2.1. Assembly Layout Solution
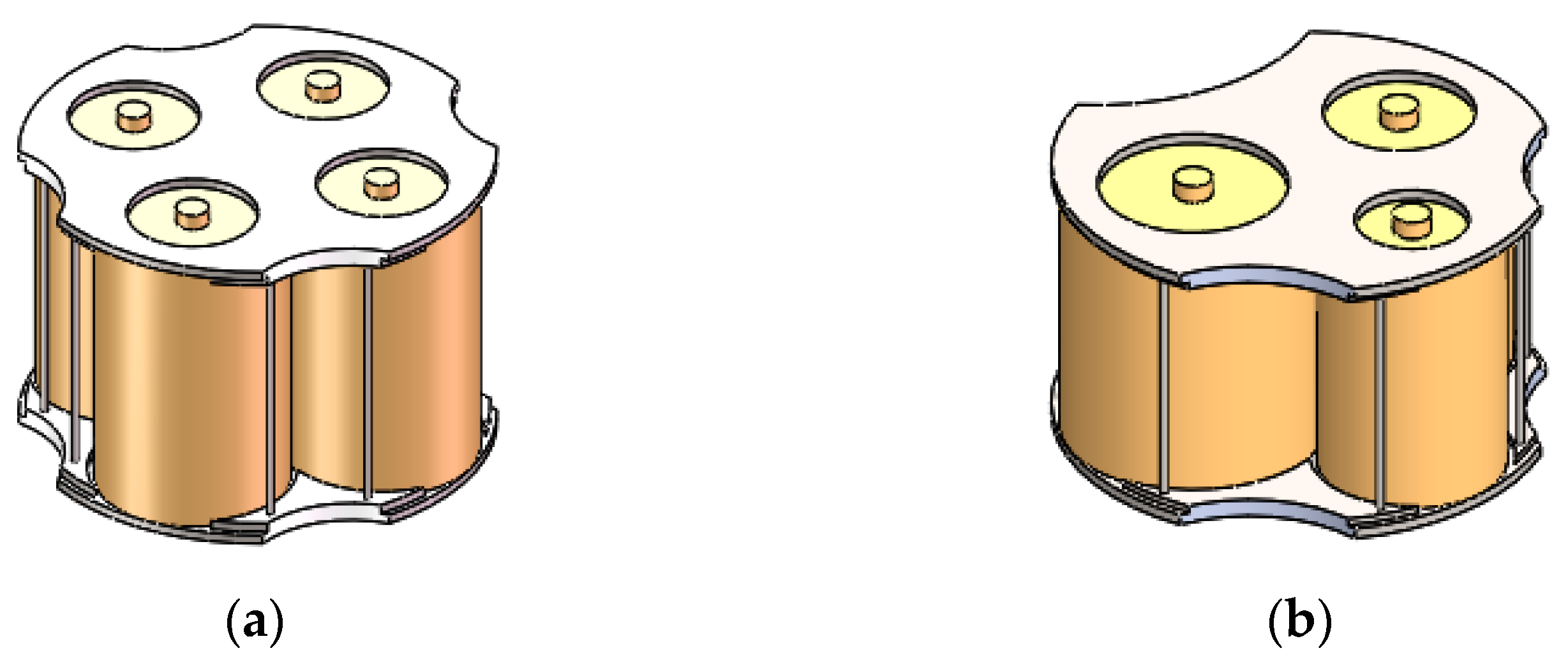
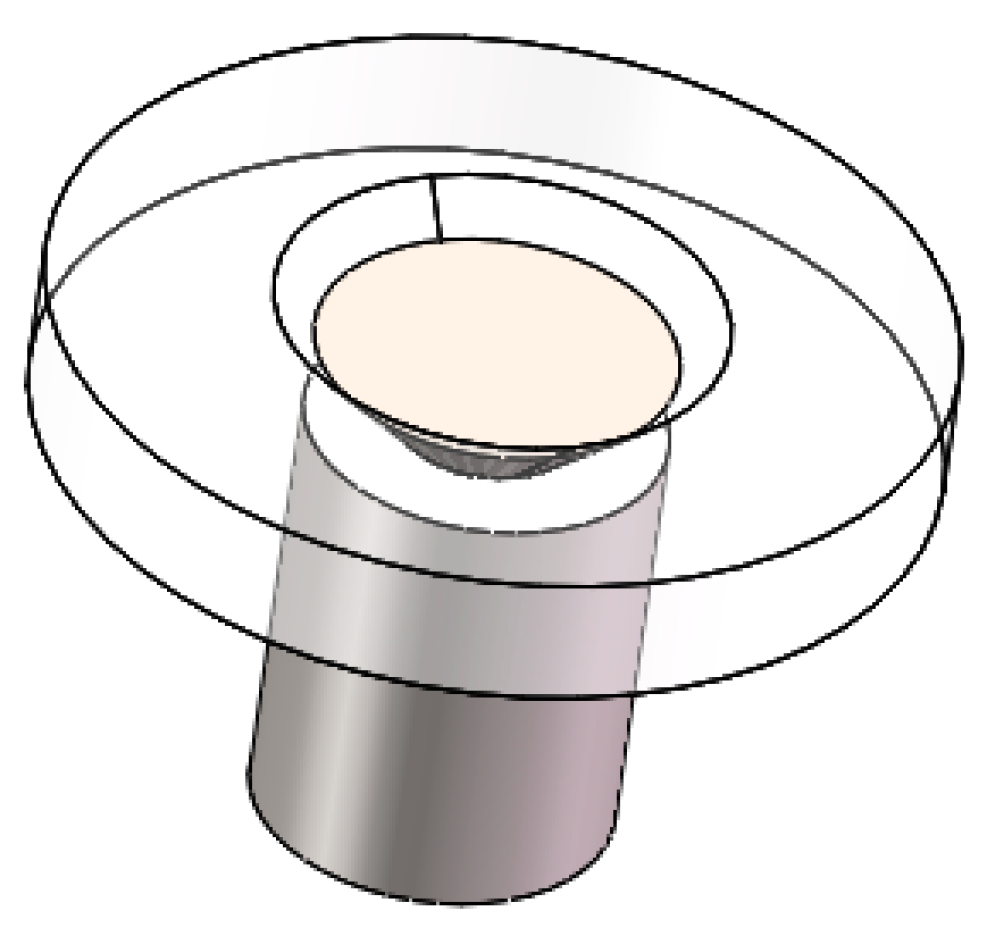
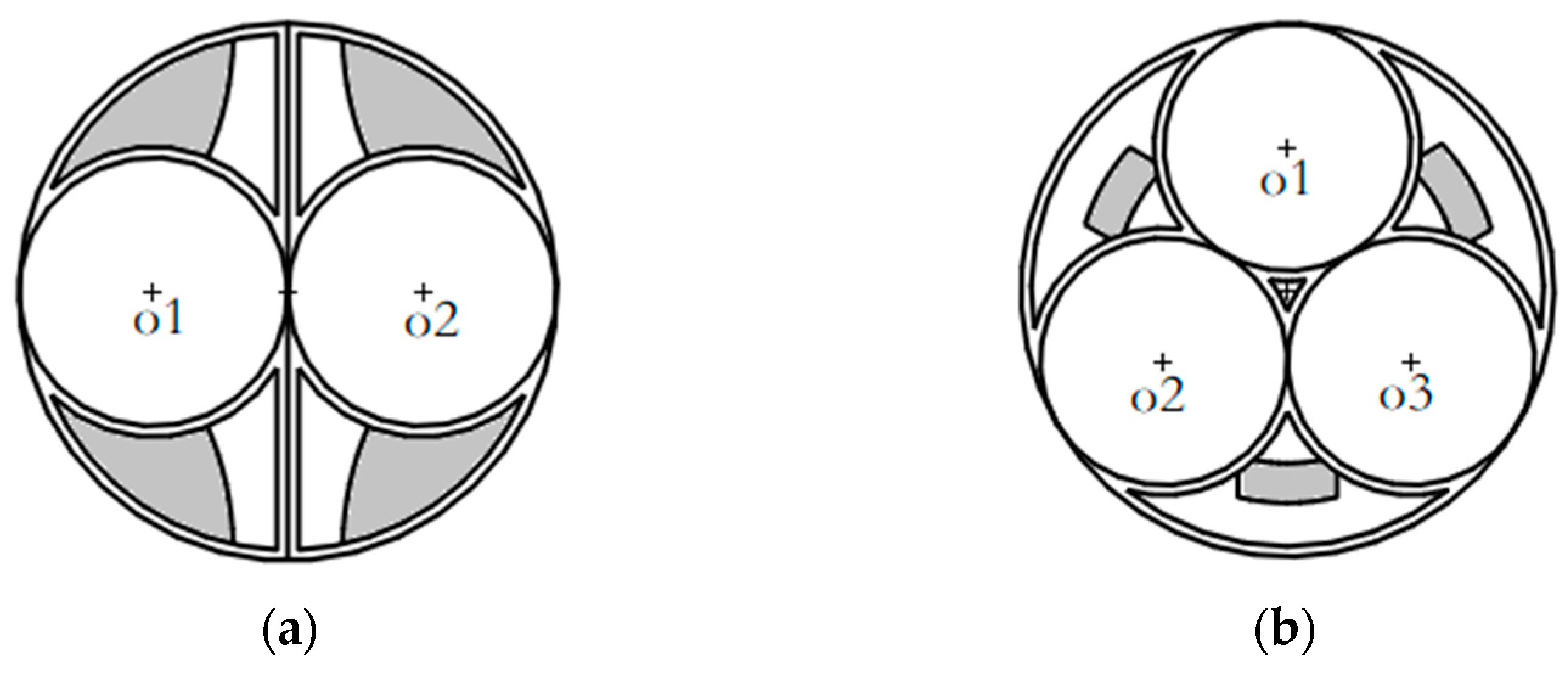
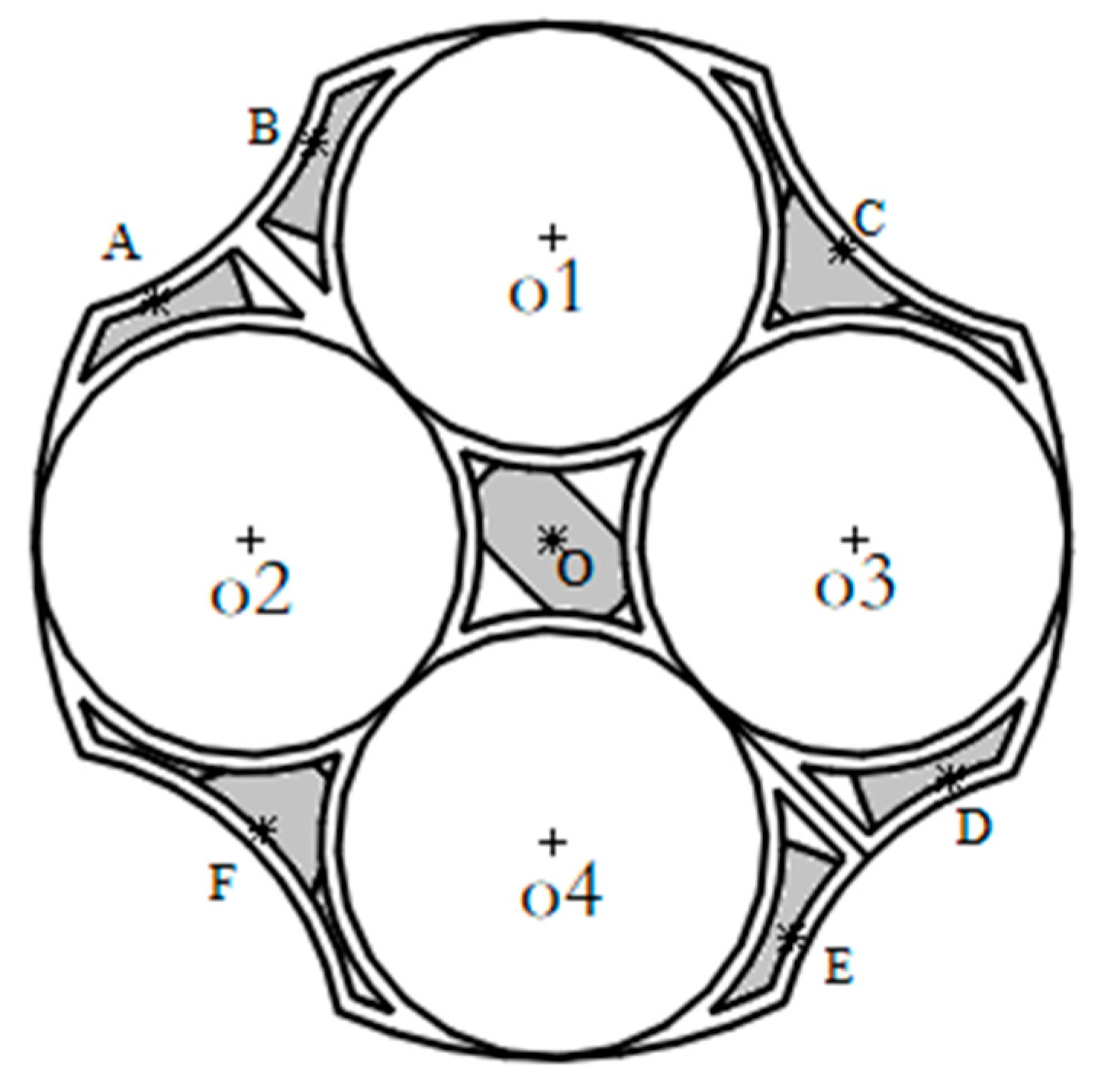
Figure 1 shows the structures of round thermal battery packs. The single thermal bat-tery pack with batteries of the same size is called the type I round thermal battery pack, and the single thermal battery pack with batteries of different sizes is called the type II round thermal battery pack.
