
Quality Improvement of Green Saba Banana Flour Steamed Cake
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Green Saba Banana Flour
2.3. Preparation of Cake
2.4. Measurement of Color
2.5. Water Holding Capacity
2.6. Oil Holding Capacity
2.7. Proximate Analysis
2.8. Determination of Total Dietary Fiber
2.9. Determination of Resistant Starch
2.10. Batter Specific Gravity
2.11. Batter Viscosity
2.12. Texture Profile Analysis
2.13. Sensory Evaluation
2.14. Statistical Analysis
3. Results and Discussion
3.1. Flour Analysis
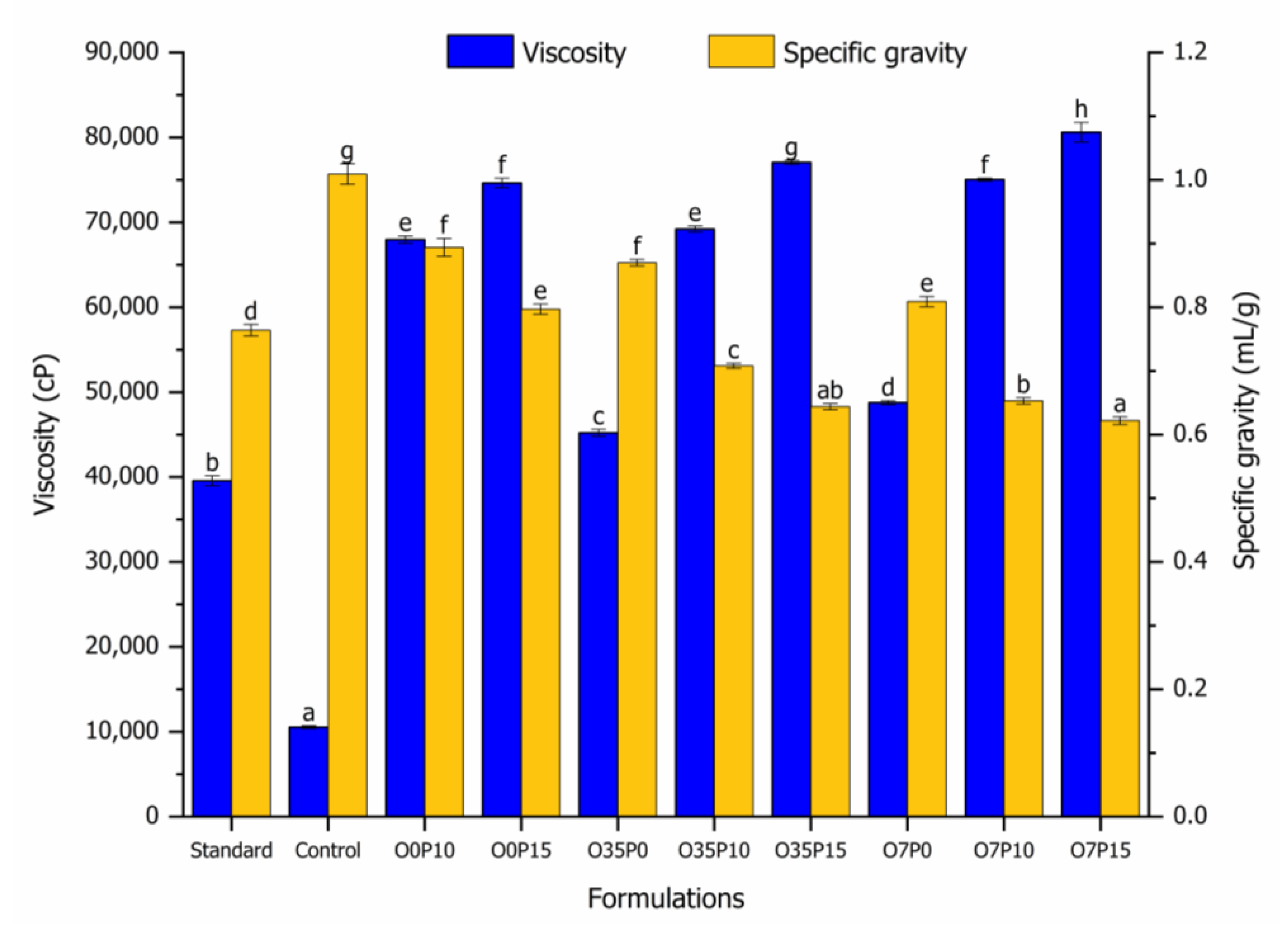
3.2. Batter Analysis
3.3. Cake Analysis
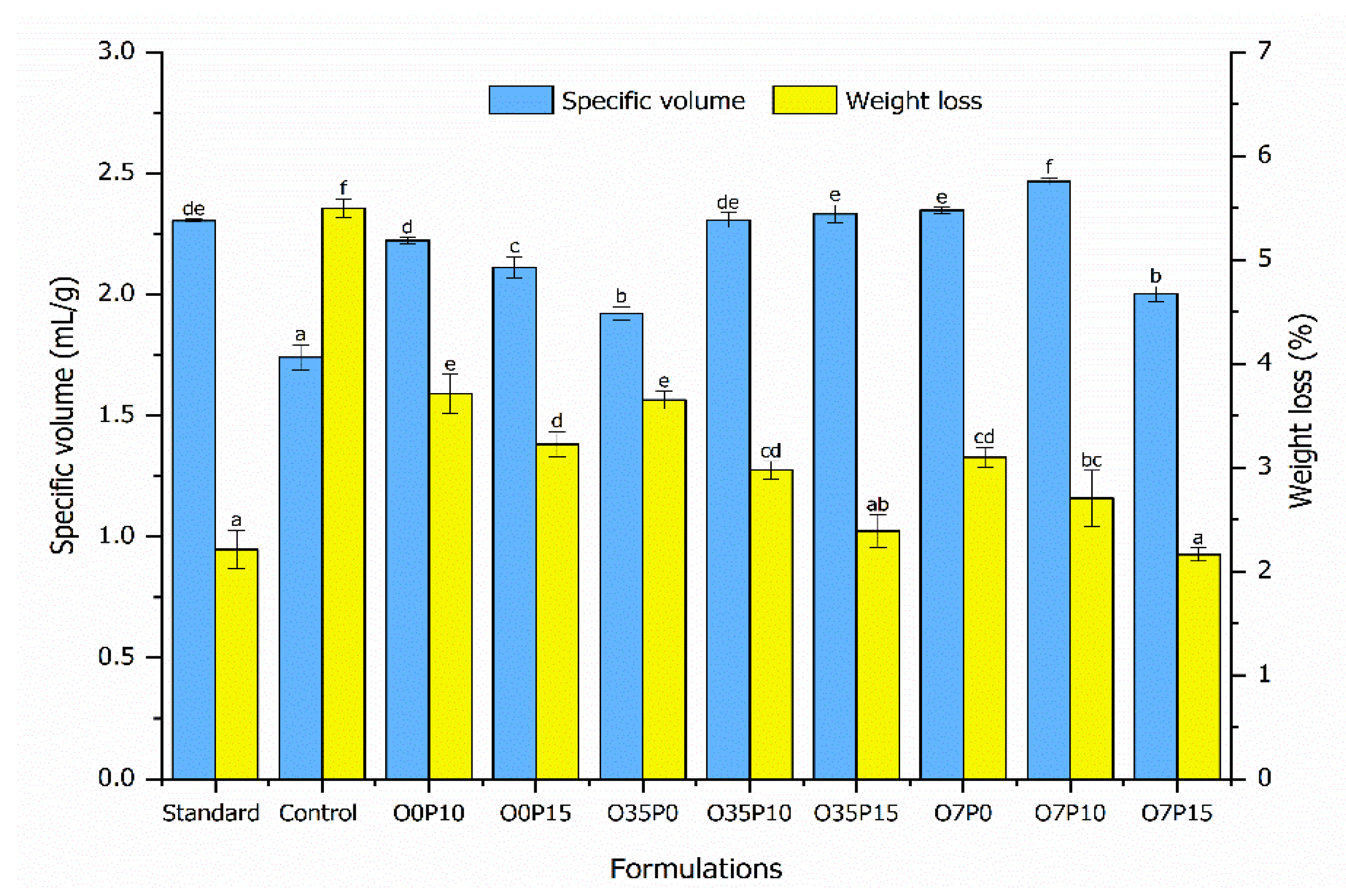
3.3.1. Specific Volume and Weight Loss
3.3.2. Texture Profile Analysis
3.3.3. Sensory Evaluation
3.4. Chemical Composition of Selected Cake Formulations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, P.; Arora, A.; Strand, T.A.; Leffler, D.A.; Catassi, C.; Green, P.H.; Kelly, C.P.; Ahuja, V.; Makharia, G.D. Global prevalence of Celiac Disease: Systematic review and meta-analysis. Clin. Gastroenterol. H. 2018, 16, 823–836. [Google Scholar] [CrossRef] [PubMed]
- Dicke, W.K.; Van De Kamer, J.H.; Weijers, H.A. Celiac disease. Adv. Pediatr. 1957, 9, 277–318. [Google Scholar] [PubMed]
- Fuchs, V.; Kurppa, K.; Huhtala, H.; Mäki, M.J.; Kekkonen, L.; Kaukinen, K. Delayed celiac disease diagnosis predisposes to reduced quality of life and incremental use of health care services and medicines: A prospective nationwide study. United Eur. Gastroenterol. J. 2018, 6, 567–575. [Google Scholar] [CrossRef] [PubMed]
- Jinga, M.; Popp, A.; Balaban, D.V.; Dima, A.M.; Jurcut, C. Physicians’ attitude and perception regarding celiac disease: A questionnaire-based study. Turk. J. Gastroenterol. 2018, 29, 419–426. [Google Scholar] [CrossRef] [PubMed]
- Molder, A.; Balaban, D.V.; Jinga, M.; Molder, C.-C. Current evidence on computer-aided diagnosis of Celiac Disease: Systematic review. Front. Pharmacol. 2020, 11, 341. [Google Scholar] [CrossRef] [PubMed]
- Yoosuf, S.; Makharia, G.K. Evolving therapy for celiac disease. Front. Pediatr. 2019, 7, 193. [Google Scholar] [CrossRef] [PubMed]
