1. Introduction
The need to minimize fuel consumption in automobile engines and ultimately reduce greenhouse gas emissions contributed by the transportation industry has resulted in the development of a wide range of light alloys with high specific strength and crashworthiness. Low-density steels remain one of the light alloys that have received significant attention from researchers in the last decade owing to their attractive combination of properties, such as high strength, good balance between ductility and toughness, good fatigue strength, good oxidation and corrosion resistance, and high energy absorption under impact loading [
1,
2]. These outstanding mechanical properties could benefit a whole range of other industries, such as the cryogenic and construction industries. This is because different property combinations can be obtained in low-density steels by manipulating process parameters and microstructural control [
3].
The different property combinations exhibited by low-density steels were accomplished by adding lightweight elements such as Al, Ti, Si, and C into the Fe-Mn alloy system, reducing the density and increasing the strength-to-weight ratio [
2]. The alloying elements in low-density steels yield various microstructures that either complement the material’s integrity if added in the right amounts or degrade it when added in excess [
3]. For example, the presence of Mn in high amounts promotes the stability of the preferred austenite phase. In addition, the presence of other alloying elements such as Al, Cr, and C in controlled amounts precipitates intragranular carbides, such as
K-carbides, M
23C
6, M
7C
3, and M
3C, which are responsible for the different strengthening mechanisms observed in these alloys [
2,
4,
5]. However, with high Al content (>9%), a disordered ferrite containing ordered B2 and DO3 phases is likely to nucleate along the grain boundaries, and these phases embrittle low-density steels [
3]. Furthermore, high Al and C additions may result in the formation of intergranular
K-carbides that also reduce the ductility of low-density steels. Of all the alloying elements in low-density steels, Al is considered the most important as it yields a ~1.3% reduction in density per one weight precent (wt%) of Al, but the elastic modulus reduces considerably with increasing Al content [
1,
3,
4]. Owing to the sensitivity of low-density steels to slight compositional changes, there have been considerable research efforts on phase calculation and alloy development to understand the formation of phases and how they influence the properties of the different grades of low-density steels.
These research efforts have led to classifying low-density steels based on their microstructural constituents [
3,
4]. Typical microstructures of low-density steels have matrices that can be austenitic (γ), ferritic (α), or duplex (α + γ). Precipitates of different carbides can also form in the matrices depending on the constituent elements, their amount, and processing conditions [
3]. The most promising low-density steel is the austenitic Fe-Mn-Al-C type owing to its excellent combination of properties [
4]. Consequently, more attention has been given to this grade of low-density steels. In 2020, Moon et al. [
5] developed new grades of austenitic low-density steels by adding different amounts of Cr into the conventional Fe-Mn-Al-C system. They found that ~5 wt% Cr was optimum to yield high ductility without significantly compromising strength. These alloys also exhibited a superior pitting potential in 3.5 wt% NaCl medium compared to conventional stainless steels. These Cr-bearing low-density steels were dubbed low-density stainless steels [
5]. While the two main authoritative reviews published in 2017 [
4] and 2021 [
3] on low-density steels have concluded that these alloys are very promising for automotive, structural, and cryogenic applications, they pointed out that they have hardly been used in the aforementioned applications because of several reasons, including low elastic modulus, processing problems associated with high Al and Mn content, and the limited experimental results on formability, weldability, and coatability.
Despite this, the authors of this work have considered the low elastic modulus and light weight of low-density steels as attractive properties for biomedical applications. Additionally, the amenability to conventional processing techniques and cheap manufacturing costs would validate the exploration of low-density steels as alternative bio-implant materials. Therefore, by building on the findings of Moon et al. [
5], we hypothesized that some grades of Cr-bearing low-density steels could be promising for orthopedic implant applications. This served as the basis for studying Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steels.
The use of stainless steels in the biomedical industry is not a new concept; it was first used in the 1920s, and its success paved the way for treating human bone fractures [
6,
7]. Some common metallic biomaterials of preference are AISI 316L stainless steels, Co-Cr alloys, and Ti–6Al–4V alloys [
8]. The limitations of these common orthopedic implant alloys include the high cost and toxicity of Co-Cr and Ti–6Al–4V alloys and the high density of AISI 316L stainless steels (8.03 g/cm
3) compared to the density of human cortical bone (0.96 to 1.9 g/cm
3) [
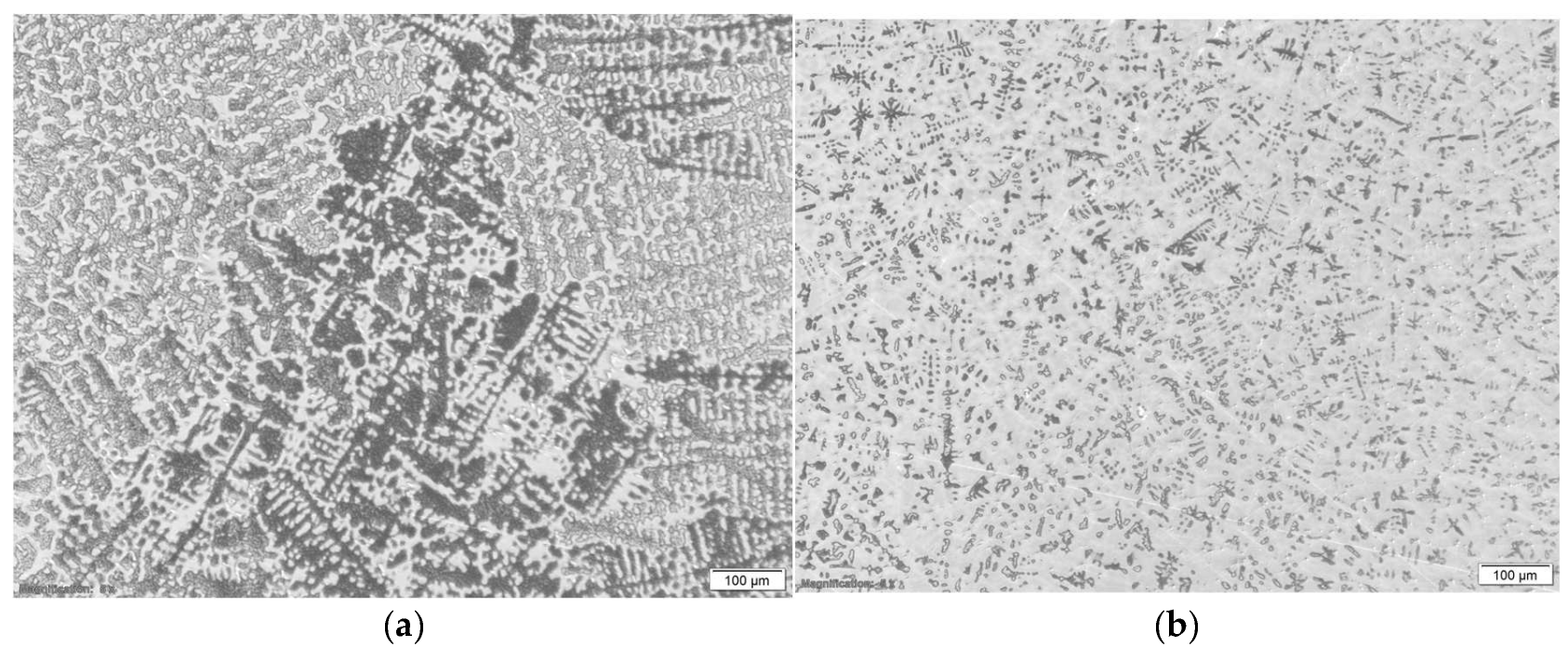
9]. Low-density stainless steels considered in this study may replace expensive titanium alloys, and highly dense 316L stainless steel should have good corrosion resistance. Consequently, a preliminary corrosion investigation was conducted on different compositions of as-cast low-density stainless steels immersed in simulated body fluids (0.9 wt% NaCl and Hanks Balanced Salt Solution). Their corrosion rates were compared with AISI 316L stainless steel exposed to the same solutions. The as-cast low-density stainless steels had a dendritic structure with carbides forming at the inter-dendritic region of the austenite matrix [
10]. The results show that the two alloys of focus in this study have a lower corrosion rate than commercial-grade AISI 316L stainless steel in simulated body fluids. However, they were still susceptible to pitting corrosion, localized in the interdendritic region of as-cast low-density stainless steels (see
Supplementary Figure S1).
