
Power Dissipation and Wear Modeling in Wheel–Rail Contact

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Formulation of Wheel–Rail Contact Problem
2.1. Thermo-Elasto-Plastic Contact Model
Plasticity Model
2.2. Contact Model
2.3. Thermal Model
2.4. Wear Evaluation Models
2.4.1. Dissipated Energy Wear Model
2.4.2. Wear Depth Evaluation
3. Numerical Solution Methods
4. Numerical Results and Discussion
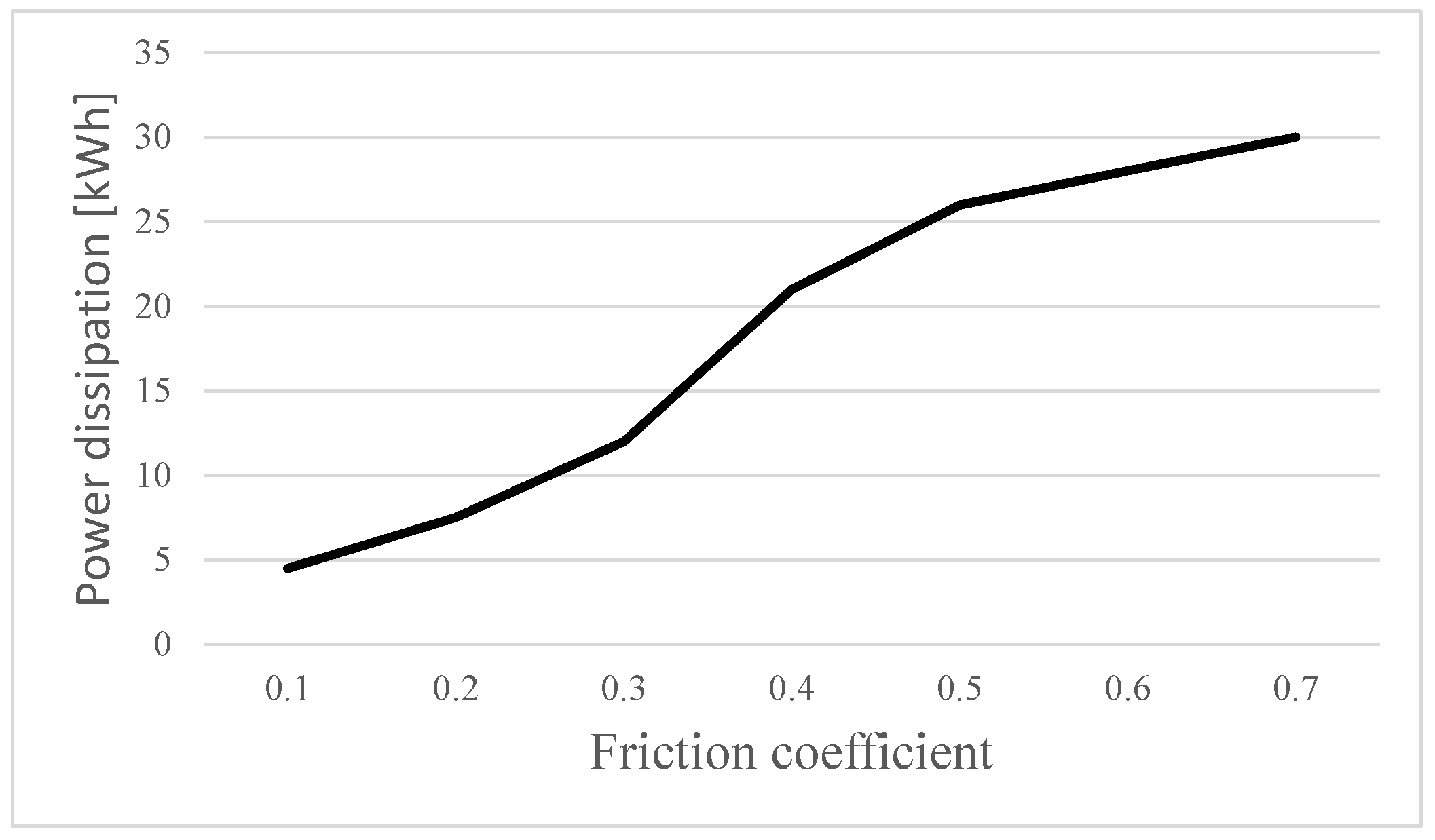
4.1. Distribution of Dissipation Power
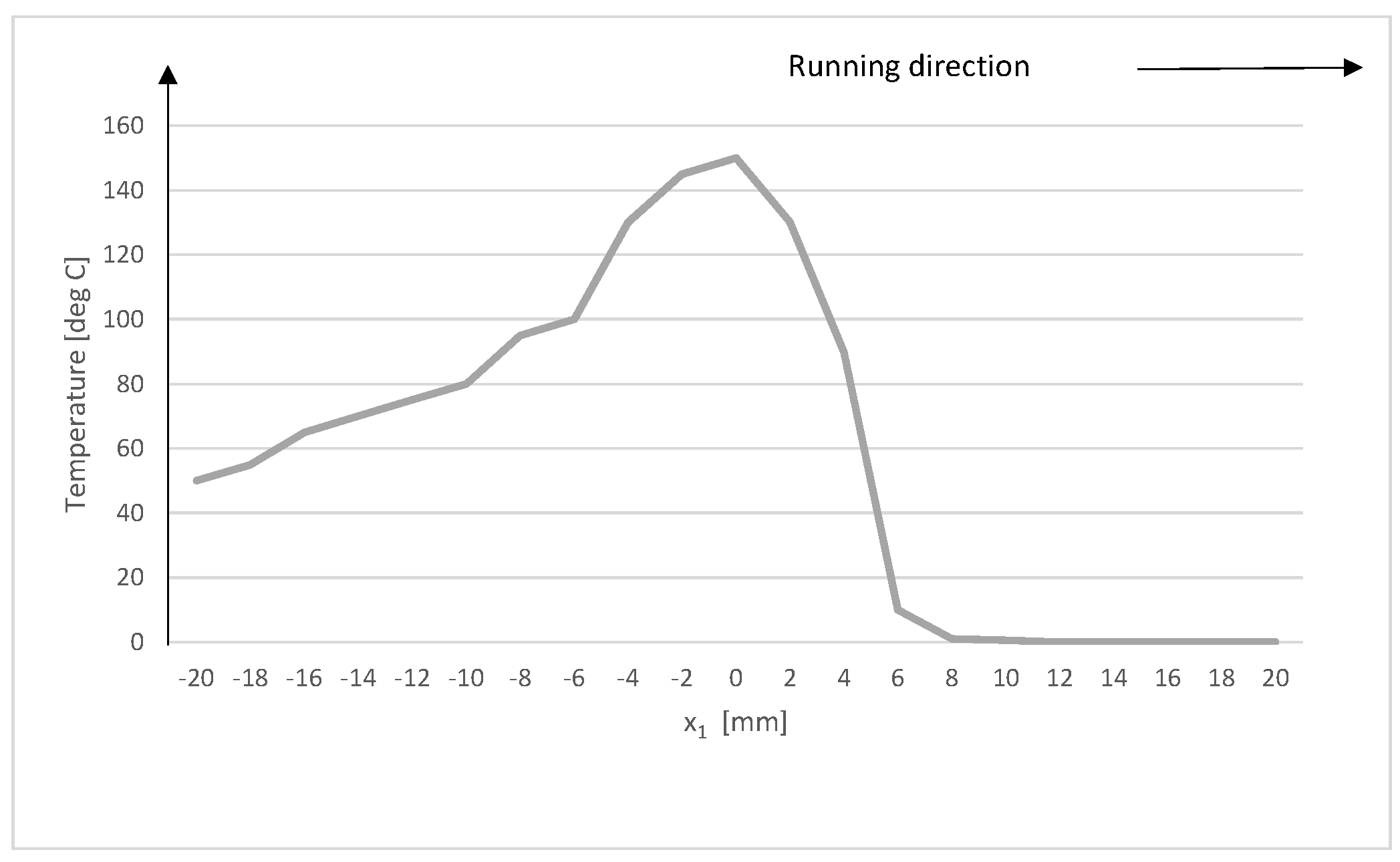
4.2. Distribution of Temperatures
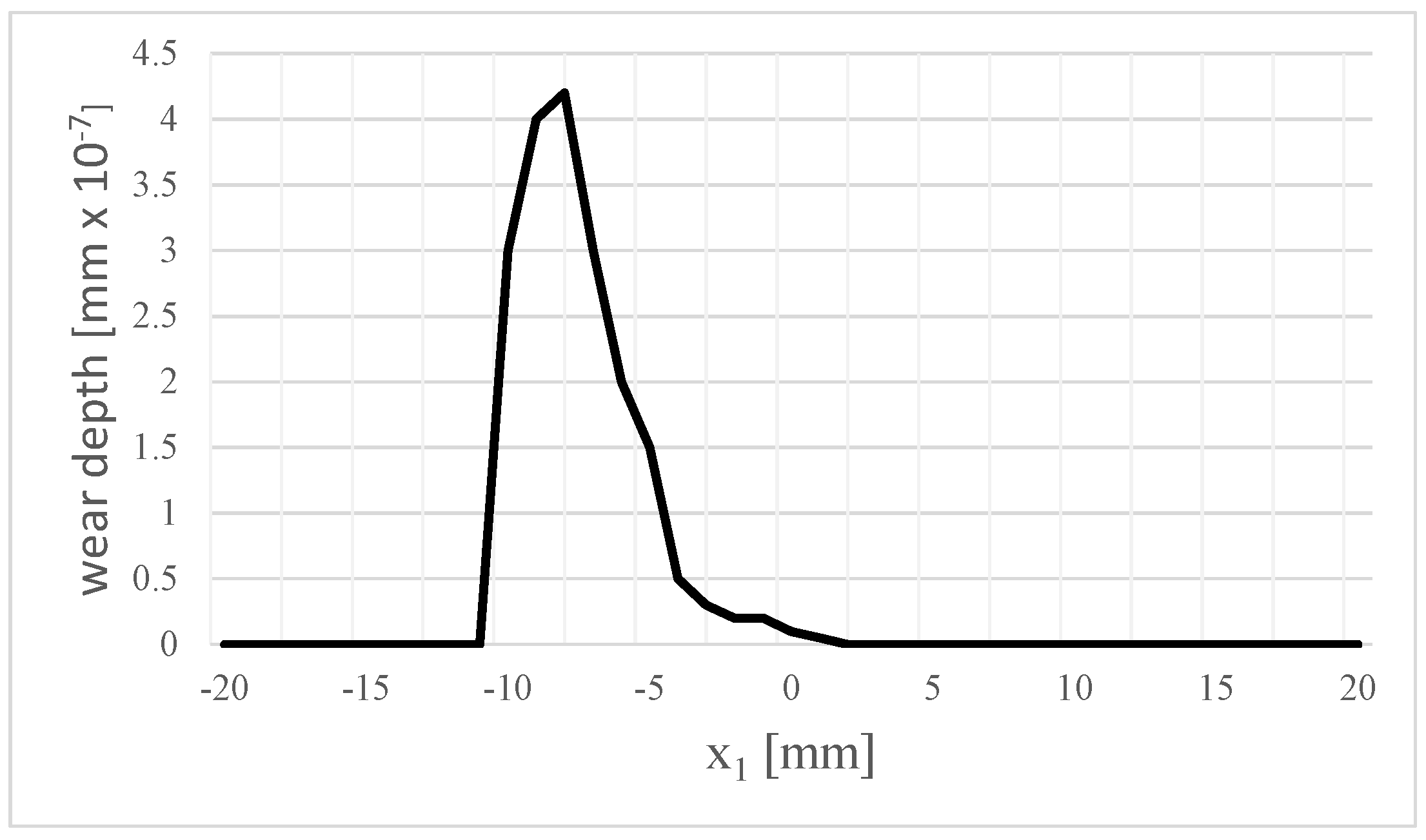
4.3. Wear Depth Distribution
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bosso, N.; Magelli, M.; Zampieri, N. Simulation of wheel and rail profile wear: A review of numerical models. Rail. Eng. Sci. 2022, 30, 403–436. [Google Scholar] [CrossRef]
- Omasta, M.; Navrátil, V.; Gabriel, T.; Galas, R.; Klapka, M. Design and development of a twin disc test rig for the study of squeal noise from the wheel-rail interface. Appl. Eng. Lett. 2022, 7, 10–16. [Google Scholar] [CrossRef]
- Liu, H.; Yang, B.; Wang, C.; Han, Y.; Liu, D. The mechanisms and applications of friction energy dissipation. Friction 2022, 11, 839–864. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact mechanics and the wear of metals. Wear 1995, 190, 162–170. [Google Scholar] [CrossRef]
- Al-Maliki, H.; Meierhofer, A.; Trummer, G.; Lewis, R.; Six, K. A new approach for modelling mild and severe wear in wheel-rail contacts. Wear 2021, 476, 203761. [Google Scholar] [CrossRef]
- Żmitrowicz, A. Wear Debris: A Review of Properties and Constitutive Model. J. Theor. Appl. Mech. 2005, 43, 3–35. [Google Scholar]
