
Effect of Feed Rate on the Force and Energy in the Cutting Process Using Planar Technical Blades


Abstract
:Featured Application
Abstract
1. Introduction
- Material:
- material type,
- condition of the material,
- physical properties of the material.
- Blade:
- cutting edge shape,
- size of wedge angle,
- metrological properties of the edge,
- metrological properties of adjacent surfaces.
- Conditions:
- cutting conditions,
- cutting parameters (e.g., cutting speed).
2. Materials and Methods
2.1. Test Stand
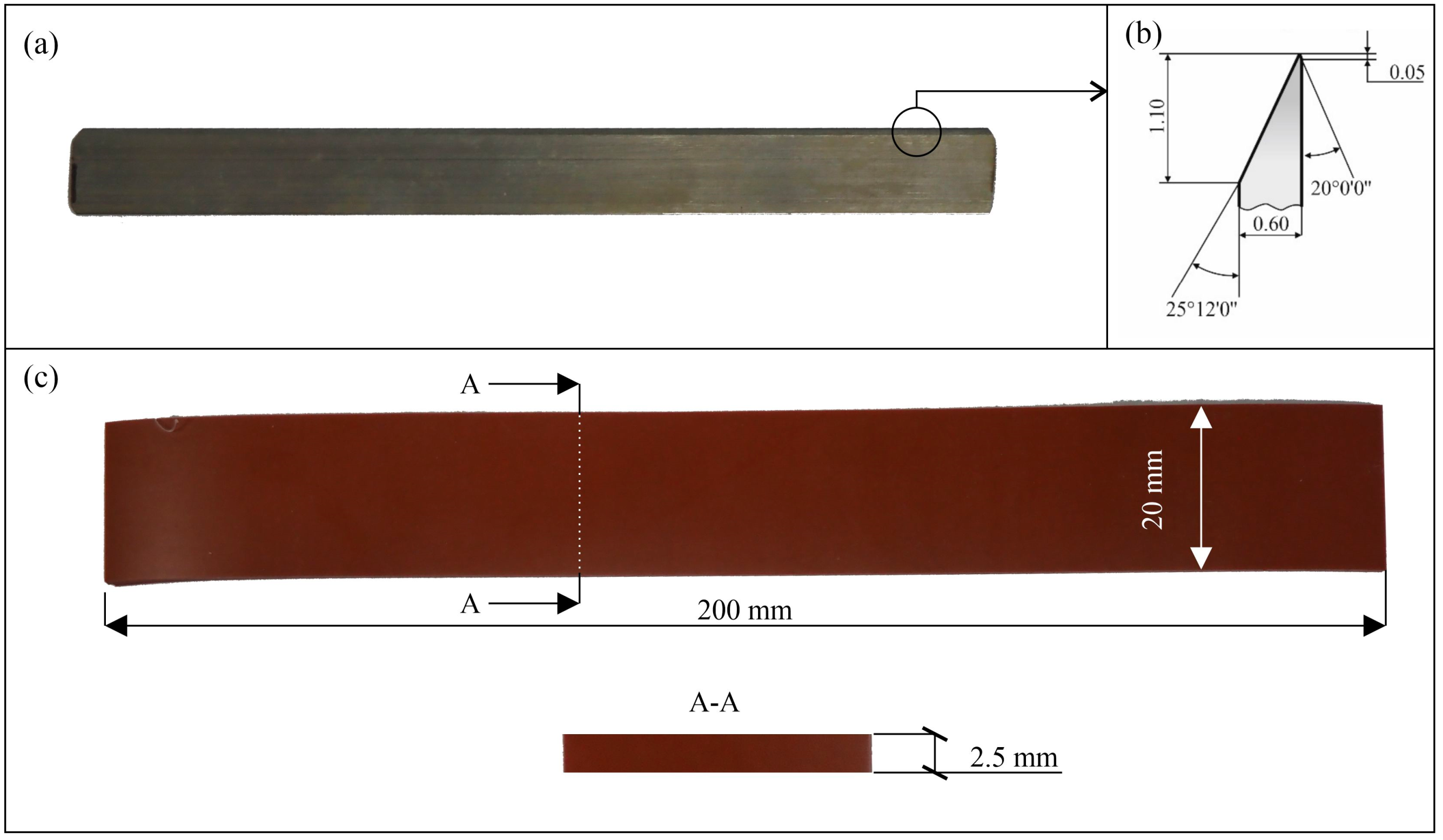
2.2. Tools and Workpieces
2.3. Experiment Methodology
- Fixing blade in the blade retaining body;
- Fixing the test sample using supporting bracket in jaws;
- Closing the main door;
- Enabling the main servomotor;
- Zeroing of the Z-axis;
- Entering the feed rate value vf according to experiment plan;
- Disengagement of the main safety switch;
- Tare of the force F sensor reading;
- Starting of the measuring procedure;
- Engaging the main safety switch;
- Opening main door and unclamping the cut sample.