Bosch et al. [
11] also reported pitting corrosion in their austenitic Fe-Mn-Al-Cr-C steels in NaCl and NaOH solutions. However, the composition and microstructure of their alloys differ from those presented in this study. Prior to corrosion studies, their alloys were subjected to thermal treatment so that their starting microstructure had an equiaxed morphology. In addition to uniform corrosion, uniformly distributed pits were seen in the alloys owing to the dissolution of Fe and Mn. Their findings differ from ours in that pitting corrosion occurred preferentially at the carbide–austenite interface and the interdendritic regions.
Therefore, we envisaged that the corrosion performance of the two low-density stainless steels, Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C, could be enhanced further if the as-cast dendritic structure is broken down using thermomechanical processing techniques. Gutierrez-Urrutia [
3] reported that microstructural control is necessary for property optimization in Fe-Mn-Al-C alloys. However, as the response of Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C alloys to deformation parameters has not been previously reported, it is important to understand their hot working behavior. While their compositions may fall within the broad groups of austenitic and austenite-based duplex low-density steels reported previously [
4], the sensitivity of their response to compositional changes when subjected to different testing conditions has made it important to investigate the flow behavior and microstructural evolution in these alloys under hot working conditions. Chen et al. [
4] and Ding et al. [
12] reported that for low-density stainless steel to realize its potential as structural materials, more studies focusing on alloy development, strengthening mechanisms, corrosion studies, and workability at cold and hot working conditions are essential.
Therefore, this study sought the combination of thermomechanical processing parameters that would effectively break the dendritic structure in the as-cast Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steels. This was performed by exploring these alloys’ strain-hardening and softening behavior to understand their deformation-induced microstructures better [
13]. The typical range of safe parameters for hot working of most Fe-Mn-Al-C low-density steels was used in this study to confirm whether they are suitable or not for the two alloys. The results could guide metallurgists in selecting appropriate parameters for the large-scale processing of these alloys for manufacturing biomedical components.