- Vollebregt, E.; Six, K.; Polach, O. Challenges and progress in the understanding and modelling of the wheel–rail creep forces. Veh. Syst. Dyn. 2021, 59, 1026–1068. [Google Scholar] [CrossRef]
- Meng, H.C.; Ludema, K.C. Wear models and predictive equations: Their form and content. Wear 1995, 181–183, 443–457. [Google Scholar] [CrossRef]
- Zhao, J.; Miao, H.; Kan, Q.; Fu, P.; Ding, L.; Kang, G.; Wang, P. Numerical investigation on the rolling contact wear and fatigue of laser dispersed quenched U71Mn rail. Int. J. Fatigue 2021, 143, 106010. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, P.; Moraal, J.; Li, Z. An experimental study on the effects of friction modifiers on wheel–rail dynamic interactions with various angles of attack. Rail. Eng. Sci. 2022, 30, 360–382. [Google Scholar] [CrossRef]
- Marjanovic, N.; Ivkovic, B.; Blagojevic, M.; Stojanovic, B. Experimental determination of friction coefficient at gear drives. J. Balk. Tribol. Assoc. 2010, 16, 517–526. [Google Scholar]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Phys. D Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Harmon, M.; Lewis, R. Review of top of rail friction modifier tribology. Tribol. Mater. Surfaces Interfaces 2016, 10, 150–162. [Google Scholar] [CrossRef]
- Vakis, A.I.; Yastrebov, V.A.; Scheibert, J.; Nicola, L.; Dini, D.; Minfray, C.; Almqvist, A.; Paggi, M.; Lee, S.; Limbert, G.; et al. Modeling and simulation in tribology across scales: An overview. Tribol. Int. 2018, 125, 169–199. [Google Scholar] [CrossRef]
- Li, J.; Zhou, Y.; Lu, Z.; Wang, Z.; Cheng, Z.; Wang, S. Experimental study on the mechanism of wheel-rail steels crack initiation and wear growth under rolling contact fatigue. Procedia Struct. Integr. 2022, 37, 582–589. [Google Scholar] [CrossRef]
