


The Influence of Oscillation Parameters on the Formation of Overhead Welding Seams in the Narrow-Gap GMAW Process

Abstract
:1. Introduction
2. Materials and Methods
3. Results
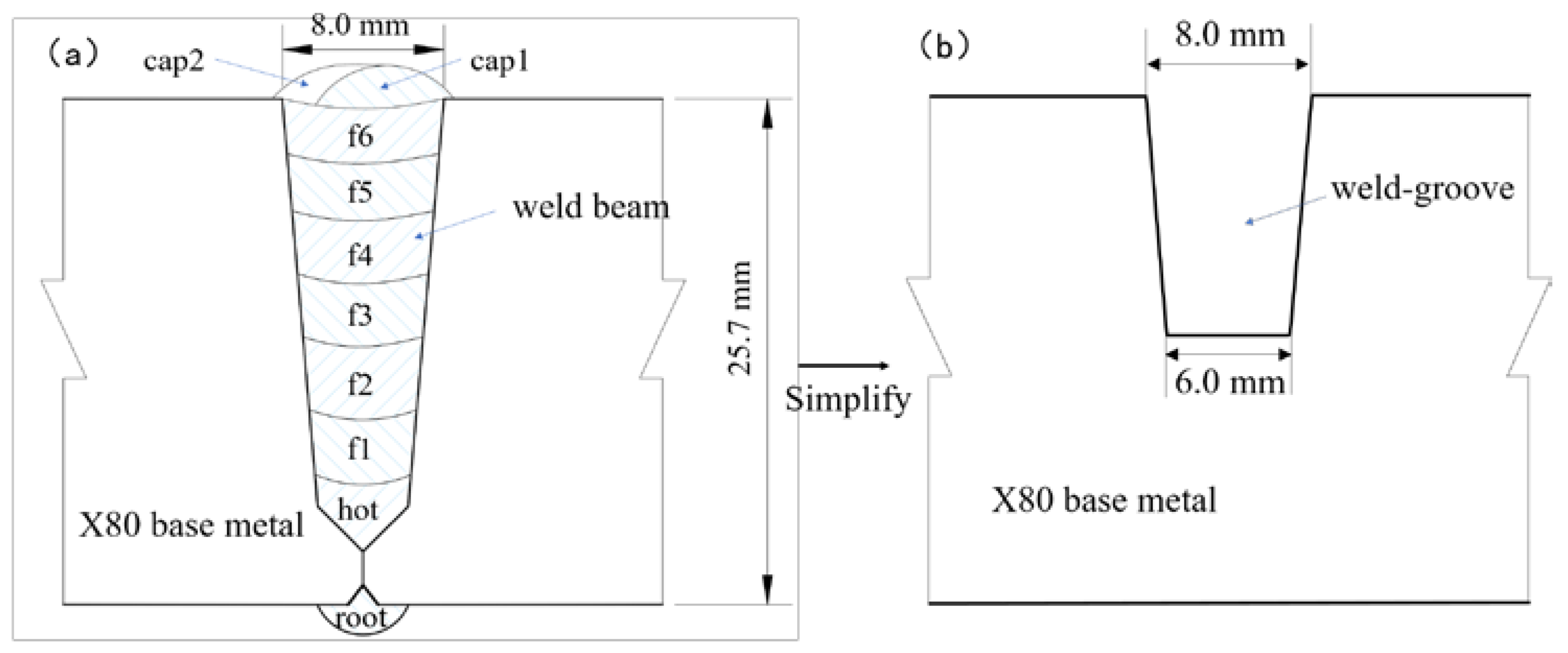
3.1. Formation of the NG-GMAW Overhead Welding Seam
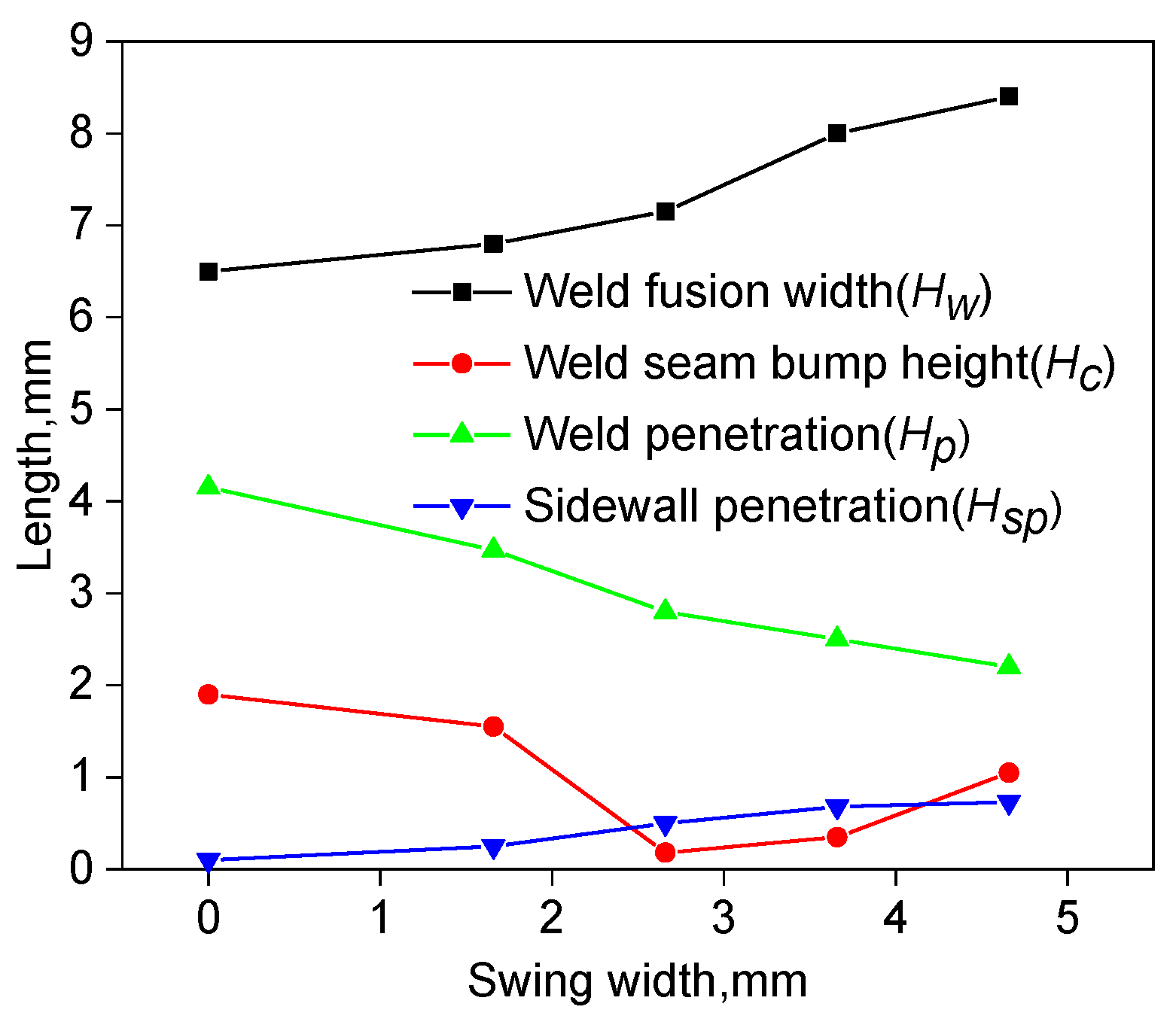
3.2. Effect of the Oscillation Parameters on the Formation of the Weld
4. Discussion
- When the welding wire moves in the middle of the groove, the movement speed v1 of the welding wire is:
- 2.
- When the welding wire dwells on the sidewall, the movement speed v2 of the welding wire is:
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qin, G.L. Development and application of narrow gap gas shielded welding process. Metalwork. Hot Work. 2022, 9, 8–20. [Google Scholar]
- Li, W.H.; Gao, K.; Wu, J.; Wang, J.Y.; Ji, Y.H. Groove sidewall penetration modeling for rotating arc narrow gap MAG welding. Int. J. Adv. Manuf. Technol. 2015, 78, 573–581. [Google Scholar] [CrossRef]
- Cui, H.C.; Jiang, Z.D.; Tang, X.H.; Lu, F.G. Research on narrow-gap GMAW with swing arc system in horizontal position. Int. J. Adv. Manuf. Technol. 2014, 74, 297–305. [Google Scholar] [CrossRef]
- Xu, W.H.; Fan, C.L.; Lin, S.B.; Yang, C. Research on droplet transfer in oscillation arc narrow gap GMA welding. Chin. Weld. 2014, 23, 12–16. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Yang, C.L.; Fan, C.L. Forming of GMAW weld in vertical direction with narrow gap of oscillation arc. Trans. China Weld. Inst. 2015, 4, 56–60. [Google Scholar]
- Luo, Y.; Zhang, Z.L.; Zhou, C.F.; Yang, C.G.; Zhou, W. Effect of oscillation parameters of narrow groove MAG welding on weld formation. J. Hebei Univ. Sci. Technol. 2017, 38, 6. [Google Scholar] [CrossRef]
- Nguyen, D.H. Research on Droplet Transfer and Welding Process of Oscillation arc Narrow Gap GMAW. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2014. [Google Scholar]
- Wang, S. Research on Metal Transfer and Arc Behavior in Weaving Arc Narrow Gap P-GMAW Welding. Master’s Thesis, Tianjin Industrial University, Tianjin, China, 2019. [Google Scholar]
- Qin, X.M.; Yao, S.; Xiang, F.; Sun, W. Welding wire bending mechanism based on PC control. Weld. Technol. 2002, 31, 35–36. [Google Scholar]