2. Materials and Methods
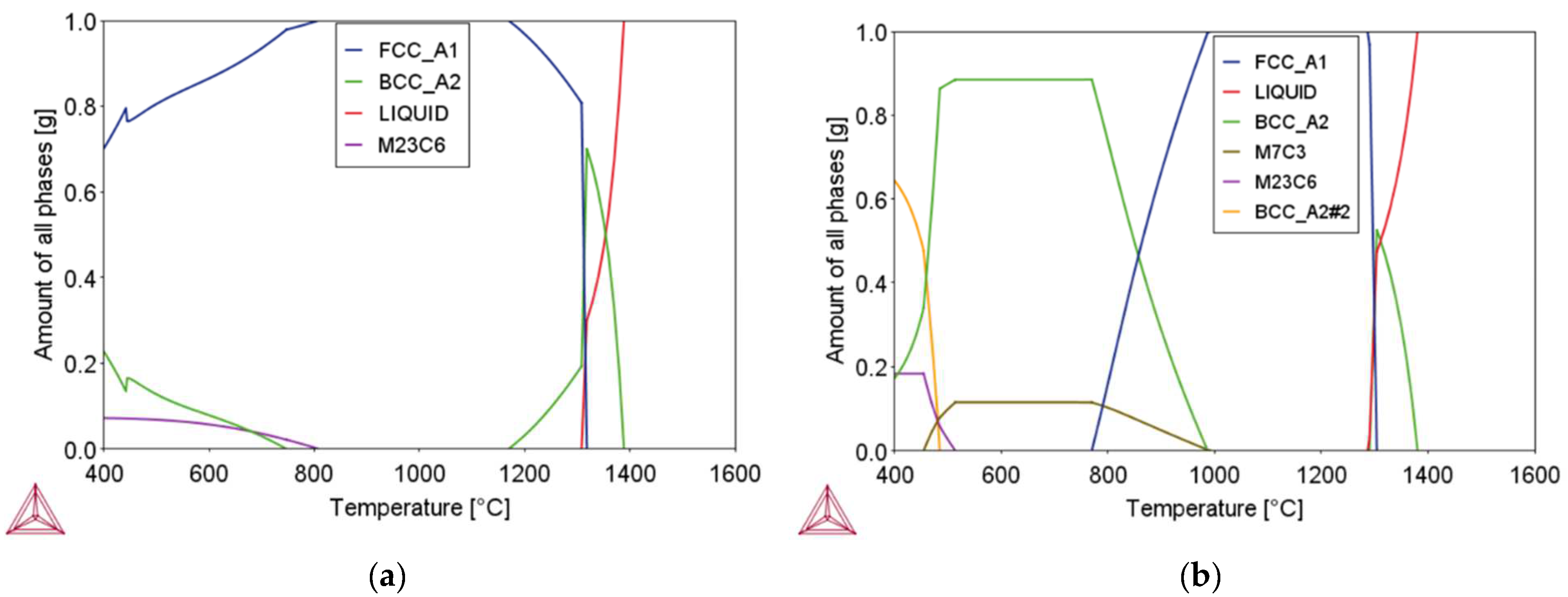
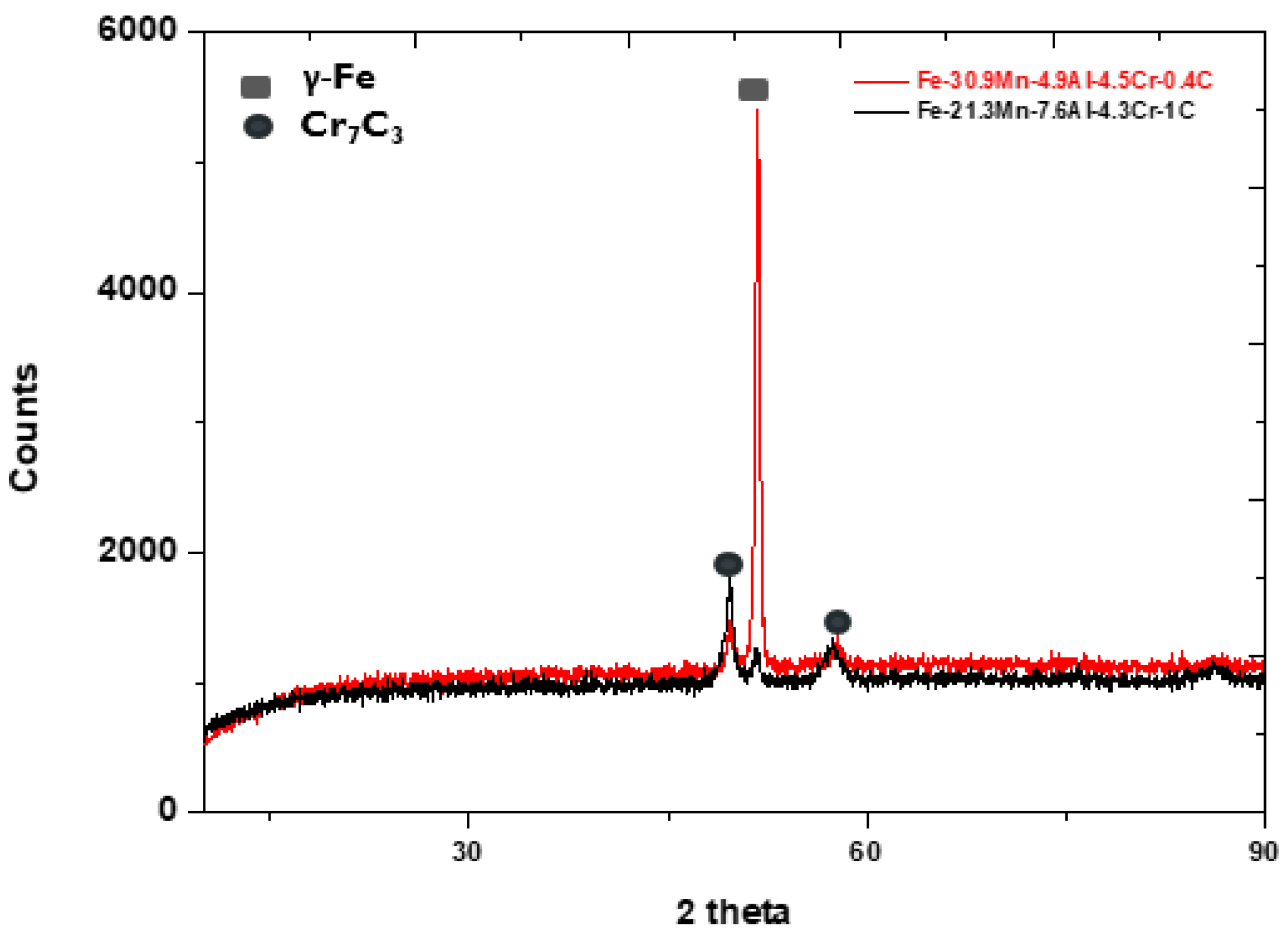
As-cast Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steels were produced by melting compacted powders of pure elements that constitute the alloys in an electric arc furnace. The alloys were turned and melted three times to homogenize them. The chemical composition of the alloys was confirmed using an optical emission spectrometer. Thereafter, Thermo-Calc modeling was performed to predict the likely equilibrium phases in the alloys and the critical transformation temperatures. The amount of the alloying elements in mass percent was entered into the Thermo-Calc software using the TCFE8 thermodynamic database. X-ray diffraction (XRD) analysis was performed on the alloys using a Bruker D2 Phaser diffractometer. The XRD scan was performed at 2θ angles of 10 to 90°. The measurements were taken at ambient temperature using generator settings of 10 mA, 30 kV, and cobalt as the anode material. The XRD patterns were matched using PANAlytical software.
For thermomechanical testing, the alloys were machined into rectangular test samples of 10 × 10 × 7 mm configurations before subjecting them to rectangular axial isothermal compression testing on a Gleeble 3500 thermomechanical simulator. A platinum-rhodium (R-type) thermocouple was then welded to the mid-span of the samples. Nickel paste and graphite foil were applied in between the tungsten carbide ISO-T anvils and the samples to minimize frictional effects on the flow curves.
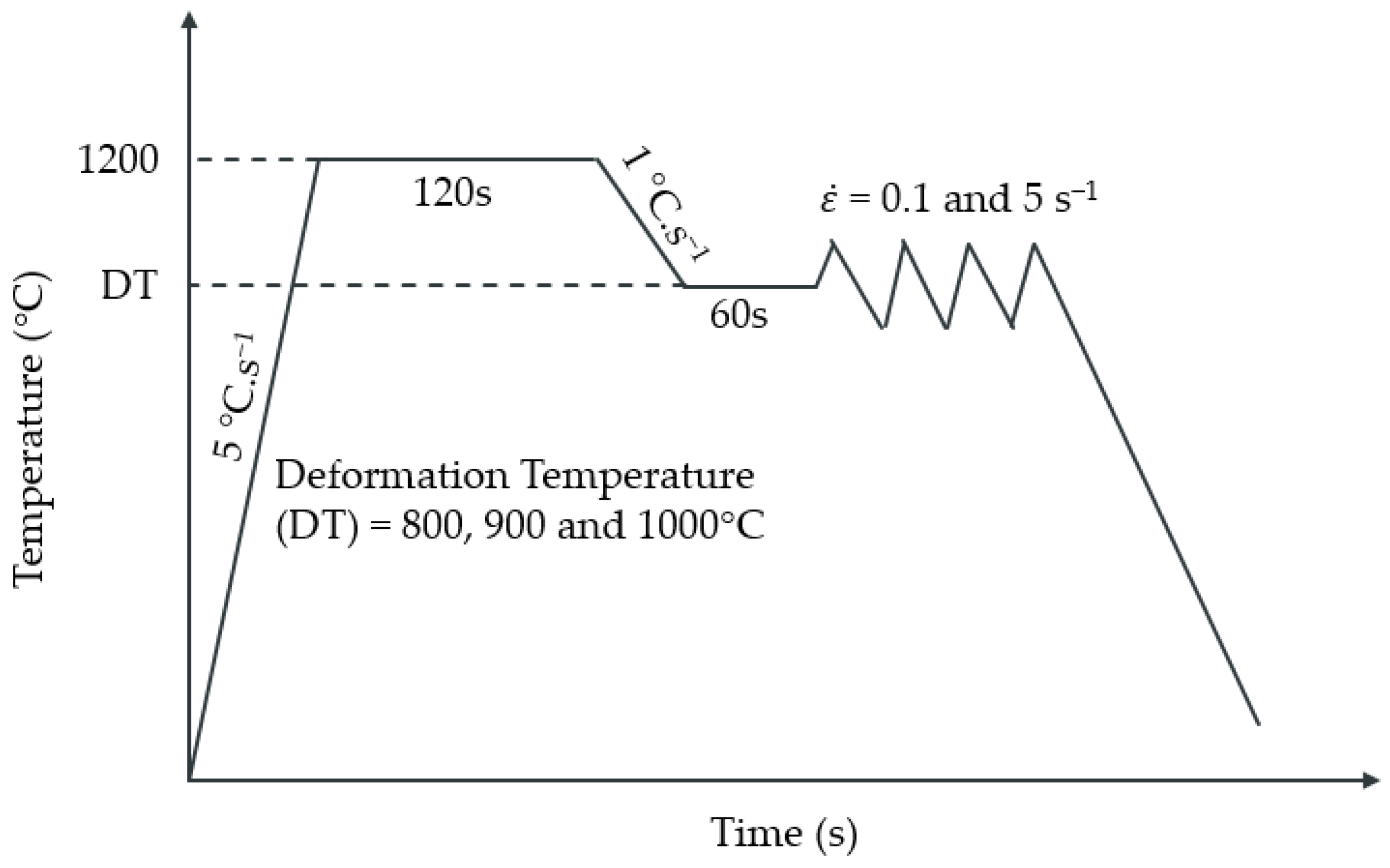
Figure 1 shows the thermomechanical processing schedule applied to the samples. Three deformation temperatures of 800, 900, and 1000 °C and two strain rates of 0.1 and 5.0 s
−1 for each temperature were used. These parameters were selected from previous studies [
13,
14,
15] and were considered safe for the hot working of Fe-Mn-Al-C low-density steels. Prior to deformation, the samples were heated at a rate of 5 °C/s up to a reheating temperature of 1200 °C and then soaked for 120 s to achieve homogenization at the reheating temperature. Thereafter, the samples were cooled to the deformation temperature at a rate of 1 °C/s and held for 60 s before deformation. All the samples were deformed to a total strain of 0.5 followed by compressed air quenching. The stress–strain data were then captured and analyzed.