- Gaesser, G.A.; Angadi, S.S. Gluten-free diet: Imprudent dietary advice for the general population? J. Acad. Nutr. Diet. 2012, 112, 1330–1333. [Google Scholar] [CrossRef]
- Bulka, C.M.; Davis, M.A.; Karagas, M.R.; Ahsan, H.; Argos, M. The unintended consequences of a gluten-free diet. Epidemiology 2017, 28, e24–e25. [Google Scholar] [CrossRef] [PubMed]
- Wieser, H. Chemistry of gluten proteins. Food Microbiol. 2007, 24, 115–119. [Google Scholar] [CrossRef] [PubMed]
- Crockett, R.; Ie, P.; Vodovotz, Y. Effects of soy protein isolate and egg white solids on the physicochemical properties of gluten-free bread. Food Chem. 2011, 129, 84–91. [Google Scholar] [CrossRef]
- Haralampu, S.G. Resistant starch—A review of the physical properties and biological impact of RS3. Carbohydr. Polym. 2000, 41, 285–292. [Google Scholar] [CrossRef]
- Das, M.; Rajan, N.; Biswas, P.; Banerjee, R. A novel approach for resistant starch production from green banana flour using amylopullulanase. LWT 2022, 153, 112391. [Google Scholar] [CrossRef]
- Fernández, J.; Redondo-Blanco, S.; Gutiérrez-del-Río, I.; Miguélez, E.M.; Villar, C.J.; Lombó, F. Colon microbiota fermentation of dietary prebiotics towards short-chain fatty acids and their roles as anti-inflammatory and antitumour agent: A review. J. Funct. Foods 2016, 25, 511–522. [Google Scholar] [CrossRef]
- Pingitore, A.; Gonzalez-Abuin, N.; Ruz-Maldonado, I.; Huang, G.C.; Frost, G.; Persaud, S.J. Short chain fatty acids stimulate insulin secretion and reduce apoptosis in mouse and human islets in vitro: Role of free fatty acid receptor 2. Diabetes Obes. Metab. 2019, 21, 330–339. [Google Scholar] [CrossRef] [PubMed]
- Segundo, C.; Román, L.; Gómez, M.; Martínez, M.M. Mechanically fractionated flour isolated from green bananas (M. cavendishii car. nanica) as a tool to increase the dietary fibre and phytochemical bioactivity of layer and sponge cakes. Food Chem. 2017, 219, 240–248. [Google Scholar] [CrossRef] [PubMed]
- Bharathi, N.D.; Dasgupta, P.; Venkatachalam, C.D. Studies on the formulation of cake using green banana flour. In Proceedings of the AIP Conference—4th National Conference on Current and Emerging Process Technologies e-CONCEPT-2021, Kongu Engineering College, Erode, India, 20 February 2021; Volume 2387. [Google Scholar]
