
Gorilla Glass Cutting Using Femtosecond Laser Pulse Filaments


Abstract
:1. Introduction
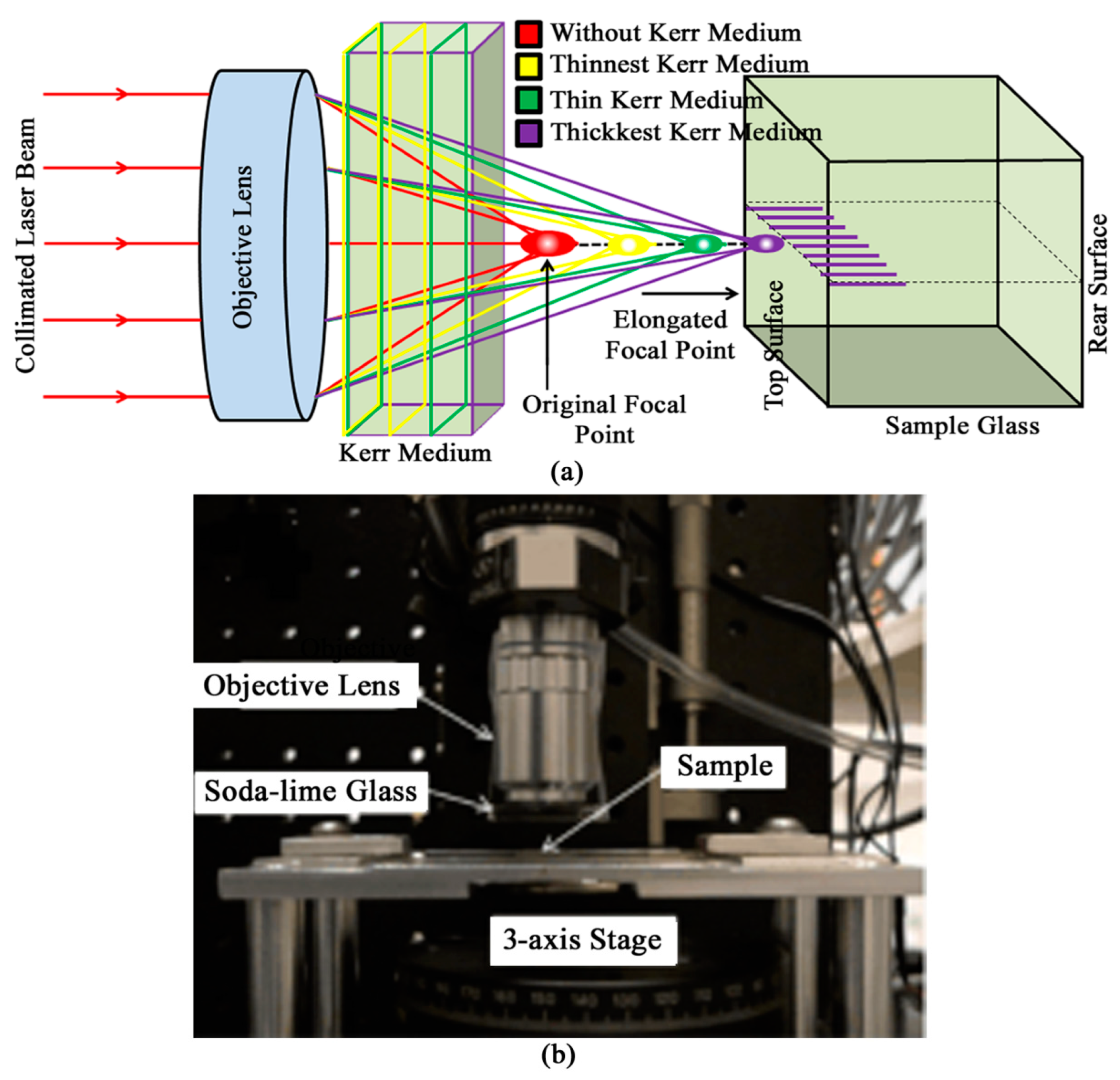
2. Fundamental Concepts
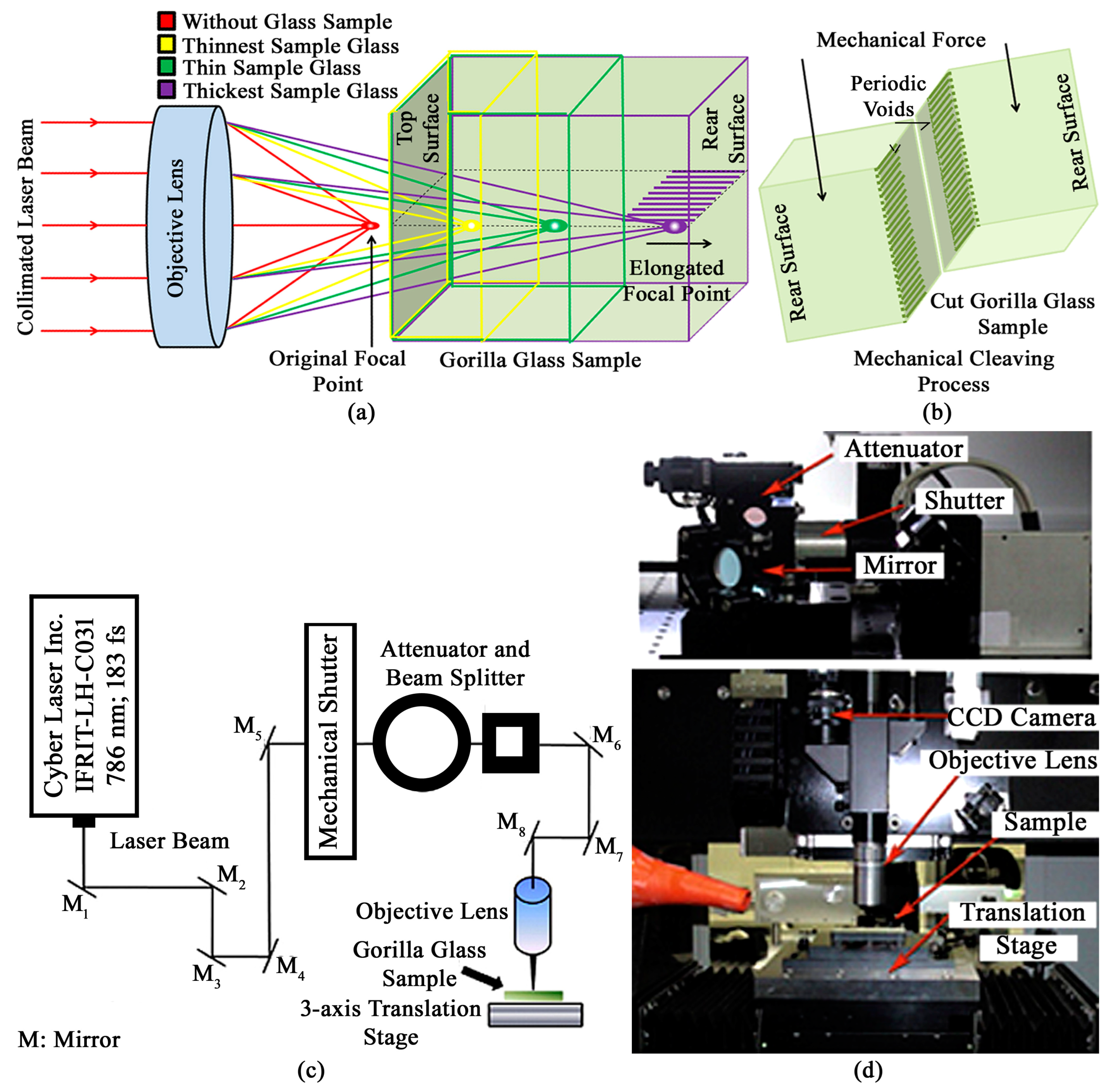
3. Materials and Methods
3.1. Material Properties
3.2. Experimental Details
4. Results and Discussion
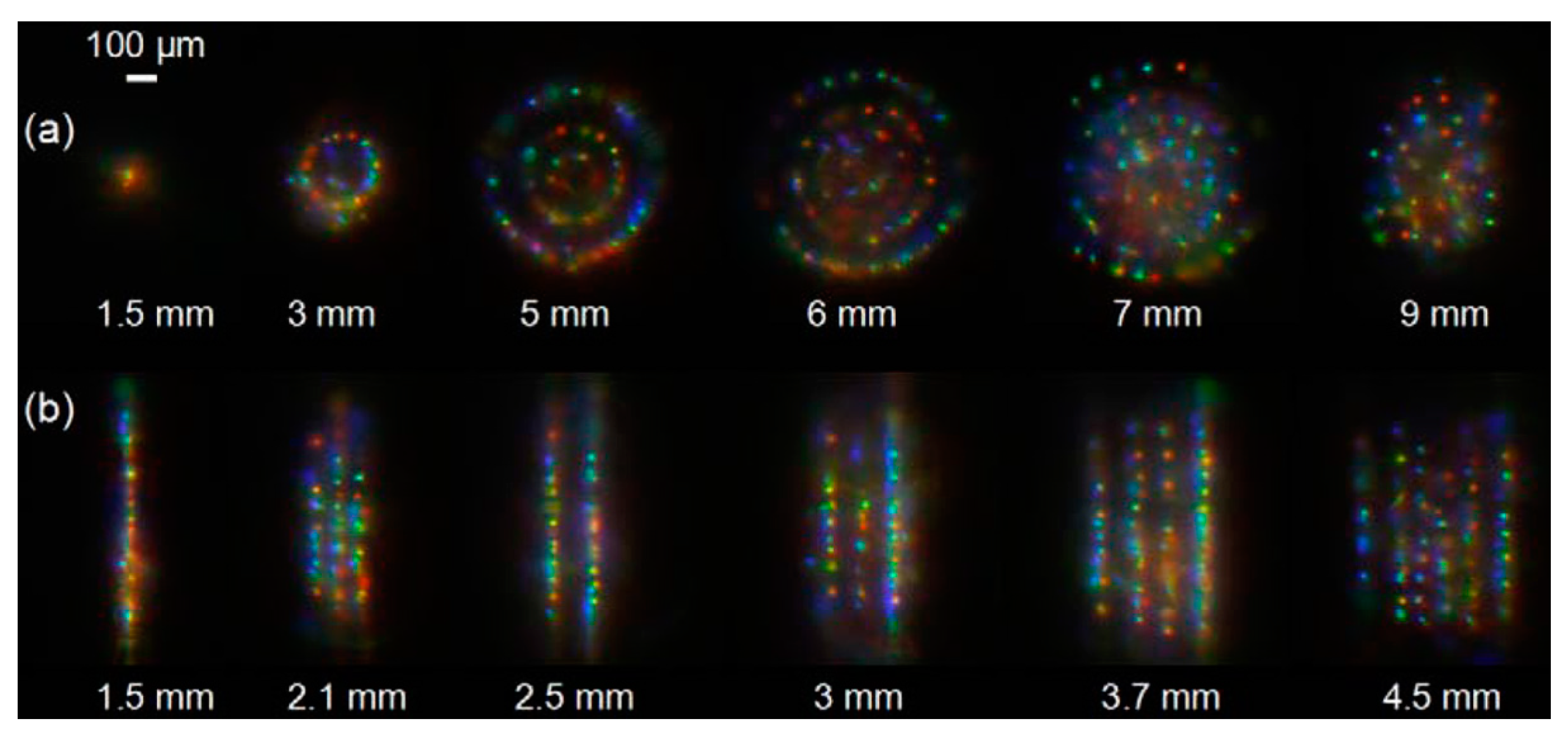
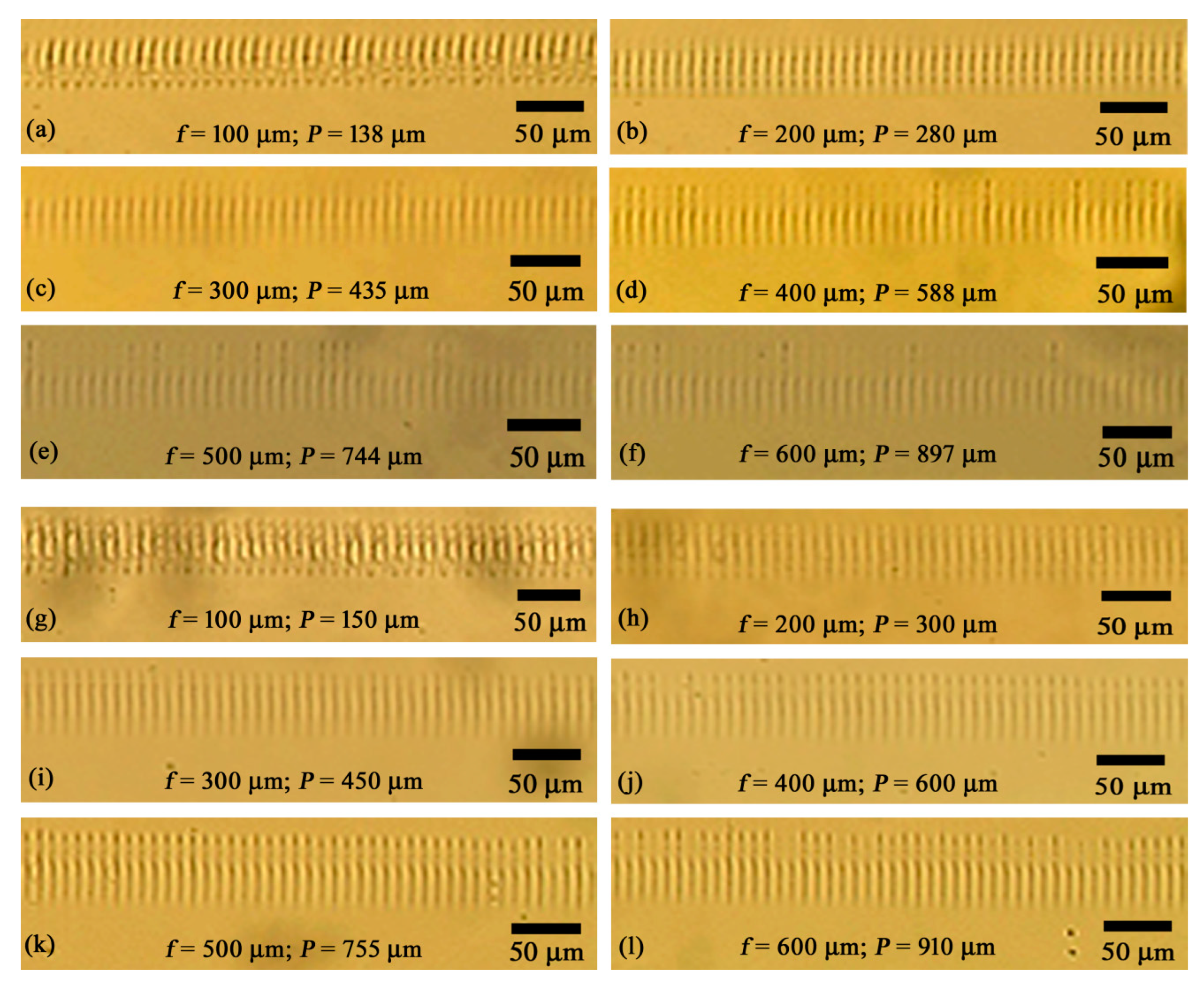
4.1. Characterization of Femtosecond Laser Filaments Fabrication Using a 50× Objective Lens
4.2. Characterization of Femtosecond Laser Filaments Fabrication Using a 100× Objective Lens
4.3. Cutting Gorilla Glass Using Femtosecond Laser Pulse Filament-Assisted High Aspect Ratio Micro-Voids
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bukieda, P.; Weller, B. Impact of cutting process parameters on the mechanical quality of processed glass edges. In Proceedings of the Conference on Architectural and Structural Applications of Glass, Ghent, Belgium, 23–24 June 2022. [Google Scholar] [CrossRef]
- Ruzica, F. How to cut glass. Glass Magazine, 10 February 2010. [Google Scholar]
- Fang, F.Z.; Liu, X.D.; Lee, L.C. Micro-machining of optical glasses—A review of diamond-cutting glasses. Sadhana 2003, 28, 945–955. [Google Scholar] [CrossRef]
- Morgan, C.J.; Vallance, R.R.; Marsh, E.R. Micro machining glass with polycrystalline diamond tools shaped by micro electro discharge machining. J. Micromech. Microeng. 2004, 14, 1687–1692. [Google Scholar] [CrossRef]