For microstructural analyses, the deformed samples were sectioned into two halves parallel to the compression axis. One of each sample was mounted in an OPAL 410 mounting machine using a polyfast hot mounting resin. The mounted samples were then ground using an IMPTECH 201 grinding machine using silicon carbide abrasive paper of 800 to 2000 grit. They were polished with an alumina suspension and etched with Villella’s reagent. Microstructural observation of the polished samples was performed using both optical and scanning electron microscopes (SEM). The undeformed samples were prepared following a similar procedure. The obtained micrographs were then compared to observe the microstructural evolution that each sample went through under different deformation conditions.
To determine if there is a significant influence of deformation parameters on the hardness of the alloys, Vickers hardness testing was conducted using an FM 700 microhardness tester in accordance with ASTM E 92-17 [
16]. The indentation was obtained by using a load of 500 gf and a dwell time of 15 s. An average hardness was computed from five measurements taken at random spots on each sample.
4. Discussion
The two low-density steels, Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C, considered in this study were identified as austenite-based duplex low-density steel and austenitic low-density steel, respectively. Their composition and initial microstructures are consistent with the classification prescribed by Chen et al. [
4]. The interest in these alloys stemmed from their potential to be used as alternative bio-implant materials given their lower corrosion rates in simulated body fluids compared to commercial-grade 316L stainless steel [
10]. Similar to Fe-Mn-Al-Cr-C low-density steel subjected to corrosion investigation in NaCl and NaOH in a previous study [
11], pitting corrosion was observed in the two alloys that were considered in this study. However, the location of the pits differed. In previous work, the shallow and tiny pits formed on all phases in the alloy, whereas the deep pits in these alloys formed preferentially at the inter-dendritic regions due to the dissolution of the austenite–carbide interface, resulting in the pullout of carbide particles [
10]. To address this problem, we hypothesized that breaking the dendritic structures in both alloys using thermomechanical processing routes would help redistribute the alloying elements, eliminate segregation, and ultimately reduce the susceptibility of the alloys to pitting corrosion. However, the response of the alloys to hot working parameters is unknown as they have unique compositions that have not been subjected to hot working investigations previously. Additionally, previous studies on the hot working of Fe-Mn-Al-C low-density steels have only been on alloys subjected to either heat treatment or some form of forging or rolling prior to hot working experiments [