- Xu, G.X.; Zhu, J.; Wang, J.Y.; Li, L.; Zheng, Z.Q. Numerical analysis model for fluid flow in swing arc narrow gap vertical FCAW. J. Mech. Eng. 2019, 55, 63–69. [Google Scholar] [CrossRef]
- Traidia, A.; Roger, F.; Schroeder, J.; Guyot, E.; Marlaud, T. On the effects of gravity and sulfur content on the weld shape in horizontal narrow gap GTAW of stainless steels. J. Mater. Process. Technol. 2013, 213, 1128–1138. [Google Scholar] [CrossRef]
- Sugitani, Y.; Kobayashi, Y.; Murayama, M. Development and application of automatic high speed rotation arc welding. Weld. Int. 1991, 5, 577–583. [Google Scholar] [CrossRef]
- Shinji, I.; Masatoshi, M.; Yuji, K. Application of Narrow Gap Welding Process with High Speed Rotating Arc to Box Column Joints of Heavy Thick Plates. JFE Technol. Rep. 2009, 14, 16–21. [Google Scholar]
- Wang, J.Y.; Zhu, J.; Fu, P.; Su, R.J.; Han, W.; Yang, F. A oscillation arc system for narrow gap GMA welding. ISIJ Int. 2012, 52, 110–114. [Google Scholar] [CrossRef]
- Li, W.H.; He, C.F.; Chang, J.S.; Wang, J.Y. Modeling of weld formation in variable groove narrow gap welding by rotating GMAW. J. Manuf. Process. 2020, 57, 163–173. [Google Scholar] [CrossRef]
- Yang, C.L.; Guo, N.; Lin, S.B.; Fan, C.L.; Zhang, Y.Q. Application of rotating arc system to horizontal narrow gap welding. Sci. Technol. Weld. Join. 2009, 14, 172–177. [Google Scholar] [CrossRef]
- Guo, N.; Lin, S.B.; Fan, C.L.; Zhang, Y.Q.; Yang, C.L. Study on weld formation in a novel rotating arc horizontal GMAW. China Weld. 2009, 18, 35–40. [Google Scholar] [CrossRef]
- Liu, L.M.; Hu, C.H.; Fang, D.S. Forming characteristics of narrow gap gas shielded three wire indirect arc welding. Trans. China Weld. Inst. 2018, 39, 119–123. [Google Scholar] [CrossRef]
- Liu, L.M.; Wang, Z.L.; Zhang, T.Y.; Ba, X.L. Analysis of metal transfer and weld forming characteristics in triple-wire gas indirect arc welding. Int. J. Adv. Manuf. Technol. 2022, 120, 6777–6788. [Google Scholar] [CrossRef]
- Fang, D.S. Study on the Characteristics of Three-Wire Indirect arc and Its Thick-Wall Narrow Gap Welding Process under Gas Protection. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2017. [Google Scholar]