- Prakash, E.S.; Sadashivappa, K.; Joseph, V.; Singaperumal, M. Nonconventional cutting of plate glass using hot air jet: Experimental studies. Mechatron 2001, 11, 595–615. [Google Scholar] [CrossRef]
- Aich, U.; Banerjee, S.; Bandyopadhyay, A.; Das, P.K. Abrasive water jet cutting of borosilicate glass. Proc. Mater. Sci. 2014, 6, 775–785. [Google Scholar] [CrossRef]
- Matsumura, T.; Hiramatsu, T.; Shirakashi, T.; Muramatsu, T. A study on cutting force in the milling process of glass. J. Manuf. Process. 2005, 7, 102–108. [Google Scholar] [CrossRef]
- Cao, P.; Zhu, Z.; Guo, X.; Wang, X.; Fu, C.; Zhang, C. Cutting force and cutting quality during tapered milling of glass magnesium board. Appl. Sci. 2019, 9, 2533. [Google Scholar] [CrossRef]
- Krajcarz, D. Comparison metal water jet cutting with laser and plasma cutting. Proc. Eng. 2014, 69, 838–843. [Google Scholar] [CrossRef]
- Das, S.S.; Patowari, P.K. Fabrication of serpentine micro-channels on glass by ultrasonic machining using developed micro-tool by wire-cut electric discharge machining. Int. J. Adv. Manuf. Technol. 2018, 95, 3013–3028. [Google Scholar] [CrossRef]
- Qiu, J. Fundamental research on machining performance of diamond wire sawing and diamond wire electrical discharge sawing quartz glass. Ceram. Int. 2022, 48, 24332–24345. [Google Scholar] [CrossRef]
- Nisar, S.; Li, L.; Sheikh, M.A. Laser glass cutting techniques—A review. J. Laser Appl. 2013, 25, 042010. [Google Scholar] [CrossRef]