15,
16,
25]. Therefore, the initial microstructure of the hot-worked Fe-Mn-Al-C low-density steels reported in the literature differs from the dendritic structure that was the focus of this work. In this study, the alloys were in the as-cast condition, and it is important to establish the most appropriate deformation conditions for breaking the alloys’ dendritic structure. While the ultimate goal is to improve resistance to pitting corrosion in these alloys through microstructural control, the thrust of this study was to understand how the two low-density stainless steels respond to imposed hot working conditions.
The hot working parameters considered here were selected from previous studies on the hot working of Fe-Mn-Al-C low-density steels [
14,
25]. This approach differs from the common practice in previous studies [
14,
15] where a wide range of strain rates and deformation temperatures were selected to establish the safe and unsafe working regime for a specific alloy. While the parameters selected for the alloys were typical safe working regimes for many Fe-Mn-Al-C low-density steels [
14,
15,
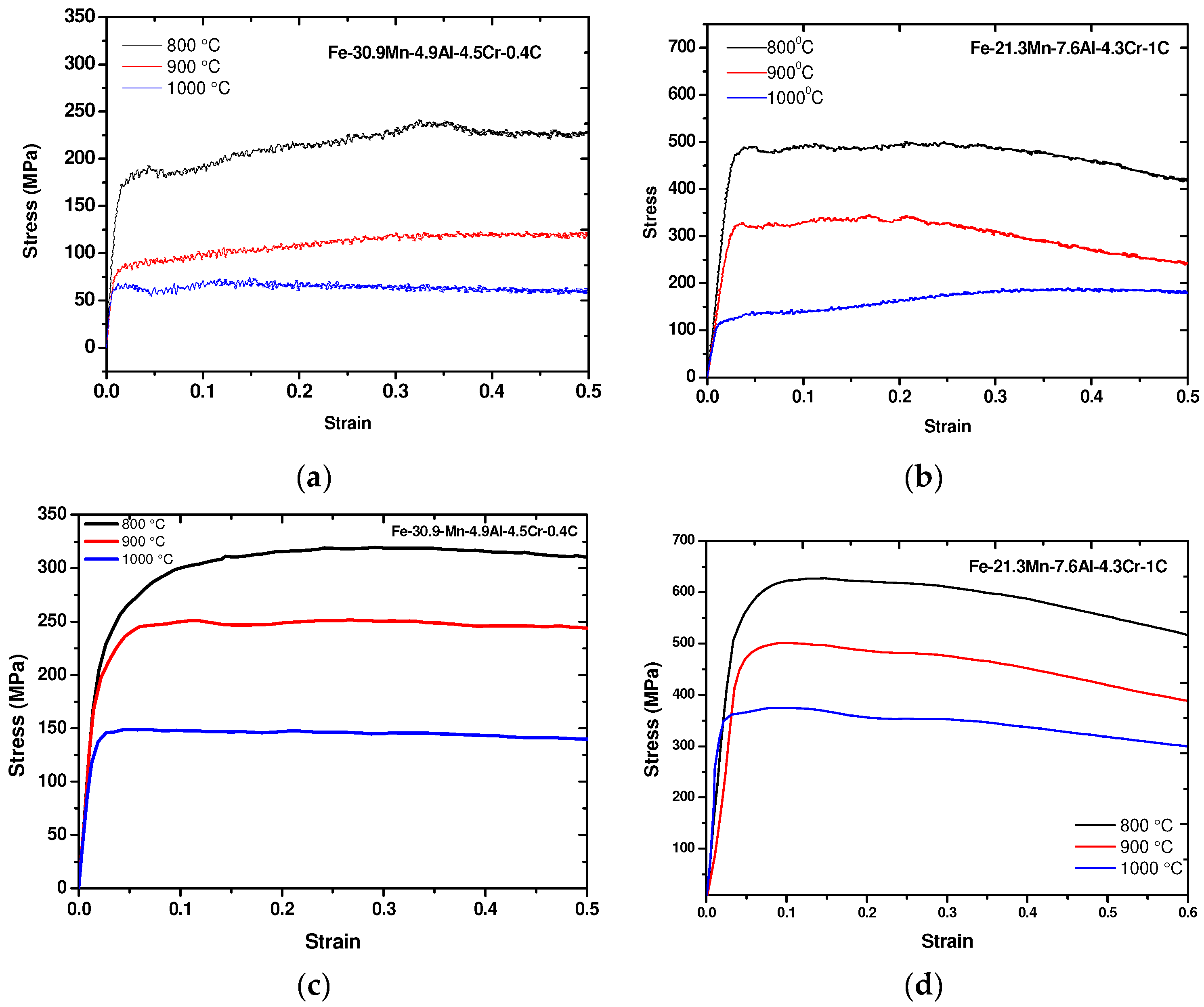
25], we assessed if these parameters would be suitable for hot working of the two alloys investigated in this study. If suitable, defects such as voids, cracking, incipient melting, and adiabatic shear bands are not expected in the alloys after deformation. Although the continuous flow softening seen in the flow curves (
Figure 5b) under specific working conditions (800 and 900 °C at 0.1 s
−1) suggest the occurrence of either deformation-induced cracking or dynamic globularization during deformation [
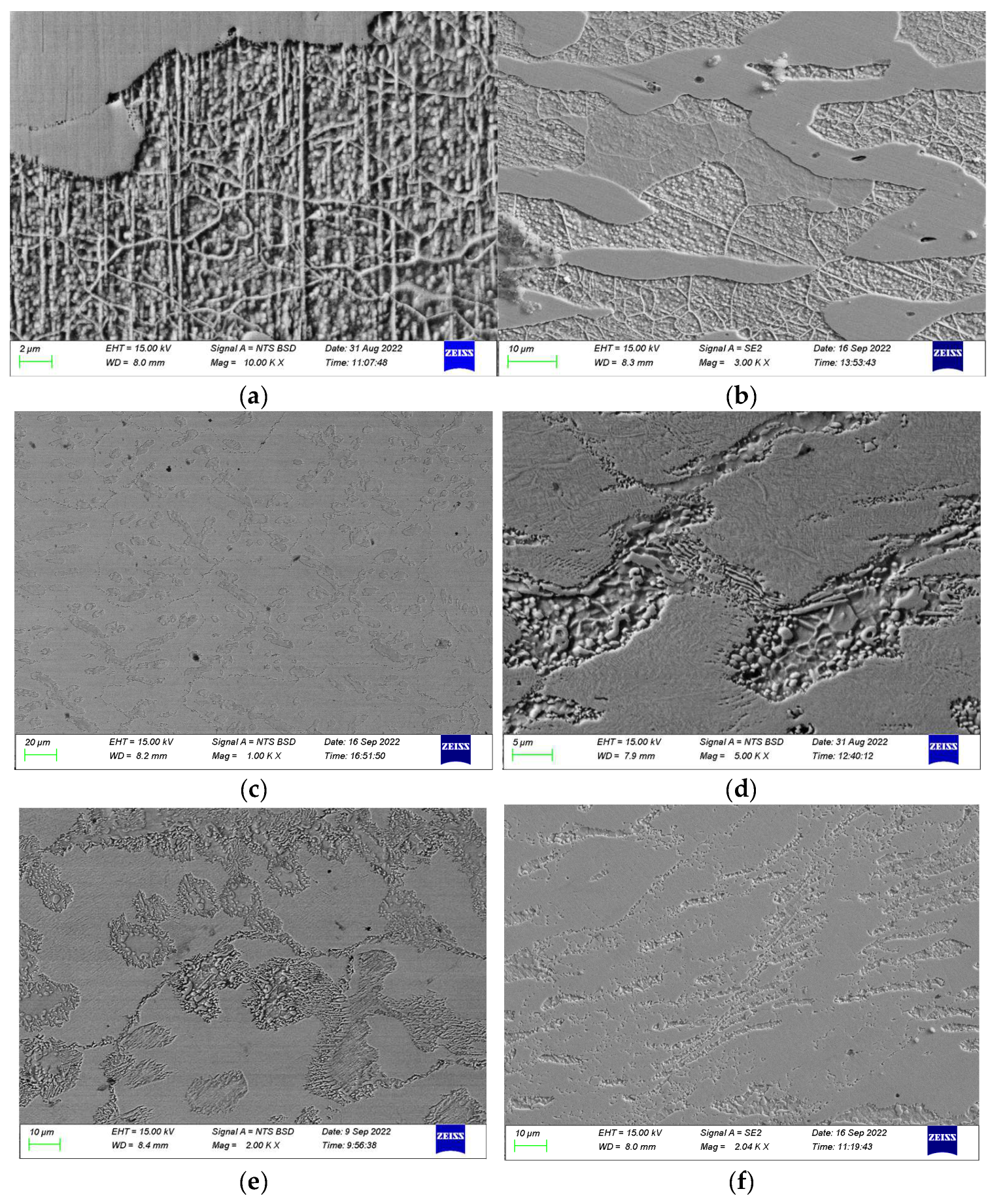
18], the microstructural evidence showed that continuous flow softening was caused by dynamic globularization (
Figure 8a,c). No cracking or other defects were seen in the deformed samples of the two alloys. This confirmed that the safe hot working parameters selected from previous works are indeed suitable for the hot working of Fe-30.9Mn-4.9Al-4.5Cr-0.4C and Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steels.
From the flow behavior of the alloys in
Figure 5, flow oscillations were dominant on the stress–strain curves when hot working was carried out at a strain rate of 0.1 s
−1. These oscillations were not seen at 5 s
−1; rather, a steady-state-flow stress was dominant. These trends suggest the occurrence of DRX and dynamic recovery during deformation of the alloys at these respective strain rates. Previous studies [
31,
32] on low-density steels have shown that DRX and dynamic recovery are some of the common softening mechanisms in hot-worked low-density steels, and their occurrence depends on certain combinations of strain rate and temperatures.