- Rachman, A.; Brennan, M.A.; Morton, J.; Torrico, D.; Brennan, C.S. In-vitro digestibility, protein digestibility corrected amino acid, and sensory properties of banana-cassava gluten-free pasta with soy protein isolate and egg while protein addition. Food Sci. Hum. Wellness 2023, 12, 520–527. [Google Scholar] [CrossRef]
- Wang, F.C.; Marangoni, A.C. Advances in the application of food emulsifier α-gel phases: Saturated monoglycerides, polyglycerol fatty acid esters, and their derivatives. J. Colloid Interf. Sci. 2016, 483, 394–403. [Google Scholar] [CrossRef] [PubMed]
- Onyango, C.; Unbehend, G.; Lindhauer, M.G. Effect of cellulose-derivatives and emulsifiers on creep-recovery and crumb properties of gluten-free bread prepared from sorghum and gelatinised cassava starch. Food Res. Int. 2009, 42, 949–955. [Google Scholar] [CrossRef]
- Purhagen, J.K.; Sjöö, M.E.; Eliasson, A.-C. The anti-staling effect of pre-gelatinized flour and emulsifier in gluten-free bread. Eur. Food Res. Technol. 2012, 235, 265–276. [Google Scholar] [CrossRef]
- Sciarini, L.S.; Ribotta, P.D.; León, A.E.; Pérez, G.T. Incorporation of several additives into gluten free breads: Effect on dough properties and bread quality. J. Food Eng. 2012, 111, 590–597. [Google Scholar] [CrossRef]
- Aguilar, N.; Albanell, E.; Miῆarri, B.; Capellas, M. Chickpea and tiger nut flours as alternatives to emulsifier and shortening in gluten-free bread. LWT Food Sci. Technol. 2015, 62, 225–232. [Google Scholar] [CrossRef]
- Sabah Agriculture Department. Pisang Sabah-Ikon Tanaman Buah-buahan Negeri Sabah; Sabah Agriculture Department: Kota Kinabalu, Sabah, Malaysia, 2022. [Google Scholar]
- Lee, J.-S.; George, R.; Yusoff, N.; Fong, J.A. Enhancing enzymatic resistance of green Saba banana flour by pullulanase debranching and autoclave-cooling treatment. Trans. Sci Tech. 2021, 8, 552–559. [Google Scholar]