- Flamm, D.; Kaiser, M.; Feil, M.; Kahmann, M.; Lang, M.; Kleiner, J.; Hesse, T. Protecting the edge: Ultrafast laser modified C-shaped glass edges. J. Laser Appl. 2022, 34, 012014. [Google Scholar] [CrossRef]
- Mishra, S.; Sridhara, N.; Mitra, A.; Yougandar, B.; Dash, S.K.; Agarwal, S.; Dey, A. CO2 laser cutting of ultra thin (75 μm) glass based rigid optical solar reflector (OSR) for spacecraft application. Opt. Laser Technol. 2017, 90, 128–138. [Google Scholar] [CrossRef]
- Ito, Y.; Kizaki, T.; Shinomoto, R.; Ueki, M.; Sugita, N.; Mitsuishi, M. High-efficiency and precision cutting of glass by selective laser-assisted milling. Precis. Eng. 2017, 47, 498–507. [Google Scholar] [CrossRef]
- Shin, J.; Nam, K. Groove formation in glass substrate by a UV nanosecond laser. Appl. Sci. 2020, 10, 987. [Google Scholar] [CrossRef]
- Dong, H.; Huang, Y.; Rong, Y.; Chen, C.; Li, W.; Gao, Z. 532 nm nanosecond laser cutting solar float glass: Surface quality evaluation with different laser spot positions in field lens. Optik 2020, 223, 165620. [Google Scholar] [CrossRef]
- Dudutis, J.; Piriras, J.; Stonys, R.; Daknys, E.; Kikikevičius, A.; Kasparaitis, A.; Račiukaitis, G.; Gečys, P. In-depth comparison of conventional glass cutting technologies with laser-based methods by volumetric scribing using Bessel beam and rear-side machining. Opt. Express 2020, 28, 32133–32151. [Google Scholar] [CrossRef]
- Strigin, M.B.; Chudinov, A.N. Cutting of glass by picosecond laser radiation. Opt. Commun. 1994, 106, 223–226. [Google Scholar] [CrossRef]