- Shoichi, M.; Yukio, M.; Koki, T.; Yasushi, T.; Yukinori, M.; Yusuke, M. Study on the application for electromagnetic controlled molten pool welding process in overhead and flat position welding. Sci. Technol. Weld. Join. 2013, 18, 38–44. [Google Scholar] [CrossRef]
- Shelyagin, V.; Khaskin, V.; Bernatskyi, A.; Siora, A.; Sydorets, V.N.; Chinakhov, D.A. Multi-Pass Laser and Hybrid Laser-Arc Narrow-Gap Welding of Steel Butt Joints. Mater. Sci. Forum 2018, 927, 64–71. [Google Scholar] [CrossRef]
- Wahba, M.; Mizutani, M.; Katayama, S. Single pass hybrid laser-arc welding of 25 mm thick square groove butt joints. Mater. Des. 2016, 97, 1–6. [Google Scholar] [CrossRef]
- Yu, J.; Cai, C.; Xie, J.; Huang, J.S.; Liu, Y.H.; Chen, H. Weld formation, arc behavior, and droplet transfer in narrow-gap laser-arc hybrid welding of titanium alloy. J. Manuf. Process. 2023, 91, 44–52. [Google Scholar] [CrossRef]
- Meng, Y.F.; Li, G.; Gao, M.; Zhang, C.; Zeng, X.Y. Formation and suppression mechanism of lack of fusion in narrow gap laser-arc hybrid welding. Int. J. Adv. Manuf. Technol. 2019, 100, 2299–2309. [Google Scholar] [CrossRef]
- Yang, X.Y.; Chen, H.; Li, M.V.; Bu, H.Y.; Zhu, Z.T.; Cai, C. Porosity suppressing and grain refining of narrow-gap rotating laser-MIG hybrid welding of 5A06 aluminum alloy. J. Manuf. Process. 2021, 68, 1100–1113. [Google Scholar] [CrossRef]
- Luo, Z.Y.; Han, S.G.; Chen, Y.C.; Cai, D.T.; Haskin, V. Effect of process parameters on the forming and tensile properties of laser-arc composite weld. Mater. Rev. 2019, 33, 5. [Google Scholar]
- Zhu, C.; Tang, X.; He, Y.; Lu, F.; Cui, H. Characteristics and formation mechanism of sidewall pores in NG-GMAW of 5083 Al-alloy. J. Mater. Process. Technol. 2016, 238, 274–283. [Google Scholar] [CrossRef]
- Wu, C.S. Welding Thermal Process and Weld Pool Morphology; Machinery Industry Press: Beijing, China, 2008; pp. 173–174. [Google Scholar]
- Li, J.M. Study on Weld Forming Mechanical Behavior during CO2 Gas Shielded Welding Swing Process. Master’s Thesis, China University of Petroleum, Qingdao, China, 2008. [Google Scholar]