- Braghin, F.; Lewis, R.; Dwyer-Joyce, R.S.; Bruni, S. A mathematical model to predict railway wheel profile evolution due to wear. Wear 2006, 261, 1253–1264. [Google Scholar] [CrossRef]
- Doca, T.; Andrade Pires, F.M. Finite Element Modelling of Wear using the Dissipated Energy Method coupled with a Dual Mortar Contact Formulation. Comput. Struct. 2017, 191, 62–79. [Google Scholar] [CrossRef]
- Fouvry, S.; Paulin, C. An effective friction energy density approach to predict solid lubricant friction endurance: Application to fretting wear. Wear 2014, 319, 211–226. [Google Scholar] [CrossRef]
- Jahangiria, M.; Hashempourb, M.; Razavizadehb, H.; Rezaieb, H.R. A new method to investigate the sliding wear behaviour of materials based on energy dissipation: W–25 wt% Cu composite. Wear 2012, 274–275, 175–182. [Google Scholar] [CrossRef]
- Abdo, J. Materials Sliding Wear Model Based on Energy Dissipation. J. Mech. Adv. Mater. Struct. 2015, 22, 298–304. [Google Scholar] [CrossRef]
- Alarcon, G.I.; Burgelman, N.; Meza, J.M.; Toro, A.; Li, Z. Power dissipation modeling in wheel/rail contact: Effect of friction coefficient and profile quality. Wear 2016, 366–367, 217–224. [Google Scholar] [CrossRef]
- Fouvry, S.; Paulin, C.; Liskiewicz, T. Application of an energy wear approach to quantify fretting contact durability. Introduction to wear energy capacity concept. Tribol. Int. 2007, 40, 1428–1440. [Google Scholar] [CrossRef]
- Ramalho, A.; Miranda, J.C. The relationship between wear and dissipated energy in sliding systems. Wear 2006, 260, 361–367. [Google Scholar] [CrossRef]
- Huq, M.Z.; Celis, J.P. Expressing wear rate in sliding contacts based on dissipated energy. Wear 2002, 252, 375–383. [Google Scholar] [CrossRef]