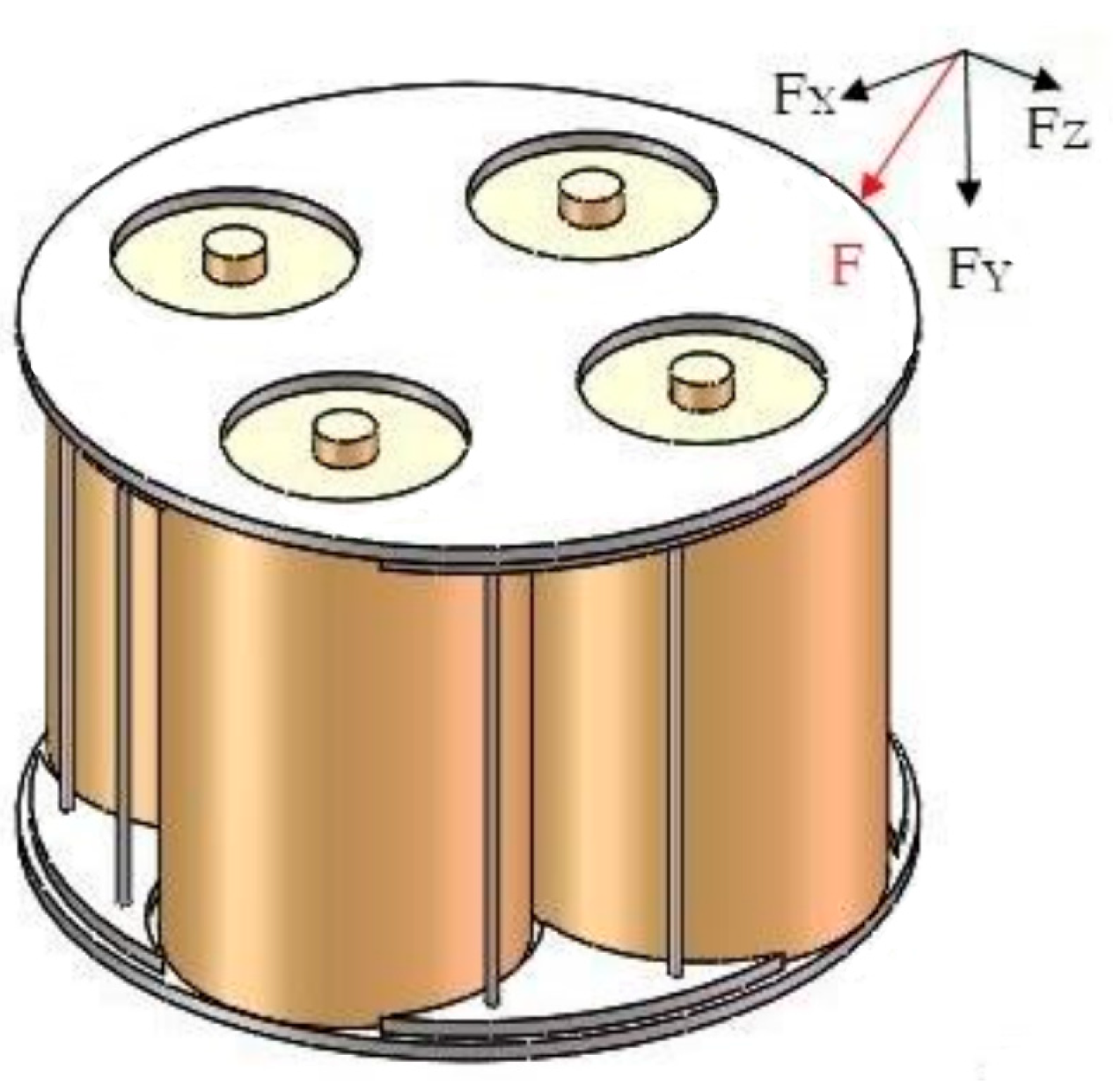
To determine the placement of thermal battery assembly fastening screws, the number and location are needed, and the following mechanics analysis model should be de-signed: the thermal battery random position force F; F into the thermal battery pack bottom plane parallel to Fx and Fz and perpendicular to the force of the thermal battery pack bot-tom Fy; then the stress distribution during the operation of the thermal battery pack is simulated by changing F, as shown in
Figure 2. The assembled screws should satisfy the shear strength under the action of Fx and Fz, including the extrusion strength under the action of Fy.
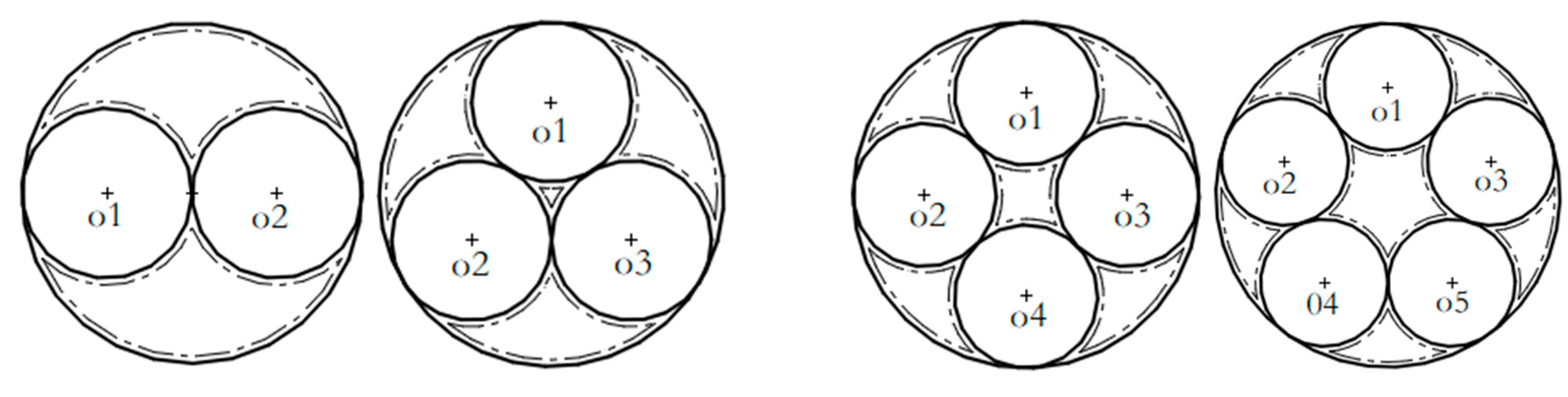
According to the minimum distance, namely, L = D + (3–5) mm between the screw axis and the edge of the connected piece in the thread connection and assembly rules, where D is the nominal diameter of the screw, the initial arrangement area of the fastening screw of the thermal battery can be obtained.