- Wlodarczyk, K.L.; Brunton, A.; Rumsby, P.; Hand, D.P. Picosecond laser cutting and drilling of thin flex glass. Opt. Laser Eng. 2016, 78, 64–74. [Google Scholar] [CrossRef]
- Luo, Y.; Fan, X.; Wu, C.; Zhang, G.; Huang, Y.; Rong, Y.; Chen, L. Thick Glass High-Quality Cutting by Ultrafast Laser Bessel Beam Perforation-Assisted Separation; SSRN: Rochester, NY, USA, 2023. [Google Scholar] [CrossRef]
- Markauskas, E.; Zubauskas, L.; Voisiat, B.; Gečys, P. Efficient water-assisted glass cutting with 355 nm picosecond laser pulses. Micromachines 2022, 13, 785. [Google Scholar] [CrossRef]
- Dudutis, J.; Zubauskas, L.; Daknys, E.; Markauskas, E.; Gvozdaite, R.; Račiukaitis, G.; Gečys, P. Quality and flexural strength of laser-cut glass: Classical top-down ablation versus water-assisted and bottom-up machining. Opt. Express 2022, 30, 4564–4582. [Google Scholar] [CrossRef]
- Shin, H.; Kim, D. Cutting thin glass by femtosecond laser ablation. Opt. Laser Technol. 2018, 102, 1–11. [Google Scholar] [CrossRef]
- Li, Z.-Q.; Wang, J.-L.; Wang, Z.-F.; Allegre, O.; Guo, W.; Gao, W.-Y.; Xue, Y.; Li, L. Debris-free, zero taper cutting of Borofloat 33 glass using a femtosecond Bessel laser beam. Lasers Eng. 2020, 46, 383–393. [Google Scholar]
- Markauskas, E.; Zubauskas, L.; Račiukaitis, G.; Gečys, P. Femtosecond laser cutting of 110–550 nm thickness Borosilicate glass in ambient air and water. Micromachines 2023, 14, 176. [Google Scholar] [CrossRef] [PubMed]