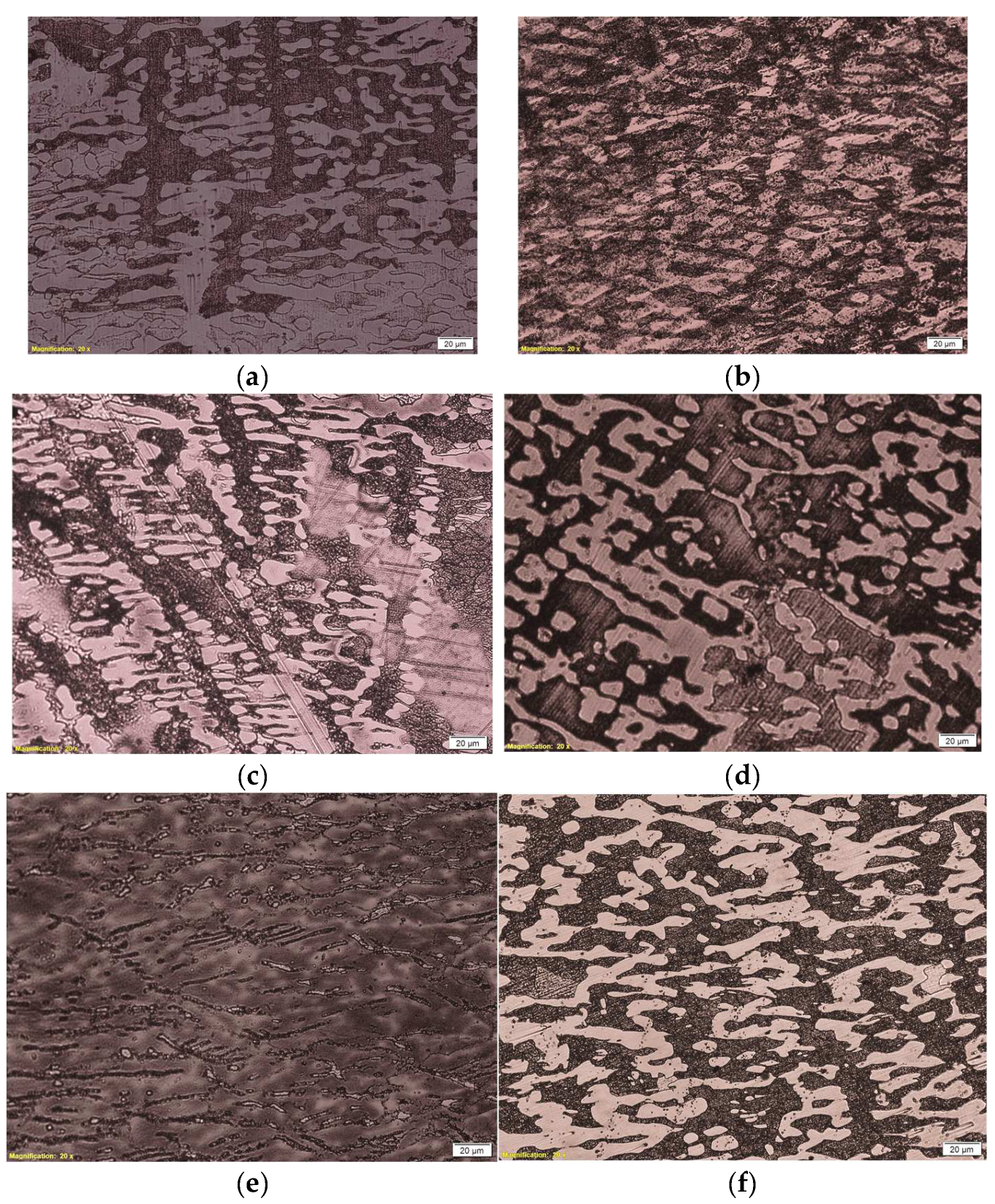
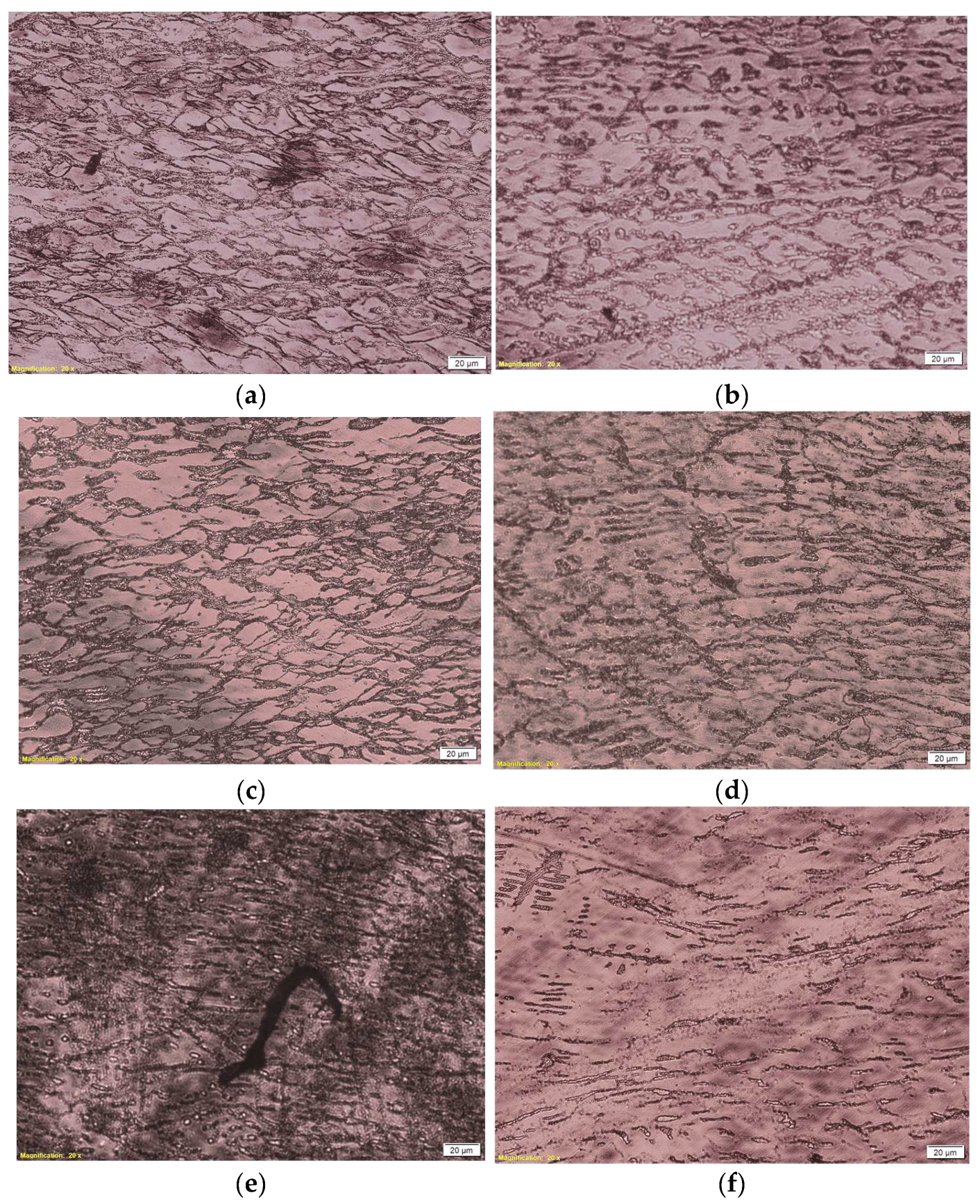
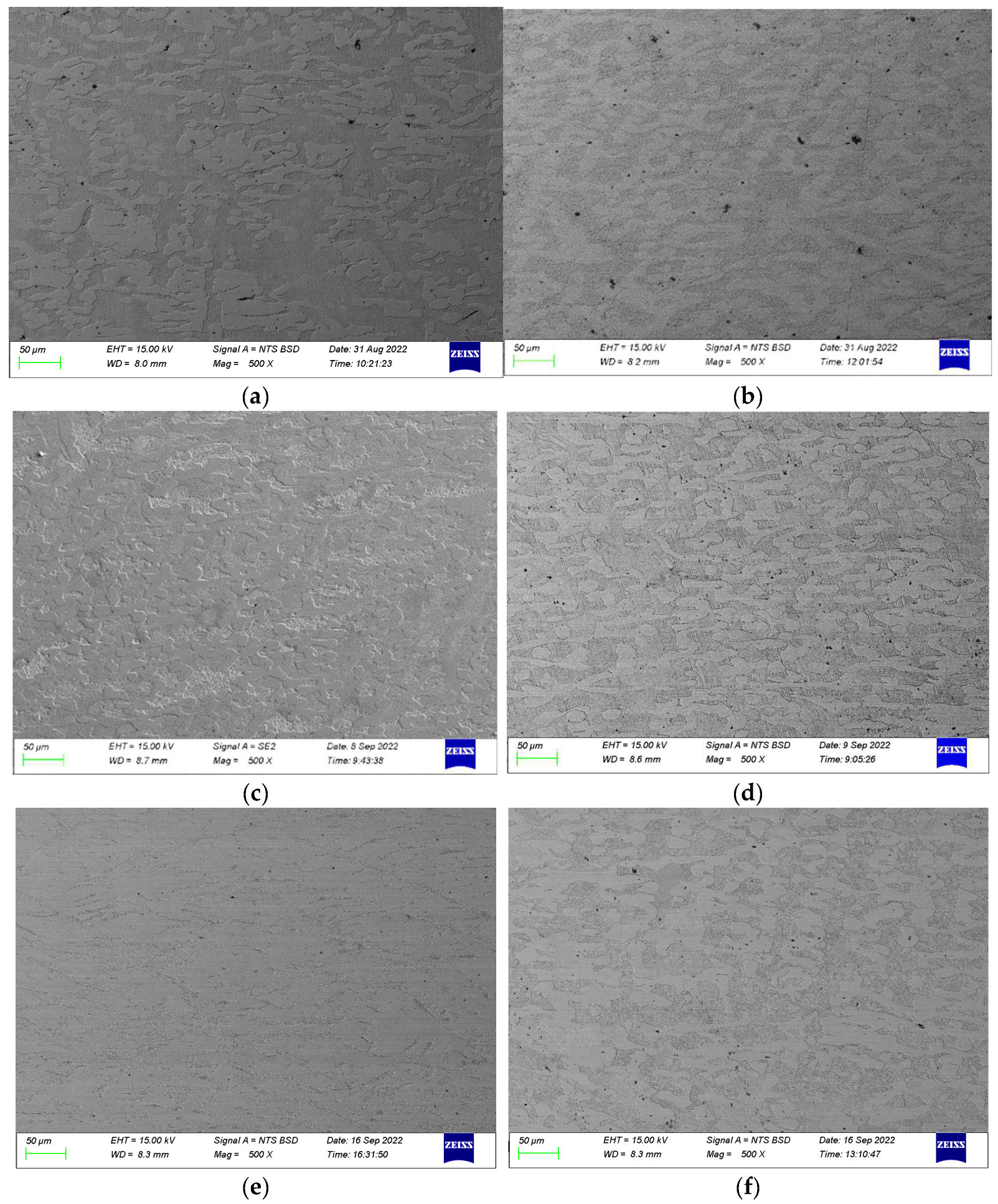
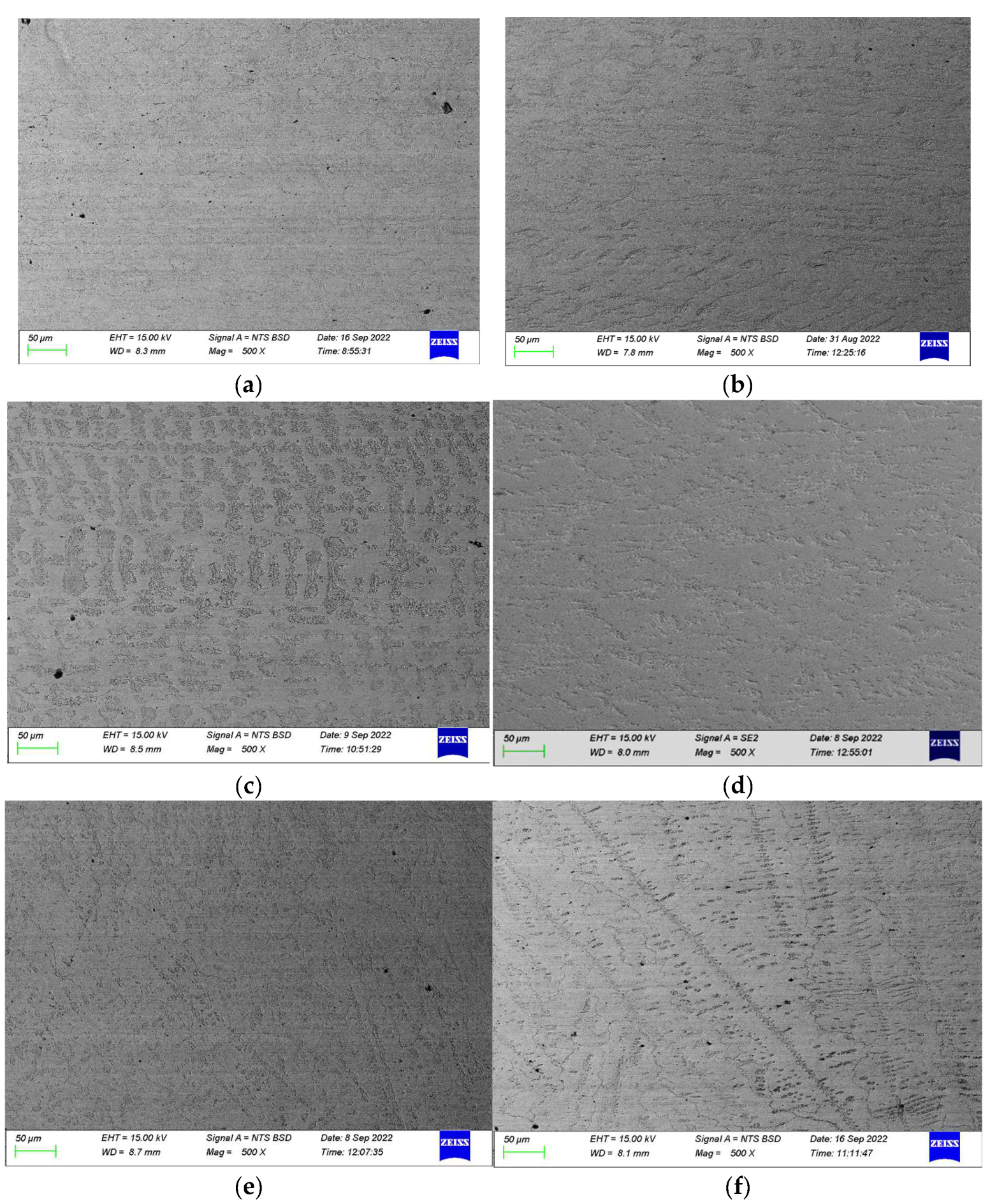
To identify the deformation conditions that favor DRX and dynamic recovery during hot working of the two alloys, the microstructural features in the as-cast and deformed samples were compared. The as-cast microstructure of the duplex Fe-30.9Mn-4.9Al-4.5Cr-0.4C low-density stainless steel contained predominantly dendritic ferrite and austenite, while the austenitic-based low-density steel had carbides with dendritic configuration. The dendritic ferrite and austenite evolved to elongated and globular austenite in the duplex low-density steel at temperatures below 1000 °C regardless of the strain rates. The globular and elongated ferrite phase appeared as islands within the austenitic matrix. However, at 1000 °C, the strain rate influenced the dendritic microstructure. For the duplex low-density steel, hot working at 1000 °C and 5 s
−1 resulted in elongated and globular ferrite such as those deformed at lower temperatures. The globular ferrite confirmed that one of the softening mechanisms of the alloy is dynamic globularization. However, when higher-magnification SEM images were taken in the austenitic region (
Figure 12), the presence of equiaxed austenite grains confirmed the occurrence of DRX as an additional softening mechanism. In contrast, hot-worked duplex low-density steel showed no ferrite phase, and there was no evidence of dynamically recrystallized grains at 1000 °C at 0.1 s
−1. It can be concluded that both DRX of the austenitic phase and dynamic globularization of the ferrite phase contributed to the softening of the duplex low-density stainless steel when hot-worked at 800 °C at 0.1 s
−1, 800° C at 5 s
−1, 900 °C at 0.1 s
−1, 900 °C at 5 s
−1, and 1000 °C at 5 s
−1, while the dominant softening mechanism at 1000 °C at 0.1 s
−1 was dynamic recovery. Higher deformation temperatures and low strain rates allow for thermal softening with enough time for atom diffusion and grain boundary migration, favoring dynamic recovery [
26].