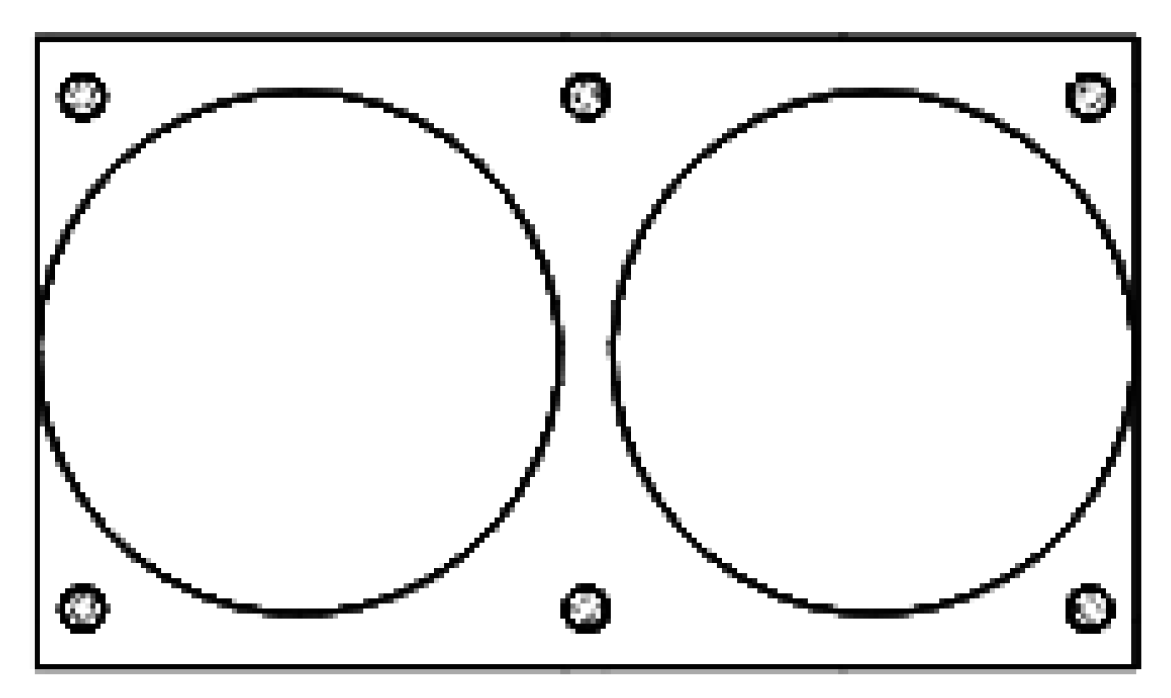
Figure 3 and
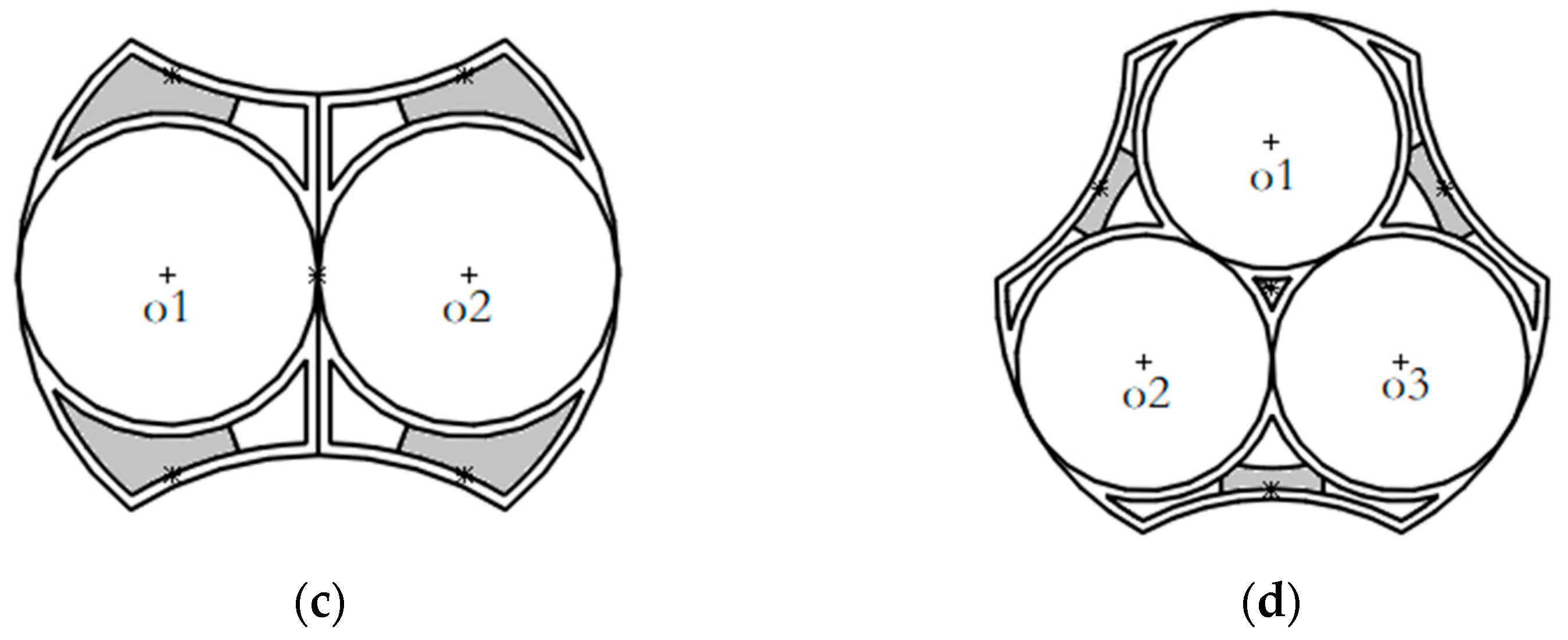
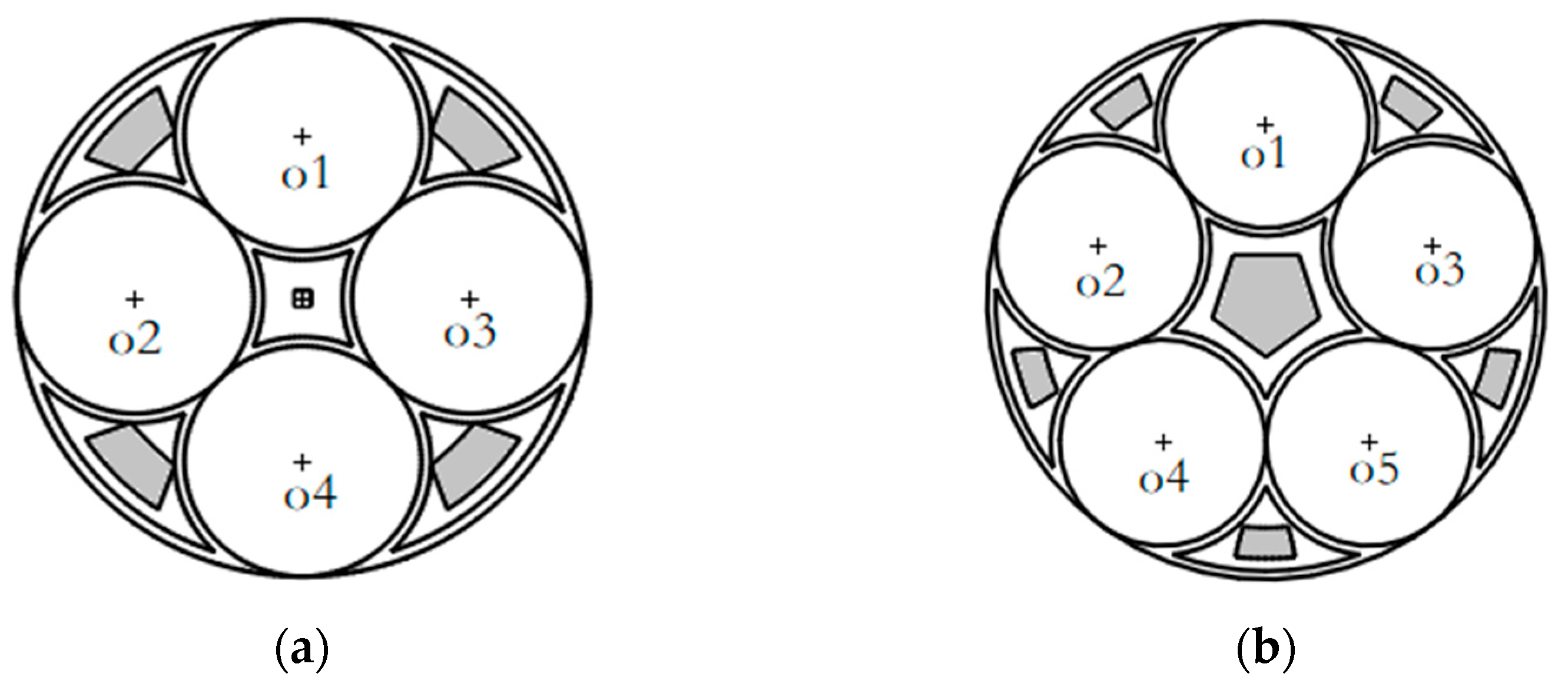
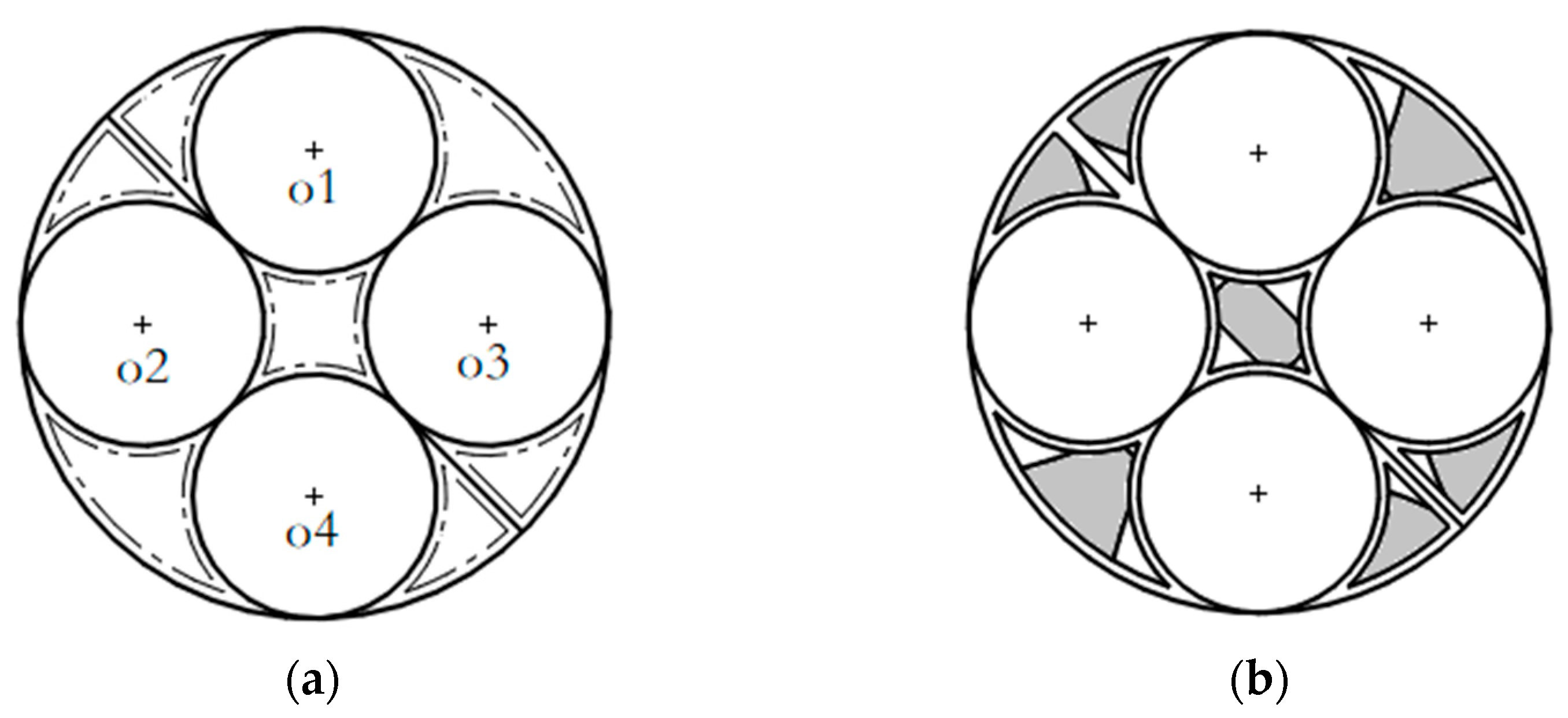
Figure 4 show the initial screw arrangement areas of round thermal battery packs consisting of two, three, four, and five single thermal batteries.
If the number of single thermal batteries is less than three, then the area of the initial position of the screw where the center of the thermal battery string is located is smaller than the area of the screw head. Therefore, when N ≤ 3, no screws are set inside the round thermal battery pack. When N = 2, the initial screw area of the thermal battery pack has two areas. If only one screw is arranged in each of these two areas, then the strength requirements are evidently not met, and the purpose of fastening cannot be achieved. Therefore, these two areas should be divided again. When N = 3, the initial area of the thermal battery pack has three screws. As the thermal battery pack evenly separates the three single thermal batteries, the desired screw arrangement area will also be distributed around the center of the thermal battery pack into uniform thirds. When N ≥ 3, the central area of the thermal battery string increases.
Table 1 shows the initial number of screws.
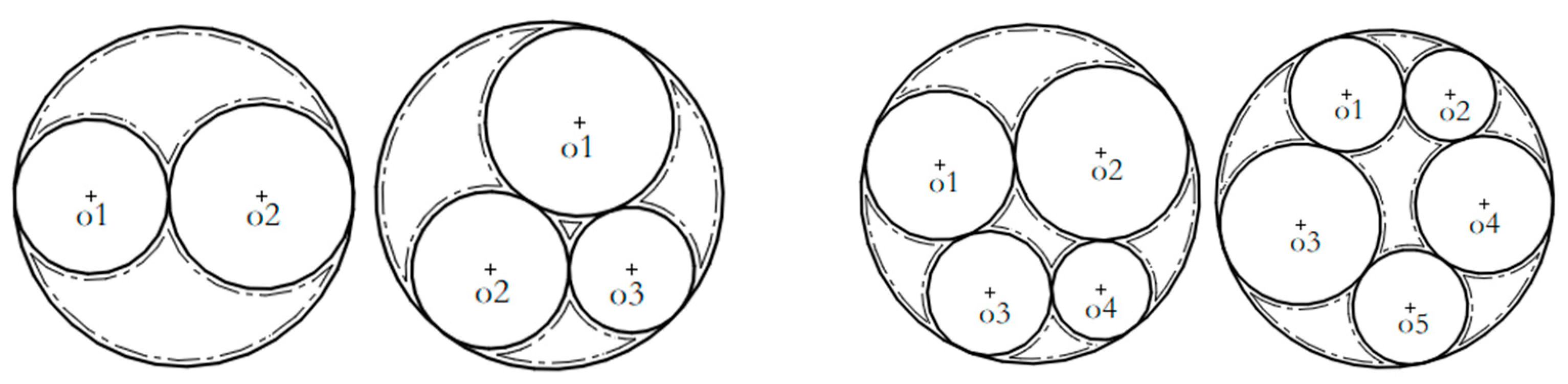
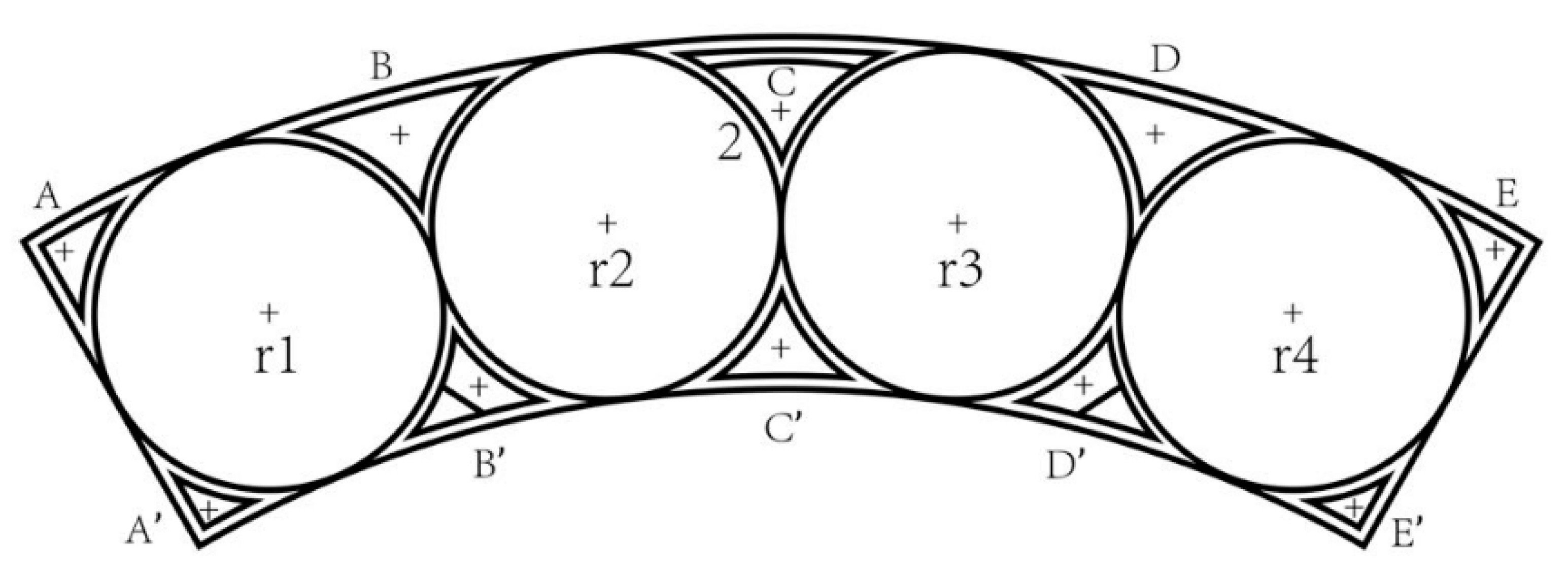
The initial area of the central screw of the type II thermal battery pack shown in