3. Results and Discussion
- deformation phase,
- rupture phase (preceded by a break-in point),
- cutting phase.
4. Conclusions
- In order to carry out the described tests, it was necessary to use a stand that allows adjustment of the cutting speed in the range under study (70–400 mm/s).
- Repeatability of measurements and high sampling rate were guaranteed by using a test bench with numerical control and digital data recording. It was decided to use a system that allowed the export of measurement data and their further analysis.
- Utilizing a wide range of cutting speeds vf while measuring forces F at multiple measurement points (12 feed rates and 5 tests for each point) was a unique feature of this experiment.
- Analysis of the results allowed us to identify the most favorable cutting speed (70 mm/s) due to the minimum forces (2.6 N) occurring in the cutting process.
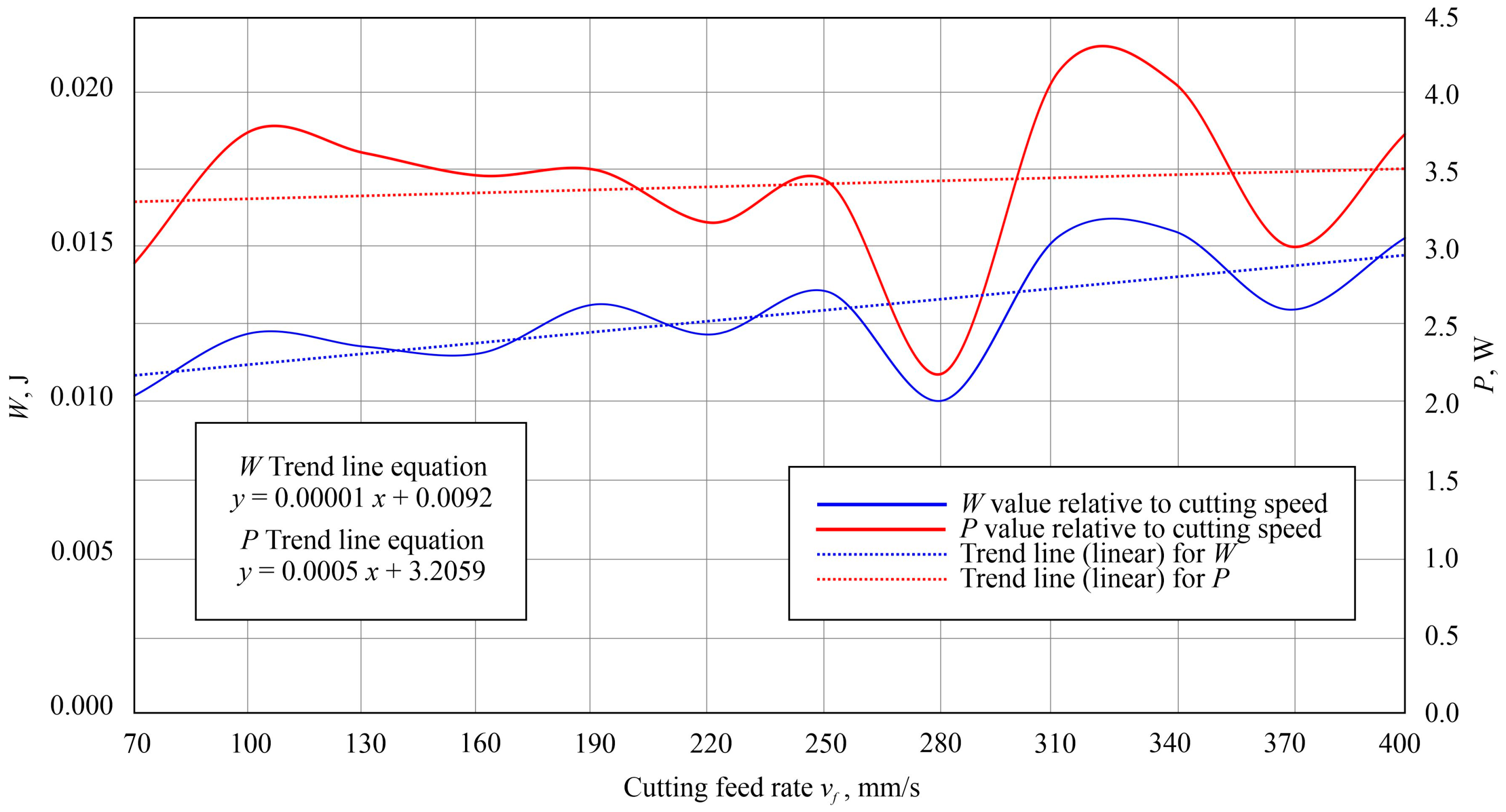
- Calculated work W and power P increased with force F. Calculations of the unit energy intensity ej index were made. The values of the ej index also maintained an incremental trend with increasing cutting speed, indicating that more energy is consumed in the process as speed increases. The maximum value (242 J/m2) of the ej index at the highest cutting speed vf (400 mm/s) was equal to 161% of the value of the ej index (150 J/m2) calculated for the lowest tested cutting speed vf (70 mm/s).