- International Standards Organization. Food Products–Determination of the Glycaemic Index (GI) and Recommendation for Food Classification; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- Itthivadhanapong, P.; Jantathai, S.; Schleining, G. Improvement of physical properties of gluten-free steamed caked based on black waxy rice flour using different hydrocolloids. J. Food Sci. Technol. 2016, 53, 2733–2741. [Google Scholar] [CrossRef] [PubMed]
- Mesías, M.; Morales, F.J. Effect of different flours on the formation of hydroxymethylfurfural, furfural, and dicarbonyl compounds in heated glucose/flour systems. Foods 2017, 6, 14. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC International, 17th ed.; AOAC International: Gaithersburg, MD, USA, 2000. [Google Scholar]
- Majzoobi, M.; Ghiasi, F.; Habibi, M.; Hedayati, S.; Farahnaky, A. Influence of soy protein isolate on the quality of batter and sponge cake. J. Food Process. Preserv. 2014, 38, 1164–1170. [Google Scholar] [CrossRef]
- Best, D.J.; Rayner, J.C.W.; Allingham, D. A statistical test for ranking data from partially-balance incomplete block designs. J. Sens. Stud. 2011, 26, 81–84. [Google Scholar] [CrossRef]
- Cochran, W.G.; Cox, G.M. Experimental Design, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1957. [Google Scholar]
- Jones, L.V.; Peryam, D.R.; Thurstone, L.L. Development of a scale for measuring soldier’s food preferences. Food Res. 1955, 20, 512–520. [Google Scholar] [CrossRef]
- Sardá, F.A.H.; de Lima, F.N.R.; Lopes, N.T.T.; Santos, A.D.O.; de C. Tobaruela, E.; Kato, E.T.M.; Menezes, E.W. Identification of carbohydrate parameters in commercial unripe banana flour. Food Res. Int. 2016, 81, 203–209. [Google Scholar] [CrossRef]
- Huang, S.; Martinez, M.M.; Bohrer, B.M. The compositional and functional attributes of commercial flours from tropical fruits (Breadfruit and banana). Foods 2019, 8, 586. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Zapata, E.; Viuda-Martos, M.; Fernández-López, J.; Pérez-Alvarez, J.A. Resistant starch as functional ingredient. In Polysaccharides; Ramawat, K.G., Mérillon, J.M., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 1911–1931. [Google Scholar]
- Batista, A.L.D.; Silva, R.; Cappato, L.P.; Ferreira, M.V.S.; Nascimento, K.O.; Schmiele, M.; Esmerina, E.A.; Balthazar, C.F.; Silva, H.L.A.; Moraes, J.; et al. Developing a synbiotic fermented milk using probiotic bacteria and organic green banana flour. J. Funct. Foods 2017, 38, 242–250. [Google Scholar] [CrossRef]