Figure 4 was characterized by a shape that was long and narrow. The narrow area was subdivided to connect the midpoint of two relatively long arcs. The straight line was used as the dividing line of the initial area of the middle screw, and the initial area of the thermal battery was increased by one to obtain the initial number of screws, as shown in
Table 2.
The screws were arranged in the initial position area, and the shear strength was taken as the objective to obtain the screw position of the circular thermal battery pack to solve the objective equation:
where
represents the maximum shear stress of the screw.
(1) Determination of parameters of the round thermal battery pack: The shape of the round thermal battery pack, the arrangement of the single thermal batteries, and the restriction conditions of the initial area of screws are parameterized. The center of the contour circle of the thermal battery pack is taken as the origin of the coordinate axis.
(2) Population initialization: The initial population (POP) is generated according to the number of screws and the initial area restriction of screws. Every two columns of data in the POP set represent the horizontal and vertical coordinates of a screw.
(3) Crossover of variation: The differential evolution (DE) algorithm, with many variable cross-road large-difference algorithms of random variation control standards, makes a large difference in the population and increases the search scope. This case also increases the contemporary populations with genetic information between parent populations. Conforming to the requirements of the initial area as much as possible can help solve the screw problem and better determine the coordinate values. Therefore, the variation should be chosen to use the standard DE algorithm:
where
xp2, and
xp3 are two randomly selected individuals of the population, and
p2 ≠
p3, with a scaling factor F taking a value of 1.
xp1(
t) is the best individual in the population at
t iterations,
t represents the number of current iterations, and
T represents the total number of iterations.
Here, C represents the crossover probability, which is set as 0.9.
(4) Selection: In the solution of the screw position of the thermal battery pack, the screw position arrangement that meets the strength requirements should be selected.
(5) Termination judgment: Repeat steps 2 to 4 to terminate the program when the number of iterations reaches the maximum, and when the solution set of screw coordinate positions meets the strength requirements.
2.2. Assembly Process Solution
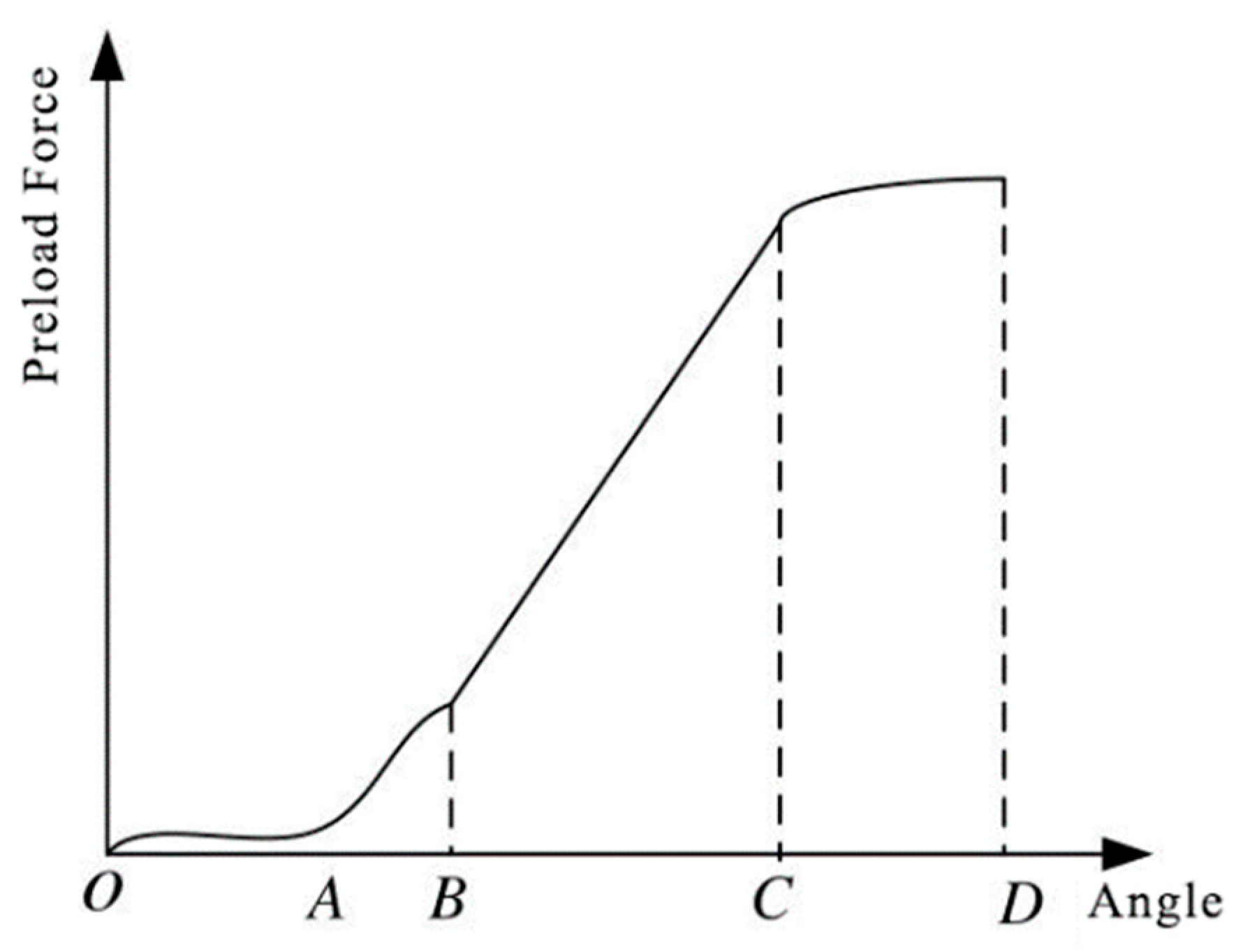
The screw tightening process has three key variables, namely, the preload force, the tightening moment, and the screw entry angle. The whole screw tightening process can be roughly divided into four stages, as shown in
Figure 5.