- Yu, S.B. Study on Stability and High-Speed Welding Process of Three-Wire Indirect Arc Welding. Master’s Thesis, Dalian University of Technology, Dalian, China, 2020. [Google Scholar]
- Han, S.Y.; Liu, G.Q.; Tang, X.H.; Xu, L.D.; Cui, H.C.; Shao, C.D. Effect of molten pool behaviors on welding defects in tandem NG-GMAW based on CFD simulation. Int. J. Heat Mass Transf. 2022, 195, 123165. [Google Scholar] [CrossRef]
- Xu, G.X.; Wang, J.Y.; Li, P.F.; Zhu, J.; Cao, Q.N. Numerical analysis of heat transfer and fluid flow in swing arc narrow gap GMA welding. J. Mater. Process. Technol. 2018, 252, 260–269. [Google Scholar] [CrossRef]
- Li, Z.H.; Xin, J.W.; Xiao, X.; Wang, H.; Hua, X.M.; Wu, D.S. The arc physical characteristics and molten pool dynamic behaviors in conduction plasma arc welding. Acta Metall. Sin. 2021, 57, 693–702. [Google Scholar] [CrossRef]
- Chen, S.J.; Xu, B.; Jiang, F. Numerical Simulation of Physical Characteristics of Variable Polarity Plasma Arc Welding. Acta Metall. Sin. 2017, 53, 631–640. [Google Scholar] [CrossRef]
- Wang, J.C. Research on Modeling and Control Strategy of Narrow Gap Welding Process. Master’s Thesis, Shandong University, Jinan, China, 2017. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Ni | Cu | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Substrate | 0.063 | 1.83 | 0.28 | 0.0006 | 0.011 | 0.03 | 0.04 | 0.03 | Bal. |
| Wire | 0.08 | 1.37 | 0.59 | 0.012 | 0.012 | 0.011 | 0.10 | 0.021 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, Y.; Xue, R.; Zhou, J.; Liu, H.; Xu, Y. The Influence of Oscillation Parameters on the Formation of Overhead Welding Seams in the Narrow-Gap GMAW Process. Appl. Sci. 2023, 13, 5519. https://doi.org/10.3390/app13095519
Bao Y, Xue R, Zhou J, Liu H, Xu Y. The Influence of Oscillation Parameters on the Formation of Overhead Welding Seams in the Narrow-Gap GMAW Process. Applied Sciences. 2023; 13(9):5519. https://doi.org/10.3390/app13095519
Chicago/Turabian StyleBao, Yang, Ruilei Xue, Jianping Zhou, Hongsheng Liu, and Yan Xu. 2023. "The Influence of Oscillation Parameters on the Formation of Overhead Welding Seams in the Narrow-Gap GMAW Process" Applied Sciences 13, no. 9: 5519. https://doi.org/10.3390/app13095519