- Hao, Z.; Stelmaszczyk, K.; Rohwetter, P.; Nakaema, W.M.; Woeste, L. Femtosecond laser filament-fringes in fused silica. Opt. Express 2011, 19, 7799–7806. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Jiang, H.; Luo, L.; Guo, L.; Yang, H.; Gong, Q. Multiple foci and a long filament observed with focused femtosecond pulse propagation in fused silica. Opt. Lett. 2002, 27, 448–450. [Google Scholar] [CrossRef] [PubMed]
- Wu, Z.; Jiang, H.; Sun, Q.; Yang, H.; Gong, Q. Filamentation and temporal reshaping of a femtosecond pulse in fused silica. Phys. Rev. A 2003, 68, 063820. [Google Scholar] [CrossRef]
- Grow, T.D.; Gaeta, A.L. Dependence of multiple filamentation on beam elipticity. Opt. Express 2005, 13, 4594–4599. [Google Scholar] [CrossRef] [PubMed]
- Ahsan, M.S.; Dewanda, F.; Ahmed, F.; Jun, M.B.G.; Lee, M.S. Characterization of femtosecond laser filament-fringes in titanium. In Proceedings of the Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications, San Francisco, CA, USA, 15 March 2013. [Google Scholar] [CrossRef]
- Majus, D.; Jukna, V.; Valiulis, G.; Dubietis, A. Generation of periodic filament arrays by self-focusing of highly elliptical ultrashort pulsed laser beam. Phys. Rev. A 2009, 79, 033843. [Google Scholar] [CrossRef]
- Bérubé, J.P.; Vallée, R.; Bernier, M.; Kosareva, O.; Panov, N.; Kandidov, V.; Chin, S.L. Self and focused periodic arrangement of multiple filaments in glass. Opt. Express 2010, 18, 24495–24503. [Google Scholar] [CrossRef]