- Thebaudin, J.Y.; Lefebvre, A.C.; Harrington, M.; Bourgeois, C.M. Dietary fibres: Nutritional and technological interest. Trends Food Sci. Technol. 1997, 8, 41–48. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Soltanizadeh, N.; Mirmoghtadaee, P.; Banavand, P.; Mirmoghtadaie, L.; Shojaee-Aliabadi, S. Gluten-free products in celiac disease: Nutritional and technological challenges and solutions. J. Res. Med. Sci. 2018, 23, 109. [Google Scholar] [PubMed]
- Ammar, I.; Gharsallah, H.; Ben Brahim, A.; Attia, H.; Ayadi, M.A.; Hadrich, B.; Felfoul, I. Optimization of gluten-free sponge cake fortified with whey protein concentrate using mixture design methodology. Food Chem. 2021, 343, 128457. [Google Scholar] [CrossRef]
- Liao, H.-J.; Hung, C.-C. Chemical composition and invitro starch digestibility of green banana (cv. Giant Cavendish) flour and its derived autoclaved/debranched powder. LWT Food Sci. Technol. 2015, 64, 639–644. [Google Scholar] [CrossRef]
- Loewe, R. Role of ingredients in batter systems. Cereal Foods World 1993, 38, 673–677. [Google Scholar]
- Roccia, P.; Ribotta, P.D.; Perez, G.T.; Leon, A.E. Influence of soy protein on rheological properties and water retention capacity of wheat gluten. LWT Food Sci. Technol. 2009, 42, 358–362. [Google Scholar] [CrossRef]
- Ronda, F.; Oliete, B.; Gomez, M.; Caballero, P.A.; Pando, V. Rheological study of layer cake batters made with soybean protein isolate and different starch sources. J. Food Eng. 2011, 102, 272–277. [Google Scholar] [CrossRef]
- Richardson, G.; Langton, M.; Fäldt, P.; Hermansson, A.-M. Microstructure of α-crystalline emulsifiers and their influence on air incorporation in cake batter. Cereal Chem. 2002, 79, 546–552. [Google Scholar] [CrossRef]
- Silva, R.F. Use of alpha-crystalline emulsifiers in the sweet goods industry. Cereal Foods World 2000, 45, 405–4110. [Google Scholar]
- Sahi, S.S.; Alava, J.M. Functionality of emulsifiers in sponge cake production. J. Sci. Food Agric. 2003, 83, 1419–1429. [Google Scholar] [CrossRef]