The first stage is the idling stage (OA section). The screw is screwed in at high speed, and the lower surface of the screw head at point A makes contact with the surface of the thermal battery pack assembly rack. The second stage is the fitting stage (AB section). The preloading force increases rapidly, the torque value reaches the fitting point torque threshold, and the screw and the assembly frame are closely fitted. The third stage is the linear stage (BC section). The screw preloading force is positively proportional to the screw insertion angle. The fourth stage is the stage through the yield point (part CD), where the preload force decreases as the angle of entry of the screw increases. The relationship be-tween the tightening torque and the preload force of a screw is T = KFd, where K is the tightening torque coefficient, d is the nominal diameter of the screw, and F is the preload force. Since the values of K and d are fixed, resulting in T and F being linear, there is a relationship between the tightening torque of the screw and the preload force. According to the above formula, the preload force F is 312.5 N, d is the nominal diameter of the screw, namely, 2 mm, and the tightening torque of the tightening screw is 0.125 N·m.
When multiple screws need to be tightened, the number and sequence of screws have important impacts on the reliability of the thermal battery pack. With the increase of screw tightening times, the torsion coefficient of screw tightening decreases, and the plastic de-formation of the screw surface and assembly frame screw surface is small. As shown in
Figure 5, according to the four inflection points A, B, C, and D in the tightening process, screw tightening times, an M2 screw, and a circular fixed plate with a radius of 3 mm are taken as the research objects to analyze their influence, as shown in
Figure 6. The following screw tightening experiment was designed: The first tightening was conducted to make the assembly frame fit, and the thread connection had no pre-tightening force. The screw with A point size was tightened at 12.5 N, and the bolt tightening torque was 0.005 N·m. The screw in the final time point was tightened to complete the assembly for threaded connections with an appropriate pre-tightening force. The screw torque was calculated at 0.125 N·m, so the final screw tightening torque was 0.125 N·m. The experimental results of the tightening times are shown in
Table 3.
Through numerical simulation analysis, the average deformation and average stress of the circular plate in
Figure 6 were obtained, as shown in
Table 4. The average deformation and stress of the screw tightened two times were the largest and the average de-formation and stress of the screw tightened four times were the smallest. The average de-formation and stress of the third tightening were only 1.7% and 4.1% larger, respectively, than those of the fourth tightening. A slight difference existed between the two results, and the effect of three and four tightening times on the circular plate can be considered the same. Considering the assembly time, the optimal solution is to tighten the screw three times.
According to the analysis of the screw tightening process, the second tightening of the screws was conducted to tighten the assembly frame. At this time, the pre-tightening force of the screws should be between that of the BC segment and the midpoint of the BC segment, or two or three equal points can be selected as the tightening torque. To determine the influence of the second tightening torque on the results, the model shown in
Figure 6 was used as the research model to conduct three groups of tightening experiments. The first and third tightening torques of each experiment screw were the same as those in the previous experiment, namely, 0.005 and 0.125 N·m, respectively. Three groups of experiments corresponding to the second tightening torque were 0.045, 0.065, and 0.085 N·m. The results of average deformation and average stress of the bottom plate after screw tightening are shown in
Table 5.
With the second torque, which was the middle value of 0.065 N·m, the deformation of the base plate was the minimum, and the average for the bottom stress was 165.6 MPa. Although the average stress was not the minimum, it met the stress requirements of the floor material. Therefore, the second fastening screw tightening torque was determined to be 0.065 N·m.
In the process of screw tightening, the number of tightening and tightening moments undoubtedly has an impact on the results, and the sequence of screw tightening also has an impact on the assembly frame. The best way to tighten the screw group is to tighten multiple screws simultaneously, but that requires a high degree of coordination of the assembly equipment. Thus, this assembly method is not considered in the assembly of the thermal battery group. Here, the cumulative deformation and cumulative stress of the assembly frame floor of the thermal battery pack are taken as the optimization objectives. It is thus necessary to obtain the correlation between the fastening screw distance of the assembly frame and the force of the bottom plate.
The simulation model shown in
Figure 7 was constructed. After the assembly of the thermal battery pack was completed, the stress was mainly concentrated around the screw holes in the upper and lower bottom plates. The distance between the two screws in the assembly frame were the same, namely, L mm. The screw distance was changed by adjusting the diameter of the two-monomer thermal batteries, and the screw distance was increased from 50 to 200 mm under the same preloading force. The average deformation and average stress of the thermal battery pack floor under the assembly of fastening screws at different distances were obtained. Then, the screw sequence selection could be converted to the distance selection between screws.