- Faccoli, M.; Petrogalli, C.; Lancini, M.; Ghidini, A.; Mazzu, A. Rolling Contact Fatigue and Wear Behavior of High-Performance Railway Wheel Steels Under Various Rolling-Sliding Contact Conditions. J. Mater. Eng. Perform. 2017, 26, 3271–3284. [Google Scholar] [CrossRef]
- Chudzikiewicz, A.; Myśliński, A. Thermoelastic Wheel-Rail Contact Problem with Elastic Graded Materials. Wear 2011, 271, 417–425. [Google Scholar] [CrossRef]
- Naeimi, M.; Li, S.; Li, Z.; Wu, J.; Petrov, R.; Sietsma, J.; Dollevoet, R. Thermomechanical analysis of the wheel-rail contact using a coupled modelling procedure. Tribol. Int. 2018, 117, 250–260. [Google Scholar] [CrossRef]
- Myśliński, A.; Chudzikiewicz, A. Wear modelling in wheel-rail contact problems based on energy dissipation. Tribol. Mater. Surfaces Interfaces 2021, 15, 138–149. [Google Scholar] [CrossRef]
- Liu, B.; Bruni, S.; Lewis, R. Numerical calculation of wear in rolling contact based on the Archard equation: Effect of contact parameters and consideration of uncertainties. Wear 2022, 490–491, 204188. [Google Scholar] [CrossRef]
- Liu, B.; Bruni, S. Application of the extended FASTSIM for non-Hertzian contacts towards the prediction of wear and rolling contact fatigue of wheel/rail systems. Proc. Inst. Mech. Eng. Part J. Rail Rapid Transit. 2023; in press. [Google Scholar] [CrossRef]
- Meacci, M.; Shi, Z.; Butini, E.; Marini, L.; Meli, E.; Rindi, A. A railway local degraded adhesion model including variable friction, energy dissipation and adhesion recovery. Veh. Syst. Dyn. 2021, 59, 1697–1718. [Google Scholar] [CrossRef]