- Daigle, J.F.; Kosareva, O.; Panov, N.; Begin, M.; Lessard, F.; Marceau, C.; Kamali, Y.; Roy, G.; Kandidov, V.P.; Chin, S.L. A simple method to significantly increase filaments length and ionization density. Appl. Phys. B 2009, 94, 249–257. [Google Scholar] [CrossRef]
- Esser, D.; Rezaei, S.; Li, J.; Herman, P.R.; Gottmann, J. Time dynamics of burst-train filamentation assisted femtosecond laser machining in glasses. Opt. Express 2011, 19, 25632–25642. [Google Scholar] [CrossRef] [PubMed]
- Ahsan, M.S.; Kwon, Y.-Y.; Sohn, I.-B.; Noh, Y.-C.; Lee, M.S. Formation of periodic micro/nano-holes array in Boro-aluminosilicate glass by single-pulse femtosecond laser machining. J. Laser Micro Nanoeng. 2014, 9, 19–24. [Google Scholar] [CrossRef]
- Ahmed, F.; Lee, M.S.; Sekita, H.; Sumiyoshi, T.; Kamata, M. Display glass cutting by femtosecond laser induced single shot periodic void array. Appl. Phys. A 2008, 93, 189–192. [Google Scholar] [CrossRef]
- Ahmed, F.; Ahsan, M.S.; Lee, M.S.; Jun, M.B.G. Near-field modification of femtosecond laser beam to enhance single-shot pulse filamentation in glass medium. Appl. Phys. A 2014, 114, 1161–1165. [Google Scholar] [CrossRef]
- Ahsan, M.S.; Lee, M.S. Femtosecond Laser Processing of Materials: Fundamentals Technologies, and Applications, 1st ed.; LAP LAMBERT Academic Publishing: Deutschland, Germany, 2013; p. 40. [Google Scholar]
- Dias, A.; Rodríguez, A.; Calderón, M.M.; Aranzadi, M.G. Ultrafast laser inscription of volume phase gratings with low refractive index modulation and self-images of high visibility. Opt. Express 2015, 23, 26683–26688. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Focus Position (f) (μm) | Filament Position (P) (μm) | Filament Length (L) (μm) | ||