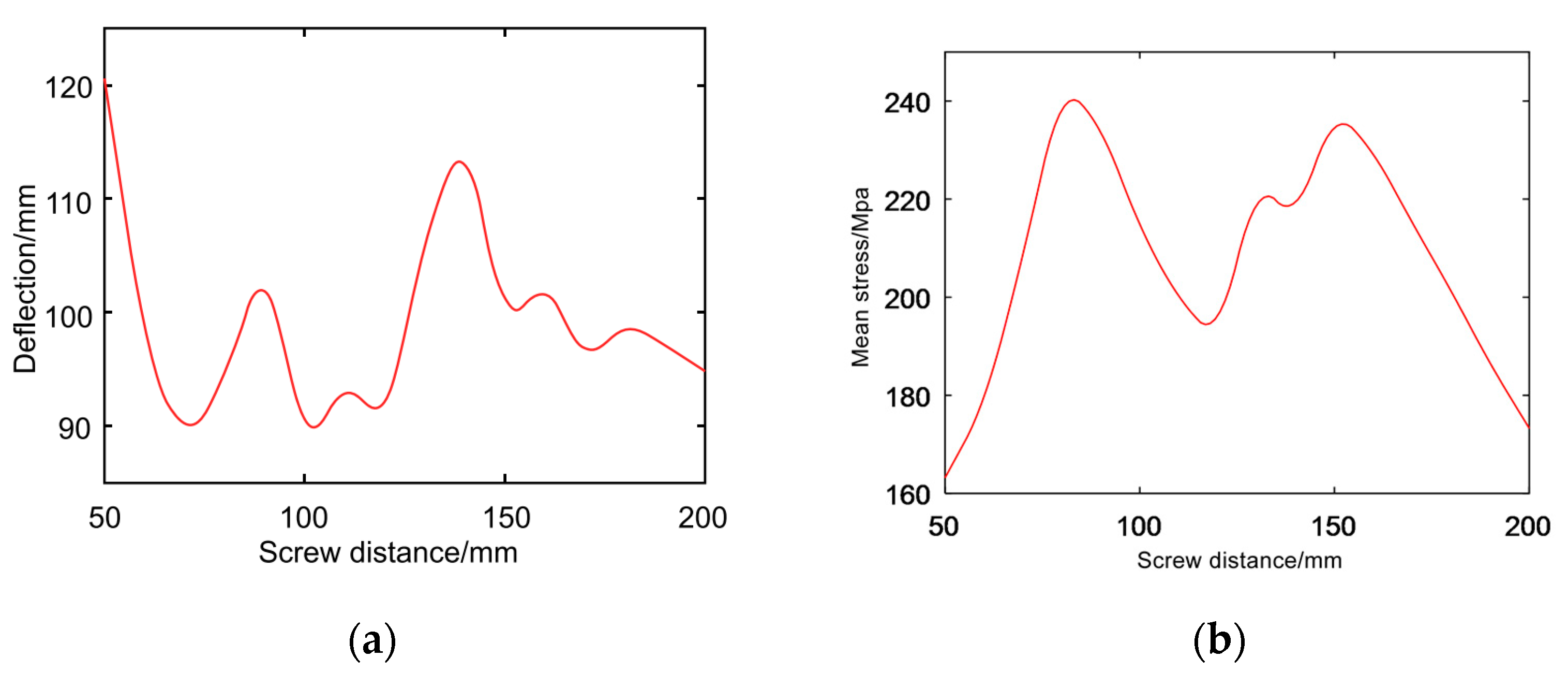
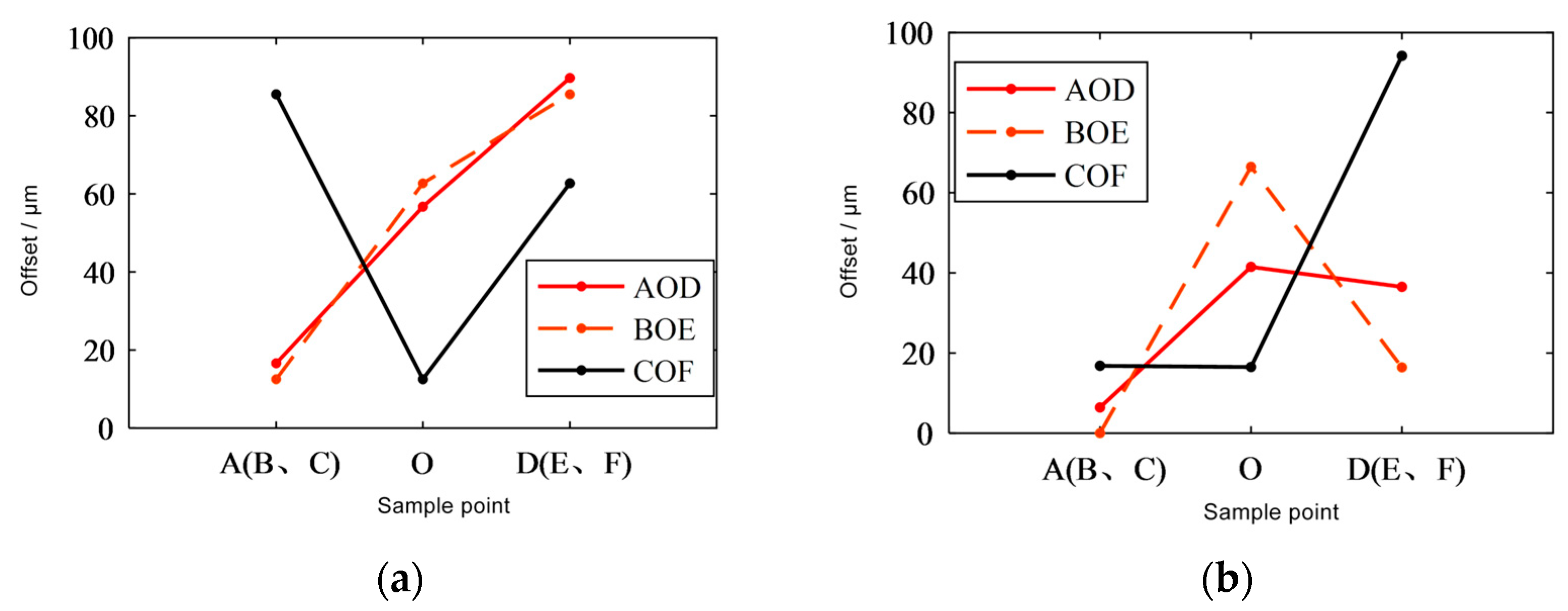
Figure 8 shows the relationship between the screw distance and the average stress and deformation near the bottom plate screw hole. As shown in
Figure 8a, the average de-formation was at the maximum when the screw distance was 50 mm, and it was at the minimum when the screw distance was 105 mm. With the change of screw distance, the average deformation of the bottom plate changed nonlinearly. In addition, when the screw distance was 50 and 140 mm, the average deformation was in the peak state. Therefore, when the screw sequence is confirmed, the distance of two adjacent screws in the tightening sequence should not be 50 and 140 mm. As seen in
Figure 8b, the maximum average stress was 240 Mpa, and the minimum average stress was 165 Mpa. The relationship be-tween screw distance and average stress also fluctuated. The average stress had extreme values of 240 and 230 Mpa when the screw distances were 70 and 150 mm. However, the average stress had a smaller value of 190 Mpa when the screw distance was 115 mm between the two extremes.
For thermal battery assembly, the average deformation and average stress of the bot-tom plate are important indexes to test the assembly effect. Considering that the stress values in the simulation results were small, the optimization objective function focuses on the deformation of the bottom plate of the thermal battery pack, and the objective function is obtained as follows:
where
Ui is the amount of deformation between elements in each population.
The algorithm sequence is as follows:
(1) Population initialization. According to the number of screws, a series of arrays is randomly generated, that is, the order of screw tightening. Then, the initial population of individuals is as follows:
where
N is the number of screws and
Np is the population size.
(2) Mutation operation. Standard variation control randomness of the DE algorithm makes a large difference in population and increases the search scope, reducing the rate of convergence. Therefore, this article retains the original mutation methods and uses the optimal individual as the initial introduction of the current population quantity. This case not only avoids the local optimal result but also improves the speed of convergence, which is mutated individuals as follows:
where
,
, and
are three individuals randomly selected from the population,
p1 ≠
p2 ≠
p3, and the value of scaling factor F is 1.
is the best individual in the population of iterations
t, and
T is the number of iterations.
(3) The cross. Cross-selection increases the diversity of the population while preserving the optimized individuals. The cross-cutting principle is as follows:
where the crossover probability
C is 0.9.
(4) Sorting processing. After the above mutation and crossover operations, the generated population of individuals had decimal numbers and exceeded the number of screws. Thus, the screw sequence number of the mutant population needs to be relisted. The principle was to match the size of elements in the mutant population with the size from 1 to N.
(5) Selection and treatment. Individuals with lower fitness values in the offspring and the parent are selected.
(6) Termination of judgment. Repeat steps 2 to 4 to terminate the program when the number of iterations reaches the maximum and output the optimal solution.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}