- Stauffer, C.E. Emulsifier for the Food Industry. In Bailey’s Industrial Oil and Fat Products, 6th ed.; Shahidi, F., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; Volume 4, pp. 229–268. [Google Scholar]
- Bourne, M.C. Food Texture and Viscosity: Concept and Measurement, 2nd ed.; Academic Press: New York, NY, USA, 2002; pp. 183–184. [Google Scholar]
- McCarthy, D.F.; Gallagher, E.; Gormley, T.R.; Schober, T.J.; Arendt, E.K. Application of response surface methodology in the development of gluten-free bread. Cereal Chem. 2005, 82, 609–615. [Google Scholar] [CrossRef]
- Matos, M.E.; Rosell, C.M. Relationship between instrumental parameters and sensory characteristics in gluten-free breads. Eur. Food Res. Technol. 2012, 235, 107–117. [Google Scholar] [CrossRef]
- Feng, W.; Zhang, H.; Wang, R.; Zhou, X.; Wang, T. Modifying the internal structures of steamed rice cakes by emulsifiers for promoted textural and sensory properties. Food Chem. 2021, 354, 129469. [Google Scholar] [CrossRef] [PubMed]
- Wu, T.-Y.; Tsai, S.-J.; Sun, N.-N.; Dai, F.-J.; Yu, P.-H.; Chen, Y.-C.; Chau, C.-F. Enhanced thermal stability of green banana starch by heat-moisture treatment and its ability to reduce body fat accumulation and modulate gut microbiota. Int. J. Biol. Macromol. 2020, 160, 915–924. [Google Scholar] [CrossRef] [PubMed]
- Gutierrez, T.J.; Tovar, J. Update of the concept of type 5 resistant starch (RS5): Self-assembled starch V-type complexes. Trends Food Sci. Technol. 2021, 109, 711–724. [Google Scholar] [CrossRef]
- Lehmann, U.; Jacobasch, G.; Schmiedl, D. Characterization of resistant starch type III from banana (Musa acuminata). J. Agric. Food Chem. 2002, 50, 5236–5240. [Google Scholar] [CrossRef] [PubMed]
- Kaur, L.; Dhull, S.B.; Kumar, P.; Singh, A. Banana starch: Properties, description and modified variations—A review. Int. J. Biol. Macromol. 2020, 165, 2096–2101. [Google Scholar] [CrossRef] [PubMed]
- Codex Alimentarius International Food Standards. Guidelines for Use of Nutrition and Health Claims. Available online: https://www.fao.org/fao-who-codexalimentarius/thematic-areas/nutrition-labelling/en/ (accessed on 11 November 2022).