- The slowest tested cutting speed (70 mm/s) was considered the most favorable parameter due to the lowest forces (2.6 N) and the lowest energy expenditure (150 J/m2). In industrial conditions, however, process time t is an equally important factor, which increases with decreasing cutting speed. Thus, further analysis is needed to find the optimum between the smallest forces and process time. Time t of the process with minimum feed rate vf (70 mm/s) was equal to 109 ms, while t for maximum vf (400 mm/s) was equal to 27 ms. At a minimum cutting speed of 70 mm/s, the process takes four times longer to complete compared to the maximum tested speed (400 mm/s).
- Reducing the cutting speed vf has a positive effect on reducing the cutting force F (which is related to the blade wear process) and the energy expenditure in the form of the calculated ej index. However, excessive reduction of the blade feed rate parameter leads to a significant (fourfold) extension of the process. It is therefore necessary to control the feed parameter in search of a combination of output factors that will ensure stable and safe operation of the blade, with its minimum wear and minimum duration of operation.
- Since the studies presented are of a laboratory nature, it is not possible to replicate under such circumstances the effect of variables that occur in a manufacturing process. As a result, tests performed on the test bench mentioned above must finally be confirmed by experiments carried out in production line conditions for flat fish skinning.
- Extended research is planned to determine the optimal cutting speed vf that will ensure the occurrence of minimum forces F and energy expenditure ej in the cutting process, while not prolonging the process.
