 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 360 | 5.70 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 5.96 |
| 20 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 8.05 |
| 10 | 20 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 8.05 |
| 20 | 20 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 10.30 |
| 10 | 10 | 100 | 20 | 100 | 50,000 | 3600 | 50,000 | 3600 | 7.29 |
| 10 | 10 | 200 | 10 | 100 | 50,000 | 3600 | 50,000 | 3600 | 6.68 |
| 10 | 10 | 100 | 10 | 200 | 50,000 | 3600 | 50,000 | 3600 | 6.68 |
| 10 | 10 | 100 | 10 | 100 | 100,000 | 3600 | 50,000 | 3600 | 10.30 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 7200 | 50,000 | 3600 | 6.68 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 100,000 | 3600 | 7.29 |
| 10 | 10 | 100 | 10 | 100 | 50,000 | 3600 | 50,000 | 7200 | 6.68 |
| 20 | 20 | 100 | 10 | 100 | 100,000 | 3600 | 50,000 | 3600 | 19.70 |
| 10 | 10 | 200 | 10 | 100 | 50,000 | 7200 | 50,000 | 3600 | 9.01 |
| 10 | 10 | 100 | 20 | 100 | 50,000 | 3600 | 100,000 | 3600 | 11.12 |
| 10 | 10 | 100 | 10 | 200 | 50,000 | 3600 | 50,000 | 7200 | 9.01 |
| Instrument | Laser Interferometer | Proposed System | |||||
|---|---|---|---|---|---|---|---|
| Result | |||||||
| Single-axis Measuring | Error (μm) | 1.98 | 2.67 | 3.85 | 2.87 | 3.43 | 4.72 |
| Repeatability (3σ, μm) | 2.32 | 2.32 | |||||
| Dual-axis Measuring | Error (μm) | 4.43 | 3.04 | 2.62 | 4.34 | 2.66 | 2.55 |
| Repeatability (3σ, μm) | 2.32 | 2.46 | |||||
| Workpiece Surface Flatness (μm) | ||
|---|---|---|
| Measured by Triangulation Laser | Compensated by Proposed System | |
| 1st measurement | 63.36 | 51.23 |
| 2nd measurement | 65.30 | 52.49 |
| 3rd measurement | 65.31 | 52.15 |
| 4th measurement | 64.57 | 52.62 |
| 5th measurement | 64.71 | 52.20 |
| Average | 64.65 | 52.14 |
| Repeatability (3σ) | 2.13 | 1.46 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jywe, W.-Y.; Hsieh, T.-H.; Chen, P.-Y.; Wang, M.-S. An Online Simultaneous Measurement of the Dual-Axis Straightness Error for Machine Tools. Appl. Sci. 2018, 8, 2130. https://doi.org/10.3390/app8112130
Jywe W-Y, Hsieh T-H, Chen P-Y, Wang M-S. An Online Simultaneous Measurement of the Dual-Axis Straightness Error for Machine Tools. Applied Sciences. 2018; 8(11):2130. https://doi.org/10.3390/app8112130
Chicago/Turabian StyleJywe, Wen-Yuh, Tung-Hsien Hsieh, Po-Yu Chen, and Ming-Shi Wang. 2018. "An Online Simultaneous Measurement of the Dual-Axis Straightness Error for Machine Tools" Applied Sciences 8, no. 11: 2130. https://doi.org/10.3390/app8112130