|---|---|---|---|---|
| E = 25 μJ | E = 50 μJ | E = 25 μJ | E = 50 μJ | |
| 100 | 138 | 150 | 43 ± 2 | 50 ± 3 |
| 200 | 280 | 300 | 49 ± 2 | 52 ± 3 |
| 300 | 435 | 450 | 52 ± 3 | 55 ± 3 |
| 400 | 588 | 600 | 57 ± 3 | 62 ± 4 |
| 500 | 744 | 755 | 56 ± 3 | 64 ± 4 |
| 600 | 897 | 910 | 58 ± 4 | 65 ± 4 |
| Focus Position (f) (μm) | Filament Position (P) (μm) | Filament Length (L) (μm) | |||
|---|---|---|---|---|---|
| E = 25 μJ | E = 37 μJ | E = 25 μJ | E = 37 μJ | E = 25 μJ | E = 37 μJ |
| 50 | 50 | No Filaments | 82 | No Filaments | 45 ± 2 |
| 100 | 100 | 153 | 154 | 62 ± 4 | 66 ± 3 |
| 200 | 200 | 319 | 309 | 75 ± 5 | 85 ± 5 |
| 300 | 300 | 471 | 460 | 95 ± 5 | 105 ± 5 |
| 400 | 400 | 617 | 615 | 123 ± 6 | 110 ± 6 |
| 470 | 470 | No Filaments | 720 | No Filaments | 146 ± 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahsan, M.S.; Sohn, I.-B.; Choi, H.-K. Gorilla Glass Cutting Using Femtosecond Laser Pulse Filaments. Appl. Sci. 2024, 14, 312. https://doi.org/10.3390/app14010312
Ahsan MS, Sohn I-B, Choi H-K. Gorilla Glass Cutting Using Femtosecond Laser Pulse Filaments. Applied Sciences. 2024; 14(1):312. https://doi.org/10.3390/app14010312
Chicago/Turabian StyleAhsan, Md. Shamim, Ik-Bu Sohn, and Hun-Kook Choi. 2024. "Gorilla Glass Cutting Using Femtosecond Laser Pulse Filaments" Applied Sciences 14, no. 1: 312. https://doi.org/10.3390/app14010312