Author Contributions
Funding
Conflicts of Interest
References
- Sen, D.P. Advances in Fish Processing Technology; Allied Publishers: New Delhi, India, 2005. [Google Scholar]
- Boziaris, I.S. (Ed.) Seafood Processing: Technology, Quality and Safety; John Wiley & Sons: Chichester, UK, 2013. [Google Scholar]
- Borda, D.; Nicolau, A.I.; Raspor, P. Trends in Fish Processing Technologies; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Majewski, J. Parameters of Machine Deheading and Variability of Roach Deheading Cut Operation in the Annual Cycle; Agricultural Academy in Szczecin, Faculty of Food Science and Fisheries: Szczecin, Poland, 2005. (In Polish) [Google Scholar]
- Colás, R.; Totten, G.E. Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: New York, NY, USA, 2016. [Google Scholar]
- Zieliński, B.; Nadolny, K.; Zawadka, W.; Chaciński, T.; Stachurski, W.; Batalha, G.F. Effect of Pro-Ecological Cooling and Lubrication Methods on the Sharpening Process of Planar Blades Used in Food Processing. Materials 2022, 15, 7842. [Google Scholar] [CrossRef] [PubMed]
- Przybyłowicz, K. Metals Science; WNT: Warszawa, Poland, 1999. (In Polish) [Google Scholar]
- Karpiński, T.; Stępień, P. Methods of Abrasive Shaping of Technical Blades; Scientific Papers of the Institute of Machine Building Technology of Wrocław University of Technology; Wrocław University of Technology: Wrocław, Poland, 1987; pp. 238–248. (In Polish) [Google Scholar]
- Zieliński, B.; Chaciński, T.; Pimenov, D.Y.; Nadolny, K. Methodology for Evaluating the Cutting Force of Planar Technical Blades Used in Flatfish Processing. Micromachines 2021, 12, 1516. [Google Scholar] [CrossRef] [PubMed]
- Verhoeven, J.D. Experiments on Knife Sharpening; Department of Materials Science and Engineering Iowa State University: Ames, IA, USA, 2004. [Google Scholar]
- McCarthy, C.; Hussey, M.; Gilchrist, M. On the sharpness of straight edge blades in cutting soft solids: Part I—Indentation experiments. Eng. Fract. Mech. 2007, 74, 2205–2224. [Google Scholar] [CrossRef]
- McCarthy, C.; Annaidh, A.N.; Gilchrist, M. On the sharpness of straight edge blades in cutting soft solids: Part II—Analysis of blade geometry. Eng. Fract. Mech. 2010, 77, 437–451. [Google Scholar] [CrossRef]
- McGorry, R.W.; Dowd, P.C.; Dempsey, P.G. The effect of blade finish and blade edge angle on forces used in meat cutting operations. Appl. Ergon. 2005, 36, 71–77. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhou, M.; Dong, S. Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J. Mater. Process. Technol. 1996, 62, 327–330. [Google Scholar] [CrossRef]
- Moore, M.; King, F.; Davis, P.; Manby, T. The effect of knife geometry on cutting force and fracture in sugar beet topping. J. Agric. Eng. Res. 1979, 24, 11–27. [Google Scholar] [CrossRef]
- Meehan, R.R.; Kumar, J.; Earl, M.; Svenson, E.; Burns, S.J. The Role of Blade Sharpness in Cutting Instabilities of Polyethylene Terephthalate. J. Mater. Sci. Lett. 1999, 18, 93–95. [Google Scholar] [CrossRef]
- Goh, S.; Charalambides, M.; Williams, J. On the mechanics of wire cutting of cheese. Eng. Fract. Mech. 2005, 72, 931–946. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, D.; Geng, D.; Shao, Z.; Zhou, Z.; Sun, Z.; Jiang, Y.; Jiang, X. Ironing effect on surface integrity and fatigue behavior during ultrasonic peening drilling of Ti-6Al-4 V. Chin. J. Aeronaut. 2022, in press. [Google Scholar] [CrossRef]
- Sun, Z.; Geng, D.; Zheng, W.; Liu, Y.; Liu, L.; Ying, E.; Jiang, X.; Zhang, D. An innovative study on high-performance milling of carbon fiber reinforced plastic by combining ultrasonic vibration assistance and optimized tool structures. J. Mater. Res. Technol. 2023, 22, 2131–2146. [Google Scholar] [CrossRef]