{kind=link}
{kind=link}
| Sample | Ingredient (%) * | |||
|---|---|---|---|---|
| Wheat Flour | GSBF | Ovalette | SPI | |
| Standard | 100 | 0 | 0 | 0 |
| Control | 0 | 100 | 0 | 0 |
| O0P10 | 0 | 100 | 0 | 10 |
| O0P15 | 0 | 100 | 0 | 15 |
| O35P0 | 0 | 100 | 3.5 | 0 |
| O35P10 | 0 | 100 | 3.5 | 10 |
| O35P15 | 0 | 100 | 3.5 | 15 |
| O7P0 | 0 | 100 | 7 | 0 |
| O7P10 | 0 | 100 | 7 | 10 |
| O7P15 | 0 | 100 | 7 | 15 |
| Composition | Wheat Flour (WF) | Banana Flour (GSBF) |
|---|---|---|
| Moisture (%) | 13.44 ± 0.37 b | 11.81 ± 0.24 a |
| Protein * (%) | 11.69 ± 0.05 b | 3.87 ± 0.02 a |
| Fat * (%) | 0.91 ± 0.01 b | 0.41 ± 0.01 a |
| Ash * (%) | 0.85 ± 0.03 a | 1.96 ± 0.02 b |
| Dietary fiber * (%) | 2.82 ± 0.02 a | 10.22 ± 0.16 b |
| Resistant starch * (%) | 27.9 ± 0.27 a | 68.9 ± 0.14 b |
| Characteristic | Wheat Flour (WF) | Banana Flour (GSBF) |
|---|---|---|
| Color | ||
| Brightness (L*) | 90.74 ± 0.13 b | 82.72 ± 0.01 a |
| Redness (a*) | 0.30 ± 0.02 a | 1.46 ± 0.04 b |
| Yellowness (b*) | 8.95 ± 0.04 a | 9.62 ± 0.04 b |
| Water-holding capacity (%) | 74.67 ± 3.51 a | 172.00 ± 4.03 b |
| Oil-holding capacity (%) | 85.67 ± 2.08 b | 64.33 ± 1.53 a |
| Sample | Texture Profile Parameters | |||
|---|---|---|---|---|
| Hardness (kg) | Cohesiveness | Springiness | Chewiness (kg) | |
| Standard | 2.517 ± 0.129 a | 0.674 ± 0.018 f | 0.880 ± 0.009 c | 1.493 ± 0.086 d |
| Control | 3.288 ± 0.224 c | 0.400 ± 0.014 e | 0.715 ± 0.163 b | 0.943 ± 0.240 c |
| O0P10 | 3.454 ± 0.211 c | 0.380 ± 0.022 d | 0.689 ± 0.137 ab | 0.898 ± 0.162 bc |
| O0P15 | 3.784 ± 0.177 d | 0.374 ± 0.011 d | 0.666 ± 0.151 ab | 0.944 ± 0.228 c |
| O35P0 | 2.473 ± 0.159 a | 0.383 ± 0.018 d | 0.740 ± 0.070 b | 0.702 ± 0.099 a |
| O35P10 | 2.605 ± 0.188 a | 0.371 ± 0.008 d | 0.665 ± 0.061 ab | 0.629 ± 0.075 a |
| O35P15 | 2.768 ± 0.167 ab | 0.354 ± 0.015 c | 0.591 ± 0.116 a | 0.596 ± 0.102 a |
| O7P0 | 2.405 ± 0.140 a | 0.369 ± 0.009 cd | 0.726 ± 0.072 b | 0.646 ± 0.092 a |
| O7P10 | 2.875 ± 0.231 b | 0.335 ± 0.012 b | 0.687 ± 0.135 ab | 0.655 ± 0.116 a |
| O7P15 | 3.674 ± 0.196 d | 0.309 ± 0.008 a | 0.663 ± 0.112 ab | 0.751 ± 0.128 ab |