For the austenitic Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steel, the dendritic carbide in the as-cast condition was redistributed within and around the austenite grains at deformation temperatures below 1000 °C and strain rates of 0.1 and 5 s−1. More elongated austenite grains were serrated and a few austenite globules were visible. This confirms dynamic recovery as the dominant softening mechanism despite some occurrence of dynamic globularization. The hot-worked austenitic low-density steel showed a different response at 1000 °C and different strain rates. The dendritic structure remained at 1000 °C at 5 s−1, while at 1000 °C at 0.1 s−1, the carbides were redistributed within and around the austenite grain as observed when deforming at lower deformation temperatures. It can be concluded that hot-working low-density steel at 1000 °C at 5 s−1 was ineffective in breaking down as-cast dendritic carbides in the alloy.
Due to macro- and micro-segregation arising from significant alloying elements, different carbides may form in low-density steels [
4]; however, XRD only confirmed the M
7C
3 carbide type. Even M
23C
6 predicted by Thermo-Calc was not confirmed experimentally. Kappa carbides expected in austenitic Fe-21.3Mn-7.6Al-4.3Cr-1C low-density stainless steels due to the high Al and C content [
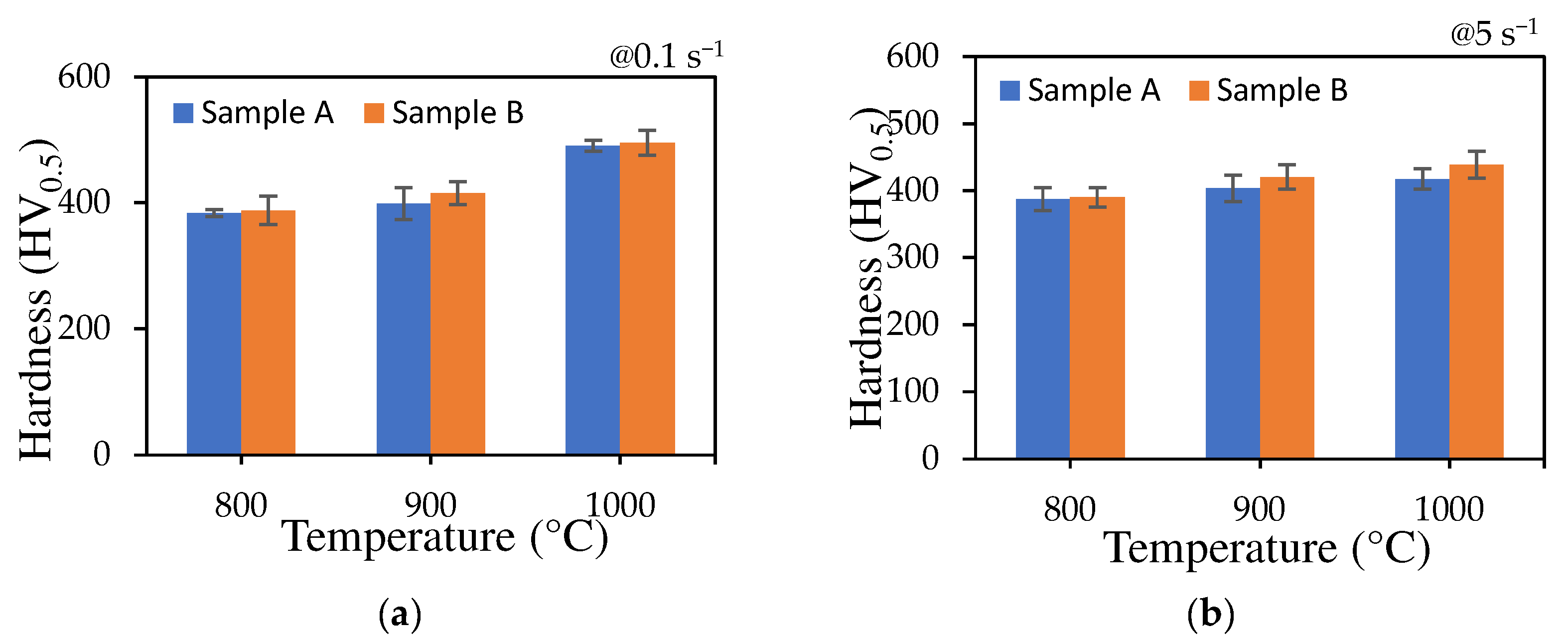
4] were also not identified. The type of carbide that evolved after hot working is unknown; thus, future work will focus on the evolution of carbides in hot-worked alloys. As breaking down the as-cast dendritic structure was achieved under certain deformation conditions, it is important to evaluate the pitting corrosion resistance of the deformed alloys compared to the as-cast samples in simulated body fluids. This is being investigated by our research group. The hardness results (
Figure 7) indicate that hot working improved the hardness of the two low-density stainless steels compared to the as-cast dendritic structure. This can be ascribed to gain refinement and carbide redistribution in the alloys. Wang et al. [
31] reported that grain refinement was caused by DRX in hot-worked Fe-30Mn-11Al-1C-0.1Nb-0.1V alloy at relatively low deformation temperatures (850 to 950 °C) and strain rates of 1 to 10 s
−1. Their alloy’s refined grains and hardness were sensitive to deformation temperatures and strain rates. Higher deformation temperatures and low strain rates caused an increase in the average grain size of the austenite grains, decreasing the hardness. Although, in our work, grain refinement and microstructural reconstitution are prominent at 800 and 900 °C as in Wang et al. [
31], the hardness increased slightly with deformation temperature and was insensitive to increasing strain rate. The discrepancy between this work and that of Wang et al. [
31] can be attributed to the difference in alloy compositions, as well as different initial microstructures. Furthermore, Churyumov et al. [
32] established that grain refinement was optimum at a deformation temperature of 1050 °C and 10 s
−1 strain rate in hot-worked Fe-35Mn-10Al-1C steel. The disagreement between the optimum deformation temperature for grain refinement in our work, Wang et al. [
31], and Churyumov et al. [
32] implies that the different compositions and initial microstructures influence the response of low-density steels to deformation parameters. Therefore, alloys with unique compositions must be subjected to various testing conditions to understand their behavior.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