- Hager, C.; Wohlmuth, B.I. Nonlinear complementarity functions for plasticity problems with frictional contact. Comput. Methods Appl. Mech. Eng. 2009, 198, 3411–3427. [Google Scholar] [CrossRef]
- Han, W.; Reddy, B.D. Plasticity: Mathematical Theory and Numerical Analysis, 2nd ed.; Springer: New York, NY, USA, 2013; pp. 15–45. [Google Scholar]
- Fu, P.; Zhao, J.; Zhang, X.; Miao, H.; Wen, Z.; Wang, P.; Kang, G.; Kan, Q. Elasto-plastic partial slip contact modeling of graded layers. Int. J. Mech. Sci. 2023, 264, 108823. [Google Scholar] [CrossRef]
- Żmitrowicz, A. An analysis of wear processes of materials based on variational methods. Math. Mech. Solids 2018, 23, 504–518. [Google Scholar] [CrossRef]
- Myśliński, A.; Wróblewski, M. Structural optimization of contact problems using Cahn-Hilliard model. Comput. Struct. 2017, 180, 52–59. [Google Scholar] [CrossRef]
- Hintermüller, M.; Ito, K.; Kunisch, K. The Primal-Dual Active Set Strategy as a Semismooth Newton Method. SIAM J. Optim. 2002, 13, 865–888. [Google Scholar] [CrossRef]
- Hintermüller, M.; Kovtunenko, V.A.; Kunisch, K. The primal–dual active set method for a crack problem with non-penetration. IMA J. Appl. Math. 2004, 69, 1–26. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Myśliński, A.; Chudzikiewicz, A. Power Dissipation and Wear Modeling in Wheel–Rail Contact. Appl. Sci. 2024, 14, 165. https://doi.org/10.3390/app14010165
Myśliński A, Chudzikiewicz A. Power Dissipation and Wear Modeling in Wheel–Rail Contact. Applied Sciences. 2024; 14(1):165. https://doi.org/10.3390/app14010165
Chicago/Turabian StyleMyśliński, Andrzej, and Andrzej Chudzikiewicz. 2024. "Power Dissipation and Wear Modeling in Wheel–Rail Contact" Applied Sciences 14, no. 1: 165. https://doi.org/10.3390/app14010165