| Sample | Rank Sum |
|---|---|
| O35P10 | 36 a |
| O35P15 | 39 a |
| O7P10 | 40 ab |
| O0P10 | 45 ab |
| O7P15 | 56 c |
| O0P15 | 64 cd |
| O35P0 | 70 cd |
| O7P0 | 72 d |
| Attribute | Sample | ||||
|---|---|---|---|---|---|
| Control | O0P10 | O35P10 | O35P15 | O7P10 | |
| Cake Volume | 2.43 ± 0.78 a | 4.11 ± 0.27 b | 6.73 ± 0.86 c | 7.38 ± 0.29 c | 6.83 ± 0.55 c |
| Color | 2.78 ± 0.55 a | 3.38 ± 0.44 b | 5.10 ± 0.29 c | 5.40 ± 0.38 d | 5.38 ± 0.47 d |
| Aroma | 2.68 ± 1.03 a | 6.73 ± 0.29 b | 7.15 ± 0.61 bc | 7.83 ± 0.35 c | 6.98 ± 0.33 b |
| Taste | 2.55 ± 1.32 a | 6.00 ± 0.36 b | 7.02 ± 0.09 c | 7.65 ± 0.12 d | 6.70 ± 0.45 c |
| Softness | 2.16 ± 0.41 a | 6.48 ± 0.20 b | 7.38 ± 0.59 d | 7.75 ± 0.11 d | 7.11 ± 0.88 c |
| Moistness | 2.88 ± 0.39 a | 6.20 ± 0.61 b | 7.78 ± 0.58 d | 7.58 ± 0.43 d | 7.25 ± 0.63 c |
| Overall Acceptability | 2.48 ± 0.65 a | 5.38 ± 0.72 b | 6.55 ± 0.27 c | 7.30 ± 0.31 d | 6.35 ± 0.41 c |
| Composition | Standard | Control | O35P15 |
|---|---|---|---|
| Moisture (%) | 33.74 ± 0.24 b | 31.44 ± 0.16 a | 31.58 ± 0.15 a |
| Protein * (%) | 10.79 ± 0.04 b | 7.16 ± 0.03 a | 12.67 ± 0.06 c |
| Fat * (%) | 10.70 ± 0.25 c | 8.32 ± 0.02 a | 10.13 ± 0.17 b |
| Ash * (%) | 1.53 ± 0.11 a | 1.69 ± 0.09 a | 1.84 ± 0.10 b |
| Dietary fiber * (%) | 3.57 ± 0.09 a | 13.66 ± 0.17 c | 12.70 ± 0.11 b |
| Resistant starch * (%) | 2.10 ± 0.17 a | 13.02 ± 0.35 c | 8.51 ± 0.34 b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-S.; Yusoff, N.; Ho, A.L.; Siew, C.K.; Akanda, J.H.; Tan, W.X. Quality Improvement of Green Saba Banana Flour Steamed Cake. Appl. Sci. 2023, 13, 2421. https://doi.org/10.3390/app13042421
Lee J-S, Yusoff N, Ho AL, Siew CK, Akanda JH, Tan WX. Quality Improvement of Green Saba Banana Flour Steamed Cake. Applied Sciences. 2023; 13(4):2421. https://doi.org/10.3390/app13042421
Chicago/Turabian StyleLee, Jau-Shya, NurDiyana Yusoff, Ai Ling Ho, Chee Kiong Siew, Jahurul Haque Akanda, and Wan Xin Tan. 2023. "Quality Improvement of Green Saba Banana Flour Steamed Cake" Applied Sciences 13, no. 4: 2421. https://doi.org/10.3390/app13042421