- Adamovsky, M.F.A. The Effect of Cutting Blade Geometry and Material on Carbon Fiber Severing as Used in High-Volume Production of Composites; The University of Western Ontario: London, ON, Canada, 2015. [Google Scholar]
- Brown, T.; James, S.J.; Purnell, G.L. Cutting forces in foods: Experimental measurements. J. Food Eng. 2005, 70, 165–170. [Google Scholar] [CrossRef]
- Kowalik, K.; Sykut, B.; Opielak, M. A study of the effect of feed rate on resistance of cutting food products. Agric. Eng. 2005, 9, 181–186. (In Polish) [Google Scholar]
- Nadulski, R.; Guz, T. Influence of some design and operating parameters on the vegetable cutting process. Agric. Eng. 2001, 10, 253–258. (In Polish) [Google Scholar]
- Nadulski, R.; Wawryniuk, P. The influence of selected design parameters of the cutting unit on the vegetable cutting process. Agric. Eng. 2003, 7, 297–305. (In Polish) [Google Scholar]
- Marks, N.; Krzysztofik, B.; Piech, T. Effect of impact speed and energy on mechanical damage to potato tubers. Ann. Agric. Sci. 1985, 76, 1. (In Polish) [Google Scholar]
- Kowalik, K. The Impact of Cutting Technology of Selected Food Products Food Products on the Energy Intensity of the Process. Doctoral Dissertation, Lublin University of Technology, Lublin, Poland, 2011. (In Polish). [Google Scholar]
- Yiljep, Y.; Mohammed, U. Effect of Knife Velocity on Cutting Energy and Efficiency during Impact Cutting of Sorghum Stalk. CIGR E-J. 2005, 7, 1–10. [Google Scholar]
- Gilchrist, M.; Keenan, S.; Curtis, M.; Cassidy, M.; Byrne, G.; Destrade, M. Measuring knife stab penetration into skin simulant using a novel biaxial tension device. Forensic Sci. Int. 2008, 177, 52–65. [Google Scholar] [CrossRef] [PubMed]
- Eko Industrie. Polyurethane Board—Material Card; Eko Industrie Sp. z o.o.: Słupsk, Poland, 2021. [Google Scholar]
- Hu, Z.; Zhang, B.; Sun, W. Cutting characteristics of biological soft tissues. CIRP Ann. Manuf. Technol. 2012, 61, 135–138. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Power supply | AC 230 V/50 Hz |
| Safety features | Door state sensor, emergency stop |
| Operator panel | Control panel USL-050-B05 (Unitronics, Airport City, Israel) |
| Sampling rate | Interval 3–4 ms (250–333 Hz) |
| Working range of the load cell | 0–15 kg |
| Cutting speed range | 1–400 mm/s |
| Cutting force measurement unit | Grain |
| Data transfer | USB-A, via digital flash drive |
| Thermal Expansion | Modulus of Elasticity | Poisson Number | Electrical Resistivity | Electrical Conductivity | Specific Heat | Density | Thermal Conductivity |
|---|---|---|---|---|---|---|---|
| 10−6·K−1 | GPa | v | Ω·mm2/m | S·m/mm2 | J/(Kg·K) | Kg/dm3 | W/(m·k) |
| 10.5 | 215 | 0.27–0.30 | 0.55 | 1.82 | 460 | 7.70 | 30 |
| Parameter | Value |
|---|---|
| Tensile strength DIN 53504 | 45–50 MPa |
| Elongation at break DIN 53504 | 450–680% |
| Abrasion DIN 53516 | 25–50 mm3 |
| Elastomer density | 1.25–1.30 g/cm3 |
| Shore hardness DIN 53505 | 55–95° ShA |
| Maximum temperature resistance | 80 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaciński, T.; Zieliński, B.; Nadolny, K. Effect of Feed Rate on the Force and Energy in the Cutting Process Using Planar Technical Blades. Appl. Sci. 2023, 13, 2013. https://doi.org/10.3390/app13032013
Chaciński T, Zieliński B, Nadolny K. Effect of Feed Rate on the Force and Energy in the Cutting Process Using Planar Technical Blades. Applied Sciences. 2023; 13(3):2013. https://doi.org/10.3390/app13032013
Chicago/Turabian StyleChaciński, Tomasz, Bartosz Zieliński, and Krzysztof Nadolny. 2023. "Effect of Feed Rate on the Force and Energy in the Cutting Process Using Planar Technical Blades" Applied Sciences 13, no. 3: 2013. https://doi.org/10.3390/app13032013